Vous êtes-vous déjà demandé pourquoi une même machine CNC peut avoir des rendements de production très différents ? Le secret réside dans les dispositifs de fixation ! Dans cet article, nous verrons comment le choix de montages CNC appropriés peut révolutionner la production de petits lots, en permettant de gagner du temps et d'améliorer l'efficacité. Préparez-vous à apprendre des astuces pratiques qui peuvent transformer votre processus d'usinage !
Actuellement, les opérations d'usinage peuvent être classées en deux catégories en fonction du volume de production :
Production à faible volume et à mélange élevé : Il s'agit de la fabrication de pièces uniques, de variétés multiples et de petits lots.
Production à faible mélange et à grand volume : Il s'agit de scénarios de production de petites variétés, de grands lots ou de production de masse.
Parmi ces deux catégories, la production à haut dosage et à faible volume représente environ 70-80% de la valeur totale de la production dans l'usinage et constitue le secteur primaire de l'industrie. Cette prédominance est due à la demande croissante de composants personnalisés et spécialisés dans diverses industries.
Une question fréquente dans le domaine de l'usinage CNC est la suivante : pourquoi l'efficacité de la production de machines-outils CNC identiques varie-t-elle de manière significative ? Pourquoi l'efficacité de production de machines-outils CNC identiques varie-t-elle de manière significative ?
La réponse réside souvent dans la sélection et la mise en œuvre de solutions de bridage. Une sélection inappropriée de fixations pour les machines-outils à commande numérique peut réduire considérablement l'efficacité de la production, entraînant une augmentation des temps de réglage, une diminution de la précision et des problèmes de qualité potentiels.
Pour aborder cet aspect critique de l'usinage CNC, nous fournirons une vue d'ensemble de la sélection rationnelle et de l'utilisation optimale des montages CNC.
Principes de base pour la sélection des appareils
La sélection de montages appropriés pour l'usinage CNC est essentielle pour garantir la précision, l'efficacité et la qualité du processus de fabrication. Lors du choix des montages, deux conditions fondamentales doivent être remplies :
Établir une relation fixe entre le système de coordonnées du montage et le système de coordonnées de la machine-outil.
Aligner les références dimensionnelles de la pièce sur le système de coordonnées de la machine-outil.
Outre ces exigences fondamentales, il convient de tenir compte des quatre principes clés suivants :
Pour les productions de faible volume, privilégiez les solutions de fixation polyvalentes telles que les montages modulaires ou les gabarits ajustables. Cette approche minimise le temps de préparation et réduit les coûts de production globaux en permettant une reconfiguration rapide pour différentes pièces.
Dans les scénarios de production en grande quantité ou par lots, concevez des montages spécialisés avec des structures rationalisées. Bien que l'investissement initial puisse être plus élevé, ces montages spécialisés permettent souvent d'améliorer les temps de cycle, d'obtenir une qualité constante et de réduire les coûts à long terme.
Optimisez le processus de chargement et de déchargement des pièces en termes de rapidité, de facilité d'utilisation et de fiabilité. Une manipulation efficace des pièces minimise les temps d'arrêt de la machine, ce qui augmente l'efficacité globale de l'équipement (OEE) et le rendement.
Concevoir les montages en tenant compte des trajectoires des outils et des enveloppes d'usinage. Veillez à ce que tous les composants du dispositif, y compris les éléments de positionnement et de serrage, n'interfèrent pas avec les mouvements de l'outil de coupe et n'obstruent pas l'accès aux surfaces usinées. Mettre en œuvre une conception ouverte qui permet un accès illimité aux outils tout en maintenant un support rigide pour la pièce à usiner.
Comment améliorer l'utilisation des machines-outils à commande numérique ?
L'analyse technique montre que l'utilisation d'accessoires a un impact significatif.
Les statistiques montrent que plus de 50% des entreprises nationales choisissent des équipements inadaptés pour leur production. Machines-outils à commande numérique.
Le temps de cycle pour la production de petits lots se compose du "temps de production (préparation/attente)" et du "temps de traitement des pièces". Étant donné que le "temps de traitement des pièces" dans la production de petits lots est court, la durée du "temps de production (préparation/attente)" a un impact crucial sur le cycle de traitement global.
Pour améliorer l'efficacité de la production, il est nécessaire de trouver des moyens de réduire le "temps de production (préparation/attente)". Les trois points suivants les types de machines-outils à commande numérique sont recommandés pour une utilisation prioritaire dans la production de petits lots :
① Fixation combinée
Les montages modulaires, également connus sous le nom de "montages modulaires", sont constitués d'une série d'éléments de montages standardisés pour machines-outils, avec des fonctions et des tailles différentes.
Les clients peuvent rapidement assembler différents les types de machines-outils Les appareils peuvent être installés selon les besoins, un peu comme des blocs de construction.
Comme le dispositif modulaire permet de gagner du temps dans la conception et la fabrication de dispositifs spéciaux, il réduit considérablement le temps de préparation de la production, raccourcissant ainsi le cycle de production des petits lots et améliorant l'efficacité de la production.
En outre, le dispositif combiné présente des avantages tels qu'une grande précision de positionnement, une grande souplesse de serrage, la recyclabilité, des économies d'énergie et de matériaux lors de la fabrication, et un faible coût d'utilisation.
Par conséquent, pour le traitement de petites séries, en particulier pour les produits de forme complexe, l'utilisation de montages combinés doit être privilégiée.
② Pince plate combinée de précision
Les pinces plates combinées de précision sont un type de composant appartenant à la catégorie des appareils combinés.
Par rapport aux autres composants des montages combinés, les pinces plates combinées de précision sont plus polyvalentes, standardisées, conviviales et fiables en matière de serrage.
C'est pourquoi ils sont largement utilisés dans le monde entier.
Les pinces plates combinées de précision permettent une installation et un serrage rapides, ce qui réduit le temps de préparation de la production et améliore l'efficacité dans la production de petits lots.
Actuellement, la plage de serrage couramment utilisée pour les pinces plates combinées de précision est de 1000 mm, et la force de serrage est généralement limitée à 5000 Kgf.
Il est important de noter que les pinces plates combinées de précision ne sont pas les mêmes que les étaux de machine traditionnels.
Les étaux de machine traditionnels ont des fonctions limitées, une faible précision de fabrication, ne peuvent pas être utilisés en groupe et ont une courte durée de vie, ce qui les rend inadaptés à une utilisation sur des machines-outils et des centres d'usinage à commande numérique.
En revanche, les pinces plates combinées de précision sont un nouveau type de pinces plates originaires des pays industriels développés tels que l'Europe et l'Amérique, conçues spécifiquement pour répondre aux exigences des machines-outils CNC et des centres d'usinage.
Ces produits présentent les avantages d'une grande flexibilité de serrage, d'une grande précision de positionnement, d'un serrage rapide et de la possibilité d'être utilisés en groupe, ce qui les rend idéaux pour les machines-outils à commande numérique et les centres d'usinage.
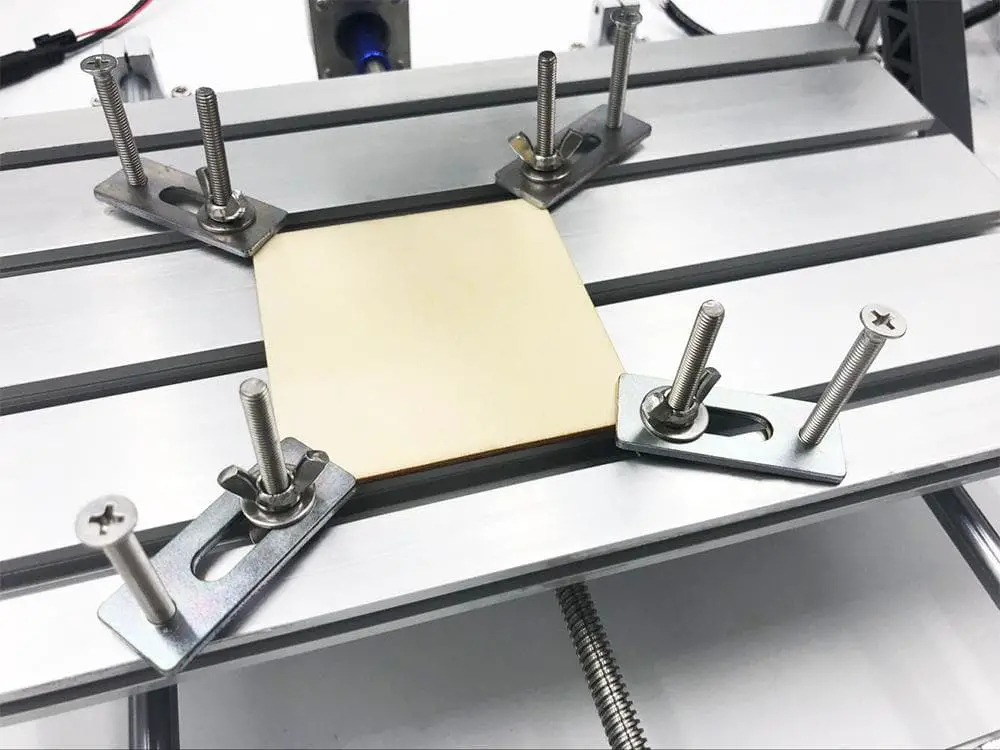
③ Fixation de l'aimant électropermanent
La pince électrique à aimant permanent est un nouveau type de pince qui utilise le néodyme fer bore et d'autres matériaux à aimant permanent avancés comme source de force magnétique et qui est conçue sur la base des principes des circuits magnétiques modernes. Dans la pratique, il a été démontré que l'utilisation de pinces électriques à aimant permanent améliorait considérablement l'efficacité globale des machines-outils et des centres d'usinage à commande numérique.
Le processus de serrage et de desserrage de la pince à aimant permanent ne dure qu'une seconde environ, ce qui réduit considérablement le temps de serrage. En outre, la pince électrique à aimant permanent ne comporte pas d'éléments de positionnement et de serrage qui prennent de la place comme les pinces traditionnelles des machines-outils, ce qui élargit la plage de serrage et permet une meilleure utilisation de la table de travail et de la course de traitement de la machine-outil à commande numérique.
La force d'aspiration de la pince à aimant permanent est généralement de l'ordre de 15 à 18 kgf/cm.2Il est donc important de s'assurer que la force d'aspiration est suffisante pour résister à la force de coupe. La surface d'adsorption ne doit pas être inférieure à 30 cm.2ce qui signifie que la force de serrage ne doit pas être inférieure à 450 kgf.
Quels sont les types de machines-outils et de montages ?
Les montages pour machines-outils peuvent être classés en huit catégories :
1. Pince plate
Les pinces plates sont très polyvalentes et économiques, ce qui les rend idéales pour le serrage de pièces de forme carrée et de petite taille. La rainure en V ou le bloc en V de la mâchoire permet également de serrer des surfaces cylindriques.
Caractéristiques :
Les pinces plates offrent un serrage pratique, un fonctionnement rapide et fiable, et un positionnement précis, ce qui les rend adaptées à une gamme de pièces carrées, mais pas idéales pour le serrage de pièces en tôle fine. Dans les fraiseuses CNC, les pinces plates sont souvent fixées à l'aide de vis mécaniques, de méthodes de serrage pneumatiques ou hydrauliques, comme le montre la figure. Les types les plus courants sont les suivants :
(a) Pince plate universelle à vis ; (b) Pinces plates hydrauliques à jauge sinusoïdale ; (c) Pince plate de précision pneumatique ; (d) Pince plate hydraulique de précision.
2. Plaque de pression et boulon
Pour les pièces plus grandes ou de forme irrégulière qui ne peuvent pas être serrées à l'aide de pinces plates ou d'autres pinces, des plaques de pression peuvent être utilisées pour le serrage direct, ou les pièces peuvent être fixées à l'aide de boulons à travers les trous de traitement.
(a) Pince plate universelle à vis ;
(b) Pinces plates hydrauliques à jauge sinusoïdale ; (c) Pince plate de précision pneumatique ; (d) Pince plate hydraulique de précision.
Ccaractéristiques :
Le serrage et l'alignement à l'aide de plaques de pressage prennent beaucoup de temps, et la position et la hauteur de la plaque de pressage doivent être soigneusement prises en compte dans la programmation de l'usinage, afin d'éviter toute interférence avec la plaque de pressage. outil de coupe.
La méthode de pénétration des boulons par les trous de process est peu encombrante et facile à mettre en œuvre, mais la position du trou doit être alignée avec celle de la rainure en T sur la machine-outil. Si ce n'est pas le cas, la fabrication d'une plaque d'appui pour la pénétration des boulons devient une tâche fastidieuse.
Cette méthode est la plus appropriée pour les pièces de forme spéciale, les pièces de grande taille et les pièces qui ne peuvent pas être serrées à l'aide d'une pince plate.
3. Mandrin
Les mandrins peuvent être classés en mandrins à deux mâchoires, mandrins à trois mâchoires à centrage automatique, mandrins à quatre mâchoires et mandrins à six mâchoires en fonction du nombre de mâchoires qu'ils possèdent.
Les mandrins à simple action à trois mors et à centrage automatique et les mandrins à quatre mors sont largement utilisés sur les fraiseuses CNC et les centres d'usinage. Le mandrin auto-centrant à trois mors est très recherché en raison de son centrage automatique et de ses capacités de serrage pratiques. Par conséquent, lors de l'usinage de pièces cylindriques de petite et moyenne taille sur des machines à commande numérique, le mandrin à trois mâchoires à centrage automatique est très recherché. a CNC Dans une fraiseuse ou un centre d'usinage, le mandrin à simple effet à trois mors et à centrage automatique est souvent utilisé pour le serrage.
Les mandrins peuvent être fixés à l'aide de diverses méthodes, notamment par vis mécanique, pneumatique, hydraulique, etc.
Les caractéristiques d'un mandrin comprennent un serrage pratique et fiable, un centrage automatique et la possibilité d'utiliser des pièces cylindriques.
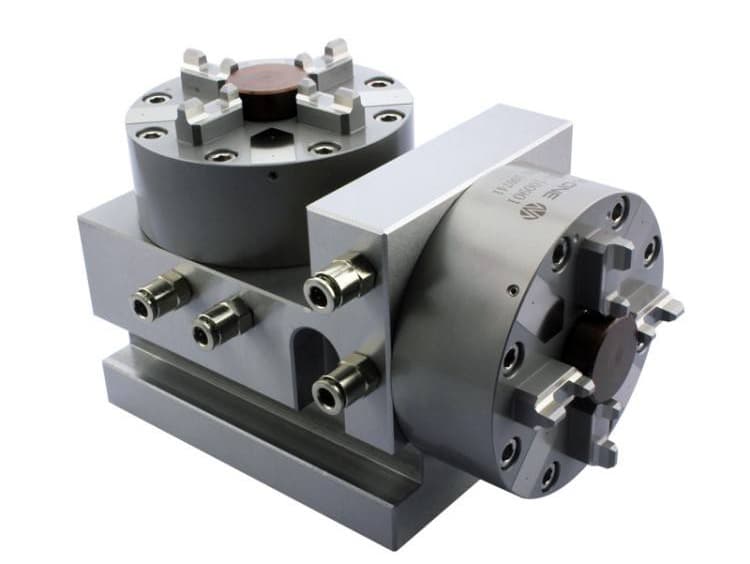
4. Système de fixation 3R
Ccaractéristiques :
Le serrage du mandrin est à la fois pratique et fiable, avec une grande précision de positionnement répétable. Il est particulièrement adapté à la fabrication d'électrodes à filière.
5. Mandrin magnétique
Caractéristiques : serrage facile et fiable, large gamme d'applications, mais les pièces doivent être fabriquées avec des matériaux absorbant le magnétisme.
6. Dispositif d'aspiration
Il convient aux pièces présentant un grand plan de positionnement ou une grande zone à sceller.
Certaines fraiseuses CNC, telles que les fraiseuses de plaques murales, sont équipées d'une plate-forme à vide générale pour faciliter l'installation des pièces à usiner. Pour les pièces de forme régulière, telles que les pièces rectangulaires, des bandes de caoutchouc spéciales peuvent être insérées directement dans la rainure d'étanchéité de la fixation. Ces bandes de caoutchouc se présentent sous la forme de sections circulaires creuses ou pleines et doivent répondre à certaines exigences de taille. Une fois les pièces placées sur la surface, la pompe à vide peut être mise en marche pour les fixer solidement.
Toutefois, pour les pièces de forme irrégulière, l'utilisation de bandes de caoutchouc ne convient pas. Dans ce cas, il faut appliquer de la pâte de caoutchouc, communément appelée mastic, autour des pièces pour les sceller. Ce processus est non seulement long et inefficace, mais aussi fastidieux.
Pour surmonter ce problème, il est possible d'utiliser une plate-forme de vide de transition spéciale, qui peut être placée au-dessus de la plate-forme de vide générale.
7. Tête d'indexation
Lors de l'usinage de pièces mécaniques telles que des cannelures, des embrayages, des engrenages et autres sur un centre d'usinage, la méthode du plateau diviseur est souvent utilisée pour diviser chaque rainure de dent de manière égale et produire des pièces de haute qualité. Cette méthode garantit que chaque pièce est traitée de manière précise et cohérente.
8. Dispositif spécial, dispositif combiné et dispositif de groupe
Pour les petites et moyennes séries de pièces, des montages combinés peuvent être utilisés pour le serrage pendant le traitement sur un centre d'usinage. Toutefois, lors de l'usinage de grandes quantités de pièces, des montages spéciaux ou collectifs sont couramment utilisés pour le serrage.
Il convient de noter que le centre d'usinage est plus adapté au traitement de pièces uniques ou de petits lots de pièces, et que l'utilisation de montages spéciaux ou de groupes de montages est donc moins fréquente dans les machines-outils à commande numérique.
Principaux éléments d'un projecteur
La figure 10-8 illustre un montage utilisé pour le perçage d'un manchon. Malgré la diversité de leurs objectifs, de leurs types et de leurs structures, les montages pour machines-outils sont composés des éléments fondamentaux suivants.
Figure 10-8 : Exemple de gabarit de perçage simplifié
a) Schéma de la couverture arrière b) Gabarit de perçage pour le perçage de trous
1) Localisation des éléments.
Il s'agit de divers composants utilisés pour établir la position correcte de la pièce à l'intérieur du montage. Lorsque la pièce est positionnée par un plan, des goupilles ou des plaques de support servent d'éléments de positionnement (figure 10-9).
Figure 10-9 : Structure standard des composants de positionnement (goupille de support et plaque de support) pour le positionnement de l'avion
a) Goupille de support b) Plaque de support
Il existe trois formes de goupilles de support : celles à tête plate pour le positionnement des surfaces usinées, celles à tête sphérique pour le positionnement des surfaces brutes, et celles filetées pour augmenter la friction mais qui ne conviennent pas à l'enlèvement des copeaux, principalement utilisées pour le positionnement latéral. Lorsque la pièce est positionnée par une surface cylindrique externe, les blocs en V et les douilles de positionnement servent d'éléments de positionnement (figure 10-10).
Figure 10-10 : Composants de positionnement de la surface cylindrique extérieure
a) Bloc en V b) Douille de positionnement
Lorsque la pièce est positionnée par un trou, les broches et les goupilles de positionnement servent d'éléments de positionnement (figure 10-11). Dans la figure 10-8, la broche cylindrique, la broche diamantée et la plaque de support du montage pour le perçage d'un trou radial de 10 mm dans le couvercle arrière sont toutes des éléments de positionnement qui garantissent que la pièce à usiner occupe la position correcte dans le montage.
Figure 10-11 : Repérage de la goupille centrale et de la goupille de positionnement
a) Localisation de la goupille centrale b) Goupille de positionnement
2) Dispositifs de serrage.
Les dispositifs de serrage sont utilisés pour maintenir la position correcte de la pièce à usiner dans le dispositif de fixation, en veillant à ce que la position ne soit pas compromise lorsque la pièce est soumise à des forces externes (telles que l'effort de coupe, la gravité, l'inertie) au cours du processus d'usinage. Comme le montre la figure 10-8, la rondelle ouverte du dispositif de perçage est un élément de serrage qui, avec la vis et l'écrou, constitue le dispositif de serrage.
3) Réglage de l'outil et éléments d'orientation.
Ils sont utilisés pour déterminer la position correcte de l'outil par rapport au dispositif de fixation et pour guider l'outil pendant l'usinage. Parmi eux, les éléments de réglage de l'outil sont des pièces du dispositif de fixation qui règlent l'outil, comme le bloc de réglage de l'outil et la jauge d'épaisseur sur le dispositif de la fraiseuse. Les éléments de guidage sont des pièces du dispositif qui règlent l'outil et le guident. La douille de perçage du dispositif de perçage illustré à la figure 10-8 est un élément de guidage.
4) Corps de l'appareil.
Il s'agit de la base du montage de la machine-outil, utilisée pour relier différents éléments ou dispositifs du montage en un tout, et à travers laquelle le montage est installé sur la machine-outil. Dans la figure 10-8, le corps du gabarit de perçage relie tous les éléments du gabarit en un tout.
5) Éléments de liaison.
Il s'agit des composants qui déterminent la position correcte du montage sur la machine-outil, tels que les clés de positionnement, les goupilles et les boulons de fixation.
6) Autres éléments et dispositifs.
En fonction des exigences de la pièce, des mécanismes d'indexation, des dispositifs de chargement et de déchargement, des dispositifs d'éjection de la pièce (ou des dispositifs de dégagement de l'outil) peuvent parfois être installés sur la fixation.
Dispositif de fixation de machine-outil CNC adapté au traitement de masse
Le cycle de traitement par lots se compose de trois parties : le temps d'attente de traitement, le temps de traitement des pièces et le temps de préparation de la production. Le temps d'attente de traitement comprend principalement le temps de serrage de la pièce et de changement d'outils.
Dans les machines-outils manuelles traditionnelles, le temps de serrage de la pièce peut représenter jusqu'à 10-30% du cycle de traitement de masse. Par conséquent, le serrage de la pièce est devenu un facteur crucial pour déterminer l'efficacité de la production, et constitue donc un objectif clé pour améliorer les performances de la fixation de la machine-outil.
Pour améliorer l'efficacité de la production lors du traitement de masse, il convient d'utiliser des montages spéciaux conçus pour un positionnement et un serrage (et desserrage) rapides. Les trois types de montages suivants sont recommandés pour les machines-outils :
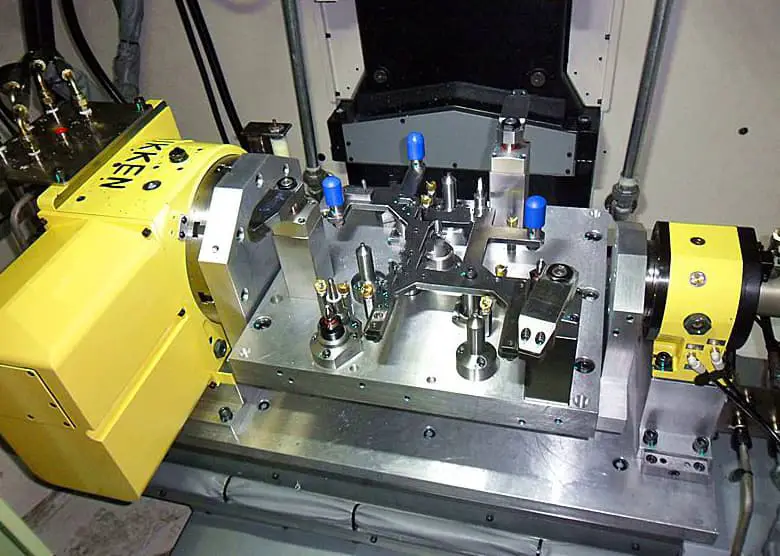
① Pince hydraulique / pneumatique
La pince hydraulique/pneumatique est une pince spécialisée qui utilise la pression de l'huile ou la pression de l'air comme source d'énergie. Ce type de fixation utilise des éléments hydrauliques ou pneumatiques pour obtenir un positionnement, un support et une pression précis sur la pièce à usiner.
L'un des avantages de la fixation hydraulique/pneumatique est sa capacité à déterminer rapidement et précisément la position de la pièce, de la machine-outil et de l'outil l'un par rapport à l'autre.
L'utilisation d'un dispositif hydraulique/pneumatique garantit le positionnement précis de la pièce à usiner, ce qui permet d'obtenir une grande précision d'usinage. En outre, le processus de positionnement et de serrage rapide réduit considérablement le temps nécessaire au serrage et au desserrage de la pièce.
Ces montages présentent également l'avantage d'une conception compacte, de capacités de serrage multipostes, d'une coupe lourde à grande vitesse et d'une commande automatique. Ces caractéristiques rendent les montages hydrauliques/pneumatiques particulièrement adaptés aux machines-outils à commande numérique, aux centres d'usinage et aux machines à commande numérique. production flexible notamment pour le traitement de masse.
② Fixation de l'aimant électropermanent
La fixation électrique à aimant permanent offre un certain nombre d'avantages, notamment un serrage rapide, une facilité de serrage sur plusieurs stations, la possibilité d'effectuer des traitements multiples en un seul serrage, un serrage stable et fiable, une efficacité énergétique et un respect de l'environnement, ainsi qu'un contrôle automatique.
Par rapport aux fixations traditionnelles des machines-outils, la fixation électrique à aimant permanent réduit considérablement le temps de serrage, réduit le nombre d'opérations de serrage et améliore l'efficacité du serrage.
Grâce à ces avantages, la fixation électrique à aimant permanent convient à la fois à la production de petits et de grands lots, ce qui en fait une option polyvalente pour divers besoins de fabrication.
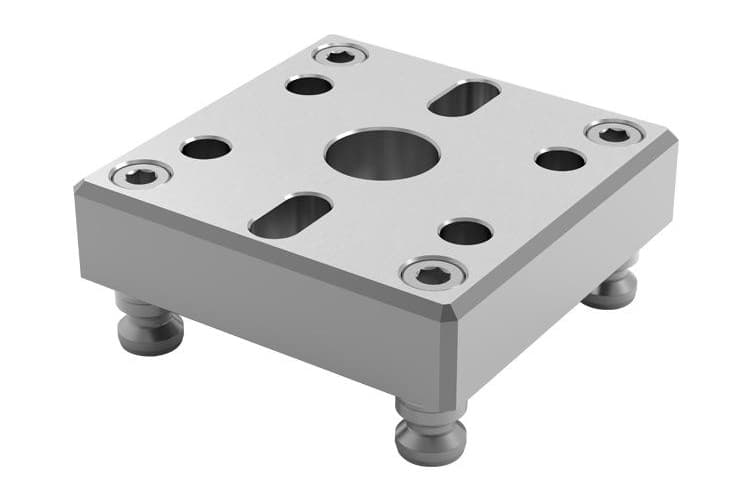
③ Base de serrage lisse
La base lisse n'est pas couramment utilisée en Chine, mais elle est largement utilisée dans les pays industrialisés comme l'Europe et l'Amérique. Ce type d'appareil est fabriqué à partir d'un blanc fin du culot qui a subi un traitement de finition.
La partie de connexion de positionnement entre les composants, la machine-outil et la surface de positionnement des pièces sur le montage ont déjà été réalisées et finies. Il en résulte une base de fixation lisse et polie, prête à l'emploi.
Les utilisateurs ont la possibilité de fabriquer des montages sur mesure pour répondre à leurs besoins spécifiques. La surface lisse de la base du gabarit permet de raccourcir le cycle de fabrication de ces gabarits spéciaux et de réduire le temps de préparation de la production. Cela permet de raccourcir le cycle global de la production de masse et d'accroître l'efficacité de la production.
En outre, le coût de production d'un appareil professionnel peut être réduit grâce à l'utilisation d'une base d'appareil lisse.
Par conséquent, ce type de base de fixation est particulièrement adapté à la production à grande échelle avec des calendriers et des délais serrés.
Utilisation raisonnable des accessoires pour exploiter le potentiel de l'équipement
L'expérience a montré que pour améliorer l'efficacité des machines-outils à commande numérique, il ne suffit pas de choisir les bonnes machines-outils à commande numérique et les bons montages, mais qu'il est également important de les utiliser efficacement. Voici trois méthodes courantes pour y parvenir :
① Méthode multi-stations
La méthode multi-stations est basée sur l'idée de réduire le temps de serrage de l'unité et d'augmenter l'efficacité de l'unité. temps de coupe de l'outil en serrant plusieurs pièces à la fois.
Un montage multiposte est un montage comportant plusieurs positions de positionnement et de serrage. Avec les progrès des machines-outils à commande numérique et la demande d'une efficacité accrue de la production, l'utilisation de montages multipostes s'est généralisée.
Dans la conception des pinces hydrauliques/pneumatiques, des pinces combinées, des pinces à aimant électro-permanent et des pinces plates combinées de précision, l'inclusion d'une conception multiposte est de plus en plus courante. Cette conception permet d'accroître l'efficacité et la productivité des processus de production de masse.
② Méthode d'utilisation collective
L'une des méthodes permettant d'obtenir un serrage multiposte consiste à placer plusieurs pinces sur un seul établi. Les montages utilisés dans le cadre de cette approche doivent être conçus dans un souci de normalisation et de précision afin de garantir qu'ils répondent aux exigences de l'usinage sur une machine CNC.
Cette méthode de serrage groupé maximise la plage de déplacement de la machine-outil à commande numérique, ce qui se traduit par une usure équilibrée de ses composants de transmission. En outre, les montages peuvent être utilisés séparément pour serrer plusieurs pièces ou ensemble pour serrer des pièces plus grandes, ce qui offre une grande polyvalence et augmente l'efficacité de la production pour répondre aux divers besoins des différents processus de production.
③ Méthode locale de changement rapide
La méthode de changement rapide local consiste à modifier rapidement la fonction ou le mode de fixation en remplaçant rapidement les pièces de la fixation, telles que l'élément de positionnement, l'élément de serrage, l'élément de réglage de l'outil et l'élément de guidage, sur la machine-outil à commande numérique.
Par exemple, les pinces à mâchoires plates combinées à changement rapide peuvent rapidement changer leur fonction de serrage en remplaçant les mâchoires, par exemple en passant du serrage de matériaux carrés au serrage de matériaux en forme de barre. De même, le mode de serrage peut être modifié rapidement en remplaçant l'élément de serrage, par exemple en passant d'un serrage manuel à un serrage hydraulique.
La méthode de changement rapide local réduit considérablement le temps nécessaire au remplacement et à l'ajustement des fixations et est particulièrement avantageuse pour la production de petits lots.
Exigences relatives à la fixation d'un centre d'usinage CNC
Les montages sont un élément essentiel d'un centre d'usinage CNC. Chaque centre d'usinage CNC nécessite l'utilisation de montages, qui varient en fonction du produit traité. Cependant, malgré les différences entre les montages utilisés, les exigences relatives aux montages des centres d'usinage CNC sont similaires, avec quelques variations pour les montages utilisés pour les pièces spéciales.
Quelles sont les exigences d'un centre d'usinage CNC pour les montages ?
Fixation de haute précision
Il est bien connu que les centres d'usinage CNC possèdent une précision exceptionnelle et sont couramment utilisés pour le traitement de pièces ou de moules nécessitant une grande précision.
Par conséquent, les centres d'usinage à commande numérique ont des exigences strictes en matière de précision des dispositifs de positionnement des montages et de précision de l'indexation et du positionnement.
La fixation doit être pratique et rapide lors du serrage de la pièce à usiner.
Pour répondre aux besoins des montages d'usinage à grande vitesse dans les centres d'usinage CNC, hydraulique et pneumatique des forces de verrouillage rapides sont souvent choisies, en particulier pour bloquer les pièces à usiner pendant des temps de traitement prolongés.
En règle générale, le système de serrage hydraulique est équipé d'un réservoir qui compense les fuites internes et empêche les pièces de se desserrer sur le dispositif de fixation.
Le collier doit avoir une excellente ouverture
Le centre d'usinage CNC traite la pièce par contact outil-pièce, et la pièce doit être solidement serrée par le dispositif de fixation afin d'offrir un espace de travail suffisant pour l'outil à mouvement rapide et les changements d'outils rapides.
Pour les pièces à usiner complexes et les changements d'outils multiples, la structure du dispositif doit être simple, facile à utiliser et ouverte pour faciliter l'entrée et la sortie de l'outil et éviter les collisions entre l'outil et la pièce pendant les mouvements d'usinage.
L'appareil doit avoir une grande capacité d'adaptation
Il est bien connu que le centre d'usinage CNC est soumis à la mobilité et à la déformation multiple pendant l'usinage. Il est donc essentiel que la fixation soit hautement adaptable aux différentes pièces à usiner et aux exigences de serrage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment choisir le meilleur outil de coupe pour votre fraiseuse CNC ? Cet article se penche sur les propriétés essentielles et les types de matériaux des outils de coupe, expliquant...
Imaginez que vous ayez l'outil parfait pour chaque défi unique de la fabrication de moules. Qu'il s'agisse de surfaces complexes de forme libre ou d'exigences de haute précision, le choix des bons outils de coupe pour le fraisage CNC peut influencer considérablement...
Le choix du bon revêtement pour vos outils de coupe peut considérablement améliorer leurs performances et leur longévité. Mais avec les différentes options disponibles, comment se décider ? Cet article se penche sur les différents...
Pourquoi une machine-outil CNC est-elle plus performante qu'une autre ? La réponse réside souvent dans les pinces utilisées. Cet article traite de la sélection des pinces appropriées pour améliorer l'efficacité des machines-outils à commande numérique....
Le choix d'une machine CNC peut s'avérer décourageant, compte tenu de l'éventail de modèles, de systèmes et de spécifications. Cet article simplifie le processus en décomposant la sélection en quatre aspects clés : le modèle...
Vous êtes-vous déjà demandé quelles étaient les entreprises à la tête de l'industrie des fraiseuses ? Cet article dévoile les 10 principaux fabricants de fraiseuses de 2024, en soulignant leurs innovations, leur impact mondial et leurs contributions à...
Vous êtes-vous déjà demandé qui était à la tête de l'industrie chinoise des fraiseuses ? Cet article présente les 10 principaux fabricants de fraiseuses en Chine, révélant des géants de l'industrie tels que WZ Wuhan...
Vous êtes-vous déjà interrogé sur les géants de l'industrie des machines CNC ? Dans ce fascinant article de blog, nous allons plonger dans le monde de la fabrication CNC, en explorant les...
Dans le monde de la fabrication, qui évolue rapidement, les machines à commande numérique sont devenues indispensables. Mais avec les nombreux fabricants qui se disputent l'attention, comment choisir la meilleure ? En tant qu'ingénieur mécanique expérimenté,...
Faites passer votre entreprise à la vitesse supérieure