1. Préface
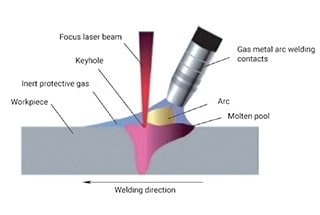
Par rapport aux méthodes de soudage traditionnelles, le soudage au laser (comme illustré à la figure 1) présente plusieurs avantages, notamment
- Densité énergétique centralisée et réglable
- Pas de contact physique avec la pièce à souder
- Haute efficacité de soudage
- Un système étroit et solide cordon de soudure
Par conséquent, le soudage au laser est largement utilisé dans les industries de fabrication d'équipements telles que l'automobile, les navires et l'aérospatiale, et s'étend à de nouvelles applications de traitement des matériaux.
Figure 1 Principe du soudage au laser
Afin de rester compétitives sur le marché mondial de la fabrication, les principales nations manufacturières ont mis en place des stratégies visant à moderniser et à mettre à niveau leurs industries. Parmi les exemples de ces initiatives figurent l'Industrie 4.0 en Allemagne et l'Internet industriel américain, qui visent à promouvoir l'innovation technologique et à fournir des financements clés au secteur manufacturier.
Le soudage au laser, en tant que composante essentielle de la technologie des équipements avancés, a fait l'objet d'une attention particulière dans le cadre de ces efforts. Pour répondre aux besoins du soudage, plusieurs nouvelles technologies de soudage au laser ont été proposées pour résoudre des problèmes pratiques.
Par exemple, le professeur W. Steen de l'Imperial College de Londres a introduit le concept de soudage hybride laser-arc. Cette technologie répond aux limites du soudage laser traditionnel et élargit sa gamme d'applications. La combinaison du laser et de l'arc soudage à l'arc renforce les avantages des deux, réduit les exigences en matière de taille de la fente de soudage, minimise les fissures et les pores pendant le soudage et améliore les performances de l'élément soudé.
Jusqu'à présent, le laser technologie du soudage s'est développée en de nombreux types, tels que
Des technologies intermédiaires de contrôle des processus, telles que le suivi des joints au laser et la surveillance en temps réel du processus de soudage à l'aide de caméras à grande vitesse, ont été mises au point pour remédier aux limites et aux insuffisances du soudage au laser. En outre, le traitement des défauts a également été mis en œuvre pour améliorer encore la qualité de la soudure au laser. processus de soudage au laser.
2. Progrès de la recherche dans le pays et à l'étranger
Ces dernières années, des équipes de recherche nationales et étrangères ont activement exploré et étudié les paramètres de processus les plus appropriés pour le soudage au laser du point de vue du mouvement du laser et de la combinaison de la source de chaleur. Cela a permis d'améliorer diverses méthodes de soudage au laser, notamment le soudage par pénétration profonde au laser et le soudage hybride laser-arc.
La recherche sur le soudage au laser ne se limite pas à l'apparence, puisque des méthodes de caractérisation modernes telles que les caméras à grande vitesse et l'analyse spectrale sont utilisées pour étudier les caractéristiques du processus de soudage et comprendre le mécanisme de formation de la couche d'ozone. défauts de soudure.
Cependant, les changements internes au cours du soudage au laser sont complexes. Pour y remédier, des équipes de recherche ont expérimenté l'application de sources d'énergie externes telles que des champs magnétiques, des arcs multiples et des champs électriques au laser. processus de soudage. L'objectif est de réduire les défauts de soudure, d'améliorer les propriétés mécaniques et d'améliorer l'ensemble du processus de fabrication. qualité du soudage.
2.1 Recherche sur la technologie de soudage au laser
Le soudage au laser permet d'obtenir des joints de haute qualité et un soudage en profondeur avec un rapport de profondeur élevé. Par rapport aux méthodes de soudage traditionnelles, il présente une densité de puissance plus élevée et un meilleur effet de soudage sur les matériaux difficiles à souder, ainsi que la capacité de souder des matériaux aux propriétés variées. Cela a suscité des recherches approfondies de la part des universitaires, tant au niveau national qu'international.
En Chine, la recherche sur la technologie laser se concentre principalement sur les paramètres de chaque processus de soudage, tels que la vitesse de soudage, puissance du laserLes chercheurs étudient également les propriétés mécaniques, l'évolution de la structure et la régulation de la température. Les chercheurs étudient également les propriétés mécaniques, l'évolution de la structure et la régulation de la structure de l'ADN. joints soudés.
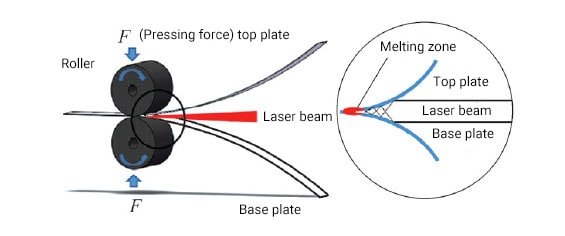
Laser soudage sous pression est une forme unique de soudage au laser qui associe le chauffage induit par laser au soudage traditionnel à plat. Le procédé consiste à faire fondre partiellement la pièce à l'aide d'un faisceau laser, puis à la rouler sous haute pression pour produire le joint soudé. Cette technologie présente l'avantage d'éviter défauts de soudure comme le retrait et les cavités gazeuses en raison de l'étroitesse de la zone de fusion. Il convient également à l'assemblage de plaques minces.
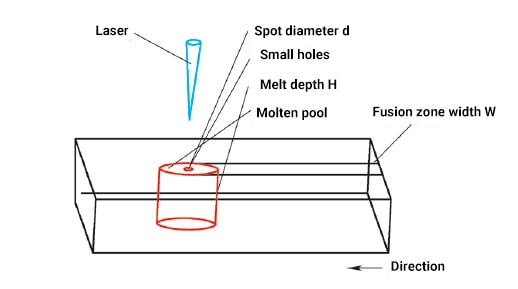
L'équipe de recherche a mené une étude sur l'évolution de la structure pendant le soudage laser sous pression de l'aluminium pur, comme l'illustre la figure 2. L'équipe a étudié les aspects fondamentaux de l'évolution de la microstructure au cours du processus de soudage de l'aluminium pur. Une analyse approfondie de la microstructure de l'échantillon pendant le processus de soudage par pression laser a permis de conclure que le processus de solidification commençait avant le laminage, ce qui entraînait une déformation plastique du matériau nouvellement cristallisé.
Figure 2 Schéma de principe du soudage laser sous pression
Le soudage hybride laser-arc, comme le montre la figure 3, est une méthode de traitement prometteuse du 21e siècle et a fait l'objet de recherches approfondies de la part des universitaires. Le chercheur a étudié le soudage d'un acier dissemblable 50CrV/SPHE en ajustant les paramètres du processus et a analysé l'impact sur la formation de la soudure et le transfert de gouttelettes.
Les résultats de la recherche indiquent que la puissance optimale du laser se situe entre 2800 et 3400 W, ce qui permet de chauffer uniformément le fil de soudure et d'obtenir un processus de soudage stable. En combinant le balayage oscillant et le soudage hybride laser-arc, il est possible de remédier aux défauts de la soudure.
L'équipe de recherche a également soudé des matériaux en alliage d'aluminium en utilisant des méthodes de balayage par oscillation horizontale, verticale et circulaire. Des caméras à grande vitesse et la spectroscopie ont été utilisées pour analyser les changements dans les gouttelettes. Les résultats ont montré que la plage de paramètres optimisée pour la méthode de balayage circulaire est plus large que celle des directions horizontale et verticale, ce qui favorise l'interaction avec le plasma pour former des gouttelettes de plus petit diamètre, ce qui est bénéfique pour l'affinage des grains.
En comparaison, l'énergie de l'arc plasma est plus concentrée et il a été constaté que le soudage à l'arc laser-plasma s'adaptait bien aux interstices et aux bords mal alignés dans les pièces en plastique. soudage à plat.
Figure 3 Soudage hybride laser-arc
La recherche internationale sur la technologie du soudage s'est concentrée sur l'amélioration des conditions de soudage et l'incorporation d'énergie externe. La technologie de soudage laser sous vide a été utilisée afin d'explorer le potentiel de ce procédé pour raccorder de grands composants nucléaires critiques en termes de sécurité, tels que des générateurs de vapeur ou des boosters de réacteurs à eau pressurisée (REP). Cette technologie a été utilisée à une vitesse de 150 mm/min avec un laser de 16 kW pour produire des soudures de 80 mm d'épaisseur en acier de qualité SA5083 en deux passes.
Les avantages du soudage laser sous vide ont été présentés et comparés au soudage par faisceau d'électrons en termes de physique des procédés. Il a été conclu que le soudage laser sous vide méritait d'être développé davantage en raison de son potentiel à soutenir les futurs plans de construction d'énergie nucléaire.
Bunaziv I et al. ont étudié le mode d'arc à impulsion de transfert de métal froid (CMT+P) lors de l'utilisation du soudage hybride laser à fibre et MAG. L'équipe a utilisé un fil métallique pour souder de l'acier à haute résistance de 45 mm d'épaisseur (soudage bout à bout double face) et a comparé l'influence de différentes impulsions et de l'arc pilote avant et arrière sur la soudure.
La comparaison avec le soudage traditionnel à l'arc pulsé montre que les deux méthodes permettent d'obtenir un soudage de haute qualité. Toutefois, le mode CMT+P offre un transfert de gouttelettes plus stable dans une plage limitée de vitesse d'avance.
2.2 Contrôle du processus de soudage au laser
La technologie du soudage au laser est une méthode de soudage sans contact qui se distingue par sa rapidité et son efficacité. Le traitement intermédiaire joue un rôle essentiel dans la détermination de la qualité du joint soudé.
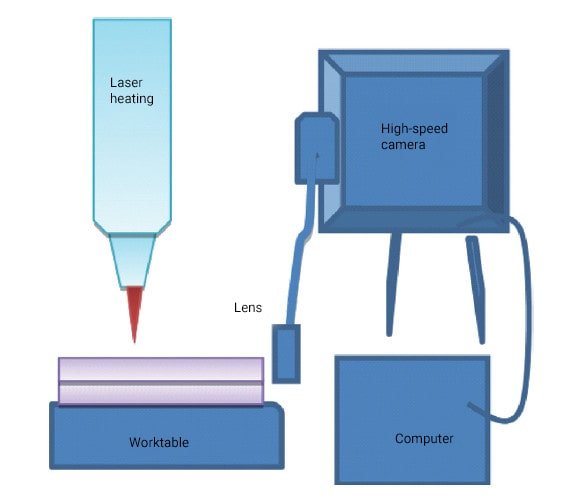
En Chine, processus de soudage au laser (comme le montre la figure 4) se concentre principalement sur le contrôle du processus de soudage à l'aide de dispositifs optiques. Par exemple, le suivi du cordon de soudure par laser et les caméras à grande vitesse sont utilisés pour surveiller le cordon de soudure en temps réel.
Un exemple de cette surveillance est l'utilisation d'un système de caméra à grande vitesse pour observer le processus de formation en temps réel des pores et des éclaboussures pendant le soudage au laser de l'acier galvanisé à haute résistance DP780. La voie d'évacuation des pores a été étudiée d'un point de vue dynamique.
Figure 4 Schéma du processus d'essai de soudage
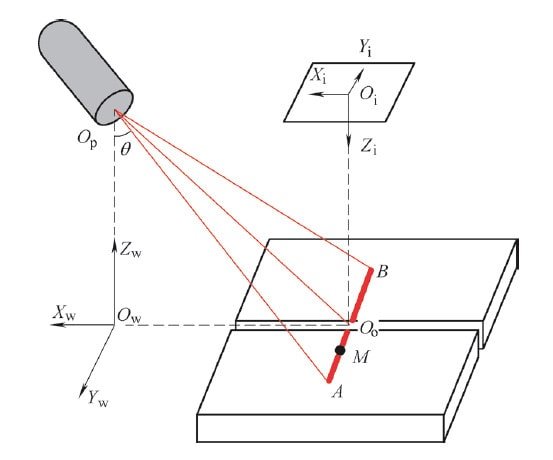
Les tête de soudage laser est équipé d'un module de suivi vidéo CCD et une méthode de détection automatique des cordons de soudure à l'aide d'un laser linéaire a été proposée. Cette méthode s'appuie sur la triangulation laser pour recueillir des informations telles que la hauteur et la largeur de la soudure.
Le principe de la détection laser en ligne droite est illustré à la figure 5. Pendant le soudage au laser, un faisceau laser rectiligne est dirigé verticalement vers le cordon de soudure et l'image est capturée sur le plan d'image CCD par réflexion diffuse de la surface supérieure de la pièce à usiner. Chaque point de soudure sur le plan de l'image correspond à un point de la surface de la pièce.
En ce qui concerne les algorithmes de suivi, un algorithme de suivi de cible à filtre nucléaire de haute précision et à grande vitesse est utilisé pour suivre les positions des soudures droites et courbes respectivement. L'erreur entre la courbe d'ajustement des données et la forme de la soudure obtenue expérimentalement est inférieure à 5%, ce qui démontre une grande concordance et permet d'obtenir un bon effet de suivi en temps réel.
Figure 5 Principe de la détection laser en ligne droite
La recherche étrangère s'est concentrée sur l'intégration de l'énergie externe dans le processus de soudage et sur l'utilisation de l'intelligence artificielle pour simuler et prédire les résultats du soudage. L'étude de l'intégration de l'énergie externe dans le processus de soudage soudage du cuivre L'étude des matériaux utilisés dans l'interconnexion des batteries lithium-ion et des dispositifs électroniques de haute puissance a été menée en combinant des paramètres supplémentaires tels que la fréquence et l'amplitude de l'oscillation avec la méthode de modulation spatiale de la puissance qui implique une alimentation linéaire avec un mouvement circulaire superposé. Les résultats indiquent qu'il est possible non seulement d'augmenter la taille de la zone de connexion, mais aussi d'améliorer la stabilité et la qualité du processus de soudage au laser.
Toutefois, lors du soudage de certains métaux spéciaux, la soudure peut ne pas se mélanger complètement dans le bain de fusion, ce qui entraîne une répartition inégale des éléments dans la soudure. Pour résoudre ce problème, les chercheurs ont utilisé un champ magnétique oscillant pour générer une composante de force de Lorentz non conservatrice dans le bain de fusion, améliorant ainsi la distribution des éléments sur toute l'épaisseur du matériau. La spectroscopie (EDS) a été utilisée pour analyser la distribution de deux éléments de suivi (Ni, Cr), et les résultats ont montré que la rotation du champ magnétique de 30° dans la direction de la soudure améliorait de manière significative la distribution de la soudure.
Cette recherche fournit des preuves solides de l'efficacité des champs magnétiques dans le soudage. Belitzki a proposé une méthode pour minimiser la déformation dans les structures complexes avec des soudures multiples en utilisant un réseau neuronal artificiel pour établir un méta-modèle qui prédit la déformation locale basée sur les paramètres de soudage dans les sous-zones. L'algorithme génétique a été utilisé pour trouver le modèle optimal. paramètres de soudage qui entraînerait la déformation la plus faible au niveau mondial. Les résultats indiquent que cette méthode peut identifier efficacement et avec précision les meilleurs paramètres parmi plus d'un milliard de combinaisons potentielles.
2.3 Traitement des défauts de soudure au laser
L'application du soudage au laser est largement répandue, mais le processus s'accompagne souvent de défauts tels que des fissures, des pores et des éclaboussures.
Des recherches considérables ont été menées tant au niveau national qu'international. Les chercheurs ont utilisé des techniques d'oscillation, d'impulsion et autres en combinaison avec le soudage au laser.
L'étude du principe du soudage au laser accorde autant d'importance à l'intégration dans l'équipement industriel qu'à l'utilisation de nouveaux produits pour stimuler les efforts de recherche. La recherche est très pratique.
La recherche nationale est principalement axée sur la recherche de solutions aux défauts des lasers. joints de soudure et d'étudier en détail les mécanismes de formation de ces défauts. Les équipes utilisent l'analyse de simulation, la microscopie électronique à balayage et d'autres méthodes pour étudier des questions telles que les éclaboussures de la piscine de fusion et l'effet d'absorption de Fresnel.
Lorsque des lasers de forte puissance sont dirigés vers la surface de travail, ils vaporisent rapidement le matériau et créent un trou de serrure. L'effet d'absorption de Fresnel du bain de fusion et du trou de serrure détermine la qualité du soudage.
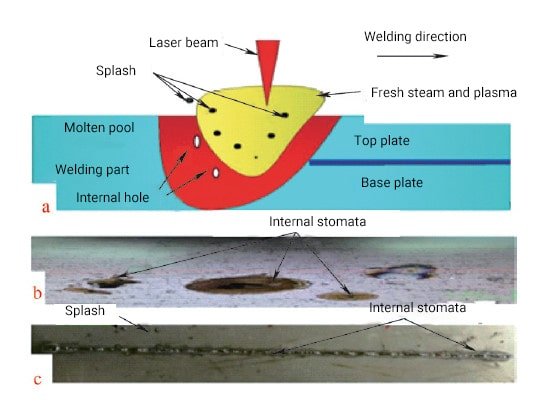
La figure 6 illustre les défauts de porosité causés par le soudage au laser de l'acier galvanisé à haute résistance DP780. Les recherches sur le trou de serrure et l'absorption de Fresnel du soudage laser à pénétration profonde ont révélé que de nombreux défauts de porosité peuvent être causés par le soudage laser. réflexions laser à l'intérieur du trou de serrure entraînent une densité de puissance totale inégale de l'absorption de Fresnel, avec une plus grande densité près du fond du trou de serrure que du haut. La réflexion du laser est un facteur crucial qui affecte cette distribution de densité.
Unique...laser de focalisation Le soudage a certaines limites. Par exemple, il n'est pas possible de contrôler la température pendant le soudage et la sensibilité thermique élevée du matériau peut entraîner la formation de fissures dans la soudure.
Pour stabiliser le processus de soudage, de nombreux chercheurs ont étudié le soudage laser à double focalisation. Certains ont examiné la stabilité du trou de serrure et l'écoulement du bain de fusion. alliages d'aluminium dans un dispositif laser à double focalisation.
Un modèle de couplage a été établi pour le bassin de fusion transitoire de soudage et l'écoulement interne dans les installations à double focalisation. soudage au laser de l'aluminium en utilisant la méthode de traçage de rayons pour créer un modèle de source de chaleur qui tient compte de l'effet d'absorption de Fresnel, de la force de recul de la vapeur et de l'écoulement interne de la piscine en fusion.
Les résultats de la recherche indiquent que le soudage laser à double focalisation est plus stable et contrôlable, avec une fluctuation du trou de serrure nettement plus faible que le soudage laser simple.
Figure 6 Le principe des défauts de pores dans le soudage laser à pénétration profonde
Par rapport aux pays étrangers, la recherche nationale se concentre principalement sur la modification de la morphologie du faisceau laser, la majorité des études étant consacrées à l'examen de l'impact du nombre de faisceaux laser sur l'efficacité du laser. défauts de soudure.
Des groupes de recherche étrangers se sont efforcés de découvrir le mécanisme de formation de l'effondrement du trou de serrure et de l'éclatement de la piscine de fusion en utilisant de nouveaux composants optiques.
En outre, certains chercheurs étrangers ont tenté d'améliorer le soudage au laser en introduisant de nouvelles techniques, telles que l'oscillation du faisceau ou la modulation de la puissance du laser, dans le but de réduire les défauts.
Volpp J. a utilisé un nouvel élément optique multifocal de mise en forme du faisceau, qui peut générer plusieurs faisceaux laser dans la direction axiale. Ce composant peut être utilisé pour modifier l'apport d'énergie dans le trou de serrure et les zones environnantes, ce qui permet de mieux comprendre le mécanisme de formation des éclaboussures et d'évaluer le potentiel de la mise en forme du faisceau axial pour réduire les défauts dans le soudage laser à pénétration profonde.
Les résultats révèlent qu'en cas d'exposition à une lumière de forte intensité, il est possible de réduire efficacement le nombre d'éclaboussures, d'éviter l'effondrement du trou de serrure, de fournir à la partie supérieure du trou de serrure un apport d'énergie suffisant et de minimiser les éclaboussures de liquide.
3. État des applications du soudage au laser
Après plusieurs années de recherche et de développement, la technologie du soudage au laser a été mise en œuvre avec succès dans diverses industries de fabrication d'équipements, notamment l'industrie automobile, l'industrie des oléoducs et gazoducs et l'industrie des équipements de tramway.
Cet article se concentre sur la présentation des principaux composants du système de soudage au laser et de ses applications pratiques dans l'ingénierie du traitement des matériaux.
3.1 Les principaux composants du système de soudage au laser
(1) Laser générateur
Le générateur laser est le composant central du système de soudage laser et est responsable de la production de la lumière laser.
Les lasers sont constitués de trois parties essentielles : un système d'excitation, un milieu laser actif et une cavité optique résonante.
Au fil des ans, les performances des lasers se sont considérablement améliorées et il existe différents types de lasers. les types de lasers disponibles, notamment les lasers à fibre, les lasers à semi-conducteurs, les lasers à CO2 et d'autres, comme le montre la figure 7.
Figure 7 Générateur de laser
Étranger entreprises de laser Parmi les lasers de qualité exceptionnelle, citons Coherent et Trumpf, dont la technologie laser présente des avantages inhérents. Après d'intenses travaux de recherche et de développement, leurs lasers ont atteint une qualité de faisceau élevée, une grande efficacité de conversion photoélectrique et une stabilité exceptionnelle.
Le spot produit par un laser à semi-conducteur est plus focalisé que celui d'un laser à fibre, avec une distribution de puissance plus uniforme et une consommation d'énergie plus faible. Par exemple, la série TruDiode de lasers à semi-conducteurs à haute efficacité a gagné la confiance des utilisateurs grâce à ses résultats exceptionnels, ses faibles coûts d'investissement et d'exploitation. Ce laser peut fournir une puissance laser stable allant jusqu'à plusieurs kilowatts.
Parmi les applications typiques de ces lasers figurent le soudage par pénétration profonde, le soudage par conduction thermique et le revêtement métallique par laser, brasageLe laser TruDiode est également très sophistiqué, puisqu'il ne nécessite pas de structure de cavité résonante supplémentaire. Le laser TruDiode est également très sophistiqué, car il ne nécessite pas de structure de cavité résonnante supplémentaire.
Les lasers CO2 sont un type de laser très répandu. laser à gaz qui peuvent utiliser la structure des niveaux d'énergie des molécules de CO2 pour produire des sorties spectrales dans différentes bandes de longueur d'onde. Ils ont des performances thermiques supérieures à celles des lasers à l'état solide et peuvent stocker une grande quantité de chaleur, ce qui les rend idéaux pour les applications laser à haute puissance.
L'industrie nationale du laser a l'avantage de pouvoir rattraper rapidement son retard. Après des années de recherche technique, de nombreuses entreprises de laser exceptionnelles ont vu le jour en Chine, telles que Raycus Laser et Chuangxin Laser. Grâce à leurs excellents produits laser, à leurs prix compétitifs et à leurs stratégies de produits localisés, ces entreprises ont acquis une part importante du marché national des lasers.
La figure 7b montre le laser à fibre quasi-continu produit par Raycus. Ce laser a une petite puissance de sortie allant de 75 à 300 W, avec une compatibilité améliorée, une efficacité de conversion électro-optique plus élevée, une meilleure qualité de faisceau et des coûts de maintenance plus faibles. Il est idéal pour les applications industrielles qui nécessitent de longues durées d'impulsion et des valeurs de crête élevées, telles que soudage par points au laser et le soudage au laser.
(2) Tête de soudage laser
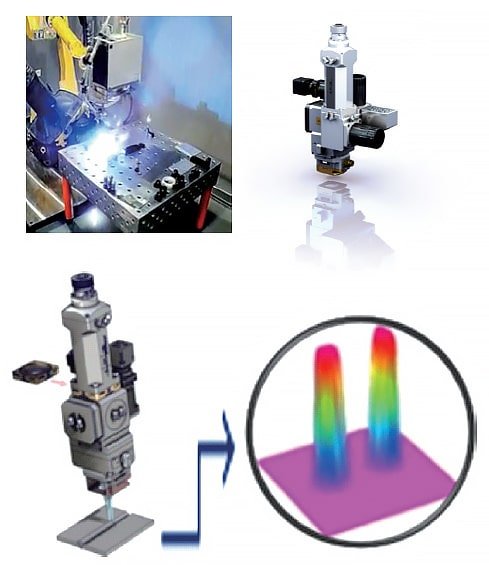
Avec les progrès de la technologie du soudage au laser, différents types de soudage au laser ont été mis au point. types de laser Des têtes de soudage ont été introduites pour répondre aux divers besoins et fonctions du soudage. La figure 8 présente ces différentes les types de soudage au laser têtes.
En commençant par la gauche, on trouve la tête de soudage, suivie par le galvanomètre laser et enfin, la tête de soudage à balancier à double point et la tête de mise en forme du faisceau. Cette dernière peut supporter une puissance allant jusqu'à 50 kW.
Figure 8 Tête de soudage laser commune
La conception et l'application de la tête de soudage sont basées sur les exigences de soudage réelles, fournissant des solutions pour différents besoins de soudage. Par exemple, lorsque le laser doit être divisé en plusieurs faisceaux pour améliorer l'efficacité du soudage, l'utilisation d'une tête de soudage galvanométrique à balayage peut répondre efficacement à l'exigence d'une grande efficacité.
Comme le montre la figure 8, le joint de soudure pivotant peut améliorer de manière significative la qualité interne et externe de la soudure, ainsi que l'efficacité de la soudure. soudabilité des matériaux susceptibles de présenter des défauts.
3.2 Applications techniques de la technologie de soudage au laser
Le soudage au laser a été utilisé dès le début dans l'industrie automobile et dans d'autres domaines, comme le montre la figure 9. Au fil du temps, son utilisation s'est étendue à la construction navale, à l'aérospatiale, aux semi-conducteurs, aux industries électroniques et aux produits de consommation. Il est passé des domaines traditionnels à des applications de traitement des matériaux plus diverses et plus approfondies.
Figure 9 Applications de soudage au laser dans le secteur automobile
Le processus de fabrication automobile utilise principalement la technologie de soudage au laser pour le soudage sur mesure de plaques de carrosserie de différentes épaisseurs, le soudage de la carrosserie et le soudage de pièces automobiles.
L'utilisation de la technologie de soudage au laser permet de réduire le poids de la carrosserie, ce qui se traduit par une amélioration de l'efficacité énergétique et une réduction des émissions. Elle réduit également les coûts d'emboutissage et d'assemblage au cours du processus de fabrication, améliore la précision de l'assemblage, la rigidité et l'intégration globale de la carrosserie, améliorant ainsi le confort et la sécurité.
Le soudage au laser est devenu une méthode populaire dans l'industrie automobile. La figure 9b illustre l'atelier d'une entreprise nationale de pièces automobiles, où la porte de la voiture est brasée et soudée au laser. L'entreprise utilise un point laser plus large de 2 à 4 mm et une puissance laser de 2 à 4 kW, et utilise le suivi des contacts pour tester les nœuds des bords. Après étalonnage, il a été constaté que les cordons de soudure étaient plus étroits que ceux produits par d'autres méthodes de soudage, ce qui améliore l'aspect général de la carrosserie. Les essais ont montré que la résistance des soudures s'était considérablement améliorée par rapport au soudage traditionnel.
Lors du soudage au laser, il est important de sélectionner le gaz de protection approprié en fonction du matériau à assembler. Le soudage au laser est plus rapide, plus efficace, nécessite une zone de travail plus petite et produit moins de déformations que les autres méthodes. Dans certains cas, il élimine la nécessité d'un traitement thermique pour réduire la déformation. contrainte résiduelle.
La technologie du soudage au laser permet d'améliorer considérablement la qualité des produits soudés et d'accroître l'efficacité de l'industrie manufacturière, y compris des dispositifs médicaux. Aucun adhésif n'est nécessaire pendant le processus de soudage, et très peu de scories ou de débris de soudage sont produits. Cela a grandement contribué au développement de l'industrie des dispositifs médicaux.
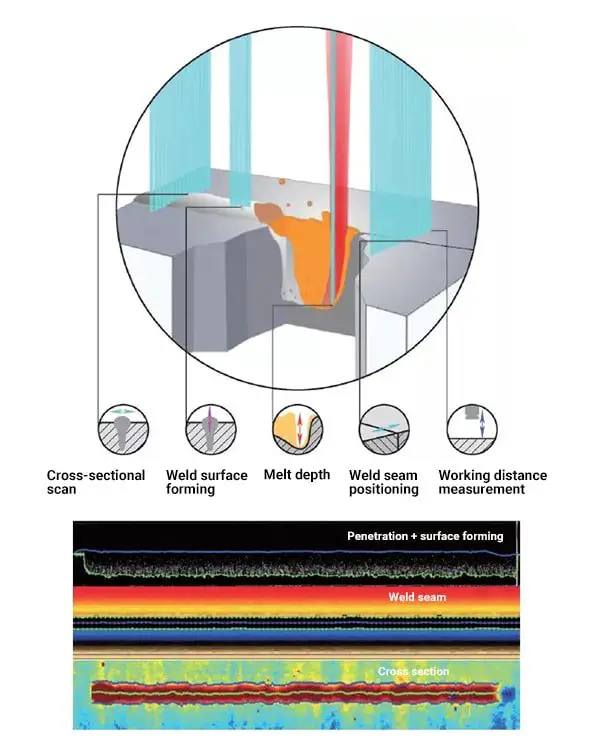
Les tôles utilisées dans la construction navale diffèrent de celles utilisées dans d'autres produits mécaniques, et la technologie du soudage au laser permet de résoudre efficacement les problèmes liés à l'allongement des cordons de soudure et au gauchissement des tôles de navires. Le processus de soudage au laser a un large éventail d'applications techniques, notamment le positionnement des cordons de soudure, le balayage transversal et la surveillance en ligne de la formation de la surface.
La figure 10 présente le nouveau système de surveillance de l'ensemble du processus de soudage laser LDD-700, qui est basé sur la technologie d'imagerie par interférence cohérente. Son mode d'imagerie 3D permet au LDD-700 de s'adapter aux changements de géométrie des trous de serrure des différents processus, ce qui lui confère la capacité de base pour une mesure précise de la profondeur. Le puissant logiciel du système permet d'élaborer des solutions de surveillance personnalisées pour répondre aux exigences variables des différents processus.
Figure 10 Applications techniques du laser processus de surveillance du soudage
Le soudage au laser est également largement utilisé pour le raccordement des oléoducs. La mise en œuvre de robot laser améliore à la fois l'efficacité et la fiabilité du processus de soudage, ainsi que la qualité des joints soudés.
En tant que technologie de pointe de soudage par faisceau à haute énergie, le soudage au laser présente plusieurs avantages, tels que l'absence d'environnement sous vide, un apport de chaleur ciblé, une déformation thermique minimale, un rapport d'aspect élevé de la soudure, une grande précision et la facilité de réalisation d'un soudage automatique.
Il a été déterminé que le soudage au laser est la méthode la plus appropriée pour sceller la boîte à bobines dans le CC.
4. Résumé et perspectives
Le développement du soudage au laser a fait de grands progrès grâce à la recherche et à l'application technique dans le traitement des processus, le traitement des processus de soudage et la résolution des défauts de soudage.
La recherche dans ce domaine se concentre principalement sur deux aspects : l'amélioration du processus de soudage au laser et l'exploration de nouvelles techniques.
Tout d'abord, les chercheurs étudient les causes des défauts dans le processus de soudage au laser et améliorent continuellement les paramètres de traitement afin de réduire ou d'éliminer ces défauts. Deuxièmement, ils explorent la combinaison de sources d'énergie externes, telles que les champs magnétiques et les oscillations, avec l'énergie laser pour améliorer la stabilité et résoudre les défauts de soudage, améliorant ainsi les performances des joints soudés.
Le soudage au laser a élargi son champ d'application, passant de la conduction thermique initiale à la recherche actuelle sur le couplage multichamp. Les lasers à semi-conducteurs ont amélioré leur efficacité de conversion photoélectrique, avec une consommation d'énergie plus faible et des spots lumineux plus concentrés, ce qui constitue la tendance dans le développement de nouveaux lasers.
Grâce aux percées et aux innovations constantes dans le domaine des équipements laser, la technologie du soudage au laser devrait continuer à étendre ses applications à d'autres domaines de traitement des matériaux, ce qui favorisera la modernisation des industries manufacturières.