1. Définitions
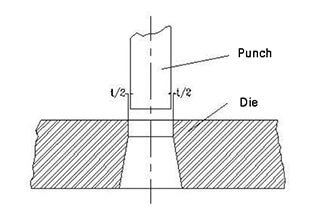
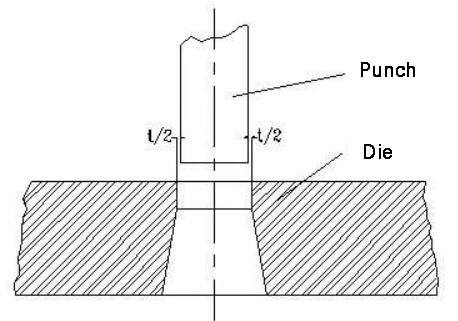
La section transversale du poinçon dans une matrice de découpage est généralement inférieure à la taille du trou de la matrice. Il existe un espace spécifique, appelé jeu, entre le poinçon et la matrice. Cet espace est illustré dans la figure ci-dessous.
2. Influence du jeu sur la qualité de la section de coupe
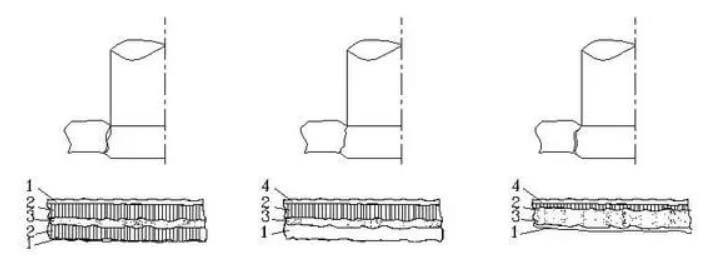
L'analyse du processus de déformation du découpage a permis de déterminer que lorsque l'espace de découpage est raisonnable, les microfissures produites au bord du poinçon et de la matrice coïncident. Il en résulte une large bande brillante sur la section de découpage, un angle d'effondrement et une bavure faibles, une conicité modérée de la section et une surface de pièce relativement plate.
Par conséquent, la qualité des pièces découpées peut être atteinte de manière satisfaisante, comme le montre la figure ci-dessous.
Lors du découpage, si le jeu est trop faible, deux bandes brillantes distinctes apparaissent sur la section de la pièce découpée et la bavure à l'extrémité supérieure est importante. Ce phénomène est principalement dû à la présence d'une microfissure supérieure située sur le bord du poinçon, causée par un jeu de découpage insuffisant.
Pour éviter cela, il est recommandé d'échelonner la position de la microfissure inférieure sur le bord de la matrice à une certaine distance de la position où se produit la microfissure supérieure (voir Fig. 2.3-2). De cette manière, les fissures supérieures et inférieures ne seront pas plus lourdes qu'une ligne.
Lorsque le poinçon diminue, le matériau pris en sandwich entre les deux fissures subit un second cisaillement, ce qui entraîne la formation d'une seconde bande brillante et un nouvel allongement de la bavure, d'où une mauvaise qualité de la section.
D'autre part, si le jeu pendant le découpage est trop important, la microfissure supérieure se produira au bord du poinçon, et la position de la microfissure inférieure au bord de la matrice sera décalée vers l'intérieur d'une certaine distance, de sorte que les fissures supérieures et inférieures ne seront pas plus lourdes qu'une ligne.
Le matériau pris en sandwich entre les deux fissures sera fortement étiré à mesure que le poinçon diminuera, et finira par se déchirer et se rompre. Il en résultera une grande zone de fracture sur la section de découpage, ce qui réduira la zone brillante et augmentera la bavure et la conicité. L'angle d'effondrement augmentera, détériorant encore la qualité de la section (voir Fig. 2.3-4).
L'analyse permet de conclure que même si une valeur de jeu appropriée est choisie dans la conception de la filière, elle ne peut pas garantir une distribution uniforme de l'eau. dégagement de la matrice en raison de problèmes de traitement ou d'assemblage. Par conséquent, il est peu probable que l'on obtienne une qualité de section idéale et un côté avec une petite fente.
Comme indiqué précédemment, si l'écart est trop petit, la section présentera la caractéristique d'un petit écart, et si l'écart est trop grand, la section présentera la caractéristique d'un grand écart, ce qui est particulièrement prononcé dans les matrices dépourvues de montants de guidage.
Il est donc important d'y prêter attention pendant la production.
3. Impact de l'apurement sur d'autres aspects
(1) Influence du jeu de découpage sur la précision dimensionnelle du découpage
Comme nous l'avons vu précédemment, des déformations élastiques et plastiques se produisent dans les pièces métalliques pendant le découpage. Cela signifie que la déformation élastique doit avoir lieu en même temps que la déformation plastique.
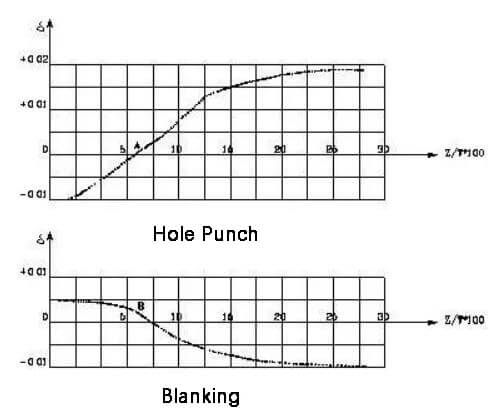
En raison de la déformation élastique du matériau pendant le découpage, il y aura une récupération de cette déformation élastique après le découpage. processus de découpage est terminée. Cette reprise entraîne un certain écart entre la taille réelle de la pièce découpée et la taille du bord du poinçon et de la matrice (voir Fig. 2.3-5).
L'axe vertical de la figure représente la reprise élastique de la pièce découpée, tandis que l'axe horizontal représente le jeu relatif de la pièce découpée.
Pendant le découpage, lorsque le jeu de découpage augmente, la courbe de changement de taille de la pièce découpée révèle que la déformation par traction du métal déformé augmente également en raison de l'augmentation de la contrainte de traction dans la zone déformée.
Après le découpage, le métal comprimé reprend sa forme élastique, ce qui entraîne une réduction de la taille de la pièce découpée. Ce rebond augmente avec le jeu de découpage.
Lorsque le jeu de découpage diminue progressivement, la taille de la pièce découpée diminue également. Lorsque le jeu est réduit jusqu'à un certain point (point B de la figure 2.3-5), les propriétés de déformation de la pièce découpée changent également. En plus du cisaillement, le matériau subit une déformation par extrusion qui fait passer la zone de déformation d'un état de traction à un état de compression.
Après le découpage, le métal comprimé retrouve son élasticité, ce qui fait que la taille du poinçon de découpage est supérieure à celle du bord de la matrice.
Lors du poinçonnage, le même processus de déformation et le même principe de récupération élastique s'appliquent, mais les objets mesurés sont différents. Par conséquent, la conclusion est opposée à celle des pièces découpées, ce qui signifie que la taille des pièces découpées augmente avec le jeu de découpage.
Lorsque la valeur du jeu est inférieure à une certaine valeur (point A sur la figure 2.3-5), la taille de la pièce découpée diminue, ce qui signifie que la taille du trou découpé est inférieure à la taille du poinçon.
Il est important de noter que la précision dimensionnelle des pièces découpées dépend principalement de la conception et de la précision d'usinage de la matrice de découpage. L'analyse ci-dessus a été réalisée avec une certaine précision de fabrication de la matrice, et l'impact du jeu sur la précision est beaucoup plus faible que celui de la matrice elle-même.
(2) L'impact de l'espace libre sur la force de découpage
Plus l'espace est réduit, plus la composante de contrainte de compression dans la zone de déformation du matériau est élevée, ce qui entraîne une plus grande résistance à la déformation du matériau et une augmentation de la force de découpage nécessaire pendant le découpage. Inversement, plus l'espace est grand, plus la composante de contrainte de traction dans la zone de déformation du matériau est élevée, ce qui réduit la résistance à la déformation du matériau et la force de découpage nécessaire pendant le découpage.
Toutefois, l'expérience pratique montre que lorsque l'écart (d'un côté) augmente progressivement dans une fourchette de 5% à 2% de l'épaisseur du matériau, il n'y a pas de diminution significative de la force de découpage.
(3) Influence du jeu de découpage sur la force de déchargement et la force de poussée
Plus l'écart est faible, plus la récupération élastique du matériau dans la zone de déformation est importante, ce qui entraîne une réduction de la taille de la pièce poinçonnée et une augmentation de la taille de la pièce découpée. Par conséquent, la force de déchargement et la force de poussée augmentent.
Au fur et à mesure que l'écart augmente, en raison de la réduction de la reprise élastique du matériau, la taille des pièces poinçonnées augmente et la taille des pièces découpées diminue, ce qui facilite le déchargement du matériau du poinçon ou la sortie des pièces de l'ouverture de la matrice.
En règle générale, lorsque l'écart (d'un côté) atteint 10% à 20% de l'épaisseur du matériau, la force de déchargement est proche de zéro.
(4) Influence du jeu de découpage sur la durée de vie de la matrice
L'expérience pratique a montré que parmi les nombreux facteurs affectant la durée de vie des outils, le jeu de découpage est le plus important.
Pendant le processus de découpage, un frottement intense se produit entre le poinçon et le trou découpé et entre la matrice et la pièce découpée. Plus l'espace est réduit, plus le frottement est important, ce qui est extrêmement préjudiciable à la durée de vie de la matrice.
Toutefois, un jeu plus important réduira la friction entre le bord du poinçon et de la matrice et le matériau, et peut atténuer les effets négatifs d'un jeu inégal causé par des erreurs de fabrication et d'installation de la matrice, améliorant ainsi sa durée de vie.
4. Détermination de la valeur de dégagement
Le terme "écart raisonnable" désigne un écart qui permet d'obtenir une qualité satisfaisante de la section de la pièce, une grande précision dimensionnelle, de minimiser la force de découpage (force de déchargement et force de poussée) et d'assurer une longue durée de vie à la matrice lorsqu'elle est utilisée pour le découpage.
Toutefois, il n'est pas possible de répondre simultanément à toutes ces exigences en utilisant une seule valeur d'entrefer. Par conséquent, lors de la production, il est nécessaire de prendre en compte l'influence de divers facteurs et de sélectionner une fourchette d'écartement appropriée en tant qu'écartement raisonnable sur la base des exigences spécifiques des pièces.
La limite supérieure de cette fourchette représente l'écart raisonnable maximal et la limite inférieure représente l'écart raisonnable minimal. En d'autres termes, un écart raisonnable correspond à une fourchette de valeurs.
Lors de la conception de la filière, il est recommandé de sélectionner l'interstice en fonction des exigences spécifiques des pièces et de la production, en suivant les principes suivants.
(1) Lorsqu'il n'y a pas d'exigences particulières concernant la qualité de la section transversale de la pièce contre-coupée, une valeur de jeu plus importante peut être sélectionnée pour améliorer la durée de vie de la matrice et réduire la force de découpage afin d'obtenir des avantages économiques plus importants.
(2) Lorsque les exigences en matière de qualité de la section transversale des pièces contre-coupées sont élevées, il convient de choisir une valeur de jeu plus faible.
(3) Lors de la conception de la taille de l'arête de coupe de la matrice de découpage, il convient de tenir compte du fait que la matrice subira une usure au cours de son utilisation, ce qui augmentera la fente de l'arête de coupe. La taille de l'arête de coupe doit être calculée sur la base de la valeur minimale de l'écart.
Dans la pratique, l'industrie des matrices a accumulé un grand nombre de valeurs empiriques pour des pièces embouties avec différentes épaisseurs de divers matériaux d'emboutissage, de sorte que la méthode de calcul de l'écart théorique n'est utilisée qu'à titre de référence.