Comprendre la presse plieuse à commande numérique et son principe de fonctionnement
Vous êtes-vous déjà demandé comment la tôle obtenait ses courbes précises ? Dans cet article, nous allons explorer le monde fascinant des presses plieuses à commande numérique. Vous apprendrez comment ces machines réalisent des pliages de haute précision et pourquoi elles sont essentielles dans des secteurs tels que l'automobile et la construction navale. Préparez-vous à découvrir les secrets de cette incroyable technologie !
La presse plieuse CNC est utilisée pour terminer le pliage de la tôle. Le système de positionnement de la butée arrière, la profondeur de pliage du coulisseau et la compensation automatique de la déformation de la table de travail sont tous contrôlés par le système CNC.
La presse plieuse CNC offre une gamme de modes de fonctionnement et peut maintenir la vitesse synchrone de position du coulisseau parallèlement à l'établi dans trois conditions différentes : vitesse à vide, vitesse de travail et vitesse de retour. Il en résulte un positionnement de haute précision en fin de course.
Le CNC presse plieuse est largement utilisé dans diverses industries, notamment l'automobile, la construction navale, les conteneurs, les grues, les machines d'ingénierie, les institutions de construction, les structures métalliques et le cintrage des poteaux d'éclairage pour les composants très longs des poteaux électriques. Elle est composée d'un cadre, d'un vérin, d'une table de travail, d'un cylindre à huile, d'un système hydraulique proportionnel, d'un système de détection de position, Système CNCet le système électrique.
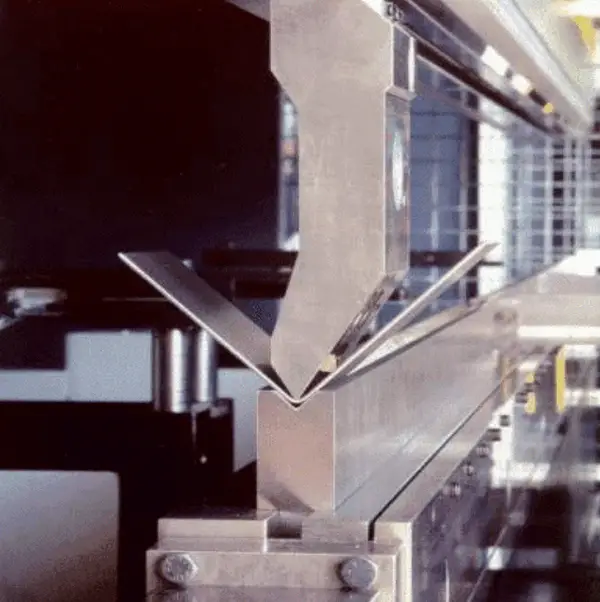
Pour faire fonctionner le presse plieuseL'opérateur appuie sur la pédale de commande du poste de travail. Le coulisseau se déplace alors rapidement du point mort haut jusqu'au point de changement de vitesse à vide, contrôlé par le système de commande numérique et le système d'asservissement hydraulique (également connu sous le nom de point de freinage de sécurité). Il s'agit du point de conversion entre la vitesse à vide et la vitesse de travail du coulisseau, et sa position peut être réglée. Le vérin continue à descendre à la vitesse de travail et atteint le point mort bas (également appelé fin de course, dont la position peut être réglée). Le positionnement de la fin de course est ainsi achevé et la pression est maintenue par l'intermédiaire du système d'asservissement hydraulique. La plaque serrée entre le poinçon et la matrice forme l'angle requis, puis le coulisseau revient rapidement au point mort haut.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Le choix de la presse plieuse hydraulique appropriée peut s'avérer difficile en raison de la variété des options disponibles. Il est essentiel de comprendre les distinctions entre les modèles à commande numérique et les modèles à commande numérique. Ce guide explique les...
Avez-vous déjà eu du mal à choisir le bon contrôleur de presse plieuse pour vos besoins de fabrication ? Dans cet article, nous allons explorer les différences entre les systèmes NC et CNC, afin de vous aider à...
Vous êtes-vous déjà demandé comment régler avec précision une presse plieuse à commande numérique pour obtenir des performances optimales ? Cet article examine les principaux réglages nécessaires pour les paramètres de pliage, tels que les réglages de la course et de la pression de travail....
Vous êtes-vous déjà interrogé sur l'art et la science de la transformation des tôles en formes complexes ? Dans cet article de blog captivant, nous plongeons dans le monde fascinant de la tôle...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé pourquoi vos projets de tôlerie ne s'assemblent pas toujours parfaitement ? La clé réside dans la compréhension de la surépaisseur de pliage. Ce concept garantit un pliage précis et réduit le gaspillage de matériaux. Dans cette...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Comment une cintreuse peut-elle révolutionner le traitement de la tôle ? Cet article explore trois techniques innovantes pour les cintreuses de panneaux de tôle : l'aplatissement, l'arrondi et le cintrage de forme. En comprenant ces méthodes, les lecteurs...
Faites passer votre entreprise à la vitesse supérieure