Vous êtes-vous déjà demandé comment les professionnels réalisent des coupes précises dans des métaux épais sans avoir recours aux méthodes traditionnelles ? Le gougeage à l'arc au carbone est peut-être la réponse que vous cherchez. Ce procédé, qui utilise un arc électrique et de l'air comprimé, enlève efficacement le métal, ce qui permet d'effectuer des réparations et des modifications précises. Dans cet article, vous découvrirez les principes du gougeage à l'arc au carbone, ses applications, l'équipement nécessaire et les conseils de sécurité pour une mise en œuvre réussie. Plongez dans cet article pour découvrir comment cette technique peut améliorer vos projets de travail des métaux.
I. Principe et application du gougeage à l'arc au carbone
1. Principe de base du gougeage à l'arc au carbone
Le gougeage à l'arc au carbone est un procédé polyvalent d'enlèvement de métal qui utilise la chaleur intense générée par un arc électrique entre une électrode de carbone et la pièce métallique pour faire fondre localement le matériau de base. Ce procédé combine l'énergie thermique et mécanique pour créer des gouges ou des rainures contrôlées dans la pièce. Comme l'illustre la figure 8-1, une source de courant continu à haut ampérage établit un arc électrique entre l'électrode de carbone (généralement du graphite ou un composite carbone-graphite) et la pièce à usiner. La température de l'arc peut atteindre 5 000°C (9 032°F), ce qui fait fondre rapidement le métal dans une zone localisée.
Simultanément, un flux d'air comprimé, généralement à 80-100 psi (5,5-6,9 bar), est dirigé le long de l'électrode de carbone vers le bain de métal en fusion. Ce jet d'air à grande vitesse a plusieurs fonctions :
Il expulse de force le métal en fusion de la zone de la gouge, créant ainsi une cavité propre.
Il refroidit le métal environnant, évitant ainsi une fusion excessive au-delà de la zone prévue.
Il contribue à oxyder le métal en fusion, ce qui facilite son élimination.
La combinaison du chauffage de l'arc et du débit d'air comprimé permet un contrôle précis de la profondeur, de la largeur et du profil de la gouge. Le gougeage à l'arc au carbone est donc particulièrement efficace pour diverses applications dans la fabrication métallique, la préparation au soudage et les travaux de réparation.
Figure 8-1 Schéma de principe du gougeage à l'arc au carbone
1 - Tige de carbone 2 - Pince de gougeage à arc en carbone 3 - Air comprimé 4 - Arc électrique 5 - Pièce à usiner
2. Caractéristiques du gougeage à l'arc au carbone
1) Le gougeage à l'arc au carbone offre une polyvalence exceptionnelle et nécessite un espace de travail minimal. Cette caractéristique permet aux soudeurs de travailler efficacement dans des zones confinées et dans des positions difficiles, y compris en hauteur et à la verticale. Cette adaptabilité la rend particulièrement précieuse pour les réparations et la maintenance in situ dans des environnements industriels complexes.
2) Le procédé offre une meilleure visibilité de la morphologie et de la profondeur des défauts. Cette meilleure visualisation permet aux soudeurs d'évaluer et de traiter avec précision les imperfections, ce qui améliore considérablement la qualité et le taux de réussite des opérations de réparation. La vue claire facilite également le contrôle précis du processus de gougeage, garantissant un enlèvement optimal du matériau sans endommager excessivement les zones environnantes.
3) Le gougeage à l'arc au carbone se caractérise par des émissions sonores relativement faibles, un taux d'enlèvement de matière élevé et une fatigue réduite de l'opérateur. La configuration de l'équipement est simple et se compose généralement d'une source d'alimentation en courant continu, d'une torche de gougeage et d'électrodes en carbone. Cette simplicité contribue à son adoption généralisée dans divers secteurs de la métallurgie.
4) La technique excelle dans l'enlèvement de métal sur des matériaux qui résistent à l'oxycoupage conventionnel, comme les aciers à haute résistance, les aciers inoxydables et les alliages non ferreux. Son efficacité dans ces applications est due à la chaleur intense et localisée générée par l'arc électrique, qui fait fondre rapidement le métal sans recourir à des réactions d'oxydation.
5) Malgré ses avantages, le gougeage à l'arc au carbone présente des inconvénients notables. Le processus génère d'importantes quantités de fumée et de poussière métallique, ce qui nécessite des systèmes de ventilation robustes et des équipements de protection individuelle (EPI) pour garantir la sécurité de l'opérateur et le respect de l'environnement. L'intense rayonnement ultraviolet et infrarouge émis par l'arc nécessite une protection adéquate des yeux et de la peau. En outre, la technique nécessite des sources d'alimentation en courant continu à haut ampérage, ce qui peut représenter un investissement important. Un fonctionnement efficace exige des compétences et une formation importantes, en particulier pour obtenir des profils de rainures cohérents et minimiser le risque d'introduire de nouveaux défauts au cours du processus de gougeage.
3. Applications du gougeage à l'arc au carbone
1) Le gougeage à l'arc au carbone est largement utilisé pour la préparation au soudage double face dans l'acier à faible teneur en carbone, l'acier faiblement allié et les matériaux en acier inoxydable. Sa fonction première est d'éliminer les racines, ce qui est essentiel pour obtenir des soudures à pleine pénétration et garantir l'intégrité de la structure.
2) Dans les structures métalliques critiques, les cuves atmosphériques et les cuves sous pression où les défauts de soudure dépassent les normes acceptables, le gougeage à l'arc au carbone est une technique d'assainissement essentielle. Il permet d'éliminer efficacement les matériaux de soudure de qualité inférieure, ce qui permet d'effectuer des soudures de réparation ultérieures répondant à des exigences de qualité rigoureuses.
3) Le gougeage manuel à l'arc au carbone excelle dans la préparation des biseaux pour les petits composants, les pièces uniques ou les soudures à géométrie irrégulière. Sa polyvalence est particulièrement évidente dans la création de biseaux en forme de U, où le contrôle précis et l'adaptabilité à des contours complexes sont primordiaux. Cette application met en évidence les avantages uniques du procédé pour les préparations de soudage spécialisées.
4) Le procédé est très efficace pour les opérations de post-coulée, y compris l'élimination des bavures de coulée, des bavures, des systèmes d'ouverture et des colonnes montantes. Il s'avère également inestimable pour traiter les défauts de surface sur les pièces moulées, contribuant ainsi à améliorer la qualité de la surface et la précision dimensionnelle des composants moulés.
5) Le gougeage à l'arc au carbone fait preuve d'une remarquable polyvalence dans la découpe des aciers fortement alliés, du cuivre, de l'aluminium et de leurs alliages. Cette capacité est particulièrement utile lorsqu'il s'agit de matériaux qui peuvent être difficiles à découper à l'aide de méthodes de découpe thermique conventionnelles en raison de leurs propriétés thermiques ou de leurs tendances à l'oxydation.
II. Équipement, outils et matériaux pour le gougeage à l'arc au carbone
1. Équipement pour le gougeage à l'arc au carbone
L'équipement principal pour le gougeage à l'arc au carbone comprend une source d'énergie et une source d'air comprimé.
2. Outils pour le gougeage à l'arc au carbone
1. Exigences relatives aux pinces à gouger à arc en carbone
Les pinces à gouger à l'arc au carbone doivent répondre aux trois exigences de base suivantes.
(1) La tige de carbone doit être solidement maintenue et facile à remplacer.
(2) La pince doit avoir une bonne conductivité électrique et délivrer de l'air comprimé avec précision.
(3) La conception doit être compacte et facile à utiliser.
2. Types de torches de gougeage à arc en carbone et leurs avantages et inconvénients
Inconvénient : Il ne peut planer que dans une seule direction, à gauche ou à droite.
Avantage de la pince de rabotage à alimentation en air circonférentielle : La buse est isolée de la pièce, l'air comprimé étant pulvérisé autour de la tige de carbone, ce qui permet un refroidissement uniforme et convient aux opérations dans toutes les directions.
Inconvénient : sa structure est complexe et la vis qui fixe la tige de carbone peut facilement provoquer un court-circuit avec la pièce à usiner.
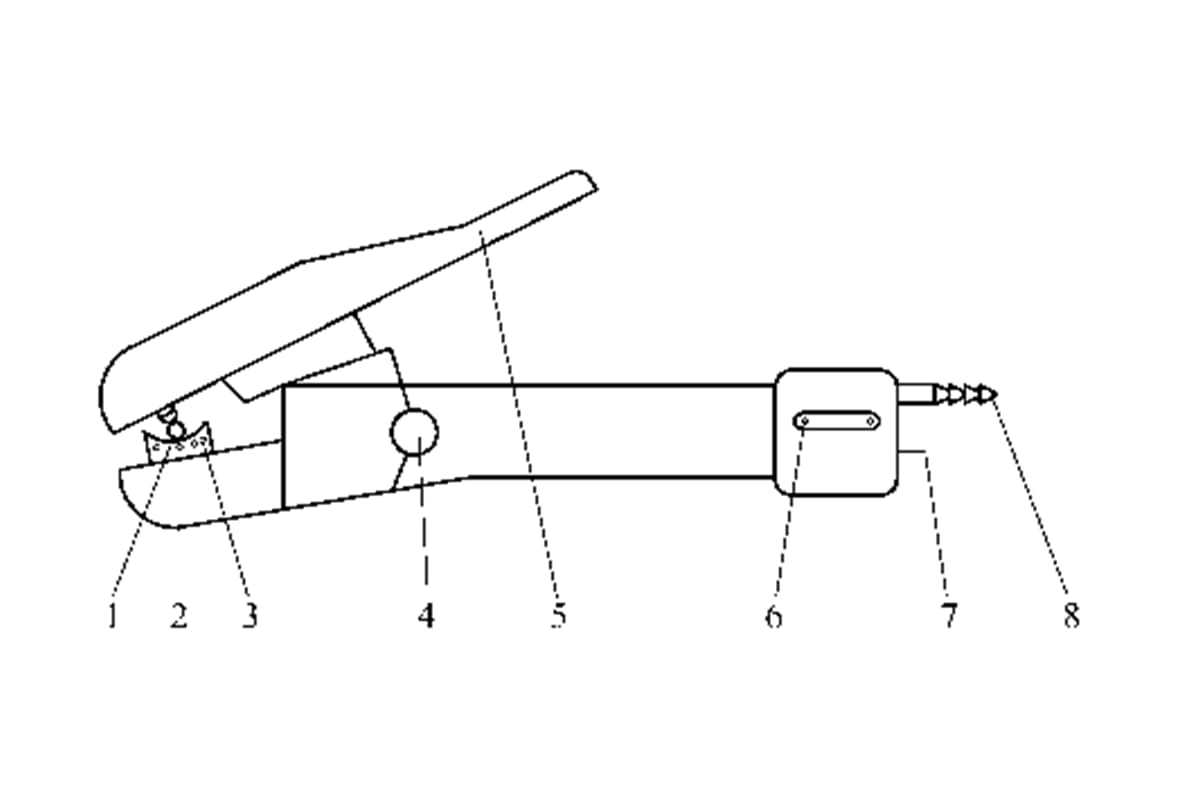
La nouvelle pince de rabotage à arc au carbone pour l'alimentation en air latérale est illustrée à la figure 8-3.
Figure 8-3 Schéma de la nouvelle pince de gougeage pneumatique à arc en carbone
1 - Tige de carbone 2 - Trou d'air 3 - Pince à angle réglable Bouche (buse conductrice) 4 - Interrupteur d'air 5 - Poignée de serrage 6 - Vis de fixation du câble 7 - Interface du câble 8 - Connecteur d'air comprimé
3. Tuyau combiné air-électricité
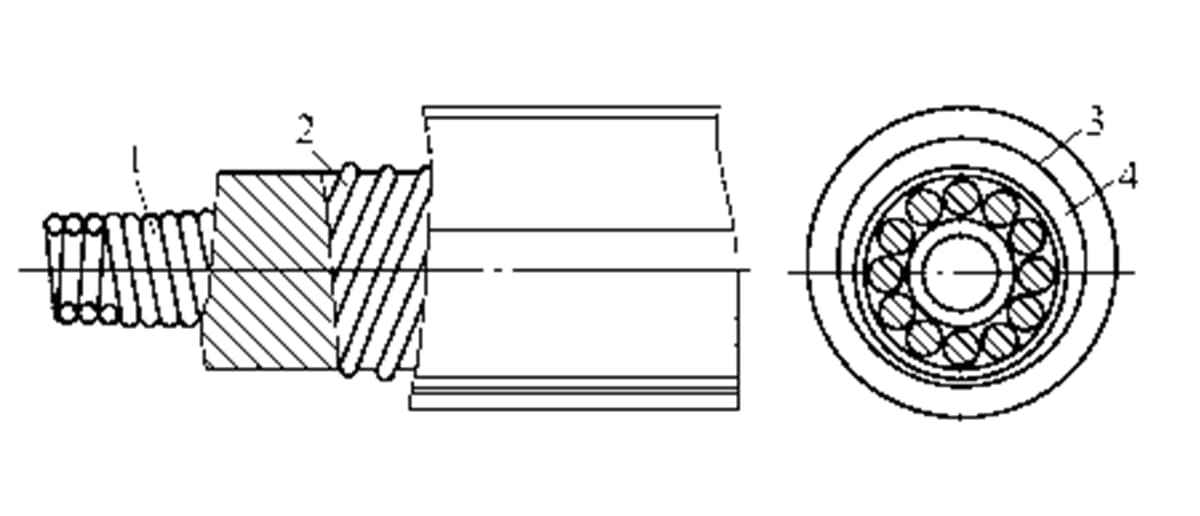
Le nouveau tuyau combiné air-électricité est illustré à la figure 8-4.
Les électrodes de carbone sont le principal consommable des opérations de gougeage à l'arc au carbone, car elles servent à la fois de conducteur pour le courant électrique et d'initiateur de l'arc. Leur composition et leurs propriétés influencent considérablement l'efficacité et la qualité du processus de gougeage.
Le type le plus utilisé est l'électrode de carbone solide enrobée de cuivre. L'enrobage de cuivre augmente la capacité de transport du courant, réduit l'oxydation et améliore la stabilité de l'arc. L'âme est généralement composée de carbone graphite de haute pureté, ce qui garantit des performances constantes et une contamination minimale.
Les électrodes en carbone sont disponibles en deux géométries principales :
Électrodes rondes : Principalement utilisées pour les travaux de précision tels que le nettoyage des racines de soudure sur l'envers des cordons de soudure, l'élimination des défauts lors de la réparation des soudures et la création de rainures étroites et profondes. Leur section circulaire permet une meilleure maniabilité dans les espaces confinés.
Électrodes plates : Conçues pour des applications de gougeage plus larges, ces électrodes sont idéales pour le biseautage, le gougeage arrière de plaques épaisses et les opérations de coupe sur divers matériaux, notamment la fonte, les aciers alliés et les métaux non ferreux. Le profil plat produit une rainure plus large et moins profonde, adaptée à l'enlèvement de matière à grande échelle.
Le choix de la géométrie de l'électrode dépend de l'application spécifique, de l'épaisseur du matériau et du profil de gougeage souhaité.
Les exigences essentielles pour les électrodes de gougeage à l'arc au carbone sont les suivantes :
Excellente conductivité électrique : Pour assurer un transfert de courant efficace et la stabilité de l'arc.
Résistance aux hautes températures : Capacité à résister à la chaleur extrême générée pendant le processus de gougeage sans érosion ou déformation excessive.
Résistance mécanique adéquate : Pour maintenir l'intégrité sous les contraintes élevées des opérations de gougeage et résister à la rupture.
Composition homogène : Pour garantir des performances prévisibles et minimiser l'introduction d'impuretés dans la pièce à usiner.
Bonne adhérence du revêtement : Pour les électrodes revêtues de cuivre, le revêtement doit bien adhérer pour éviter l'écaillage et conserver sa fonction protectrice tout au long du processus de gougeage.
III. Processus de gougeage à l'arc au carbone
1. Paramètres du processus de gougeage à l'arc au carbone
Les paramètres du processus de gougeage à l'arc au carbone comprennent la polarité de la source d'énergie, le diamètre de la tige de carbone et le courant, le diamètre de la tige de carbone et l'épaisseur de la plaque, la longueur de la saillie de la tige de carbone, l'angle d'inclinaison de la tige de carbone, la pression de l'air comprimé, la longueur de l'arc et la vitesse de gougeage.
1. Polarité de la source d'alimentation
Pour le gougeage à l'arc au carbone de l'acier à faible teneur en carbone, de l'acier faiblement allié et de l'acier inoxydable, on utilise un courant continu à polarité inversée.
2. Diamètre et courant de la tige de carbone
3. Diamètre du fil de carbone et épaisseur de la plaque
La relation entre le diamètre de la tige de carbone et l'épaisseur de la plaque est indiquée dans le tableau 8-3.
Relation entre le diamètre de la tige de carbone et l'épaisseur de la plaque (unité : mm)
Idéalement, le diamètre de la tige de carbone doit être inférieur de 2 à 4 mm à la largeur requise de la rainure.
4. Longueur de l'extension de la tige de carbone
La longueur de l'extension de la tige de carbone correspond à la distance entre la buse conductrice et l'extrémité de la tige de carbone, comme le montre la figure 8-6. La longueur typique de l'extension est comprise entre 80 et 100 mm.
Figure 8-6 Schéma de la longueur d'extension de la tige de carbone
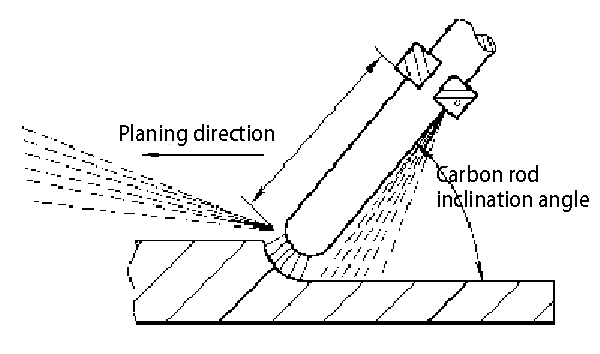
5. Angle d'inclinaison de la tige de carbone
L'angle entre la tige de carbone et la pièce à usiner le long de la direction du gougeage à l'arc au carbone est appelé angle d'inclinaison de la tige de carbone. En général, un gougeage manuel à l'arc au carbone utilise un angle d'inclinaison d'environ 25° à 45°. L'angle d'inclinaison de la tige de carbone est illustré à la figure 8-7.
Figure 8-7 Angle d'inclinaison de la tige de carbone
6. Pression de l'air comprimé
La pression requise pour l'air comprimé est généralement comprise entre 0,4 et 0,6 MPa.
7. Longueur de l'arc
Pendant l'opération, il est conseillé d'utiliser un arc court d'une longueur typique d'environ 1 à 2 mm.
8. Vitesse de rabotage
Une vitesse de rabotage d'environ 0,5 à 1,2 m/min est généralement considérée comme appropriée.
2. Fonctionnement du gougeage à l'arc au carbone
1. Opérations de base
(1) Préparations avant le gougeage
(2) Frapper l'arc
(3) Gougeage
2. Biseautage
Tout d'abord, la largeur de la rainure en U doit être choisie en fonction de l'épaisseur de la plaque, puis déterminer le diamètre de la tige de carbone et le courant de gougeage.
Notez que l'axe de la tige de carbone doit coïncider avec l'axe du biseau. Si ces deux axes ne coïncident pas, la forme du biseau gougé sera asymétrique.
3. Enlèvement de la racine de la soudure
Les soudeurs doivent sélectionner les paramètres de traitement appropriés en fonction des différents matériaux et épaisseurs. Il convient de noter que l'intérieur cordon de soudure doivent généralement être soudés en premier afin d'éviter d'avoir à utiliser le gougeage à l'arc au carbone pour enlever la racine interne de la soudure.
Lors de l'enlèvement de la racine externe de la soudure, le métal fondu est toujours soufflé vers le bas. Lors de l'enlèvement de la racine de la soudure sur des tôles plus épaisses, plusieurs passes de gougeage peuvent être nécessaires pour répondre aux exigences.
4. Défauts de soudure par gougeage
Lors du gougeage des défauts de soudure, le courant de gougeage utilisé doit être légèrement inférieur. Pendant le processus de gougeage, lorsque le défaut devient visible, il doit être légèrement gougeonné à nouveau jusqu'à ce que tous les défauts soient complètement éliminés.
3. Défauts courants dans le gougeage à l'arc au carbone
1. Inclusion du carbone
2. Inclusion de scories
3. Taches de cuivre
4. Taille et forme irrégulières des gouges
IV. Gougeage à l'arc au carbone de matériaux courants
Gougeage à l'arc au carbone d'un acier à faible teneur en carbone
Le gougeage à l'arc de l'acier à faible teneur en carbone est un procédé polyvalent et efficace qui ne compromet pas la soudabilité du matériau. L'apport contrôlé de chaleur et le refroidissement rapide pendant le gougeage entraînent généralement des modifications minimes de la microstructure de l'acier, ce qui préserve ses propriétés mécaniques et l'intégrité de la soudure qui s'ensuit.
Gougeage à l'arc au carbone d'aciers de construction faiblement alliés
Pour les aciers faiblement alliés à haute résistance (HSLA) dont la limite d'élasticité est comprise entre 450 et 600 MPa, et pour les composants d'une épaisseur ou d'une rigidité structurelle importante, le préchauffage est essentiel avant le gougeage à l'arc au carbone. La température de préchauffage doit être égale ou légèrement supérieure à la température de préchauffage utilisée pendant le soudage. Cette pratique atténue le risque de fissuration induite par l'hydrogène et réduit les contraintes thermiques, garantissant ainsi l'intégrité structurelle du matériau après le gougeage.
Gougeage à l'arc au carbone de l'acier inoxydable
Le gougeage à l'arc au carbone de l'acier inoxydable nécessite des considérations particulières en raison des propriétés uniques de ce matériau :
a) Contrôle des éclaboussures : Mettre en œuvre des mesures rigoureuses pour empêcher les projections de l'arc au carbone de contaminer les surfaces en contact avec le milieu. Ces mesures peuvent inclure l'utilisation d'écrans de protection ou le masquage des zones adjacentes.
b) Placement de la rainure : Maintenir une distance de sécurité entre la rainure de gougeage à l'arc au carbone et toute surface de contact avec le milieu afin de préserver les propriétés de résistance à la corrosion de l'acier inoxydable.
c) Prévention de la corrosion intergranulaire : Pour les aciers inoxydables à très faible teneur en carbone exposés à des milieux très corrosifs, il faut éviter d'utiliser le gougeage à l'arc au carbone pour l'élimination des racines. Il faut plutôt utiliser des techniques de meulage angulaire de précision pour maintenir la résistance à la corrosion intergranulaire du matériau. Cette approche minimise la précipitation de carbure aux joints de grains, qui peut entraîner une sensibilisation et une réduction de la résistance à la corrosion.
d) Gestion de l'apport de chaleur : Surveiller et contrôler l'apport de chaleur pendant le gougeage afin d'éviter une croissance excessive du grain ou la formation de phases nuisibles dans la zone affectée thermiquement (ZAT).
e) Traitement post-gougeage : Envisager un traitement thermique post-gougeage ou une passivation de la surface pour restaurer la couche d'oxyde protectrice et optimiser la résistance à la corrosion.
V. Techniques opérationnelles de sécurité pour le gougeage à l'arc au carbone
1. Dangers du gougeage à l'arc au carbone
2. Techniques d'exploitation sûres pour le gougeage à l'arc au carbone
1) Les opérateurs doivent porter un équipement de protection individuelle (EPI) adapté aux caractéristiques et aux risques spécifiques du gougeage à l'arc au carbone. Il s'agit notamment de vêtements ignifugés, de gants isolés, de lunettes de sécurité avec écrans latéraux et d'un casque de soudage avec des lentilles de la bonne teinte (généralement de la teinte 10-14).
2) Avant la mise en service, inspecter soigneusement la mise à la terre et l'intégrité de l'isolation de la machine à souder, en particulier au niveau des points de connexion. Vérifier le système d'air comprimé pour s'assurer que les joints sont bien fixés et que les réglages de pression sont corrects (généralement 80-100 psi pour la plupart des applications).
3) Procéder à une évaluation complète de la sécurité de la pièce à travailler. Ne jamais gouger sur des tuyaux fermés, des cuves sous pression ou des conteneurs ayant contenu des matières inflammables sans les procédures de nettoyage et de dégazage appropriées. Les objets non identifiés doivent faire l'objet d'une inspection approfondie et d'une évaluation des risques avant d'être gougés. Établir une zone d'exclusion stricte de 10 mètres de rayon pour tous les matériaux inflammables et combustibles afin de réduire les risques d'incendie.
4) Diriger le flux d'air à l'écart du personnel et des autres zones sensibles pendant le fonctionnement. Lorsque vous travaillez à l'extérieur, placez-vous au vent du processus de gougeage afin de minimiser l'exposition aux fumées et aux particules. Interrompre les opérations en cas d'humidité (pluie ou neige) afin d'éviter les risques électriques et l'instabilité potentielle des arcs électriques.
5) Mettre en œuvre des stratégies de ventilation robustes pour gérer l'importante production de poussières et de fumées inhérente au gougeage à l'arc au carbone. Pour les travaux à l'extérieur, utilisez efficacement les courants d'air naturels. Dans les espaces confinés ou les conteneurs, utilisez des systèmes de ventilation mécanique d'une capacité minimale de 2000 cfm par opérateur. Désigner un observateur de la sécurité chargé de surveiller la qualité de l'air et le bien-être de l'opérateur, équipé du matériel de détection de gaz approprié pour éviter les risques d'asphyxie ou d'exposition à des substances toxiques.
6) Une fois la tâche terminée, suivre une procédure d'arrêt stricte : mettre la source d'énergie hors tension, fermer les vannes d'alimentation en air, procéder à un nettoyage complet de l'espace de travail en se concentrant sur les débris métalliques chauds, et effectuer une surveillance finale de l'incendie pendant au moins 30 minutes après l'opération afin de s'assurer qu'aucune source d'inflammation latente ne subsiste.
7) Respecter tous les protocoles de sécurité standard associés au soudage à la baguette (SMAW), y compris les pratiques de sécurité électrique appropriées, les mesures de prévention des incendies et les considérations ergonomiques visant à minimiser la fatigue de l'opérateur pendant les sessions de gougeage prolongées.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà interrogé sur les dangers cachés derrière les étincelles lumineuses de la soudure ? Dans cet article, nous explorons les effets nocifs du soudage à l'arc sous argon sur le corps humain....
Comment le soudage de l'acier au carbone peut-il être à la fois une pratique courante et un défi complexe ? Ce guide explore le monde complexe du soudage de l'acier au carbone, couvrant les types d'acier au carbone, leurs...
Pourquoi le soudage de l'acier à haute teneur en carbone est-il un tel défi ? Cet article se penche sur les difficultés uniques associées à ce matériau, telles que sa tendance à former de la martensite cassante, ce qui entraîne...
Pourquoi le soudage de l'acier au carbone est-il à la fois un art et une science ? Il est essentiel de comprendre la soudabilité des différents aciers au carbone, qu'ils soient à faible ou à forte teneur en carbone, pour garantir la solidité et la durabilité des assemblages. Cette...
Pourquoi le soudage à l'arc sous argon produit-il parfois des pores et comment y remédier ? La porosité de soudage, souvent causée par des impuretés, un débit de gaz inapproprié ou une technique incorrecte, peut affaiblir les soudures et...
Pourquoi le soudage de l'acier trempé et revenu à faible teneur en carbone est-il si difficile ? Cet article explore les subtilités du sujet, de la gestion des fissures à froid à la prévention de la fragilisation dans la zone affectée thermiquement. Vous apprendrez les...
Vous êtes-vous déjà demandé ce qui rend le soudage manuel à l'arc en tungstène (TIG) si unique ? Cet article se penche sur les principes et les avantages du soudage TIG, en soulignant sa qualité de soudure supérieure, son...
Pourquoi l'acier inoxydable ne peut-il pas être soudé avec une électrode en acier au carbone ? Cette question intrigante met en lumière un aspect crucial de la technologie du soudage. Lorsque l'acier inoxydable est soudé avec des électrodes en acier au carbone,...
Que penser d'un procédé de soudage qui allie chaleur extrême, précision et efficacité ? C'est exactement ce que permet le soudage à l'arc plasma, une technique de pointe. Cette méthode utilise un arc plasma pour créer...
Faites passer votre entreprise à la vitesse supérieure