Machine de découpe plasma CNC : Votre guide opérationnel essentiel
Imaginez que vous puissiez trancher sans effort d'épaisses feuilles de métal avec précision et rapidité. Cet article se penche sur les subtilités opérationnelles d'une machine de découpe plasma CNC, vous guidant dans toutes les étapes, de la configuration initiale à l'entretien. Que vous soyez un technicien chevronné ou un novice en la matière, vous obtiendrez des informations précieuses pour maximiser l'efficacité et garantir la sécurité. Découvrez comment manipuler ce puissant outil, résoudre les problèmes courants et optimiser les performances pour diverses tâches de découpe. Poursuivez votre lecture pour mieux comprendre les opérations de coupage plasma CNC.
Signes d'alerte : soyez toujours attentifs aux éléments associés aux signes d'alerte suivants :
Les dangers de l'électricité
Avertissement régulier
Rappels réguliers
Veuillez lire attentivement ce document avant d'installer et d'utiliser l'ordinateur de bureau Machine de découpe plasma CNC. Une utilisation incorrecte peut entraîner des dommages matériels ou corporels.
Veillez toujours à vérifier les spécifications du système et les conditions techniques, telles qu'elles sont indiquées sur les étiquettes de l'appareil et dans la documentation correspondante.
Ce manuel donne un bref aperçu de la procédure d'utilisation. Pour des informations plus détaillées, veuillez vous référer aux spécifications du système de commande numérique, au manuel d'instruction de la puissance du plasma, aux spécifications du régulateur de tension de l'arc et au manuel d'instruction de l'ajustement du condensateur.
1. Contrôle de réception
Soyez prudents
Les machines de découpe au plasma endommagées ou défectueuses ne peuvent pas être utilisées.
2. Transport et stockage
Soyez prudents
Pendant le transport et le stockage, il est important de maintenir le produit à l'abri de l'humidité. Ne montez pas sur l'appareil, ne vous tenez pas debout et ne placez pas d'objets lourds dessus. Portez une attention particulière au panneau avant et à l'écran afin d'éviter les collisions et les rayures.
3. L'installation
Soyez prudents
L'enveloppe extérieure de la Système CNC n'est pas étanche. Pendant l'installation, il est important de le protéger de la lumière directe du soleil et de la pluie.
Attention
Lors de l'installation du système de commande numérique, prenez des précautions pour éviter l'intrusion de poussières, de gaz corrosifs, d'objets conducteurs, de liquides et de matériaux inflammables.
Le système doit être installé dans un endroit éloigné des matériaux inflammables et explosifs, ainsi que des fortes interférences électromagnétiques.
Pour garantir des performances stables, le système CNC doit être solidement installé et protégé contre les vibrations.
4. Câblage
Avertissement
Le personnel chargé du câblage ou de l'inspection du système doit avoir les compétences suffisantes pour effectuer ces tâches.
Les fils de connexion ne doivent pas être endommagés, comprimés ou tirés. N'ouvrez jamais le boîtier du système CNC lorsqu'il est en charge.
Soyez prudents
Veillez à ce que la tension et la polarité de toute fiche soient conformes aux spécifications.
Avant d'insérer ou d'actionner l'interrupteur, assurez-vous que vos mains sont sèches.
Soyez prudents
Tous les câbles doivent être correctement installés et solidement fixés.
Le système de commande numérique doit être mis à la terre de manière fiable.
5. Mise en service et fonctionnement
Soyez prudents
Avant d'utiliser la machine de découpe au plasma, assurez-vous que les paramètres sont correctement réglés.
Toute modification apportée aux paramètres doit se situer dans la plage autorisée par les réglages des paramètres.
6. L'utilisation
Avertissement
N'ouvrez pas le boîtier de l'appareil ou le couvercle fixe pendant le fonctionnement, car cela pourrait entraîner des blessures ou des dommages matériels.
Avertissement
Avant d'ouvrir l'appareil, assurez-vous que l'alimentation principale est coupée. Le non-respect de cette consigne peut entraîner des blessures ou des dommages matériels.
Avertissement
Ne branchez pas et ne débranchez pas le connecteur de l'appareil de découpe au plasma lorsque celui-ci est sous tension. Vous risqueriez d'endommager le découpeur plasma et de lui causer des dommages irréversibles.
Avertissement
Après avoir débranché l'alimentation principale, attendez au moins 2 minutes avant de toucher ou de retirer la carte de circuit imprimé et le connecteur.
La charge résiduelle du condensateur de l'appareil reste à une tension dangereuse pendant deux minutes après la coupure de l'alimentation principale.
Avertissement
Ne pas déconnecter l'alimentation du plasma avant de manipuler la torche de coupe, car cela peut entraîner des blessures ou des dommages matériels.
Lors de la manipulation de la torche de coupe, il faut faire attention aux échaudures dues à la température élevée de la torche.
Avertissement
L'utilisateur doit avoir les compétences nécessaires pour utiliser efficacement la machine.
Les opérateurs doivent recevoir une formation à la sécurité relative à l'oxycoupage et au découpage au plasma.
Ils doivent également avoir des connaissances de base en informatique et être familiarisés avec les éléments suivants l'oxycoupage et la technologie de découpe au plasma.
Attention
Avant de brancher l'appareil, assurez-vous que l'interrupteur est éteint.
L'opérateur ne doit pas laisser l'équipement sans surveillance lorsqu'il est en marche.
Confirmer tous les câblages du système avant de le mettre sous tension.
Attention
Lors de l'utilisation de la machine à découper au plasma, le tôle d'acier doit être de niveau et ne doit pas présenter de fluctuations importantes. Dans le cas contraire, cela affectera la précision de la taille de coupe et réduira considérablement la durée de vie de la buse et de l'électrode.
7. Dépannage
Avertissement
Le personnel chargé du dépannage doit posséder les connaissances professionnelles et les capacités de travail nécessaires.
Attention
Après le déclenchement d'une alarme, le défaut doit être corrigé avant le redémarrage.
8. Alimentation électrique
Attention
Ce système de commande numérique est conçu pour fonctionner sur une alimentation 220V 50 Hz, et la machine de découpe plasma nécessite une alimentation 380V 50 Hz.
Assurez-vous que toute alimentation électrique personnalisée est confirmée avant de passer une commande.
Les conditions environnementales d'utilisation de l'équipement doivent être identiques à celles spécifiées dans ce manuel.
Installation d'un découpeur plasma de bureau
I. Considérations relatives à l'installation d'un découpeur plasma
Après avoir déballé le découpeur plasma, placez l'alimentation du plasma en position centrale gauche, avec le tapis en dessous. Montez l'armoire de commande sur le côté gauche de la position avant de la machine de découpe au plasma afin que l'opérateur puisse surveiller l'ensemble de la machine de découpe au plasma de bureau et le processus de découpe.
Retirez le fil du côté gauche et placez-le parallèlement à la machine de découpe au plasma.
Fixez le découpeur plasma à l'aide de 6 boulons d'ancrage et ajustez l'équipement à l'aide du niveau d'équilibre.
Branchez le cordon d'alimentation de l'unité plasma sur l'alimentation électrique de l'atelier (triphasée 380V, 50HZ) conformément aux spécifications de l'alimentation.
Connectez le fil de terre de l'alimentation du plasma au cadre de la grille ou à la plaque d'acier.
Branchez le cordon d'alimentation de l'armoire de commande sur l'alimentation électrique de l'atelier (220V biphasé, 50HZ) d'une puissance de 1,5kw.
Brancher la fiche sur le côté de l'armoire de commande.
Connectez l'alimentation électrique et la ligne de signal, et connectez la ligne de tension de l'arc plasma et la ligne d'arc à la machine de découpe CNC (reportez-vous à la spécification du plasma pour confirmer la ligne d'arc plasma et l'arc). Reportez-vous à la figure 1 ci-dessous pour vous guider :
Fig.1
Si l'alimentation en plasma est fournie par l'utilisateur, connectez la ligne d'arc plasma et l'arc à la machine de découpe CNC comme indiqué à la figure 2 (reportez-vous aux spécifications du plasma pour confirmer la ligne d'arc plasma et l'arc).
Fig.2
Les fils marqués V+ et V- doivent être connectés aux arcs positifs et négatifs, respectivement, de la source d'énergie plasma.
Il est important de s'assurer que les arcs positifs et négatifs sont correctement connectés, car toute erreur à cet égard peut entraîner des problèmes importants.
Assurez-vous que les tuyaux d'entrée et de sortie d'eau sont bien raccordés et que le niveau d'eau dans l'évier est de 80 mm.
Raccordez l'alimentation en air comprimé à l'entrée de la source d'énergie plasma et réglez la pression d'air à 5,0.
Mettez sous tension l'alimentation principale, l'interrupteur de l'armoire de commande et l'alimentation du plasma.
Veuillez suivre les instructions fournies dans le manuel d'alimentation du plasma, le manuel d'utilisation du contrôleur et le manuel de l'utilisateur. Évitez de modifier les paramètres du système si vous n'avez pas les connaissances et la confiance nécessaires pour le faire.
Si la qualité de coupe n'est pas satisfaisante et ne peut être résolue, vérifiez l'électrode et la buse de la torche de découpe au plasma et remplacez les pièces endommagées.
II. Schéma de câblage du découpeur plasma
Il est recommandé de poser le câble de connexion entre le corps principal et l'armoire de commande électrique de la machine à découper le long de la géosyncline. Cela protégera le câble et facilitera l'entretien.
III. Champ d'action
L'étape de découpe est marquée par une zone de travail effective, et la pièce ne doit être découpée qu'à l'intérieur des limites de ce marquage.
IV. Alimentation électrique du découpeur plasma
L'appareil est équipé de deux câbles d'alimentation :
Le premier câble d'alimentation est destiné à l'alimentation totale du système de contrôle et a une puissance nominale de 1,5 KW et une tension de 220V biphasé.
Le second câble d'alimentation est destiné à l'alimentation du plasma et a une puissance nominale de 8,4 KW et une tension triphasée de 380V (ce câble est optionnel).
La longueur du câble à partir du côté de la machine de découpe au plasma est d'environ 4,5 mètres. L'ensemble du câble d'alimentation du système de commande est un câble biphasé d'un diamètre de 1,5 mm.2Le câble d'alimentation du plasma est un câble à 4 fils d'un diamètre de 6 mm.2.
Les câbles et les tuyaux d'air passent par le cadre de remorquage de l'air et descendent ensuite jusqu'au tableau principal de l'unité d'alimentation le long du mur de l'usine, où ils sont connectés aux interrupteurs et aux prises appropriés.
Il est important de s'assurer que le système de contrôle et l'alimentation électrique du plasma sont mis à la terre de manière fiable.
Afin d'éviter d'importantes fluctuations de puissance (> ±10%) et des interférences électriques potentielles, il est recommandé d'utiliser une ligne d'alimentation spéciale (telle qu'une ligne dédiée à partir de la salle des transformateurs à basse tension) ou un stabilisateur de tension supplémentaire pour le découpeur plasma CNC. Cela permettra de minimiser l'impact de la qualité de l'alimentation et des interférences électriques.
Sur un lieu de travail comportant plusieurs machines à souder électriques, soudage à l'arc sous argon ou des sources d'interférences à haute fréquence telles que des onduleurs de grande puissance, il est recommandé d'installer des filtres sur le câble d'alimentation du système de commande numérique afin d'atténuer les interférences.
Une panne de courant soudaine peut entraîner la perte de fichiers de coupe et la production de déchets. Des coupures de courant fréquentes et soudaines peuvent également endommager le logiciel ou le matériel de la CNC.
Par conséquent, en cas de coupures de courant fréquentes, il est conseillé d'envisager l'installation d'une alimentation UPS de 500 W pour le système NC afin de se protéger contre les conséquences potentielles des coupures de courant.
V. Alimentation en air
Utilisez de l'air comprimé lors de l'utilisation de la machine de découpe au plasma.
Le compresseur d'air doit avoir un débit de 1m3/min et la pression d'air de sortie doit être comprise entre 6,1 et 8,2 bars lorsque le plasma est utilisé pour la découpe.
Si la pression atmosphérique est inférieure à 5,5 bars, la qualité de la découpe s'en trouvera sérieusement affectée. Si la pression atmosphérique est inférieure à 4 bars, la puissance du plasma endommagera l'électrode et rendra la machine de découpe au plasma inutilisable.
La conduite d'air doit être constituée d'un tube en caoutchouc haute pression d'un diamètre intérieur de 10 mm et d'une pression nominale de 2 Mpa (20 bars).
Fonctionnement de la machine de découpe plasma
I. La préparation
Un puissant système de ventilation doivent être installés sur le lieu de travail pour évacuer la fumée générée pendant le processus de coupe.
Avant de mettre l'équipement de coupage plasma sous tension, assurez-vous que tous les interrupteurs de l'appareil sont en position fermée.
Le commutateur rotatif situé à l'arrière de l'appareil doit être en position horizontale.
Mettez l'alimentation principale sous tension en mettant l'armoire de distribution principale sous tension, ce qui permettra d'alimenter les deux câbles en électricité.
Mettez le disjoncteur de l'armoire de l'équipement en position "ON".
Mettez sous tension l'alimentation de la commande du système et l'interface principale doit apparaître sur l'écran.
Ensuite, tournez le commutateur rotatif situé à l'arrière de l'alimentation du plasma de 90 degrés en position verticale. L'indicateur d'alimentation doit se trouver à l'avant de l'alimentation du plasma.
Mettre en marche le compresseur d'air (avec un débit de 1m3/min) et régler le commutateur de contrôle de la pression du compresseur d'air pour régler la pression de sortie à 6,1-8,2 bar.
Si la pression de l'air est inférieure à 6,1 bars, la pression peut chuter pendant la découpe, ce qui entraîne une instabilité de la qualité de la découpe.
Si la pression de l'air est supérieure à 8,3 bars, le filtre à air de l'alimentation électrique du plasma risque d'être endommagé.
Réglez le bouton de contrôle de la pression sur l'alimentation en plasma pour maintenir une pression de 5,5-6,0 bars.
Tournez le bouton de réglage du courant de puissance du plasma/essai de gaz en position d'essai de gaz pour confirmer que la pression ne tombera pas en dessous de 5 bars.
Si la pression tombe en dessous de 5 bars, la qualité de la coupe sera gravement affectée et la puissance du plasma peut cesser de fonctionner.
Si l'environnement de travail n'est pas propre, il est recommandé d'installer un système de filtration à plusieurs niveaux devant l'alimentation électrique du plasma. Les contaminants tels que l'huile, l'humidité et la poussière présents dans l'air peuvent entraîner de graves problèmes tels que la rupture de l'arc et l'endommagement de la torche de découpe.
Une fois ces préparations terminées, le découpage au plasma peut commencer.
II. Réglage du dispositif de réglage automatique de la hauteur
Régulateur de pression d'arc
Réglez le mode de découpe du système NC sur le mode plasma et mettez en marche le régulateur de tension d'arc.
Les paramètres de réglage de la pression de l'arc ne doivent inclure que la valeur de la pression de l'arc, le temps de perforation et les autres paramètres de temps de positionnement étant réglés par le système CNC.
Pour plus d'informations, se référer au manuel de réglage de la pression d'arc.
III. Système d'asservissement
IV. Schéma de coupe de la programmation
Créer des graphiques de découpe à l'aide d'un logiciel de dessin professionnel tel qu'AUTOCAD, puis éditer les programmes à l'aide d'un logiciel de programmation.
Utilisez la bibliothèque fournie par le système pour l'édition. Pour plus d'informations, consultez le manuel du système NC.
Utilisez la fonction d'imbrication des plaques métalliques fournie par le système.
Une fois le programme de découpe transféré en mémoire, revenez à l'interface principale pour vous assurer que la zone d'affichage graphique répond aux exigences requises.
V. Réglage des paramètres de coupe
Ajustez les paramètres de coupe et les réglages du système si nécessaire.
Pour plus d'informations, consultez le manuel du système de commande numérique et le manuel du régulateur de pression d'arc. Un manuel pour un contrôleur spécifique en Chine peut être disponible en téléchargement.
En cas de divergence, consulter le dernier manuel du système de commande numérique.
Pendant le processus de découpage au plasma, l'opérateur doit porter un équipement de protection tel qu'un chapeau et des lunettes de sécurité et s'attacher correctement.
La machine de découpe au plasma est également dotée d'une fonction d'alignement automatique pour les plaques d'acier, qui mesure l'angle de rotation.
Normalement, il peut être difficile pour l'opérateur d'aligner la plaque d'acier avec l'axe Y du découpeur plasma pendant le processus de levage. Cette fonction mesure l'angle de rotation de la plaque d'acier et fait automatiquement pivoter le graphique de découpe en conséquence, ce qui réduit les déchets et améliore l'efficacité.
Pour utiliser cette fonction, déplacez la machine de découpe au plasma dans le coin supérieur gauche de la plaque d'acier après avoir terminé l'édition des graphiques de découpe. Dans l'interface principale, appuyez sur la touche "F2" dans la section des fichiers, puis sur la touche "F7" pour mesurer l'angle de rotation. Utilisez les touches de direction pour déplacer la machine de découpe au plasma jusqu'au coin inférieur gauche de la plaque d'acier et appuyez sur "F1" pour confirmer. Enfin, retournez à la section des options de l'interface.
Remarque :
En cas de divergence, consulter le dernier manuel du système de commande numérique.
Pendant le processus de découpage au plasma, l'opérateur doit porter un équipement de protection tel qu'un chapeau et des lunettes de sécurité et s'attacher correctement.
La machine de découpe au plasma est également dotée d'une fonction d'alignement automatique pour les plaques d'acier, qui mesure l'angle de rotation.
Normalement, il peut être difficile pour l'opérateur d'aligner la plaque d'acier avec l'axe Y du découpeur plasma pendant le processus de levage. Cette fonction mesure l'angle de rotation de la plaque d'acier et fait automatiquement pivoter le graphique de découpe en conséquence, ce qui réduit les déchets et améliore l'efficacité.
Pour utiliser cette fonction, déplacez la machine de découpe au plasma dans le coin supérieur gauche de la plaque d'acier après avoir terminé l'édition des graphiques de découpe. Dans l'interface principale, appuyez sur la touche "F2" dans la section des fichiers, puis sur la touche "F7" pour mesurer l'angle de rotation. Utilisez les touches de direction pour déplacer la machine de découpe au plasma jusqu'au coin inférieur gauche de la plaque d'acier et appuyez sur "F1" pour confirmer. Enfin, retournez à la section des options de l'interface.
Remarque :
Fonction "Retour au point d'origine" :
Lorsque vous êtes sur l'interface de pause, appuyez sur "Retour au point d'origine" pour permettre à l'interface de pause de s'ouvrir. Découpe plasma CNC La machine doit revenir sur ses pas le long de la trajectoire de coupe. Lorsque la machine atteint le point de défaillance, appuyez sur le bouton "Stop" pour arrêter le retour.
Grâce aux fonctions "Jog Move Forward" et "Jog Move Backward", vous pouvez localiser avec précision la position appropriée, rallumer, préchauffer et recommencer la découpe.
Fonction "Jog Move Forward" et "Jog Move Backward" :
Appuyez sur l'une ou l'autre touche pour faire avancer (ou reculer) la machine de découpe au plasma le long de la trajectoire de découpe. La distance est déterminée par le paramètre "Jog Movement Distance" dans l'interface "Universal Parameter".
Fonction "Handle Cutting Torch" :
Lorsque vous êtes sur l'interface, appuyez sur "Handle Cutting Torch" pour éloigner la torche de coupe de la plaque d'acier et effectuer les remplacements ou les ajustements nécessaires.
Appuyez sur la touche "Retour" pour déplacer le machine à couper le plasma revenir à l'endroit interrompu et continuer la découpe.
Remarque : L'alimentation de l'écran plasma doit être coupée lors du remplacement de l'appareil. buse de coupe ou de procéder à des ajustements. L'alimentation du plasma doit ensuite être rétablie une fois la manipulation terminée afin d'éviter toute alarme d'erreur.
Soyez prudent lorsque vous manipulez la torche de coupe, car elle est très chaude immédiatement après l'arrêt de la coupe.
Fonction "Mémoire de point d'arrêt" :
Lorsque vous êtes sur l'interface de pause, appuyez sur la touche "F6" (Breakpoint Memory) et le système enregistrera la partie restante du programme.
Revenez à l'interface principale, effectuez d'autres tâches si nécessaire, puis appuyez sur le bouton "F2" dans l'interface "Fichier" pour accéder au fichier mémoire sauvegardé.
Appuyez sur "F2" pour la mémoire de point d'arrêt afin de transférer les graphiques de découpe restants dans la mémoire. Retournez à l'interface principale pour continuer la découpe.
La machine de découpe au plasma ne doit pas être déplacée pendant cette opération.
Si vous souhaitez abandonner la coupe, appuyez à nouveau sur le bouton STOP, appuyez sur "F7" pour confirmer, et revenez à l'interface principale.
Une fois la découpe terminée, revenez à l'interface principale et continuez à découper d'autres objets si nécessaire.
VII. Découpage plasma complet
Une fois le processus de coupe terminé, éteignez le compresseur d'air.
Passez en mode jogging, déplacez le dispositif de coupe vers la gauche et amenez la machine en position de stationnement. Ensuite, mettez le contrôleur hors tension.
Après cinq minutes d'attente, éteignez l'alimentation de l'écran plasma, puis l'alimentation du système de contrôle.
Enfin, nettoyez la zone de travail.
Maintenance des machines de découpe plasma
Avant de commencer à travailler sur le circuit d'air, l'alimentation électrique du plasma et la torche de découpe, il est essentiel d'inspecter les fuites et de les réparer le cas échéant. Avant de procéder au découpage, vérifiez que la buse de découpage et l'électrode sont adaptées au réglage du courant du plasma et que la torche de découpage est en bon état. épaisseur de la plaque d'acier. Le réglage du courant doit correspondre à 95% du courant de fonctionnement de la buse ; par exemple, si la buse est de 100A, le réglage du courant doit être de 95A. Assurez-vous que la pression du gaz se situe dans la plage acceptable et nettoyez régulièrement le compresseur d'air. En outre, vérifiez régulièrement le filtre à air et remplacez tous les accessoires nécessaires.
Lors du remplacement des pièces de coupe ou si le découpeur plasma n'est pas utilisé pendant une période prolongée, tournez le bouton de réglage du courant en position d'essai de gaz ou ouvrez manuellement l'électrovanne pour éliminer la vapeur d'eau et les impuretés du trajet du gaz et de la torche. Après utilisation, nettoyer et huiler la surface de guidage du guide longitudinal et du rail de guidage horizontal. L'opérateur doit couper l'alimentation électrique et la source de gaz lorsqu'il fait une pause ou qu'il laisse la machine inutilisée pendant une période prolongée.
Après avoir utilisé la machine de découpe CNC, attendez que l'armoire de l'appareil et l'alimentation en plasma aient refroidi avant de couper l'alimentation. Inspectez et nettoyez régulièrement la crémaillère et la graisse à l'aide d'une brosse, et lubrifiez le mécanisme de levage (comme le roulement à billes, la vis et la glissière du guide linéaire).
Ajoutez de l'huile lubrifiante au curseur du guide linéaire de l'axe X.
Nettoyez régulièrement les scories de coupe sous la table de coupe et éliminez la poussière de la surface de l'équipement de découpe au plasma.
Il est important de vérifier régulièrement l'état des interrupteurs de fin de course supérieur et inférieur et de remplacer rapidement tout interrupteur défectueux.
Nettoyez la couche grise sur le côté de la grille à l'aide d'une brosse sèche une fois par mois.
Ouvrez l'armoire électrique et nettoyez l'intérieur tous les trois mois afin d'éliminer toute accumulation de la couche grise.
Tous les trois mois, contrôlez l'élastique du servomoteur. serrage pour s'assurer qu'il est fiable et ajuster les boulons de pression du ressort si nécessaire pour maintenir une pression adéquate.
Tous les trois mois, vérifiez que les câbles du découpeur plasma ne présentent pas de signes d'usure.
Vérifiez chaque année que les boulons sont bien serrés.
Vérifiez chaque année les balais du moteur à courant continu. Une usure excessive du moteur à courant continu peut avoir un impact négatif sur ses performances et même l'endommager.
Il est donc important d'inspecter et de remplacer régulièrement les balais du moteur.
Lorsque l'appareil n'est pas utilisé, il est recommandé de le brancher régulièrement à l'électricité, idéalement 1 à 2 fois par semaine. À chaque fois, faites fonctionner la machine pendant environ une heure sans effectuer de tâches de traitement afin de profiter de la chaleur générée par la machine pour réduire l'humidité à l'intérieur et éviter que l'humidité n'affecte les composants électroniques.
Pour minimiser l'impact des fluctuations de puissance (>±10%) et les interférences électriques potentielles, l'équipement de coupage plasma doit être alimenté par une ligne dédiée (par exemple à partir d'une salle de transformateurs à basse tension spécifiquement destinée à l'équipement de commande numérique) ou équipé d'un stabilisateur de tension supplémentaire. Cela permettra d'assurer une alimentation électrique stable et de réduire les interférences électriques.
Vérifier chaque année la fixation des bornes. Les bornes peuvent se desserrer avec le temps en raison d'un fonctionnement prolongé et de vibrations, ce qui peut entraîner des dommages dus à la chaleur si elles ne sont pas correctement fixées.
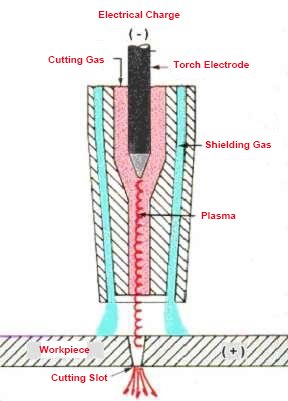
La machine de découpe au plasma est un équipement de découpe à chaud de pointe qui utilise l'air comprimé comme gaz de travail et la température et la vitesse élevées de l'arc plasma comme source de chaleur. L'arc plasma fait partiellement fondre le métal, et l'air à grande vitesse souffle le métal fondu pour former un joint de coupe étroit.
Le découpage au plasma peut être utilisé pour couper une grande variété de matériaux métalliques, notamment l'acier inoxydable, l'aluminium, le cuivre, la fonte et l'acier au carbone. Il offre une vitesse de coupe rapide, une largeur de coupe étroite, une surface de coupe lisse, une zone affectée par la chaleur minimale, une déformation minimale de la pièce et une grande facilité d'utilisation. En outre, le découpage au plasma permet de réaliser de remarquables économies d'énergie.
L'équipement de découpe au plasma est idéal pour la fabrication, l'installation et l'entretien de diverses machines et pour effectuer des tâches de découpe et de fabrication telles que la découpe de plaques moyennes, la trépanation et le chanfreinage.
Les paramètres du processus de découpe au plasma jouent un rôle important dans la détermination de la stabilité, de la qualité de la découpe et de l'efficacité du processus de découpe.
Les principales spécifications de coupe sont les suivantes
1. Courant de coupure
L'augmentation du courant de coupe peut accroître la puissance de l'arc plasma, mais elle est limitée par le courant maximal admissible. En cas de dépassement, la colonne de l'arc plasma s'épaissit, la largeur de coupe augmente et la durée de vie de l'électrode diminue.
Les composants de la torche de coupe doivent correspondre au réglage du courant de puissance du plasma.
L'intensité du courant doit se situer à 95% près du courant de travail de la buse. Par exemple, l'intensité du courant pour une buse de 100 A doit être réglée à 95 A près.
2. Débit de gaz
L'augmentation du débit de gaz peut accroître la tension de la colonne d'arc, ce qui rend l'énergie de l'arc de plasma plus concentrée et la force du jet plus forte. Cela permet d'améliorer la vitesse et la qualité de la coupe.
Toutefois, si le débit de gaz est trop élevé, il raccourcira la colonne d'arc et entraînera une plus grande perte de chaleur, ce qui réduira la capacité de coupe. Dans les cas extrêmes, cela peut empêcher le processus de découpe de se dérouler normalement.
3. Hauteur de la buse de coupe
La hauteur de coupe est la distance entre l'extrémité de la buse de coupe et la surface du matériau à couper. Elle est généralement comprise entre 2 et 5 mm.
Le maintien d'une hauteur de coupe appropriée est essentiel pour garantir l'efficacité du découpage à l'arc plasma. Si la hauteur de coupe est incorrecte, l'efficacité et la qualité de la coupe peuvent être réduites et la buse de coupe peut même brûler.
La hauteur de la buse de coupe peut être indiquée dans les spécifications de l'alimentation plasma ou ajustée en fonction de l'expérience de coupe.
Pour la perforation, la hauteur de la buse de coupe doit être réglée au double de la hauteur utilisée pour la coupe normale.
4. Vitesse de coupe
Les facteurs mentionnés ci-dessus ont un impact direct sur la compression de l'arc plasma et affectent également la température et la densité d'énergie de l'arc plasma. La température et la densité énergétique de l'arc plasma déterminent la vitesse de coupe. Ces facteurs sont donc tous liés à la vitesse de coupe.
Tout en garantissant la qualité de la coupe, il est important d'augmenter la vitesse de coupe autant que possible. Cela permet non seulement d'augmenter la productivité, mais aussi de réduire la déformation de la pièce découpée et la zone d'influence thermique de la découpe.
Si la vitesse de coupe n'est pas appropriée, l'effet inverse se produira, augmentant la viscosité et réduisant la qualité de la coupe.
5. Épaisseur de coupe et processus
L'épaisseur de la tôle d'acier a un impact majeur sur le choix du procédé de découpe. Même avec la même torche de découpe, sa capacité de perforation (épaisseur) ne représente que la moitié de sa capacité de découpe (épaisseur).
Par exemple, la capacité de coupe recommandée pour une machine à plasma Hypertherm 100A est de 16 mm, tandis que sa capacité de perforation est de 12 mm.
Par conséquent, lorsque l'épaisseur de la plaque d'acier dépasse la capacité de perforation, il n'est pas recommandé de la perforer directement au milieu. La découpe doit plutôt commencer sur le bord de la plaque et se poursuivre vers l'intérieur.
6. Prétraitement de la surface de la plaque d'acier
Au cours du trajet entre la production d'acier et l'atelier de découpe, la surface de la tôle d'acier forme inévitablement une couche d'oxyde. En outre, la plaque d'acier forme également une couche d'oxyde sur sa surface pendant le processus de laminage.
Ces revêtements d'oxyde ont un point de fusion élevé et sont difficiles à fondre, ce qui ralentit la vitesse de coupe. Lorsqu'il est chauffé, le revêtement oxydé éclabousse également, ce qui provoque des blocages dans la buse de coupe et réduit la durée de vie de la buse de coupe et de l'électrode.
Il est donc nécessaire de procéder à un prétraitement antirouille avant la découpe. Il s'agit généralement d'enlever la rouille et d'appliquer ensuite une peinture conductrice pour empêcher la rouille.
Une méthode courante consiste à pulvériser du sable de fer sur la surface de la plaque d'acier et à enlever la couche oxydée grâce à la force de perforation générée par le sable de fer. On applique ensuite une peinture antirouille ignifuge et de bonne conductivité.
Élimination de la rouille et prétraitement par pulvérisation de peinture avant acier de coupe est devenue une étape essentielle dans la production de structures métalliques.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Imaginez que vous puissiez doubler votre efficacité de coupe tout en réduisant vos coûts - c'est génial, non ? Cet article explore l'optimisation des processus de découpe plasma CNC pour une précision et une productivité accrues. Du choix du bon point de départ à la...
Avez-vous déjà songé à la nocivité des fumées et des poussières produites par le découpage au plasma ? Le découpage plasma étant de plus en plus répandu, la gestion de ces polluants est essentielle pour respecter les normes environnementales....
Vous êtes-vous déjà demandé comment réaliser des coupes impeccables avec les machines à plasma CNC ? La clé réside dans la maîtrise des paramètres de découpe. Cet article aborde les aspects essentiels tels que le courant de coupe, la vitesse,...
L'entretien d'une machine de découpe plasma CNC garantit des performances et une longévité optimales. Dans un environnement poussiéreux, un nettoyage, une lubrification et des inspections régulières sont essentiels. Cet article traite des entretiens quotidiens, hebdomadaires, mensuels et trimestriels...
Êtes-vous prêt à maîtriser l'art de la découpe de précision ? Découvrez comment un découpeur plasma CNC peut révolutionner vos projets de travail du métal. Ce guide couvre tous les aspects de l'installation et des précautions de sécurité...
Avez-vous déjà été confronté à un découpeur plasma qui ne parvient pas à établir un arc électrique ? En tant qu'ingénieur mécanique expérimenté, je vais vous donner des conseils pour résoudre ce problème frustrant. De la tension...
Vous êtes-vous déjà interrogé sur la technologie de pointe qui révolutionne la fabrication des métaux ? Le découpage au plasma change la donne dans l'industrie, car il offre une vitesse, une précision et une polyvalence inégalées. Dans cet article, nous allons...
Vous êtes-vous déjà demandé comment une machine peut trancher le métal comme un couteau chaud dans du beurre ? Bienvenue dans le monde de la découpe plasma ! Dans cet article, vous découvrirez comment ce puissant...
La découpe du métal de manière efficace et rentable est essentielle dans le secteur de la fabrication. Mais quelle méthode choisir : le découpage au gaz ou au plasma ? Cet article analyse les coûts, l'efficacité et la qualité de chaque...
Faites passer votre entreprise à la vitesse supérieure