Comment contrôler la déformation par cémentation et trempe des engrenages à paroi mince ?
Vous êtes-vous déjà demandé pourquoi les engrenages à paroi mince se déforment pendant la cémentation et la trempe ? Cet article explore les causes du gauchissement et de la déformation elliptique, et propose des solutions pratiques telles que les méthodes de chargement horizontal et vertical. En comprenant ces techniques, vous apprendrez à maintenir la précision des engrenages et à éviter les mises au rebut coûteuses. Préparez-vous à plonger dans les processus détaillés et les résultats qui garantissent que vos engrenages conservent une forme parfaite.
Au cours du processus de cémentation et de trempe, les engrenages à paroi mince présentent généralement un gauchissement plan et une déformation elliptique.
Lors du meulage, la répartition inégale de la surépaisseur de la surface de la dent entraîne l'apparition d'une peau noire et d'étapes de meulage sur la surface de la dent ;
La couche de durcissement sur les surfaces dentaires gauche et droite est inégale et la surface dureté diminue, et l'engin est mis au rebut dans les cas graves.
Afin de résoudre ce problème, le chargement horizontal et le chargement suspendu ont été conçus.
Le processus de cémentation et de trempe ainsi que les données de déformation sont décrits en détail ci-dessous.
1. Technique, méthode et processus
(1) Paramètres de l'engrenage
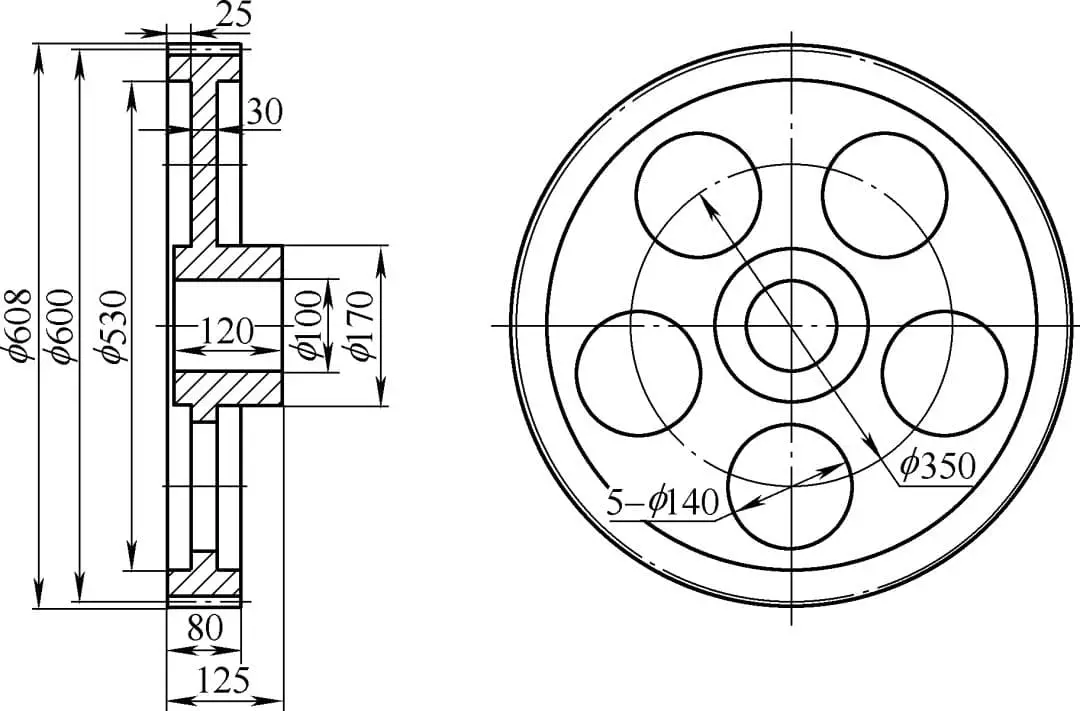
Les paramètres d'un produit à engrenages sont indiqués dans le tableau 1, et le diagramme schématique est illustré à la figure 1.
Tableau 1 paramètres de l'engrenage
Mn
4
Z
138
α
20°
β
23°4′26″
Addendum cercle / mm
608
Largeur de dent / mm
80
Profondeur de la couche / mm
0.9~1.2
Dureté (HRC)
58~62
Précision de l'engrenage / grade
6
Texture du matériau
20CrMnMo
Fig. 1 Schéma de l'engrenage
(2) Mode de chargement du traitement thermique
Méthode de chargement I : placement horizontal, comme le montre la figure 2.
Fig. 2 Schéma du placement horizontal
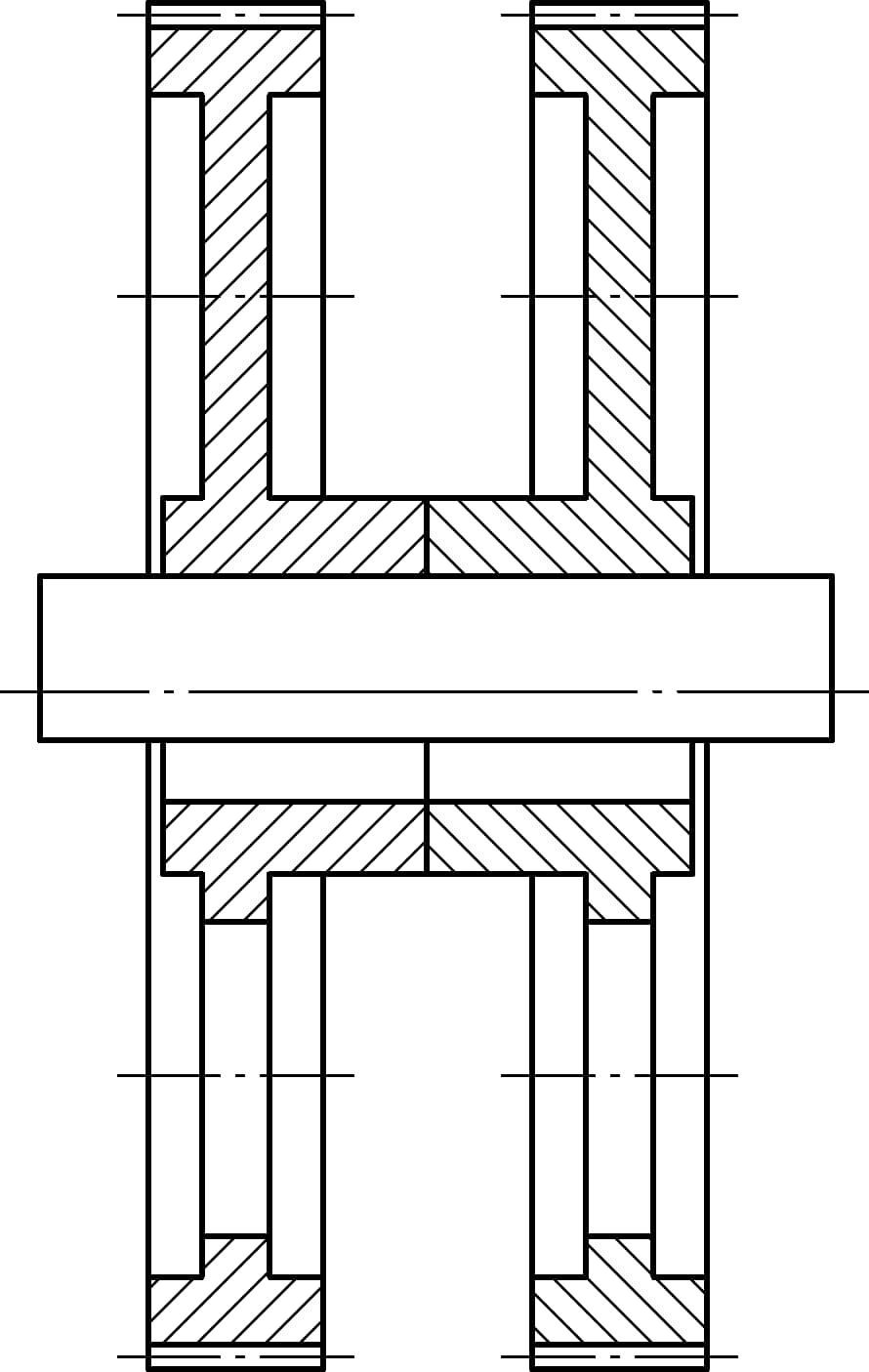
Mode de chargement 2 : suspension verticale, comme le montrent les figures 3 et 4.
Fig. 3 Schéma de la suspension verticale
Fig. 4 : suspension verticale d'objets d'autres chaleurs
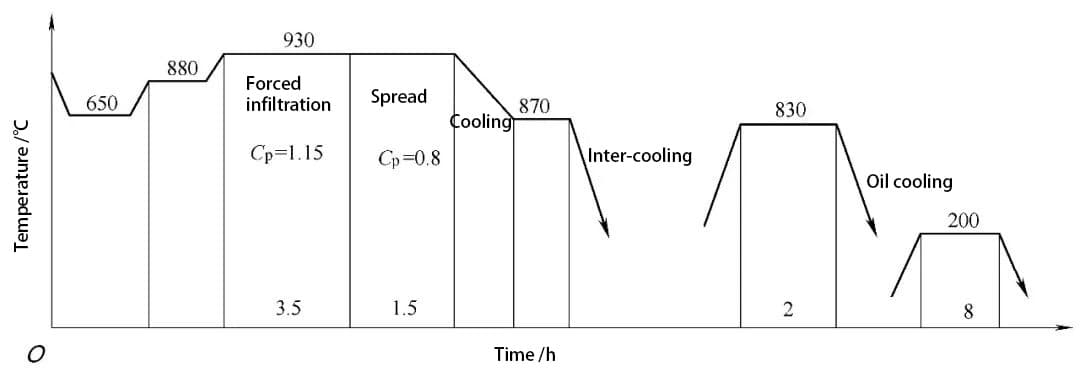
(3) Courbe de traitement thermique
Comme le montre la figure 5, l'équipement utilise un four à caisson AICHELIN 5 / 2A.
Fig. 5 Courbe du processus de traitement thermique
3. Résultats et analyse
(1) La métallographie, le gradient de dureté et la dureté de la surface sont tous qualifiés.
La structure métallographique est jugée selon JB / T6141.3 et GB / T3480.5, comme indiqué dans le tableau 2.
Tableau 2 structure métallographique
K / grade
Ar(%)
M / niveau
IGO/μm
F / niveau
2
15~20
2
18
3
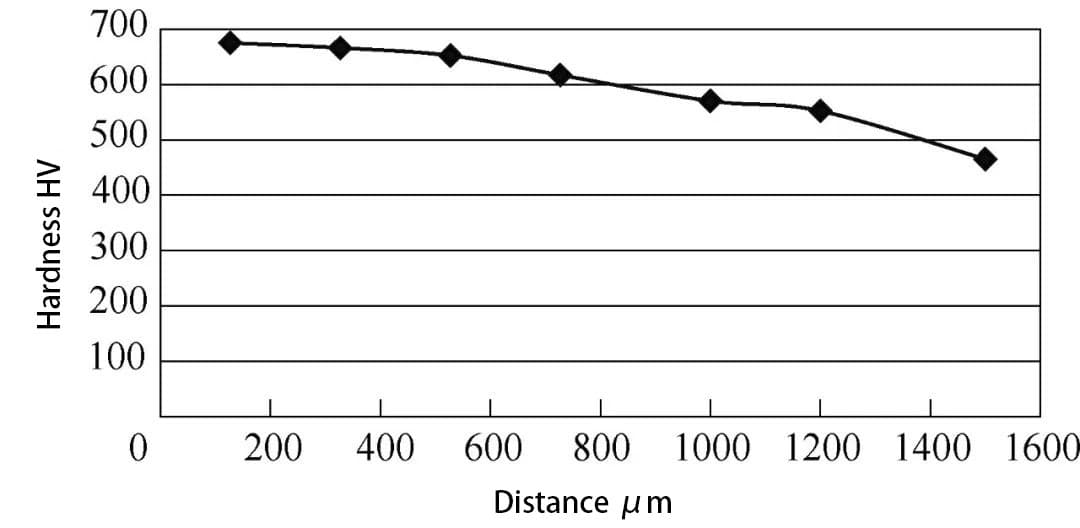
(2) Gradient de dureté
Comme le montre la figure 6, la profondeur de couche DC = 1,219 mm/HV550.
Fig. 6 Gradient de dureté
(3) Données de déformation et rectification des engrenages
Les données relatives à la déformation de l'engrenage sont présentées dans le tableau 3.
Tableau 3 Comparaison du cercle primitif et du battement de la face frontale après cémentation et trempe entre le placement horizontal et le placement suspendu
Numéro de pièce
localisation
0°
90°
180°
270°
Fuite totale
Placement horizontal
Première partie
Cercle primitif / mm
0.74
0.61
0.61
0.43
0.31
Face frontale / mm
0
1.15
0.47
1.3
1.3
Partie 2
Cercle primitif / mm
0.86
0.55
0.86
0.92
0.37
Face frontale / mm
1
1.35
1.82
1.36
0.82
Placement de la suspension
Première partie
Cercle primitif / mm
0
0.01
0
0.02
0.02
Face frontale / mm
0
0.03
0.03
0.07
0.07
Partie 2
Cercle primitif / mm
0
-0.01
-0.01
0.05
0.06
Face frontale / mm
0.01
-0.04
-0.04
0.18
0.22
En raison du gauchissement et de la déformation des pièces placées horizontalement, la forme de la dent, la direction de la dent et le battement du cercle primitif sont trop importants, ce qui entraîne une valeur négative de la distribution de la surépaisseur de meulage.
Après le meulage, certaines surfaces dentaires présentent une peau noire et d'autres présentent des étapes de meulage évidentes, qui sont finalement éliminées ;
L'engrenage suspendu est peu déformé, la surépaisseur de broyage est uniformément répartie et il n'y a pas de peau noire ni de marche après le broyage.
(4) Analyse des résultats
Lorsque l'engrenage est placé horizontalement, parce que le bord de l'engrenage est suspendu, le fluage est causé par le poids propre de la jante au cours du processus de cémentation, l'usure de l'engrenage et l'usure de la jante. trempe est instantanée, la surface de contact de l'huile est importante et l'huile pénètre d'abord dans la partie inférieure de l'extrémité avant de pénétrer dans la partie supérieure de l'extrémité ;
En raison du déséquilibre entre les contraintes thermiques et les contraintes de changement de phase aux deux extrémités, la face supérieure est convexe et l'engrenage se déforme trop ;
En revanche, il y a un fluage à haute température dans le processus de cémentation, mais la couronne dentée ne supporte pas un grand moment de flexion.
En même temps, les deux faces d'extrémité sont parallèles l'une à l'autre pendant la trempe, la section d'entrée de l'huile est petite, la contrainte de changement de phase et la contrainte thermique sont équilibrées et symétriques, et le battement de la face d'extrémité et le battement du cercle primitif de l'engrenage sont inférieurs à ceux du placement horizontal.
4. Extension de la demande
Conformément à l'analyse ci-dessus sur les causes de la déformation de l'engrenage, le chargement de la suspension a également été effectué pour l'engrenage d'un diamètre de 1140 mm, et de très bons résultats ont été obtenus.
Les paramètres de l'engrenage sont indiqués dans le tableau 4, la charge est indiquée dans la figure 7 et les données de déformation sont indiquées dans le tableau 5.
Tableau 4 paramètres de l'engrenage
Mn
8
Z
137
α
20°
β
12°
Addendum cercle / mm
1140
Largeur de dent / mm
120
Profondeur de la couche / mm
1.6~2.0
Dureté (HRC)
58~62
Précision de l'engrenage / grade
6
Texture du matériau
20CrMnMo
Fig. 7 : image du chargement du four
Tableau 5 Données de battement de la face frontale et du cercle primitif des 4 engrenages
Numéro de pièce
Localisation
0°
90°
180°
270°
Fuite totale
Première partie
Cercle primitif / mm
0.53
0.51
0.55
0.5
0.05
Face frontale / mm
0.45
0.3
0.6
0.5
0.3
Partie 2
Cercle primitif / mm
1
1
1.07
1
0.07
Face frontale / mm
-
-
-
-
0.4
Première partie
Cercle primitif / mm
0.9
0.92
0.97
0.92
0.07
Face frontale / mm
0.58
0.8
0.7
0.9
0.32
Partie 2
Cercle primitif / mm
0.25
0.22
0.23
0.28
0.06
Face frontale / mm
0.7
0.6
0.35
0.4
0.35
5. Conclusion
(1) Pour un engrenage à paroi mince de Φ600mm×80mm, le faux-rond du cercle primitif de l'engrenage cémenté et trempé est réduit de 0,34mm à 0,04mm par le four suspendu ;
Le faux-rond moyen de la face frontale est réduit de 1,06 mm à 0,15 mm.
(2) Pour l'engrenage à paroi mince Φ1140mm×120mm, le faux-rond du cercle primitif de l'engrenage cémenté et trempé est contrôlé à 0,07mm grâce à la charge suspendue ;
Le faux-rond de la face frontale doit être inférieur à 0,40 mm.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pourquoi certains engrenages échouent-ils malgré une fabrication précise ? Cet article se penche sur les défauts courants de la cémentation des engrenages, en explorant des questions telles que la surcémentation, la trempe superficielle et la cémentation inégale. Vous apprendrez...
Le gaz naturel peut-il remplacer le propane dans la cémentation ? Cet article explore le potentiel du gaz naturel pour remplacer le propane dans le processus de cémentation, en se concentrant sur les économies de coûts, la sécurité,...
Allons droit au but et posons directement la question : La figure 1 représente l'engrenage parallèle d'un modèle mégawatt d'une entreprise. L'engrenage est fabriqué en 18CrNiMo7-6...
Imaginez que vous investissiez du temps et des ressources dans la fabrication de couronnes dentées de précision et que vous constatiez qu'elles sont déformées après le traitement thermique. Pourquoi cela se produit-il et comment peut-on le contrôler ? Cet article...
Vous êtes-vous déjà demandé comment l'acier pouvait devenir à la fois incroyablement solide et flexible ? Cet article de blog vous fera découvrir le monde fascinant de la trempe, un processus de traitement thermique crucial dans...
Vous êtes-vous déjà demandé comment les métaux passent de l'état cassant à l'état malléable ? Cet article plonge dans le monde fascinant du recuit et de la normalisation, deux procédés de traitement thermique essentiels. Vous apprendrez comment...
Vous êtes-vous déjà demandé pourquoi certains matériaux se plient alors que d'autres se cassent ? Cet article de blog explore le monde fascinant des propriétés des matériaux, en se concentrant sur l'élasticité, la rigidité, la résistance et la dureté. D'ici là...
Vous êtes-vous déjà demandé pourquoi des pièces métalliques se cassent soudainement sans prévenir ? Cet article explore le monde fascinant de la fatigue et de la rupture des métaux. Vous apprendrez comment des contraintes répétées peuvent...
Vous êtes-vous déjà demandé pourquoi certaines pièces métalliques se brisent de manière inattendue ? La résistance à la fatigue, un facteur essentiel de l'ingénierie mécanique, détient la réponse. Dans cet article perspicace, nous nous penchons sur la fascinante...
Faites passer votre entreprise à la vitesse supérieure