La sélection des baguettes de soudage en toute simplicité : conseils d'experts
Vous êtes-vous déjà demandé pourquoi certaines soudures sont solides alors que d'autres échouent ? Cet article dévoile les secrets des baguettes de soudure, leurs types et leur rôle essentiel dans la durabilité des soudures. Découvrez comment le choix de la bonne baguette de soudure peut faire toute la différence en termes de sécurité et de solidité.
Je suis sûr que vous savez tous que les baguettes de soudage sont un élément essentiel du soudage électrique.
Une fois les baguettes de soudage connectées, la pince à souder peut commencer à fonctionner.
Cependant, savez-vous quel modèle de baguettes de soudure vous utilisez ?
L'utilisation des baguettes de soudure est très spécifique.
L'utilisation incorrecte de baguettes de soudure peut compromettre la solidité de la soudure, qui doit donc être refaite avec un matériau approprié.
Dans le cas de pièces de grande taille, une mauvaise utilisation des baguettes de soudage peut entraîner des fissures sur le lieu de soudage, ce qui constitue une menace pour les personnes et les biens.
Il est donc important de comprendre la composition de l'électrode.
L'électrode est recouverte d'un matériau spécial appelé enrobage d'électrode.
Ce type d'électrode, connu sous le nom d'électrode blindée, a été mis au point par l'Institut national de la recherche scientifique (INRS). arc métallique L'électrode de soudage se compose de deux parties : l'enrobage et le noyau de soudage.
Le fil métallique recouvert par l'enrobage de l'électrode est appelé âme de soudage.
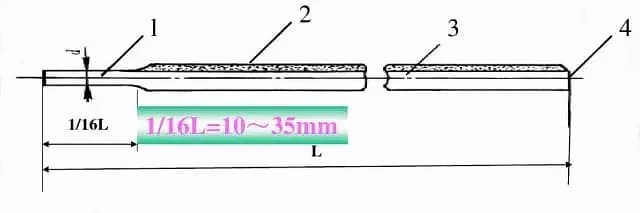
En règle générale, le noyau de soudure est en acier et a une longueur et un diamètre spécifiques.
Fonction du noyau de soudure
Le noyau de soudure remplit deux fonctions principales :
Il conduit le courant de soudage et génère un arc électrique, convertissant l'énergie électrique en énergie thermique.
Le noyau de soudure lui-même fond et devient le métal d'apport, fusionnant avec le métal de base liquide pour former la soudure.
Lors du soudage à l'aide d'électrodes, une partie du métal soudé provient du métal de base.
Par conséquent, la composition chimique du noyau de soudure a un impact significatif sur la qualité de la soudure.
C'est pourquoi le fil d'acier utilisé comme âme de soudure doit avoir une marque et une composition spécifiques.
Lorsque d'autres méthodes de soudage par fusion, telles que le soudage automatique à l'arc submergé, le soudage sous laitier électrique, soudage sous protection gazeuseSi le métal d'apport est utilisé pour le soudage à l'arc ou au gaz, on parle alors de fils de soudage.
L'enrobage de l'électrode est la couche appliquée à la surface du noyau de soudure.
Au cours de la processus de soudageLe revêtement se décompose et fond pour produire des gaz et des scories, offrant une protection mécanique, un traitement métallurgique et une amélioration des performances du processus.
La composition du revêtement comprend des minéraux (tels que le marbre et le spath fluor), des ferro-alliages et des poudres métalliques (tels que le ferromanganèse et le ferrotitane), des substances organiques (telles que la farine de bois et l'amidon) et des produits chimiques (tels que le titane et le silicate de sodium).
La qualité de l'enrobage de l'électrode est un facteur crucial pour déterminer la qualité de la soudure.
Rôle dans le processus de soudage
1. Améliorer la stabilité de la combustion de l'arc
A nu baguette de soudureSans revêtement, il est difficile d'allumer un arc électrique.
Même si un arc est établi, il ne brûle pas de manière constante.
2. Protéger le bain de soudure
Pendant le processus de soudage, l'immersion de l'oxygène, de l'azote et de la vapeur d'eau de l'air dans la soudure peut avoir des effets négatifs sur cette dernière.
Cela peut entraîner la formation de pores et une réduction des propriétés mécaniques, voire des fissures.
Cependant, lorsque l'enrobage de l'électrode est fondu pendant le soudage, la grande quantité de gaz produite recouvre l'arc et le bain de fusion, ce qui réduit l'interaction entre le métal en fusion et l'air.
Après refroidissement, l'enrobage fondu forme une couche de scories sur la surface de la soudure, protégeant ainsi le métal de la soudure, ralentissant le processus de refroidissement et réduisant le risque de poches d'air.
3. Assurer la désoxydation et l'élimination du soufre, du phosphore et des impuretés des soudures.
Malgré les mesures de protection mises en place pendant le processus de soudage, une petite quantité d'oxygène pénètre inévitablement dans le bain de fusion. Cela peut conduire à l'oxydation du métal et à la formation d'une couche d'ozone. éléments d'alliageLa qualité de la soudure s'en trouve diminuée.
Pour contrer ce phénomène, des agents réducteurs, tels que le manganèse, le silicium, le titane et l'aluminium, sont ajoutés à l'enrobage de l'électrode afin de réduire les oxydes présents dans le bain de fusion.
4. Compléter les éléments d'alliage pour les soudures
La température élevée de l'arc peut entraîner la vaporisation et la combustion des éléments d'alliage dans le métal soudé, ce qui réduit ses propriétés mécaniques.
Pour compenser cette perte, des éléments d'alliage appropriés doivent être ajoutés à la soudure à travers le revêtement afin de maintenir ou d'améliorer les propriétés mécaniques de la soudure.
Pour le soudage de certains types d'aciers alliésIl est également nécessaire d'introduire l'alliage dans la soudure à travers le revêtement, de sorte que la composition du métal soudé soit similaire à celle du métal de base et que ses propriétés mécaniques soient égales, voire supérieures, à celles du métal de base.
5. Améliorer la productivité du soudage et réduire les projections
L'enrobage de l'électrode présente l'avantage supplémentaire d'augmenter la formation de gouttelettes et de réduire les éclaboussures.
Le point de fusion de l'enrobage de l'électrode est légèrement inférieur à celui de l'âme, mais comme l'âme est au centre de l'arc et a une température élevée, elle fond en premier, suivie de l'enrobage.
Cela permet de réduire les pertes de métal dues aux projections, d'améliorer le coefficient de dépôt et d'augmenter la productivité du soudage.
Jusqu'à présent, nous avons discuté de la composition des baguettes de soudure. Lors du choix d'une baguette de soudage, il est important de comprendre qu'il existe différents types de baguettes de soudage.
Prenons l'exemple d'une électrode J422.
Voyez-vous le numéro sur le dessin ?
La baguette de soudure J422 est un nom commun qui correspond à la norme internationale E4303.
Il s'agit d'une baguette de soudure à l'acide recouverte d'une couche de titane-calcium.
Le "J" de J422 représente une structure soudage de l'acier et "42" représente la résistance à la traction du métal soudé, qui est de 42 kg/mm2.
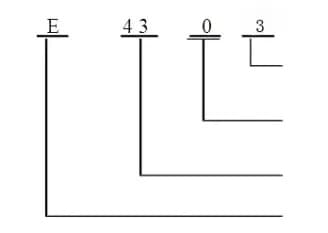
La norme internationale E4303 peut être expliquée comme suit :
E - électrode
43 - La résistance à la traction du métal déposé n'est pas inférieure à 430Mpa.
0 - La position de soudage de l'électrode est droite ("0" et "1" conviennent au soudage toutes positions, "2" convient au soudage toutes positions, "3" convient au soudage toutes positions). soudage à plat et le soudage d'angle à plat, et "4" conviennent au soudage vertical vers le bas).
3 - La combinaison des troisième et quatrième chiffres représente le type de courant de soudage et d'enrobage.
En termes plus simples, la baguette de soudure J422 utilisée en Chine est équivalente à la baguette de soudure E4303 utilisée au niveau international.
Prenons l'exemple de quelques modèles.
Comparaison des modèles et des marques de baguettes de soudage courantes
Modèle
Marque
Modèle
Marque
E4303
J422
E5003
T502
E4316
J426
E5015
J507
E5016
J506
E6016
T606
E6015
J607
E7015
3707
Voici un bref résumé des critères généraux de sélection :
Les marques des baguettes de soudure couramment utilisées sont établies par le fabricant ou l'industrie, et les modèles sont largement reconnus au niveau international, avec une grande variété de types.
Il existe environ 300 types différents de baguettes de soudure.
Au sein d'un même type, les différents modèles sont classés en fonction de leurs caractéristiques uniques.
Un type spécifique de baguette de soudure peut avoir une ou plusieurs variantes.
Il est courant que des baguettes de soudage du même type portent des noms de marque différents selon les baguettes de soudage.
Les baguettes de soudage courantes comprennent principalement
(1) Pour les pièces de structure en acier à faible teneur en carbone, on utilise généralement des baguettes de soudage au calcium de titane de type E4303 (J422) ou E5023 (J502).
(2) Pour les pièces structurelles importantes présentant des exigences élevées en matière de plasticité, de ténacité et de résistance aux fissures, il convient d'utiliser des baguettes de soudage à faible teneur en hydrogène E4315 (J427) ou E5015 (J507).
En cas d'utilisation d'une machine à souder à courant alternatif, il est possible de choisir des baguettes de soudage à faible teneur en hydrogène E4316 (J426) ou E5016 (J506) à courant alternatif et à courant continu.
(3) Pour les composants en tôle fine qui nécessitent une surface de soudure belle et lisse, les baguettes de soudure en titane E4313 (J421) sont préférables.
(4) Lors du soudage de composants qui ne peuvent être débarrassés de l'huile, de la rouille et d'autres salissures et qui nécessitent une pénétration profonde, il est recommandé d'utiliser des baguettes de soudage à l'oxyde de fer E4320 (J424).
(5) Pour les composants comportant de nombreuses soudures verticales, si les conditions le permettent, des électrodes de soudage spéciales pour le soudage vertical vers le bas, telles que les baguettes de soudage E4300 (J420), peuvent être sélectionnées.
Il s'agit de quelques-unes des baguettes de soudage les plus courantes, qui se distinguent en fonction de l'usage auquel elles sont destinées.
Le diamètre de la baguette de soudure est déterminé par l'épaisseur de la pièce à souder et est généralement divisé en 2, 2,5, 3,2, 4, 5, 6 mm et d'autres tailles pour le noyau.
Les tailles les plus couramment utilisées sont 2,5, 3,2 et 4 mm.
Le diamètre approximatif et le courant de soudage sont les suivants :
Diamètre des baguettes de soudage (mm)
Courant de soudage (A)
1.6
25-40
2
40~65
2.5
50~80
3.2
100~130
4
160~210
5
200~270
6
260~500
La méthode de sélection du diamètre de l'électrode en fonction de l'épaisseur de l'élément soudé est la suivante :
(1) Si l'épaisseur de la pièce soudée est inférieure ou égale à 4 mm, le diamètre de l'électrode sélectionnée ne doit pas dépasser l'épaisseur de la pièce soudée.
(2) Pour les pièces soudées d'une épaisseur de 4 à 12 mm, le diamètre de l'électrode doit être compris entre 3 et 4 mm.
(3) Si l'épaisseur de l'élément soudé est supérieure à 12 mm, le diamètre de la baguette de soudage doit être d'au moins 4 mm.
Par exemple, l'acier de construction est désigné par "J XXX", où "J" représente un acier de construction. soudage de l'acier et le troisième chiffre représente le type de revêtement et les exigences en matière de courant de soudage. Les premier et deuxième chiffres indiquent la résistance à la traction du métal soudé.
J507
J représente une électrode en acier de construction ;
7 correspond à l'enrobage d'électrode à faible teneur en hydrogène, DC.
Le type de baguette de soudure est déterminé en fonction des normes nationales et internationales applicables. Pour l'acier de construction, la lettre "E" désigne la baguette de soudage. Les premier et deuxième chiffres indiquent la résistance minimale à la traction du métal déposé, tandis que le troisième chiffre représente la position de soudage de l'électrode. Les troisième et quatrième chiffres indiquent le type de courant de soudage et d'enrobage utilisé.
E4315 :
E : Indiquer le cordon de soudure ;
43 : Valeur minimale de la résistance à la traction du métal déposé ;
1 : Indique l'essai et le soudage en position complète ;
5 : Cela indique que l'enrobage de l'électrode est de type sodium à faible teneur en hydrogène et que la connexion inverse CC peut être adoptée ;
Les électrodes courantes pour l'acier de construction sont les suivantes : J421, J422, J423, J424, J506 et J507. Par exemple, les baguettes de soudage de la série E43 peuvent être utilisées pour souder des aciers à faible teneur en carbone tels que le 20Mn et le Q235 ou des aciers dont la résistance à la traction est d'environ 400MPa. Les baguettes de soudage de la série E50 peuvent être utilisées pour souder des aciers 16Mn, 16Mng et d'autres aciers dont la résistance à la traction est supérieure à 500MPa (1MPa équivaut approximativement à une force de 10kg).
Voici un exemple.
Prenons maintenant l'exemple du Q235 et examinons comment choisir un 5mm d'épaisseur l'acier. (Note : Les réponses aux questions suivantes se trouvent dans l'article).
Le Q235 est un acier à faible teneur en carbone, avec une épaisseur de limite d'élasticité de 235 Mpa et une résistance à la traction de 370-500 Mpa.
Pour ce matériau, nous pouvons choisir les baguettes de soudage de la série E43. Comme les exigences relatives à la pièce à usiner ne sont pas élevées, nous pouvons utiliser les baguettes E430 ou E431 pour le soudage toutes positions.
En outre, l'acier à faible teneur en carbone est symbolisé par 3 revêtements de type titane-calcium.
Pour les matériaux de 5 mm d'épaisseur, le diamètre d'électrode recommandé est de 3,2 mm.
Pour les baguettes de soudage d'un diamètre de 3,2 mm, le courant recommandé est de 100-130A.
En conclusion, nous devrions utiliser des baguettes de soudage E4303 d'un diamètre de 3,2 mm et d'un courant d'environ 110 A pour souder de l'acier Q235 de 5 mm d'épaisseur.
Pour plus de facilité, j'ai fourni un formulaire simple à suivre si vous comprenez les informations présentées ci-dessus.
La norme J422 est utilisée pour les structures générales, avec des formes complexes et une grande rigidité.
J426
E4316
J426 et J427 sont utilisés pour les soudures épaisses ;
J427
E4315
J426 et J427 sont utilisés pour Q235-C et Q235D.
20R ; 20g
J426
E4316
J427
E4315
16MnR
J502
E5003
En général, les trois premiers types de baguettes de soudure sont choisis. Lorsque les exigences en matière de ténacité de la soudure sont élevées, les deux derniers types de baguettes de soudure peuvent être sélectionnés.
J506
E5016
J507
E5015
J506R
E5016-G
J507R
E5015-G
15MnVR
J506R
E5016-G
Lorsque l'épaisseur de la plaque est importante, les deux premières baguettes de soudage peuvent être sélectionnées.
J507R
E5015-G
J556
E5516-G
J557
E5515-G
15MnVNR
J556
E5516-G
En général, les trois premiers types de baguettes de soudure sont sélectionnés. Lorsque la rigidité de la structure est faible et que la résistance requise est élevée, les deux derniers types de baguettes de soudure peuvent être sélectionnés.
J557
E5515-G
J557MoV
E5515-G
J606
E6016-D1
J607
E6015-D1
18MnMoNbR
J606
E6016-D1
Les grandes plaques épaisses et rigides peuvent être utilisées avec des baguettes de soudage à faible teneur en gaz et à haute ténacité ou des baguettes de soudage contenant du nickel ;
J607
E6015-D1
Préchauffer 150~250 ℃ avant le soudage, et effectuer 250~350 ℃ post-traitement thermique immédiatement après le soudage ou lorsque le soudage est interrompu, et effectuer un traitement thermique de détente après le soudage.
J606RH
E6016-G
J607RH
E6015-G
J607Ni
E6015-G
13MnNiMoNbR
J606
E6016-D1
Préchauffer 150~200 ℃ avant le soudage, et effectuer un traitement d'élimination de l'azote à 350~400 ℃ après le soudage.
J607
E6015-D1
J607Ni
E6015-G
07MnCrMoVR
J606RH
E6016-G
J607RH
E6015-G
15CrMoR 14CrMoR
R302
E5503-B2
Préchauffer 160~200 ℃ avant le soudage, et effectuer un traitement de revenu 675~705 ℃ après le soudage.
R307
E5515-B2
Le R302 est principalement utilisé pour le soudage des couvercles.
12Cr1MoV
R312
E5503-B2-V
Préchauffer 250~300 ℃ avant le soudage, et effectuer un traitement de trempe 715~745 ℃ après le soudage.
R317
E5515-B2-V
R312 est principalement utilisé pour le soudage des couvercles.
12Cr2Mo1
R402
E6000-B3
Préchauffage 160~200 ℃ avant le soudage, et traitement de revenu 675~705 ℃ après le soudage.
R407
E6015-B3
Le R402 est principalement utilisé pour le soudage des couvercles.
16MnDR
J506RH
E5016-G
Le revenu à 600~650 ℃ après le soudage peut réduire la tendance à la rupture fragile des produits soudés en acier à basse température en éliminant le stress du soudage.
J507RH
E5015-G
J507NiTiB
E5015-G
W507
E5015-G
15MnNiDR 09MnNiDR
W607
E5015-G
W607H
E5515-C1
09Mn2VDR 09MnTiCuReDR
W707
E5015-G
W707Ni
E5515-C1
OCr18Ni9
A102
E308-16
A102A
E308-17
A107
E308-15
00Cr19nl10 0Cr18Ni10Ti 0Cr18Ni11Nb 1Cr18Ni9Ti
A002
E308L-16
A002A
E308L-17
A002Mo
E308MoL-16
A132
E347-16
A132A
E347-17
A137
E347-15
0Cr17Ni12Mo2
A202
E316-16
A207
E316-15
A212
E318-16
0Cr19Ni13Mo3
A242
E317-16
0Cr18Ni12Mo2Ti
A212
E318-16
00Cr17Ni14Mo2
A002
E316L-16
A022L
00Cr19Ni13Mo3
A032
E317MoCuL-16
00Cr18Ni5Mo3Si2
A022Si
E316L-16
0Cr13 0Cr13A1
G202
E410-16
Lorsque les trois premiers types de baguettes de soudage sont utilisés, l'élément soudé doit être préchauffé à une température supérieure à 300 °C, puis trempé et lentement refroidi à 700 ℃ après le soudage.
G207
E410-15
G217
E410-15
A107
E308-15
A207
E316-15
A407
E310-15
Les baguettes de soudage sont recommandées pour le soudage de différentes nuances d'acier
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
Comment vous assurer que les baguettes de soudure que vous utilisez sont de haute qualité ? Cet article présente des méthodes simples pour vérifier la qualité des baguettes de soudure, notamment l'inspection visuelle, le test de résistance de l'enrobage et...
Vous êtes-vous déjà demandé ce que signifient ces chiffres et ces lettres sur les baguettes de soudure ? Cet article démystifie le système de codification des baguettes de soudure en acier au carbone et en acier inoxydable, vous aidant à comprendre leur résistance à la traction,...
Vous êtes-vous déjà demandé ce qui rend le soudage en acier inoxydable si résistant ? Dans cet article, nous allons explorer le monde fascinant des baguettes de soudure en acier inoxydable, en révélant comment leurs compositions et propriétés uniques...
Au cours du processus de production de soudure, il existe de nombreuses raisons pour lesquelles un robot de soudure peut brûler la pointe de contact. Les symptômes observables indiquant un remplacement fréquent de la pointe de contact sont les suivants : usure...
Vous êtes-vous déjà demandé pourquoi les électrodes de soudage collent parfois ? Ce problème courant peut perturber votre travail et endommager les matériaux. Dans cet article, vous découvrirez les principales raisons du collage des électrodes, telles que...
Pourquoi la bonne électrode et le bon fil de soudage sont-ils si importants pour une soudure parfaite ? Ce guide se penche sur les spécificités des différents modèles d'électrodes et de fils de soudure, y compris leurs applications...
Pourquoi certaines soudures résistent-elles à des conditions extrêmes alors que d'autres échouent ? Dans cet article, nous allons explorer le monde complexe des lignes de soudure, de leur formation et des facteurs influençant...
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Faites passer votre entreprise à la vitesse supérieure