Brasage 101 : tout ce qu'il faut savoir pour les débutants
Vous êtes-vous déjà interrogé sur la science qui permet d'assembler des métaux sans les faire fondre ? Le brasage est un processus fascinant qui permet d'assembler des métaux à l'aide d'un matériau d'apport chauffé à une température spécifique. Dans cet article, nous allons nous plonger dans le monde du brasage, en explorant ses caractéristiques, ses avantages et ses différents types. Découvrez avec nous les secrets de cette technique essentielle du travail des métaux et la façon dont elle façonne les produits que nous utilisons tous les jours.
Le brasage est un procédé d'assemblage à haute température dans lequel un métal d'apport est chauffé à une température généralement supérieure à 450°C (842°F). Cette température est soigneusement choisie pour être supérieure au point de liquidité du métal d'apport, mais inférieure à la température de solidité des matériaux de base à assembler.
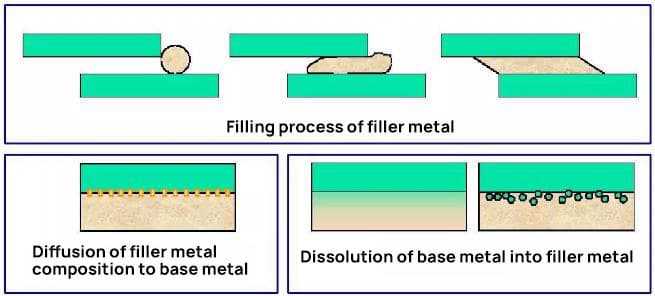
Au cours du processus de brasage, le métal d'apport en fusion mouille la surface des métaux de base, ce qui est facilité par l'application d'un flux approprié ou d'une atmosphère contrôlée. L'action capillaire attire ensuite le métal d'apport liquide dans l'espace étroit du joint. Lorsque l'assemblage se refroidit, le métal d'apport se solidifie, créant une liaison métallurgique solide entre les matériaux de base.
Cette technique polyvalente permet d'assembler des métaux similaires ou dissemblables et de produire des connexions très résistantes avec une excellente conductivité thermique et électrique. Le brasage est largement utilisé dans des secteurs tels que l'aérospatiale, l'automobile et le génie climatique pour sa capacité à créer des joints étanches et à assembler des pièces complexes avec un minimum de distorsion.
Caractéristiques du brasage
(1) Le point de fusion du métal d'apport est sensiblement inférieur à celui du métal de base, généralement d'au moins 50°C (90°F). Cette différence de température garantit que le métal de base reste à l'état solide pendant le processus de brasage, préservant ainsi son intégrité structurelle et ses propriétés mécaniques.
(2) La composition du métal d'apport est nettement différente de celle du métal de base. Cette variation de composition est conçue pour obtenir des propriétés métallurgiques spécifiques, telles qu'une meilleure mouillabilité, des caractéristiques d'écoulement améliorées et une compatibilité avec le métal de base pour une résistance optimale de l'assemblage.
(3) Le métal d'apport fondu est aspiré et retenu dans la fente du joint entre les composants du métal de base par une combinaison d'action de mouillage et de force capillaire. Ce phénomène, connu sous le nom d'action capillaire ou d'écoulement capillaire, est régi par des facteurs tels que la tension superficielle, la viscosité et l'espace libre, généralement compris entre 0,025 et 0,125 mm (0,001 et 0,005 pouces) pour des résultats optimaux.
(4) La liaison métallique est établie par la diffusion mutuelle des atomes à l'interface entre le métal d'apport liquide et le métal de base solide. Ce processus de diffusion crée une couche intermétallique, qui est cruciale pour la formation d'une liaison métallurgique forte et continue. L'étendue et la nature de cette zone de diffusion influencent considérablement les propriétés mécaniques et la résistance à la corrosion du joint.
Décomposition du processus de brasage
Avantages et inconvénients du brasage
Avantages du brasage :
Processus à basse température : Le brasage s'effectue à des températures inférieures au point de fusion du métal de base, ce qui minimise les altérations structurelles et les propriétés des matériaux de base.
Distorsion minimale : Le procédé induit des contraintes et des déformations négligeables, ce qui le rend idéal pour l'assemblage de composants de haute précision et de structures complexes.
Efficacité élevée : Le brasage permet la création simultanée de plusieurs joints, ce qui améliore considérablement les taux de production.
Polyvalence : Il s'adapte à une large gamme de matériaux, y compris les métaux, les non-métaux et les combinaisons de matériaux dissemblables, ce qui offre un vaste potentiel d'application.
Qualité supérieure des joints : Les assemblages brasés présentent généralement des surfaces lisses et esthétiques, avec d'excellentes caractéristiques d'emboîtement.
Préservation des propriétés des matériaux : Le faible apport de chaleur permet de conserver les propriétés mécaniques et physiques des matériaux de base, ce qui est essentiel pour les applications spécialisées.
Étanchéité hermétique : Les joints brasés peuvent fournir des joints étanches, essentiels dans des industries telles que l'aérospatiale et l'électronique.
Inconvénients du brasage :
Limites de résistance des joints : Les raccords brasés ont généralement une résistance inférieure à celle des raccords soudés, en particulier à des températures élevées.
Contraintes de conception : Les joints à recouvrement, bien que polyvalents, peuvent entraîner une utilisation accrue de matériaux, une augmentation du poids et des points de concentration de contraintes potentiels dans la structure.
Préparation rigoureuse de la surface : Le processus exige un nettoyage méticuleux de la surface et un contrôle précis du jeu des joints afin de garantir une bonne capillarité et un bon écoulement du métal d'apport.
Considérations relatives à l'équipement et aux coûts : Certaines techniques de brasage avancées nécessitent des investissements importants dans des équipements et des installations spécialisés, ce qui peut entraîner une augmentation des coûts d'exploitation.
Sensibilité à la température : Le point de fusion plus bas des alliages de brasure peut limiter la température de service des composants assemblés.
Risque de corrosion galvanique : Lors de l'assemblage de métaux différents, le matériau d'apport peut créer un couple galvanique, ce qui nécessite une sélection minutieuse des matériaux et des considérations de conception.
Dépendance à l'égard des compétences : La réalisation de joints brasés de haute qualité nécessite souvent des opérateurs qualifiés, en particulier pour les géométries complexes ou les applications critiques.
Types de brasage
1) Classification selon le point de fusion de la soudure
Soudure : Inférieure à 450°C (842°F)
Brasage : Au-dessus de 450°C (842°F)
2) Classification selon la température de brasage
Brasage à haute température : Supérieure à 800°C (1472°F)
Brasage à moyenne température : 550°C à 800°C (1022°F à 1472°F)
Brasage à basse température : inférieur à 550°C (1022°F)
3) Classification par source de chaleur
Brasage à la flamme : Utilise des flammes de gaz (par exemple, oxyacétylène, propane).
Brasage au four : Utilisation de fours à atmosphère contrôlée
Brasage par induction : Utilise le chauffage par induction électromagnétique
Brasage par résistance : Application d'une résistance électrique pour un chauffage localisé
Brasage par immersion : immersion des pièces dans des bains de sel ou de métal en fusion.
Brasage infrarouge : Utilise le rayonnement infrarouge pour un chauffage précis
4) Classification par atmosphère
Brasage atmosphérique : Effectué à l'air libre
Brasage sous atmosphère contrôlée : Utilise des gaz inertes ou réducteurs (par exemple, azote, argon).
Brasage sous vide : Réalisé dans un environnement sous vide pour des joints de haute pureté.
5) Classification par application du métal d'apport
Brasage en place : Le métal d'apport est positionné avant le chauffage
Brasage en continu : Métal d'apport ajouté pendant le processus de brasage
6) Classification selon la conception des joints
Brasage par recouvrement
Brasage en bout
Brasage des joints en T
Brasage des joints d'angle
Termes et définitions relatifs au brasage
Liquidus : La température la plus basse à laquelle le métal d'apport est complètement liquide.
Solidus : La température la plus élevée à laquelle le métal d'apport est complètement solide.
Mouillage :
Le mouillage est la capacité d'un liquide à rester en contact avec une surface solide, résultant d'interactions intermoléculaires lorsque les deux sont mis en contact. Il s'agit d'un phénomène crucial dans le brasage, qui englobe :
Mouillage par immersion : Lorsqu'un solide est immergé dans un liquide.
Adhésion mouillage : Le contact initial entre un liquide et une surface solide.
Mouillage par étalement : L'expansion d'un liquide sur une surface solide.
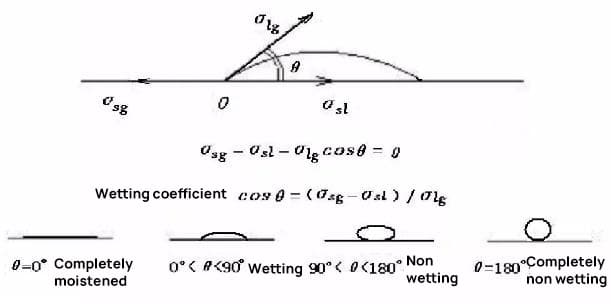
À l'état libre, un liquide a tendance à prendre une forme sphérique en raison de la tension superficielle. Lorsqu'un liquide entre en contact avec un solide :
Si les forces de cohésion du liquide dépassent ses forces d'adhésion au solide, il ne mouillera pas la surface.
Si les forces d'adhésion du liquide au solide dépassent ses forces de cohésion, il y a mouillage.
Le degré de mouillage est quantifié par l'angle de contact (θ) formé entre les phases liquide et solide à leur interface. Pour un brasage efficace, l'angle de mouillage du métal d'apport doit généralement être inférieur à 20°.
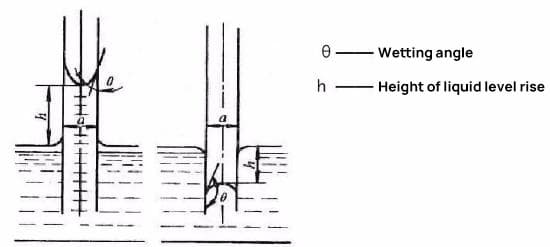
Action capillaire :
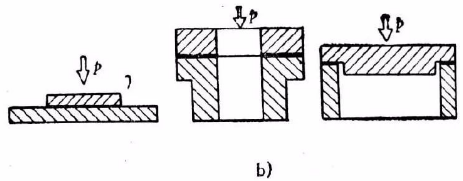
On suppose que lorsque deux plaques métalliques parallèles sont insérées verticalement dans une quantité infinie de soudure liquide, les plaques sont infinies et la quantité de soudure est illimitée.
En fonction des propriétés de mouillage de la soudure sur les plaques métalliques, l'effet capillaire aboutira soit à la situation illustrée à la figure (a), soit à la situation illustrée à la figure (b). Si la soudure est capable de mouiller les plaques métalliques, le résultat illustré à la figure (a) se produira ; sinon, le résultat illustré à la figure (b) se produira.
Métal d'apport pour le brasage et la soudure
Soudures tendres à base de Sn et de Pb : Ces soudures présentent d'excellentes capacités de mouillage et d'étalement sur le cuivre et divers autres métaux, ce qui en fait le choix prédominant dans l'industrie électronique. Les soudures à base de Sn, en particulier, gagnent en importance en raison des préoccupations environnementales et des exigences réglementaires.
Soudure à base de Cd : Principalement composées d'alliages de cadmium et d'argent, ces soudures offrent une résistance supérieure à la chaleur et à la corrosion. Toutefois, leur utilisation est de plus en plus limitée en raison de la toxicité du cadmium, ce qui a conduit à la mise au point d'alternatives plus sûres.
Soudure à base de Zn : Les brasures à base de zinc constituent une option économique offrant de bonnes propriétés mécaniques et une bonne résistance à la corrosion. Elles sont particulièrement utiles dans les applications nécessitant des points de fusion plus élevés que les soudures Sn-Pb traditionnelles.
Soudure tendre à base d'or : Les soudures à base d'or offrent une résistance exceptionnelle à la corrosion et sont souvent utilisées dans des applications électroniques et aérospatiales à haute fiabilité. Leur coût élevé limite leur utilisation à des secteurs spécialisés.
Autres brasures tendres à bas point de fusion :
Soudure à base d'indium : Les soudures à base d'indium offrent une excellente ductilité et une résistance à la fatigue thermique. Elles sont particulièrement utiles dans les applications cryogéniques et pour le collage de composants sensibles à la chaleur.
Soudure à base de Bi (Bismuth) : Les soudures à base de bismuth gagnent en popularité en tant qu'alternative sans plomb. Elles offrent des points de fusion bas et une bonne résistance des joints, ce qui les rend adaptées aux composants sensibles à la température.
Soudure à base de Ga (Gallium) : Les soudures à base de gallium présentent des propriétés uniques telles que des points de fusion très bas et la capacité de mouiller des surfaces non métalliques. Elles trouvent des applications dans des domaines spécialisés tels que l'optoélectronique et la gestion thermique.
Soudure sans plomb : En réponse aux préoccupations environnementales et sanitaires, des soudures sans plomb ont été développées et sont désormais largement adoptées dans l'industrie électronique. Les formulations sans plomb les plus courantes comprennent les alliages SAC (étain-argent-cuivre), qui offrent un équilibre entre performance, fiabilité et rentabilité. Ces soudures nécessitent généralement des températures de traitement légèrement plus élevées et peuvent présenter des caractéristiques de mouillage différentes de celles des soudures Pb-Sn traditionnelles.
Métal d'apport pour le brasage - Brasage
Les métaux d'apport pour le brasage jouent un rôle crucial dans l'assemblage des composants avec une résistance et une fiabilité élevées. Leur sélection est essentielle pour obtenir des performances optimales dans diverses applications industrielles.
Les principales catégories de métaux d'apport pour le brasage sont les suivantes :
Métaux d'apport à base d'aluminium : Spécialement conçus pour le brasage de l'aluminium et de ses alliages. Ils offrent d'excellentes caractéristiques de mouillage et d'écoulement, assurant des liaisons solides tout en maintenant la résistance à la corrosion du matériau de base. Ils sont couramment utilisés dans les secteurs de l'aérospatiale, de l'automobile et du chauffage, de la ventilation et de la climatisation.
Métaux d'apport pour le brasage à base d'argent : Ils sont connus pour leur polyvalence et leurs performances exceptionnelles dans une large gamme de métaux. Ces alliages présentent des points de fusion bas, d'excellentes propriétés d'écoulement et une grande résistance des joints. Ils sont largement utilisés dans les applications électriques, médicales et aérospatiales en raison de leur conductivité supérieure et de leur résistance à la corrosion.
Métaux d'apport à base de cuivre :
Produit d'apport en cuivre pur : idéal pour le brasage de l'acier au carbone et de l'acier faiblement allié. Il permet d'obtenir des joints très résistants et une bonne conductivité thermique, ce qui le rend adapté aux applications d'échangeurs de chaleur.
Alliages cuivre-zinc (laiton) : Métaux d'apport polyvalents utilisés dans diverses méthodes de brasage pour assembler des métaux différents. Ils offrent de bonnes propriétés de mouillage et sont rentables pour de nombreuses applications industrielles.
Alliages cuivre-phosphore : Principalement utilisés pour le brasage du cuivre et des alliages de cuivre. Ces alliages autofluorescents sont largement utilisés dans les secteurs du génie climatique, de la plomberie et de l'électricité en raison de leur excellente action capillaire et de leur capacité à produire des joints étanches.
Métaux d'apport à base de nickel : Bien qu'ils ne soient pas mentionnés dans le texte original, ils sont importants pour les applications à haute température. Ils offrent une excellente solidité et une résistance à la corrosion à des températures élevées, ce qui les rend appropriés pour l'aérospatiale, le nucléaire et les industries de traitement chimique.
Métaux d'apport à base de métaux précieux (y compris l'or et le palladium) : Ces métaux d'apport spécialisés offrent des propriétés uniques telles qu'une résistance élevée à la corrosion, une biocompatibilité et des performances dans des environnements extrêmes. Ils sont utilisés dans des applications critiques dans les secteurs de la médecine, de l'aérospatiale et de l'électronique.
Fonction et exigences de performance du flux de brasage :
1) Éliminer les films d'oxyde sur les surfaces métalliques, créant ainsi des conditions optimales pour le mouillage et l'étalement du métal d'apport.
2) Former une barrière liquide protectrice sur les surfaces du métal de base et du métal d'apport pendant le processus de brasage.
3) Agir en tant qu'agent interfacial pour améliorer les caractéristiques de mouillage et favoriser l'étalement du métal d'apport.
Nécessité d'éliminer la pellicule d'oxyde pendant le brasage
La présence de films d'oxyde sur les surfaces métalliques entrave considérablement le comportement de mouillage et d'étalement des métaux d'apport, ce qui nécessite leur élimination pour une formation réussie du joint. Les défis associés à l'élimination des films d'oxyde sont directement proportionnels :
L'épaisseur du film : Les couches d'oxyde plus épaisses forment des liaisons plus fortes avec le substrat métallique.
Stabilité thermique : la résistance à la température plus élevée de l'oxyde rend l'enlèvement plus difficile.
Stabilité chimique : Les oxydes ayant une plus grande inertie chimique nécessitent des méthodes d'élimination plus agressives.
Différentes techniques permettent d'éliminer efficacement la pellicule d'oxyde :
Application des flux de brasage
Utilisation d'environnements à atmosphère contrôlée ou sous vide
Méthodes de nettoyage mécanique (par exemple, sablage abrasif, brossage métallique)
Techniques d'élimination physique (par exemple, bombardement ionique, nettoyage au plasma)
Le flux de brasage remplit plusieurs fonctions essentielles au-delà de l'élimination de l'oxyde :
Empêche la réoxydation des surfaces métalliques nettoyées pendant le chauffage
Dissout et absorbe les oxydes résiduels
Réduit la tension superficielle à l'interface métal d'apport liquide-métal de base
Favorise l'écoulement capillaire du métal d'apport en fusion
Facilite la formation de joints brasés solides et continus
Tableau 1 Taux de formation du film d'oxyde dans l'air sec
Métal
1 minute
1 heure
1 jour
Acier inoxydable
10
10
10
Le fer
20
24
33
Aluminium
20
80
100
Cuivre
33
50
50
Épaisseur du film d'oxyde (10-8 cm)
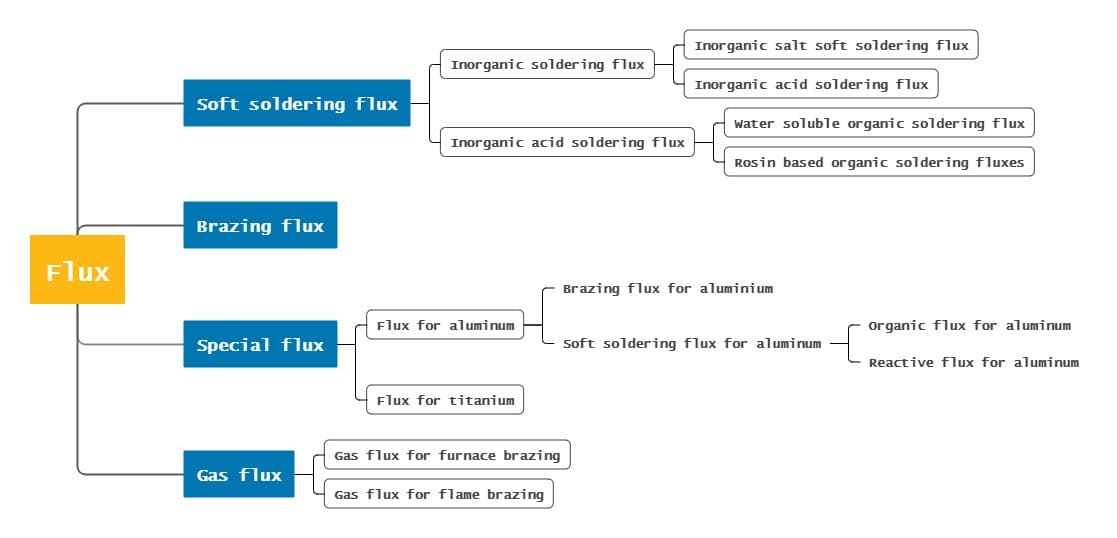
Classification des flux
Le gaz de brasage et sa fonction
Dans les opérations de brasage, le principal gaz neutre utilisé est l'argon, l'azote servant d'alternative dans des applications spécifiques.
L'argon, un gaz noble inerte, sert principalement d'atmosphère protectrice pour la pièce à travailler. Bien qu'il protège efficacement la zone de brasage des contaminants atmosphériques, il n'a pas la capacité d'éliminer directement les films d'oxyde des surfaces métalliques.
L'élimination de certains films d'oxyde pendant le brasage se produit par une combinaison de mécanismes :
Adsorption de la soudure liquide sur la surface du métal
Réduction des oxydes par les éléments actifs de la brasure
Dispersion de films d'oxyde affaiblis
Dissolution des oxydes dans la brasure en fusion
Comme l'illustrent les tableaux de données métallurgiques, les températures de décomposition de la plupart des oxydes métalliques dépassent largement les points de fusion et d'ébullition de leurs métaux de base respectifs. Cette relation thermique permet de conclure que la décomposition des oxydes ne peut pas être réalisée uniquement par le processus de chauffage inhérent aux opérations de brasage.
Pour gérer efficacement les films d'oxyde pendant le brasage, des stratégies supplémentaires sont souvent employées :
Utilisation de flux pour réduire chimiquement les oxydes
Incorporation d'éléments actifs (par exemple, titane, zirconium) dans l'alliage de brasage pour réagir avec les oxydes et les dissoudre.
Pré-nettoyage et préparation de la surface pour minimiser la présence initiale d'oxyde
Brasage sous vide pour limiter la formation d'oxyde et améliorer les mécanismes d'élimination de l'oxyde
Oxyde
Température de décomposition (℃)
Oxyde
Température de décomposition (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Pt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Méthode et procédé de brasage
Méthode de brasage
1. Brasage au fer
Caractéristiques : basse température
Champ d'application :
1. Il est applicable au brasage (avec du plomb étamé ou du métal d'apport à base de plomb) à une température de brasage inférieure à 300°C ;
2. Le flux de soudure est nécessaire pour le brasage de pièces fines et de petite taille.
2. Brasage au chalumeau, brasage au chalumeau
Caractéristiques : simple, flexible et largement utilisé
Champ d'application : en général, la flamme neutre ou la flamme de carbonisation légère/le chalumeau à gaz général ou le chalumeau spécial pour le brasage (le chalumeau peut également être utilisé pour le brasage tendre) doit être utilisé pour chauffer d'abord la pièce à usiner :
1. Elle est applicable au brasage de certaines pièces soudées qui sont limitées par la forme, la taille et l'équipement des pièces soudées et qui ne peuvent pas être brasées par d'autres méthodes.
2. Le brasage automatique à la flamme peut être utilisé
3. Acier soudableacier inoxydable, alliage dur, fonte, cuivre, argent, aluminium, etc. et leurs alliages
4. Les métaux d'apport les plus courants sont le cuivre-zinc, le cuivre-phosphore, l'argent-base, l'aluminium-base et le zinc-aluminium.
3. Brasage à l'étain, brasage à l'étain
(Bain de sel et bain de métal, adapté à la production de masse)
4. Brasage en flux, brasage à la vague, brasage par pulvérisation
(Une variété de brasage en bain de métal, principalement utilisé pour le brasage des cartes de circuits imprimés)
5. Brasage par résistance
Chauffage extrêmement rapide et productivité élevée.
6. Brasage par induction
Chauffage rapide, moins d'oxydation et petit brasage.
Techniques de brasage
Le processus de production du brasage comprend plusieurs étapes, notamment la préparation de la surface de la pièce avant le brasage, l'assemblage, la mise en place du métal d'apport, le brasage, le traitement post-brasage et d'autres processus connexes.
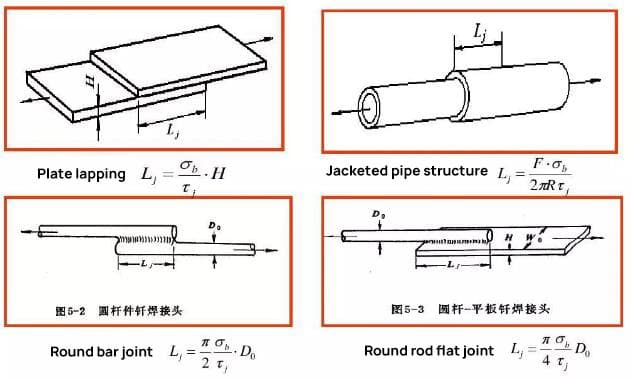
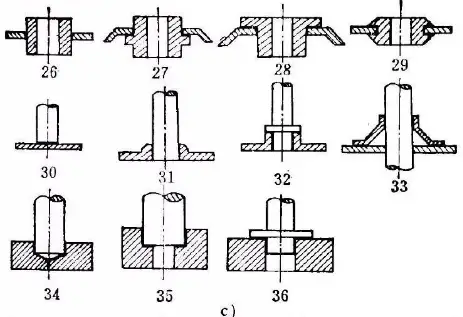
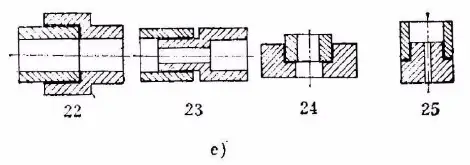
1. Conception des joints brasés
Lors de la conception d'un joint brasé, la première considération doit être sa résistance, suivie par les considérations relatives au processus, telles que la précision dimensionnelle de l'assemblage, l'assemblage et le positionnement corrects des pièces, la mise en place de la brasure et le jeu du joint brasé.
Le joint à recouvrement est couramment utilisé pour les joints de brasure.
Dans la pratique, pour les joints de brasage réalisés avec des métaux d'apport très résistants à base d'argent, de cuivre ou de nickel, la longueur de recouvrement est généralement de 2 à 3 fois l'épaisseur de la pièce la plus fine.
Pour les joints soudés avec des soudures tendres telles que l'étain-plomb, la longueur de recouvrement peut être de 4 à 5 fois l'épaisseur de la pièce la plus mince, mais elle ne doit pas dépasser 15 mm.
Avant le processus de brasage, il est essentiel d'éliminer soigneusement toute trace d'oxyde, de graisse, de saleté et de peinture de la surface de la pièce.
Dans certains cas, il peut être nécessaire de revêtir les pièces d'une couche métallique spécifique avant le brasage.
(1) Éliminer la tache d'huile
Les taches d'huile peuvent être éliminées à l'aide de solvants organiques.
Les solvants organiques courants sont l'alcool, le tétrachlorure de carbone, l'essence, le trichloréthylène, le dichloréthane et le trichloréthane.
(2) Élimination des oxydes
Avant le brasage, les films d'oxyde sur la surface de la pièce peuvent être traités à l'aide de méthodes mécaniques, de méthodes de gravure chimique et de méthodes de gravure électrochimique.
3. Assemblage et fixation
Les métaux d'apport sont utilisés dans diverses méthodes de brasage, à l'exception du brasage à la flamme et du brasage au fer à souder, dont la plupart sont placés à l'avance sur le joint. La gravité et la capillarité de l'espace doivent être utilisées autant que possible pour encourager le métal d'apport à remplir l'espace lorsqu'il est placé.
Le métal d'apport en pâte doit être appliqué directement sur le joint brasé, et la brasure en poudre peut être mélangée à un adhésif avant d'être appliquée sur le joint.
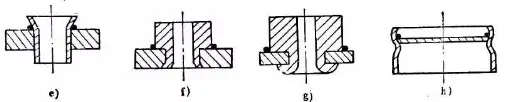
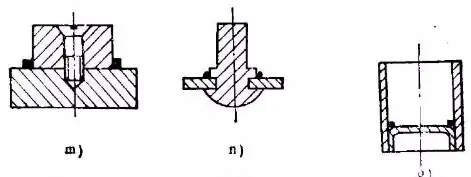
4. Méthode de mise en place du métal d'apport
a) Placement de la soudure annulaire
1, 2 - Placement raisonnable de matériaux en forme d'anneau
3, 4 - Placement pour éviter les pertes le long du plan de la bride
5, 6 - Mise en place du métal d'apport à proximité du joint
7, 8 - Une fente de placement de la soudure est réalisée sur un joint
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
Vous êtes-vous déjà demandé comment les gratte-ciel tiennent debout ou comment les voitures restent soudées ? Ce blog dévoile la magie qui se cache derrière les machines à souder électriques. Découvrez les principaux fabricants tels que Lincoln Electric et Miller Welds,...
Vous êtes-vous déjà demandé quelles marques d'équipements de soudage sont aujourd'hui à la pointe de l'industrie ? Cet article explore les dix principaux fabricants de machines de soudage, en mettant en évidence leurs innovations, leur présence mondiale et leurs atouts uniques.....
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Faites passer votre entreprise à la vitesse supérieure