Machine de découpe laser CNC : Calcul de la déformation de la poutre sur l'axe Y et analyse modale
La machine de découpe laser CNC est une machine-outil qui utilise le laser comme outil de découpe pour traiter les pièces. Le matériel principal comprend le banc de la machine, la traverse, la table de travail, le laser, la tête de coupe, le stabilisateur, le refroidisseur, l'armoire de commande électrique, la source de gaz (oxygène, azote, air), etc. Le système comprend le système électrique, le système mécanique, le système de transport d'air, le système optique, le système hydraulique, le système de lubrification [...]
La machine de découpe laser CNC est une machine-outil qui utilise le laser comme outil de découpe pour traiter les pièces. Le matériel principal comprend le banc de la machine, la traverse, la table de travail, le laser, la tête de coupe, le stabilisateur, le refroidisseur, l'armoire de commande électrique, la source de gaz (oxygène, azote, air), etc.
Le système comprend le système électrique, le système mécanique, le système de transport d'air, le système optique, le système hydraulique, le système de lubrification, le système de refroidissement, etc.
Dans cet article, une analyse statique et modale par éléments finis a été réalisée sur un élément important de la machine de découpe laser CNC, à savoir la poutre de l'axe Y. La méthode des éléments finis tridimensionnels a été utilisée pour analyser la déformation de la poutre de l'axe Y dans diverses conditions de travail typiques, extraire la loi de déformation, établir un modèle tridimensionnel basé sur le logiciel SolidWorks et effectuer une analyse par éléments finis de la poutre à l'aide du module de simulation.
Sur cette base, une analyse modale a été effectuée sur la poutre de l'axe Y pour résoudre les fréquences naturelles des cinq premiers ordres et les modes de vibration correspondants, pour vérifier la faisabilité de la structure de conception et pour fournir une base théorique à la structure de taille et à la conception d'optimisation de l'équipement mécanique.
La machine de découpe laser CNC est un équipement idéal pour tôle largement utilisés dans des industries telles que les armoires électriques, les ordinateurs, les machines textiles, les instruments et les compteurs, les automobiles, les ascenseurs et les machines à grains, tant au niveau national qu'international.
Le laser fait partie des procédés de fabrication sans matrice, avec une grande flexibilité de traitement, ce qui peut raccourcir le cycle de développement de nouveaux produits dans l'industrie. l'industrie de la tôleIl est particulièrement adapté au traitement de petites quantités de produits multi-variétés.
La déformation et la vibration de la poutre de l'axe Y dans le travail réel affectent directement la précision de traitement de la tête de découpe laser.
Afin de garantir la praticité et la précision de traitement de l'équipement, la structure réelle est discrétisée en grilles d'éléments à l'aide de la méthode des éléments finis. Chaque élément a une forme simple et est relié par des nœuds. La quantité inconnue sur chaque élément est le déplacement du nœud. La matrice de rigidité de chaque élément individuel est combinée pour former la matrice de rigidité globale du modèle entier. La contrainte de chaque élément est calculée en fonction de la variation du déplacement du nœud.
Principe de fonctionnement et structure du faisceau de la machine de découpe laser CNC
Les découpe au laser L'industrie du laser a connu plus de 60 ans de développement depuis sa création en 1960. Elle a connu plusieurs changements majeurs, du YAG (laser à cristaux) au CO2 (laser à dioxyde de carbone), et maintenant au laser à fibre.
Le principe de fonctionnement d'une machine de découpe laser est le suivant : le faisceau laser généré par le laser est émis à travers la lentille pour se concentrer sur un point minuscule au point focal. Ce point chauffe le matériau et le faisceau laser se déplace le long du matériau pour achever le processus de découpe.
Les machines de découpe laser CNC utilisent une structure à portique. La selle coulissante se déplace le long du rail de guidage X sur le lit, tandis que la traverse est équipée d'un rail de guidage linéaire horizontal (direction Y). Le composant de l'axe Z est relié au rail de guidage de la direction Y par un curseur, et la tête de découpe laser est installée sur la plaque de glissement de l'axe Z. Le lit est fixé sur la fondation et la tête de découpe laser est installée sur la plaque de glissement de l'axe Z. Le lit est fixé sur la fondation et peut être considéré comme un corps rigide.
En raison du rapport longueur/diamètre élevé et de la flexibilité de la poutre transversale de l'axe Y, celle-ci est sujette à la déformation et devient donc l'un des principaux composants affectant le système de contrôle de la qualité. précision de la découpe laser des machines.
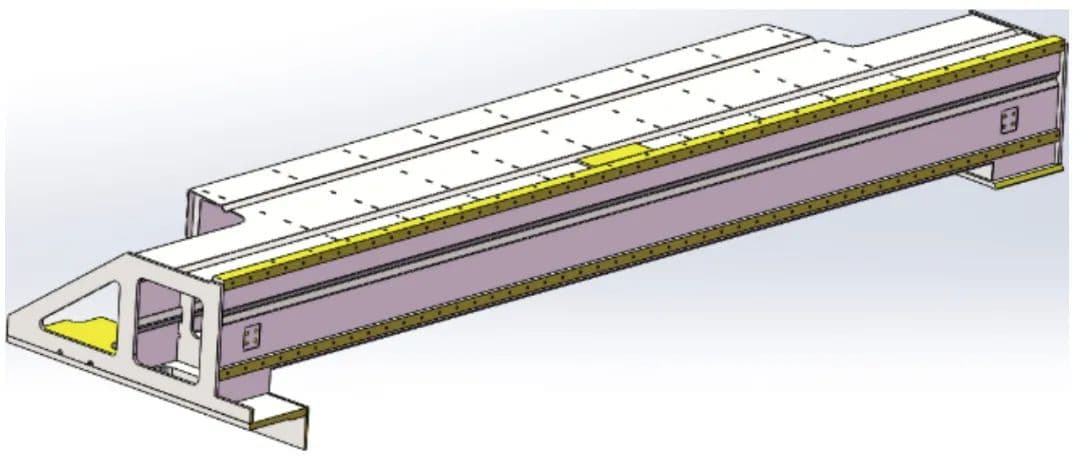
La structure de l'axe Y est illustrée à la figure 1. La traverse remplit une fonction de support, ce qui exige que le matériau présente une bonne rigidité et une bonne ténacité, comme le montre le tableau 1.
Figure 1 : Modèle solide de la traverse de l'axe Y
Établissement d'un modèle de calcul par éléments finis pour la traverse de l'axe Y
Avant d'analyser le modèle, la traverse de l'axe Y est simplifiée sur la base des caractéristiques de la structure principale et de la charge de travail de la machine de découpe laser. Après simplification, un modèle solide simplifié d'analyse par éléments finis de la traverse de l'axe Y est établi, comme le montre la figure 2.
(1) La structure globale de la machine de découpe laser CNC est symétrique et les forces de soutien sont fondamentalement équilibrées. La traverse de l'axe Y est constituée de 2.5mm d'épaisseur La structure est relativement symétrique dans le plan Y/Z, la force extérieure s'exerce principalement dans le plan Y/Z et la déformation se produit principalement dans le plan Y/Z. La structure est relativement symétrique dans le plan Y/Z. La structure est relativement symétrique dans le plan Y/Z, la force externe s'exerce principalement dans le plan Y/Z et la déformation se produit principalement dans le plan Y/Z.
(2) Les dimensions des chanfreins et des trous filetés par rapport à la traverse de l'axe Y sont faibles et peuvent être ignorées. Les composants tels que la plaque de calage et la plaque de transition de connexion contribuent à augmenter la rigidité de la poutre transversale. Les ignorer n'aura pas d'incidence sur les exigences réelles en matière d'ingénierie.
(3) Lorsque la machine de découpe fonctionne, la traverse de l'axe Y supporte principalement les effets de la force concentrée et de la force d'inertie.
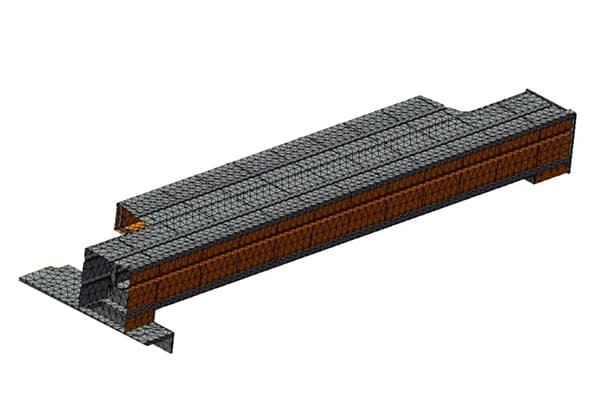
Le modèle solide est créé à l'aide de SolidWorks, puis simplifié avant d'être importé dans Simulation pour le maillage. En raison de la nature complexe de la structure réelle, le maillage est ajusté manuellement après le maillage automatique. La figure 3 montre la structure du maillage après le maillage, avec un total de 35 388 éléments et 55 241 nœuds.
Exemple de nom
Analyse des applications
Mesher utilisé
grille standard
Transition automatique
fermer
Comprend un anneau automatique en maille
fermer
Point de Jacobi
quatre points
Inspection de Jacobi de la coquille
ouvert
Taille des cellules
41.9985mm
Tolérance
2.09992mm
Qualité de la grille
élevé
Nombre total de nœuds
55241
Nombre total d'unités
35388
Temps nécessaire pour compléter la grille (heure : minute : seconde)
00:00:41
Figure 3 : Maillage par éléments finis de la poutre transversale
La traverse de l'axe Y est fixée et connectée à la plaque de transition à l'aide de boulons M10, qui se déplacent avec la selle coulissante dans la direction de l'axe X. En fonction des propriétés mécaniques de la charge et de sa répartition dans la structure, la charge peut être divisée en plusieurs catégories :
(1) Charge concentrée. Cette charge est causée par le poids du composant de l'axe Z sur la traverse, et son point d'application varie en fonction de la position du composant de l'axe Z sur la traverse. Par conséquent, le poids du composant de l'axe Z peut être traité comme une charge concentrée, et plusieurs positions de la section transversale peuvent être analysées. La charge concentrée agissant sur la traverse de l'axe Y est F_concentré = m_Zg = 80 × 10 = 800N.
(2) Charge répartie. Cette charge est principalement due au poids de l'axe Y. Le centre de masse de la traverse se trouve toujours à 0,5L. Le centre de masse de la traverse est toujours situé à 0,5L, de sorte que le poids peut être considéré comme une charge répartie. La charge répartie agissant sur la traverse de l'axe Y est F_distribuée = m_Yg = 181,91 × 10 = 1819,1N.
(3) Charge d'inertie. Les mouvements de la machine de découpe laser CNC dans les trois directions sont contrôlés par le moteur. Lorsque le moteur est démarré, la traverse de l'axe Y produit une accélération de l'axe X et la composante de l'axe Z produit des charges d'inertie dans les directions de l'axe Y et de l'axe Z. La formule de calcul de la charge d'inertie est F_inertia = m(Y+Z)ax = (181,91+80 × 15 = 15). La formule de calcul de la charge d'inertie est F_inertia = m(Y+Z)ax = (181,91+80) × 15 = 3928,65N.
Sur la base des conditions ci-dessus, un modèle mécanique de la poutre transversale de l'axe Y est établi, comme le montre la figure 4. La charge concentrée est appliquée à la position centrale lorsqu'elle est chargée. La force d'inertie de l'accélération de l'axe X sur l'axe Y est appliquée comme une charge de surface. Selon le principe de translation des forces, le poids de la composante de l'axe Z est simplifié comme une force et un moment agissant sur le centre de la poutre transversale.
Figure 4 : Schéma de la charge agissant sur la traverse.
Analyse de la déformation de la traverse de l'axe Y
L'analyse par éléments finis de la traverse de l'axe Y a été réalisée à l'aide de Simulation pour obtenir la distribution des contraintes dans la plage de fonctionnement de la machine de découpe au laser, qui a été utilisée pour vérifier la qualité du formage dans les deux conditions de travail suivantes :
Paramètres de répartition de la charge. L'analyse par éléments finis a été réalisée à trois endroits de la longueur totale L : 0,5L, 0,25L et 0,125L.
Analyse de l'impact de l'accélération. La déformation latérale (dans la direction Z) causée par la force d'inertie le long de l'axe Y pendant le démarrage est négligeable. La force d'inertie le long de l'axe Z a été traitée comme une charge concentrée. Par conséquent, l'accent est mis sur l'effet de la force d'inertie causée par l'accélération du démarrage le long de l'axe X sur la déformation de la traverse de l'axe Y, afin d'obtenir la déformation de la traverse de l'axe Y dans les conditions de travail les plus défavorables.
Les résultats des calculs sont présentés sous forme de tableaux et de cartes en courbes de niveau, comme le montrent le tableau 2 et la figure 5.
Tableau 2 : Valeurs de déformation maximale (mm) de la traverse avec une charge concentrée à différentes positions.
Position
0.125L
0.25L
0.5L
Déformation maximale
6.893e-002
7.097e-002
7.178e-002
Figure 5 : Déformation totale de la traverse avec une force appliquée à différentes positions.
Analyse modale par éléments finis de la poutre transversale à axe Y
L'analyse modale fait référence au processus de résolution des valeurs propres et des vecteurs propres, également connu sous le nom d'extraction de mode. La fréquence propre et le mode de vibration de la poutre transversale ont été obtenus à l'aide d'une analyse de fréquence par simulation. Le nombre de fréquences a été fixé à 5, ce qui représente le mode de 5e ordre. Le solveur sparse direct (solveur de matrice sparse) a été sélectionné pour accélérer la vitesse de résolution. Les paramètres des cinq premiers modes sont présentés dans le tableau 3. Le diagramme de déformation des modes de vibration de la poutre transversale pour chaque mode avec différentes fréquences est illustré à la figure 6.
Figure 6 Déformation des modes de vibration de la traverse à différentes fréquences.
La déformation de la traverse de l'axe Y est liée à la position des composants de l'axe Z. Plus les composants de l'axe Z sont proches du centre de la traverse, plus la déformation est importante. Plus les composants de l'axe Z sont proches du centre de la traverse, plus la déformation est importante. La déformation maximale se produit à la position centrale et est inférieure à 0,3 mm, ce qui répond aux exigences techniques de contrôle de la déformation dans les 2 mm.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure