Guide des matrices de poinçonnage à tourelle : Classification, sélection et conseils d'installation
Classification des matrices de poinçonnage à tourelle Prenons l'exemple du poinçon Amada : Les moules de poinçonnage CNC AMADA peuvent être divisés en deux catégories : les moules originaux (plaque de retour en métal) (Fig. 1) et les moules domestiques (plaque de retour en caoutchouc) (Fig. 2). En fonction de la forme du moule, ils sont classés en moules ronds, moules ronds de taille, moules rectangulaires, moules carrés, [...]
Les moules de poinçonnage CNC AMADA peuvent être divisés en deux catégories : les moules originaux (plaque de retour en métal) (Fig. 1) et les moules domestiques (plaque de retour en caoutchouc) (Fig. 2).
En fonction de la forme du moule, on distingue les moules ronds, les moules ronds à la taille, les moules rectangulaires, les moules carrés, les moules de forme spéciale et les moules de formage (poinçon d'échantillonnage, bosse, contre-trou, trou de retournement, obturateur et matrice de sertissage).
La taille de la filière détermine les stations correspondantes, qui sont réparties comme suit :
Station X
Habituellement, le moule rond( φ1.6~ φ12.7) et la matrice de l'échantillon avant.
Correspondant à 10 stations de la machine-outil ;
Fig. 1 moule d'origine (plaque de retour en métal)
Fig. 2 moule domestique (plaque de retour en caoutchouc)
Station B
Cela comprend les matrices rondes (φ13φ27), matrices carrées (SQ4SQ16), des matrices rectangulaires partielles, des matrices rondes partielles et des matrices partielles de forme spéciale (telles que les matrices en trou de serrure, en croix, trapézoïdales, hexagonales et à D unique). En outre, il existe des outils de formage (poinçon d'échantillonnage inversé, bosse, contre-perçage, outil de tournage de trou, etc.) qui correspondent aux 16 stations de la machine-outil.
Station C
Version révisée :
L'offre disponible types de filières comprennent des matrices rondes (φ30~φ37), des matrices carrées (SQ20), des matrices rectangulaires partielles, des matrices rondes partielles à la taille et des matrices partielles de forme spéciale (matrices à double oreille). Ils correspondent aux 6 stations de la machine-outil.
Poste D
Ce produit comprend des matrices rondes (φ40-φ50), une matrice carrée (SQ35), des matrices rectangulaires partielles et des matrices rondes partielles pour la taille. Ils sont conçus pour correspondre aux 4 stations d'une machine-outil.
StationE, F
Les principaux composants de la machine sont la fraise (RE60x4, RE60x5), la matrice carrée (SQ50) et la matrice de forme spéciale (matrice à neuf trous). Ils correspondent aux deux stations de la machine-outil.
StationG, H
Cutter (RE80x6), matrice de forme spéciale (obturateur).
Correspondant à 2 stations de la machine-outil ;
Station I
La station de rotation de l'indexation est utilisée pour installer le moule à faire tourner.
La règle générale est de sélectionner le plus petit dégagement de la matrice en fonction de l'épaisseur du matériau de la pièce à traiter, comme indiqué dans le tableau 1.
Tableau 1 Sélection du jeu inférieur de l'outil
Epaisseur du matériau (mm)
0.5-1.0
1.2
1.5
2.0-3.0
4.0
Dégagement (mm)
0.1-0.15
0.15-0.2
0.3-0.40
0.4-0.6
0.6-0.8
Il convient de noter qu'en règle générale, la filière inférieure spécifiée pour la filière supérieure présente un écart de seulement 0,1 mm à 0,4 mm.
Cependant, lorsque l'on traite des plaques d'une épaisseur supérieure à 3 mm, il est nécessaire de faire preuve de souplesse dans le choix. Par exemple, lorsqu'on travaille avec une plaque de cuivre de 4 mm, le jeu maximum du moule inférieur φ6.5 n'est que de 0,4 mm. Dans ce cas, un moule inférieur φ7.1 (0,15 mm) peut être utilisé à la place.
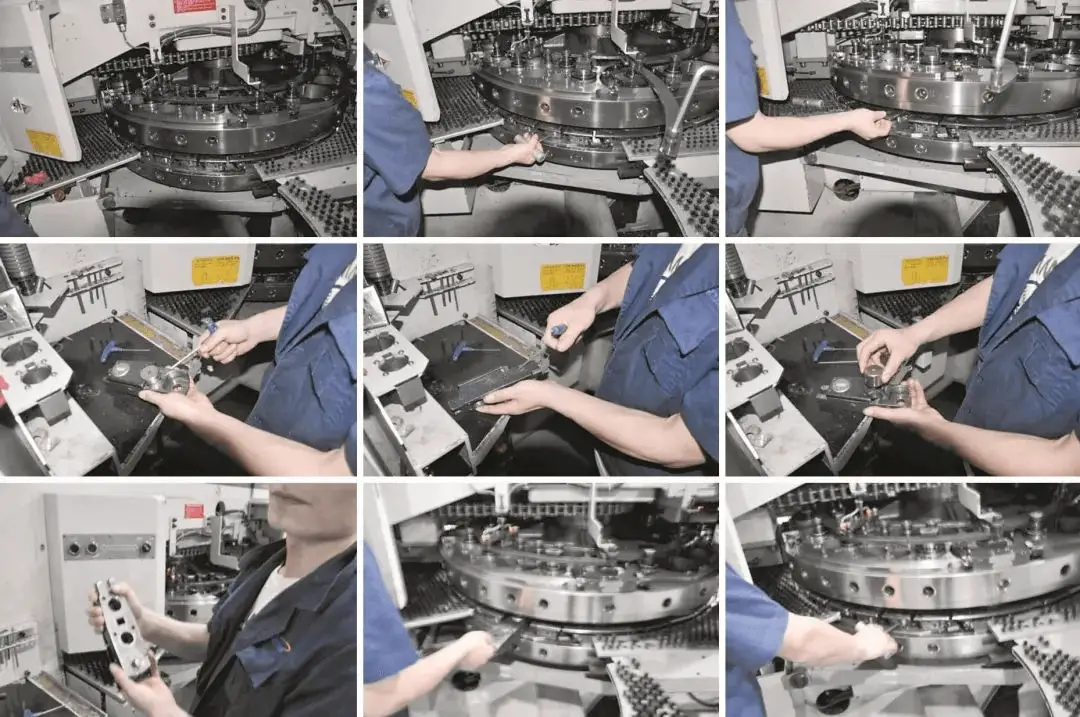
Installation de la partie inférieure mourir
Ouvrir le couvercle de la tourelle → tourner la machine-outil jusqu'à la station où la matrice inférieure doit être installée → retirer la base de la matrice inférieure avec l'outil spécifié → placer la matrice inférieure dans la station vide correspondante → vérifier la hauteur (la hauteur de la matrice inférieure peut être de 1mm ~ 2mm plus élevée que la base de la matrice. Si la hauteur de la matrice elle-même n'est pas suffisante, ajoutez des cales pour l'ajuster à la hauteur standard) → serrez les vis → installez la base de la matrice inférieure sur la tourelle → fixez la base de la matrice inférieure sur la tourelle à l'aide de l'outil spécifié → l'installation de la matrice inférieure est terminée.
La séquence d'installation de la filière inférieure est illustrée à la figure 3.
Fig. 3 séquence d'installation de la matrice inférieure
Installation de la partie supérieure mourir
Pour installer correctement le moule, suivez l'angle du moule comme indiqué sur la liste des moules. Les étapes d'une installation correcte sont les suivantes :
Pour le manchon de moule original ou le manchon de moule domestique, installez-les en fonction du moule supérieur sélectionné. En général, pour la station fixe, le manchon de moule domestique ne peut être installé qu'à 0 ° ou 90 °, tandis que le manchon de moule original peut être installé à 0 °, 45 ° et 90 °.
Insérez le moule supérieur dans le manchon de moule sélectionné, en veillant à ce que la goupille correspondante soit placée dans la rainure correspondante. Le manchon de moule d'origine peut glisser automatiquement au fond du manchon de moule. Parfois, il est nécessaire de tapoter légèrement le bord du moule à l'aide d'une tige de cuivre pour le faire glisser dans le fond de la pochette.
Couvrez la plaque de retour et vérifiez la hauteur de l'outil supérieur. Pour s'assurer que la hauteur de l'outil supérieur est égale ou légèrement inférieure à la plaque de retour à 0,5 mm près, sélectionnez la plaque de retour correspondante.
Il est strictement interdit que la hauteur de la matrice dépasse la plaque de retour.
Si la hauteur de la filière elle-même ne répond pas aux exigences spécifiées, ajoutez ou retirez le joint dans le manchon de la filière jusqu'à ce que la filière atteigne la hauteur requise. Une fois que la hauteur de la filière a atteint la norme, serrez d'abord les vis derrière le manchon de la filière, puis les vis sur la plaque de retour.
Ouvrez le couvercle de la tourelle et faites tourner la tourelle jusqu'à la station correspondante de l'outil supérieur après avoir installé l'outil inférieur. Il est essentiel de s'assurer que l'angle d'installation de l'outil supérieur et de l'outil inférieur est cohérent.
Ensuite, placez la matrice verticalement dans la station afin qu'elle puisse glisser librement jusqu'à ce que la goupille correspondante soit entièrement placée dans la fente correspondante. Le voyant rouge s'allume après le serrage du mandrin à induction de la tourelle, indiquant l'achèvement de l'installation de la matrice supérieure.
Optimisation de la sélection des stations
Sélectionnez le moule qui correspond à la station et donnez la priorité à la station vacante. S'il n'y a pas assez de stations disponibles, envisagez d'utiliser la station du moule le moins utilisé afin de vous assurer que les moules les plus utilisés se trouvent toujours dans la station de la machine. Cela facilitera le processus de traitement et réduira le nombre de changements de moules.
Installation de la station rotative
La machine-outil est équipée de quatre stations rotatives.
La matrice inférieure de la station rotative est par défaut à 0°, ce qui signifie que la matrice supérieure ne peut être installée qu'à cet angle (c'est important).
Les étapes de l'installation sont les suivantes :
Pour commencer, installez la matrice inférieure dans le convertisseur d'indexation. Avant de commencer serrage le convertisseur de matrice inférieur dans la rainure de positionnement, assurez-vous que la tourelle inférieure de la station d'indexation est exempte de toute saleté ou de tout débris.
Installez ensuite le moule supérieur. Une fois le moule supérieur installé, vérifiez que les angles des moules supérieur et inférieur sont cohérents.
Enfin, placez le moule supérieur dans la tourelle avec la rainure de positionnement située en haut à droite.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure