Fraisage par grimpage ou fraisage conventionnel : Quelle est la meilleure solution pour l'usinage CNC ?
Quelle méthode de fraisage offre les meilleurs résultats pour l'usinage CNC : le fraisage en avalant ou le fraisage conventionnel ? Cet article présente les avantages et les inconvénients de chaque technique, en expliquant comment le sens de rotation et d'avance de la fraise peut influer sur la formation de copeaux, l'usure de l'outil et la finition de la surface. Découvrez pourquoi le fraisage en avalanche est préférable pour les coupes plus lisses et comment le fraisage conventionnel peut être bénéfique pour les matériaux plus résistants. À la fin, vous comprendrez les applications pratiques des deux méthodes, ce qui vous aidera à prendre des décisions éclairées pour vos projets d'usinage.
En Usinage CNCLe sens de rotation de la fraise est généralement constant, mais le sens d'avance change.
Il existe donc deux phénomènes courants dans le domaine du fraisage : le fraisage en avalanche et le fraisage conventionnel.
L'arête de coupe de la fraise est soumise à une charge d'impact à chaque coupe.
Pour réussir un fraisage, il est important de prendre en compte le contact correct entre l'arête de coupe et le matériau lors d'une coupe unique, ainsi que l'arête de coupe lors d'une découpe.
Au cours du processus de fraisage, la pièce est alimentée dans le même sens ou dans le sens inverse de la rotation de la fraise, ce qui influe sur la manière dont le fraisage est effectué en entrée et en sortie et sur l'utilisation du fraisage en avalanche ou du fraisage conventionnel.
01 La règle d'or du fraisage - De l'épaisseur à la finesse
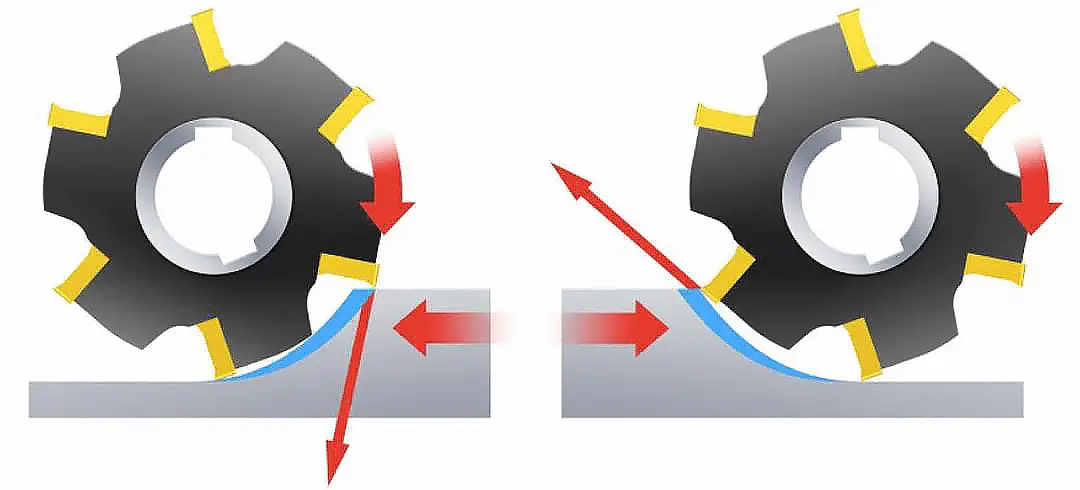
Le facteur déterminant pour la formation des copeaux est la position de la fraise, il faut donc veiller à essayer de former des copeaux épais lorsque la lame s'enfonce, et des copeaux fins lorsque la lame se retire, afin de garantir un processus de fraisage stable.
Il doit se souvenir de la règle d'or du fraisage, "de l'épais au fin", pour garantir une épaisseur de copeau aussi faible que possible lorsque l'arête de coupe sort de la fraise.
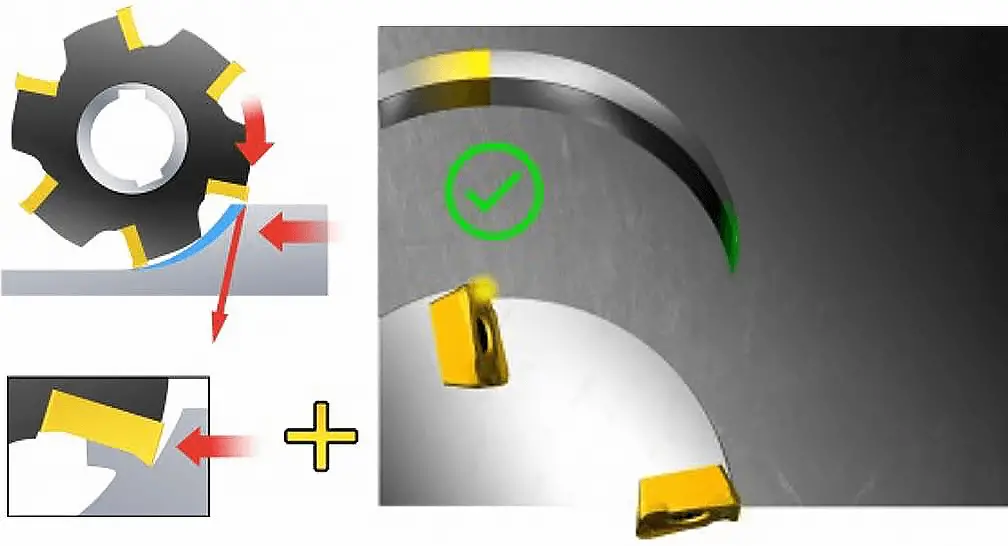
02 Fraisage de l'escalade
Dans le cas du broyage par ascension, le outil de coupe est alimenté dans le sens de la rotation.
Tant que la machine, le dispositif de fixation et la pièce à usiner le permettent, le fraisage en avalanche est toujours la méthode préférée.
Dans le cas du fraisage en avalant, l'épaisseur du copeau diminue à partir du début de la coupe et atteint finalement zéro à la fin de la coupe.
Cela permet d'éviter que l'arête de coupe ne raye et ne frotte contre la surface de la pièce avant de participer à la coupe.
Une épaisseur de copeau élevée est avantageuse car la force de coupe tend à tirer la pièce dans la fraise, ce qui maintient l'arête de coupe dans la coupe.
Cependant, comme la fraise est facilement tirée dans la pièce à usiner, la machine-outil doit traiter l'écart d'avance de la table en éliminant le jeu.
Si la fraise est tirée dans la pièce, l'avance augmentera de manière inattendue, ce qui peut entraîner une épaisseur de copeaux excessive et des arêtes de coupe fissurées.
Dans ces cas, on envisage d'utiliser le broyage conventionnel.
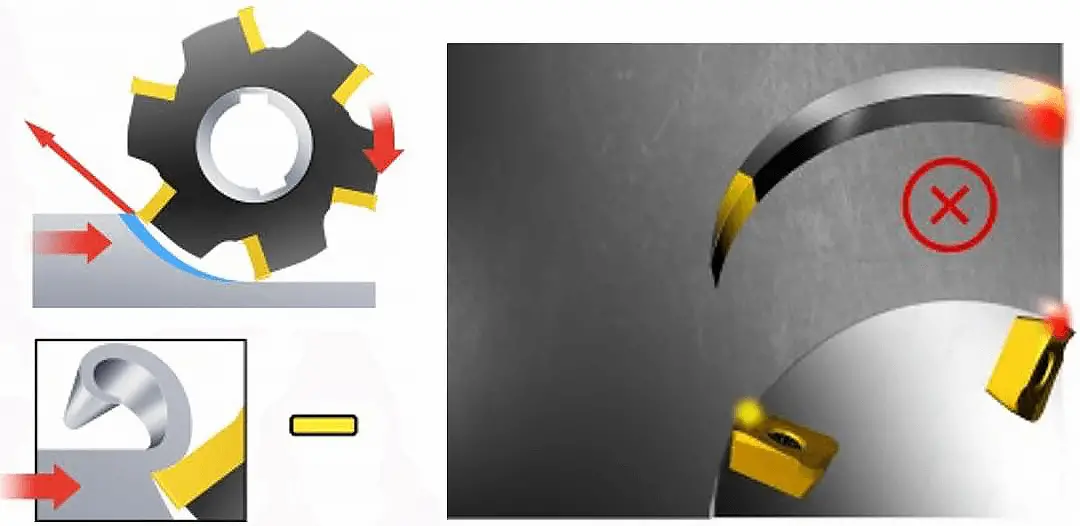
03 Fraisage conventionnel
Dans le cas du fraisage conventionnel, l'outil de coupe est alimenté dans le sens inverse de sa rotation.
L'épaisseur du copeau augmente progressivement de zéro jusqu'à la fin de la coupe.
L'arête de coupe doit être forcée, ce qui entraîne un effet de frottement ou de polissage dû à la friction, aux températures élevées et au contact constant avec la surface trempée par l'arête de coupe avant.
Tous ces éléments réduisent la durée de vie de l'outil.
Les copeaux plus épais et les températures plus élevées provoqués par la découpe de l'arête de coupe entraînent des contraintes de traction élevées, qui réduisent la durée de vie de l'outil et conduisent souvent à un endommagement rapide de l'arête de coupe.
Les copeaux peuvent également adhérer ou se souder à l'arête de coupe, ce qui peut les entraîner jusqu'au début de la coupe suivante ou provoquer l'effondrement instantané de l'arête de coupe.
La force de coupe tend à éloigner la fraise et la pièce à usiner l'une de l'autre, tandis que la force radiale tend à soulever la pièce à usiner de la table.
Lorsque la surépaisseur d'usinage change de manière significative, le fraisage conventionnel peut s'avérer plus avantageux.
Le fraisage conventionnel est également recommandé pour l'usinage d'alliages à haute température avec des plaquettes en céramique, car les céramiques sont sensibles à l'impact de la coupe sur la pièce.
04 Pièce à usiner Fmélange
Le sens d'avance de l'outil impose des exigences différentes à la fixation de la pièce.
Pendant le fraisage conventionnel, il doit être capable de résister aux forces de levage.
Dans le cas d'un fraisage conventionnel, il doit pouvoir résister à une force descendante.
05 Tableau comparatif des Fraisage de l'escaladevs.Fraisage conventionnel
Objet
Cfraisage des membres
CBroyage conventionnel
Epaisseur de coupe
du plus grand au plus petit
de la petite à la grande entreprise
Glissement
non
oui
Usure des outils
lentement
rapide
Le phénomène de dureté à froid sur la surface de la pièce
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment des pièces métalliques complexes sont fabriquées avec précision ? Cet article dévoile la magie des fraiseuses, en explorant leurs différents types et leurs principaux composants. Plongez dans cet article pour comprendre comment...
Vous êtes-vous déjà demandé pourquoi votre fraiseuse CNC vibrait et ruinait votre précision ? Cet article présente douze conseils d'experts pour minimiser les vibrations de coupe, de l'utilisation de plaquettes tranchantes à l'optimisation des paramètres de coupe....
Vous êtes-vous déjà interrogé sur les héros méconnus qui sont à l'origine de la précision et de l'efficacité de la fabrication moderne ? Dans cet article de blog, nous nous plongeons dans le monde fascinant des fraises -...
Le choix d'une machine CNC peut s'avérer décourageant, compte tenu de l'éventail de modèles, de systèmes et de spécifications. Cet article simplifie le processus en décomposant la sélection en quatre aspects clés : le modèle...
Faites passer votre entreprise à la vitesse supérieure