Calcul de la longueur minimale de la bride pour le pliage de la tôle
Vous êtes-vous déjà demandé comment de fines feuilles de métal sont pliées pour obtenir des formes précises ? Cet article explore le monde fascinant des techniques de pliage en L, en U et en Z dans la fabrication des tôles. Vous apprendrez les facteurs clés, les formules et les conseils pratiques pour réaliser des pliages parfaits à chaque fois.
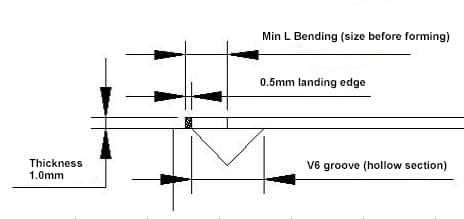
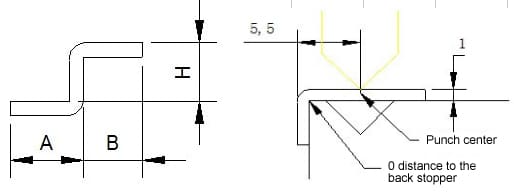
Comme le milieu de la presse plieuse La rainure en V est creuse, lors de la formation, le pli du bord doit être plus long que la section creuse et la taille spécifique du bord d'atterrissage varie selon la production des différentes entreprises (la section inférieure de la rainure en V est utilisée pendant une longue période, l'angle R augmente, ce qui fait que la distance du bord d'atterrissage augmente en conséquence, sinon un "glissement" se produira).
2) Formule de réduction (empirique) : 6T/2+0.5+(1.8T/2)
3) Comme le montre l'image ci-dessous, lorsque T=1, K=1,8*1, la flexion L minimale est de 3+0,5+0,9=4,4.
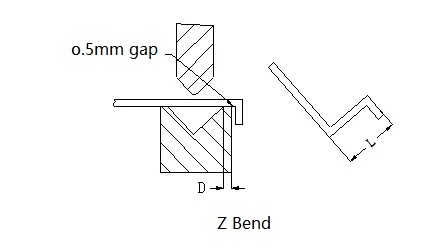
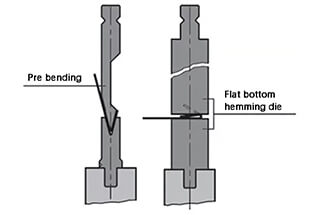
B. Pliage inversé avec joint et ourlet (plier d'abord à 30°, placer un joint approprié au milieu, puis ourler)
2) Facteurs déterminant la flexion U minimale
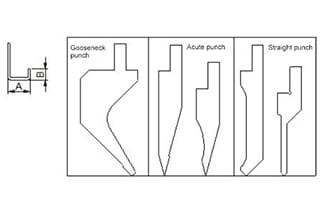
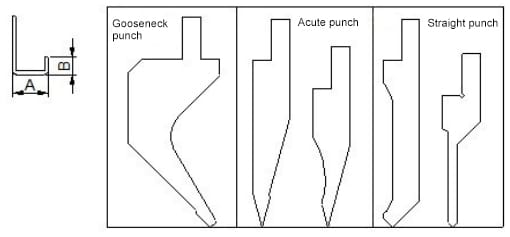
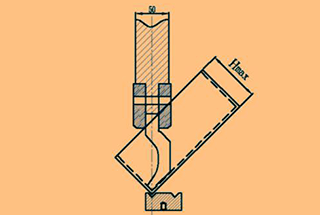
Formes de l'emporte-pièce (voir l'image suivante).
D'après les moules de poinçonnage courants, le meilleur moule pour le pliage en U est le moule "poinçon de col de cygne"qui se décline en de nombreux types et répond spécifiquement aux besoins des différentes entreprises.
Taille de la courbure (voir l'image suivante).
La relation croissante entre deux tailles:
Plus A est long, plus B est long.
3)Formule de réduction (valeur empirique du poinçon en col de cygne)
◆ Feuille de 0,5MM :
Flexion minimale en U : A =7,67, B= 0,5, flexion minimale en L=3,0
Valeur croissante : lorsque A augmente de 1 mm, B augmente de 1,87 mm.
Formule : Lorsque la dimension A est connue, alors la dimension B=(A-7.67)/T* valeur croissante + la valeur minimale de flexion L de cette plaque.
Par exemple,
lorsque A=15, alors B=(15-7,67)/0,5*1,87+3,0=30,4
Lorsque la dimension B est connue, alors la dimension A=(B- la valeur minimale de flexion L de cette plaque)/valeur croissante *T+7,67
Par exemple,
lorsque B=30,4, alors A=(30,4-3)/1,87*0,5+7,67=15
◆ Feuille de 0,8MM
Pliage en U minimum Taille A=8.5,B taille=0.8, Pliage en L minimum=4.2。
Increasing value:1.87/0.5*0.8=2.99
◆ Feuille de 1,0MM
Flexion minimale en U Taille A = 8,94, taille B = 1,0, flexion minimale en L = 4,5
Valeur croissante : 1,87/0,5*1,0=3,7
◆ Feuille de 1,2MM
Pliage en U minimum Taille A=9,3, B=1,2, Pliage en L minimum=4,5
Valeur croissante : 1,87/0,5*1,2=4,5
◆ Feuille de 1,5MM
Pliage en U minimum Taille A=10,3, B= 1,5, Pliage en L minimum=6,2
Valeur croissante : 1,87/0,5*1,5=5,5
◆ Feuille 2.0MM
Flexion U minimale Taille A=12,7, B= 2,0, flexion L minimale=12,0
Valeur croissante : 1,87/0,5*2=7,4
Notes :
Lorsque la taille A est supérieure à 85,0MM et que la taille B est supérieure à 60,0MM, cette formule n'est pas applicable.
Tableau ci-joint : A= valeur de l'essai, B= flexion L minimale, K= valeur de l'essai
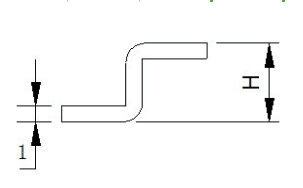
Lorsque H est supérieur ou égal à 5T, le calcul se fait selon deux courbures à 90°.
Lorsque H est inférieur à 5T, un formage unique est suffisant.
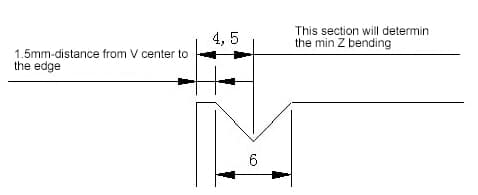
2) Le principal les facteurs qui influencent la valeur minimale de la flexion Z sont la largeur de Sillon en V et la distance entre le centre de la rainure en V et le bord.
3) Formule : 6T/2+distance du bord de Sillon en V +(1.8T/2)+T(see the picture)
Par exemple, dans le cas d'une plaque de 1,0 mm, à la distance au bord = 1,5, la flexion Z minimale H = 61/2+1.5+(1.81/2)+1=6.4.
Calcul de l'arête de flexion minimale d'un coude
L'état initial du coude en L est indiqué dans l'illustration suivante :
Tableau de référence pour le pliage intérieur R et la hauteur minimale de pliage de la tôle laminée à froid
Non.
Épaisseur
Largeur de la rainure de la matrice
Matrice convexe R
Hauteur de pliage minimale
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8/6
1/0.2
5.5/4.5
6
1.5
10/8
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16/14
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
L'état initial du coude en Z est indiqué dans l'illustration suivante :
La taille minimale de pliage (L) du tôle correspondant à la courbure en Z pour des matériaux de différentes épaisseurs est indiqué dans le tableau suivant :
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
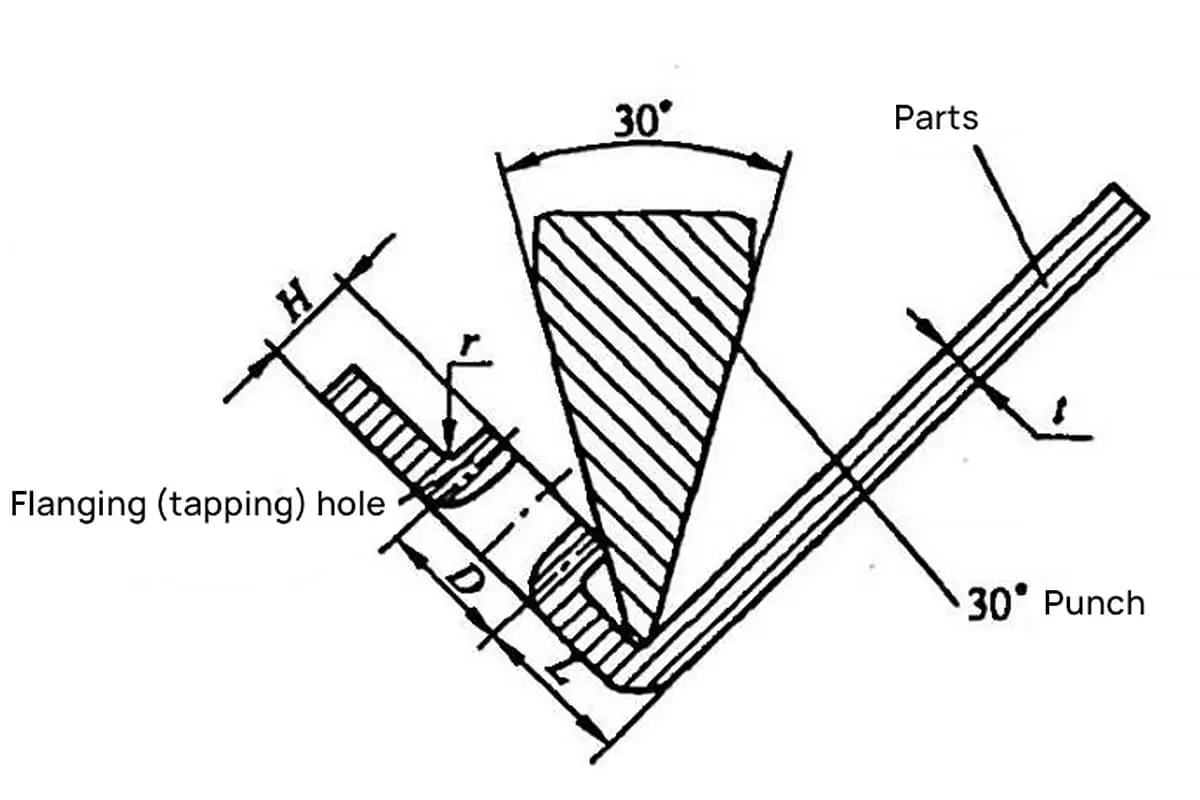
Comment la distance entre la paroi d'un trou bridé et une arête de pliage affecte-t-elle l'intégrité d'une pièce métallique ? Dans l'industrie métallurgique, cet espace est crucial pour éviter les dommages...
Comment transformer de fines feuilles de métal en composants solides et à bords lisses ? La réponse réside dans le processus fascinant du pliage par ourlet. Cet article explore quatre techniques efficaces, du pliage à plat...
Vous êtes-vous déjà demandé comment calculer avec précision les limites de pliage de la tôle ? Cet article explore les formules et les lignes directrices essentielles pour déterminer les dimensions de pliage minimales et maximales, garantissant ainsi la précision...
Dans cet article de blog, nous allons explorer le monde fascinant de la flexion de l'air et les diagrammes de force qui la rendent possible. Rejoignez-nous pour plonger dans la science qui se cache derrière cette...
Comment garantir la précision de vos opérations de pliage des métaux ? Le choix de l'outillage de presse plieuse approprié est crucial. Ce guide se penche sur la sélection des moules et des poinçons, offrant...
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Comment une cintreuse peut-elle révolutionner le traitement de la tôle ? Cet article explore trois techniques innovantes pour les cintreuses de panneaux de tôle : l'aplatissement, l'arrondi et le cintrage de forme. En comprenant ces méthodes, les lecteurs...
Vous êtes-vous déjà demandé comment une presse plieuse façonne le métal avec une telle précision ? Cet article dévoile les parties et les fonctions fascinantes d'une presse plieuse, vous montrant son rôle essentiel...
Faites passer votre entreprise à la vitesse supérieure