Axes de la presse plieuse expliqués (3, 4, 6, 8 axes)
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de la presse plieuse et révèle les secrets de leurs rôles et de leurs fonctions. Apprenez comment la maîtrise de ces axes peut élever votre travail du métal à de nouveaux niveaux de précision et d'efficacité. Préparez-vous à découvrir les mécanismes qui rendent possibles des pliages parfaits !
Lors de l'utilisation d'une presse plieuse, il est essentiel de bien comprendre les axes de la machine pour obtenir une efficacité et une précision optimales. Chaque axe, désigné par des lettres ou des chiffres tels que X, R, V, Y1, Y2, Z1 et Z2, joue un rôle spécifique dans le processus de pliage. La maîtrise de ces axes permet aux opérateurs d'exécuter des pliages complexes avec une précision et une répétabilité élevées.
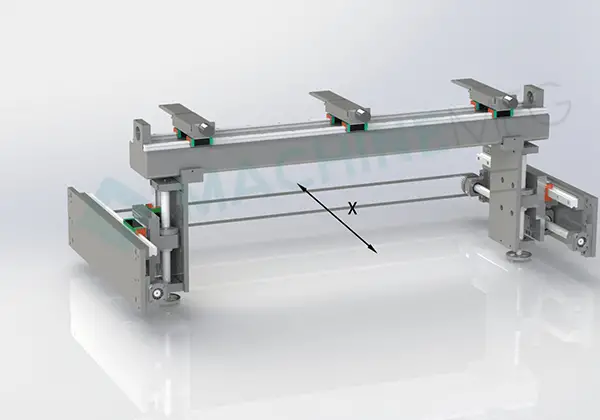
L'axe X contrôle le positionnement horizontal de la butée arrière, un élément essentiel pour l'alignement de la pièce. En réglant l'axe X, les opérateurs peuvent définir avec précision la longueur du pliage et assurer un positionnement cohérent du matériau. Cet axe est fondamental pour obtenir la précision dimensionnelle du produit final.
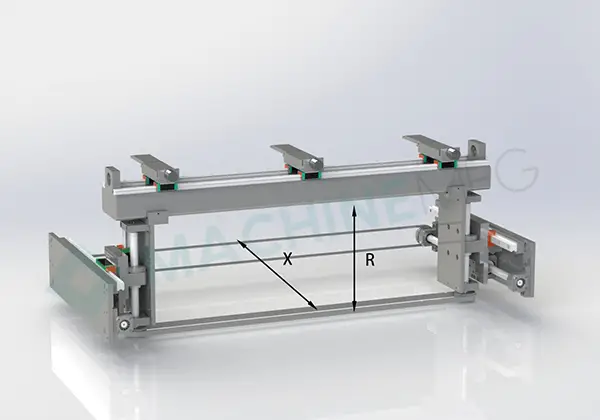
L'axe R régit le mouvement vertical de la butée arrière. Il permet un réglage fin de la hauteur de cintrage, en tenant compte des variations d'épaisseur du matériau ou des angles de cintrage souhaités. L'axe R est essentiel pour maintenir la cohérence du pliage sur plusieurs pièces et s'adapter aux différentes propriétés des matériaux.
L'axe V est lié à la largeur d'ouverture de la matrice, un facteur crucial pour déterminer la force de pliage appropriée. Un réglage correct de l'axe V, associé au choix de la matrice, garantit une répartition optimale de la force pendant le processus de pliage. Cela permet de minimiser le retour élastique, de réduire le risque de surpliage et de contribuer à la qualité globale du pliage.
Les axes Y1 et Y2 contrôlent le mouvement synchrone ou indépendant du coulisseau de la presse plieuse (poutre supérieure). Ces axes sont responsables de la précision et du parallélisme de l'opération de pliage. En réglant avec précision les axes Y1 et Y2, les opérateurs peuvent compenser la déflexion de la machine, assurer une répartition uniforme de la pression sur la pièce et obtenir des angles de pliage constants, même pour les pièces longues.
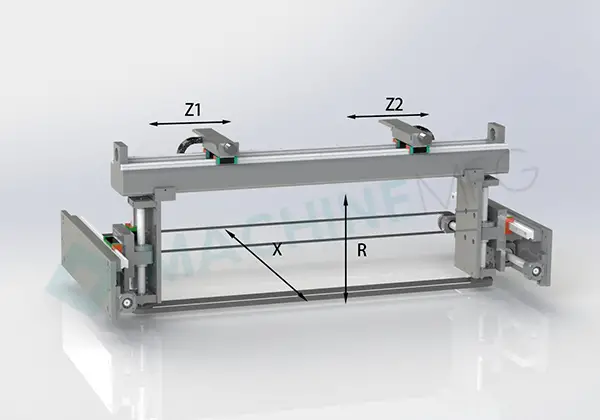
Les axes Z1 et Z2 gèrent le mouvement latéral des doigts de la butée arrière. Cette fonctionnalité permet une manipulation complexe des pièces, permettant aux opérateurs de créer plusieurs coudes sur une seule pièce sans repositionnement manuel. Les réglages de l'axe Z sont essentiels pour produire des pièces avec des longueurs de brides variables ou des conceptions asymétriques.
Les presses plieuses de pointe peuvent intégrer des axes supplémentaires, tels que l'axe D pour le réglage du bombage ou l'axe W pour le mouvement auxiliaire de la butée arrière. Ces axes supplémentaires améliorent encore la polyvalence et la précision de la machine, ce qui permet de réaliser des opérations de pliage plus complexes et d'améliorer la qualité des pièces.
La maîtrise de l'interaction entre ces axes est essentielle pour optimiser les performances de la presse plieuse. Les opérateurs doivent tenir compte de facteurs tels que les propriétés des matériaux, la géométrie des pièces et les tolérances souhaitées lorsqu'ils règlent chaque axe. Les presses plieuses CNC modernes sont souvent dotées d'un contrôle automatisé des axes, mais une compréhension approfondie des fonctions des axes reste essentielle pour la programmation, le dépannage et l'obtention de résultats de pliage supérieurs.
En exploitant toutes les capacités de ces axes, les opérateurs peuvent améliorer considérablement la productivité, réduire les taux de rebut et produire des pièces complexes avec une précision exceptionnelle. Ce contrôle complet du processus de pliage est essentiel pour répondre aux tolérances exigeantes de la fabrication moderne et maintenir un avantage concurrentiel dans la fabrication de tôles de précision.
Qu'est-ce que l'axe de la presse plieuse ?
L'axe d'une presse plieuse désigne le mouvement contrôlé et les composants fonctionnels à l'intérieur de l'axe de la presse plieuse. machine de presse plieuseL'ensemble des opérations de pliage et de formage est géré par le contrôleur de la machine. Ce terme englobe les différents degrés de liberté et les éléments opérationnels qui permettent de réaliser des opérations de pliage et de formage précises.
Les axes des presses plieuses sont généralement désignés en fonction de leur orientation spatiale dans le système de coordonnées de la machine. Toutefois, certains mouvements et composants fonctionnels peuvent être désignés selon des conventions industrielles ou des normes internationales afin d'assurer la cohérence et la clarté entre les différents fabricants et régions.
La configuration des axes d'une presse plieuse à commande numérique est adaptée aux exigences spécifiques du processus de fabrication des pièces. Les axes les plus courants sont les suivants :
Axe Y : Contrôle le mouvement vertical du bélier (poutre supérieure)
Axe X : Gère le positionnement avant-arrière de la jauge arrière.
Axe R : Règle la hauteur des doigts de la butée arrière.
Axe Z : Permet le déplacement latéral des doigts de la butée arrière.
Système de couronnement à commande numérique : Compense la déviation de la poutre
Bombé (système anti-déflexion) : Assure des angles de pliage constants sur toute la longueur de la pièce.
Les presses plieuses CNC de pointe peuvent intégrer des axes supplémentaires pour une précision et une polyvalence accrues :
Delta X : Ajustement de la position de chaque doigt de la jauge arrière
Axes auxiliaires : Contrôle d'outils spécialisés ou de systèmes de manutention
Il est essentiel de comprendre la fonction et l'interaction de ces axes pour optimiser les performances des presses plieuses, réaliser des pliages de haute précision et maximiser l'efficacité de la production dans les processus de fabrication de tôles.
Types d'axes de presses plieuses
Axe de la presse plieuse
Les presses plieuses utilisent plusieurs axes pour contrôler les différents aspects du processus de pliage. Chaque axe remplit une fonction spécifique dans la réalisation d'un formage précis et exact du métal. Les principaux axes et leurs fonctions sont les suivants :
Axe Y : contrôle le mouvement vertical du vérin. Il est généralement divisé en axes Y1 et Y2 :
Y1 : contrôle le côté gauche du bélier
Y2 : contrôle le côté droit du bélier Ces axes sont essentiels pour déterminer l'angle de pliage et maintenir le parallélisme.
Axe X : régit le positionnement de la jauge arrière, contrôlant la profondeur de la courbure. Comprend souvent :
X : Mouvement principal de la jauge arrière (d'avant en arrière)
X1 et X2 : contrôle individuel des doigts d'arrêt gauche et droit
Axe R : règle la hauteur des doigts de la jauge arrière. Peut inclure :
R : Réglage de la hauteur totale
R1 et R2 : Contrôle individuel de la hauteur des doigts gauche et droit
Axe Z : gère le mouvement latéral des doigts de la jauge arrière. Peut inclure :
Z : Mouvement latéral global
Z1 et Z2 : positionnement indépendant des doigts gauche et droit
Axe V : contrôle la compensation de la déviation, essentielle pour maintenir des angles de pliage cohérents sur toute la longueur de la pièce. Il existe deux méthodes principales :
Contrôle de la position : Applique une compensation prédéterminée sur la base des courbes de déflexion calculées.
Contrôle de la pression : Ajustement dynamique de plusieurs cylindres de compensation en fonction de la force de flexion.
Les axes supplémentaires peuvent comprendre
T1 et T2 : bras de soutien matériel servocommandé
X' : Positionnement avancé de la butée arrière, utilisé en conjonction avec Z1 et Z2 pour les géométries de pièces complexes.
Les axes Y1, Y2 et V sont essentiels pour toutes les presses plieuses à commande numérique, tandis que la configuration des axes de butée arrière et de soutien des matériaux peut être personnalisée en fonction des exigences de fabrication spécifiques.
La précision des axes, en particulier pour Y1, Y2 et V, a un impact significatif sur la qualité finale de la pièce, affectant à la fois la précision de l'angle de pliage et la rectitude globale. Cependant, il est important de noter que pour les tôles fines (< 3 mm), les propriétés du matériau telles que la tolérance d'épaisseur, l'uniformité et le sens de laminage jouent également un rôle critique dans l'obtention de pliages précis.
Lors du choix d'une configuration de presse plieuse, les fabricants doivent soigneusement prendre en compte leurs besoins de production, la complexité des pièces et la précision requise afin de déterminer la configuration d'axe optimale pour leurs applications spécifiques.
Que signifie l'axe 3+1, 4+1, 6+1, 8+1 ?
Dans le contexte des machines de presses plieuses, l'axe "+1" fait systématiquement référence à l'axe de couronnement, appelé axe V. Cet axe est essentiel pour compenser la déflexion du faisceau et assurer un pliage uniforme le long de la pièce. Cet axe est essentiel pour compenser la déviation de la poutre et assurer une flexion uniforme le long de la pièce. Les axes Y1 et Y2 contrôlent le mouvement vertical des cylindres hydrauliques gauche et droit de manière indépendante, ce qui permet un positionnement précis du coulisseau et un ajustement du parallélisme.
Les configurations numériques de 3+1, 4+1, 6+1 et 8+1 axes représentent des systèmes de presses plieuses de plus en plus sophistiqués, chacun offrant un contrôle et une polyvalence accrus :
3+1 axes : Y1, Y2, X, +V
Y1 - L'axe Y1 régit le mouvement vertical du côté gauche de la matrice supérieure par rapport à la surface de la pièce. Cet axe contrôle précisément l'élévation et la descente de la partie gauche de la matrice supérieure, ce qui permet une application précise de la force de flexion et le maintien d'un alignement correct pendant le processus de formage.
Y2 - L'axe Y2 gère le mouvement vertical du côté droit de la matrice supérieure par rapport à la surface de la pièce. Travaillant en tandem avec Y1, cet axe assure un contrôle synchronisé de la section droite de la matrice supérieure, permettant une distribution uniforme de la pression et la possibilité d'effectuer des courbes coniques lorsque cela est nécessaire.
X - L'axe X dirige le positionnement horizontal de la jauge arrière par rapport à la ligne centrale de la matrice inférieure. Cet axe facilite la mise en place précise du matériau en contrôlant le mouvement avant et arrière de la jauge arrière, ce qui est essentiel pour obtenir des emplacements de pliage précis et maintenir des longueurs de bride cohérentes sur plusieurs pièces.
V - L'axe V, souvent appelé axe auxiliaire ou "plus", régule le réglage vertical de la matrice inférieure par rapport à la surface de la pièce. Cet axe permet un réglage fin de l'ouverture de la matrice, ce qui permet d'obtenir des angles de pliage optimaux, de compenser le retour élastique du matériau et de s'adapter à des épaisseurs de matériau variables sans changer d'outillage.
4+1 axes : Y1, Y2, X, R, +V
Y1 - L'axe Y1 régit le déplacement vertical du côté gauche de la matrice supérieure par rapport à la surface de la pièce. Cet axe contrôle précisément la hauteur du côté gauche pendant le mouvement de montée et de descente de la presse plieuse, permettant une application précise de la force de pliage et assurant le parallélisme avec l'axe Y2 pour des angles de pliage cohérents sur toute la pièce.
Y2 - L'axe Y2 gère le mouvement vertical du côté droit de la matrice supérieure par rapport à la surface de la pièce. Travaillant en tandem avec Y1, cet axe maintient la planéité de la matrice supérieure et contrôle la hauteur du côté droit tout au long du cycle de pliage, ce qui est crucial pour obtenir une distribution uniforme de la pression et une qualité de pliage sur toute la longueur de la pièce.
X - L'axe X dirige le positionnement horizontal de la butée arrière par rapport à la ligne centrale de la matrice inférieure. Cet axe facilite le placement précis des pièces en contrôlant le mouvement avant et arrière de la jauge arrière, ce qui permet un positionnement précis de la ligne de pliage et des opérations complexes de pliage multiple avec des tolérances serrées.
R - L'axe R règle le positionnement vertical de la butée arrière par rapport à la surface inférieure de la matrice. En contrôlant la hauteur de la jauge arrière, cet axe s'adapte aux différentes épaisseurs de matériaux et géométries de pliage, garantissant des longueurs de brides constantes et permettant la production de pièces avec des profils étagés ou coniques.
V - L'axe V, souvent considéré comme un axe supplémentaire, contrôle le mouvement vertical de la matrice inférieure par rapport à la surface de travail. Cet axe permet un réglage fin de l'espace entre les matrices, ce qui est essentiel pour optimiser la distribution de la force de flexion, minimiser le retour élastique et s'adapter à différentes propriétés et épaisseurs de matériaux sans modifier la position de la matrice supérieure.
6+1 axes : Y1, Y2, X, R, Z1, Z2, +V
Y1 - L'axe Y1 régit le déplacement vertical du côté gauche de la matrice supérieure par rapport à la surface de la pièce. Cet axe contrôle précisément la hauteur du côté gauche pendant le mouvement de montée et de descente de la matrice, permettant une application précise de la force de flexion et assurant une distribution uniforme de la pression sur la pièce à usiner.
Y2 - L'axe Y2 gère le mouvement vertical du côté droit de la matrice supérieure par rapport à la surface de la pièce. Travaillant en tandem avec Y1, cet axe assure un contrôle synchronisé de la hauteur du côté droit, permettant un ajustement précis du parallélisme et compensant la déflexion potentielle pendant les opérations de pliage.
X - L'axe X orchestre le déplacement horizontal de la butée arrière par rapport à l'axe central de la matrice inférieure. Cet axe facilite le positionnement précis du matériau en contrôlant le mouvement avant et arrière de la jauge arrière, ce qui est essentiel pour obtenir des emplacements de pliage cohérents et maintenir la précision dimensionnelle des pièces complexes.
R - L'axe R dirige le positionnement vertical de la butée arrière par rapport à la surface inférieure de la matrice. En contrôlant la hauteur de la butée arrière, cet axe permet un positionnement adaptatif pour des épaisseurs de matériaux et des géométries de pliage variables, assurant un support et un alignement optimaux pendant le processus de pliage.
Z1 - L'axe Z1 régule le mouvement latéral du côté gauche de la butée arrière. Cet axe permet un réglage indépendant de la position du doigt gauche, ce qui permet un positionnement asymétrique des pièces et facilite la création de séquences de pliage complexes dans la fabrication de tôles.
Z2 - L'axe Z2 gère le mouvement latéral du côté droit de la butée arrière. Associé à l'axe Z1, cet axe offre des possibilités de positionnement flexibles pour le doigt droit, ce qui permet d'aligner avec précision des pièces de forme irrégulière et de produire des pièces de différentes largeurs.
V-L'axe V contrôle le réglage vertical de la matrice inférieure par rapport à la surface de travail. Cet axe permet d'affiner l'angle de pliage en modifiant l'ouverture effective de la matrice, ce qui permet de compenser le retour élastique du matériau et facilite la production d'angles aigus et obtus avec une grande précision.
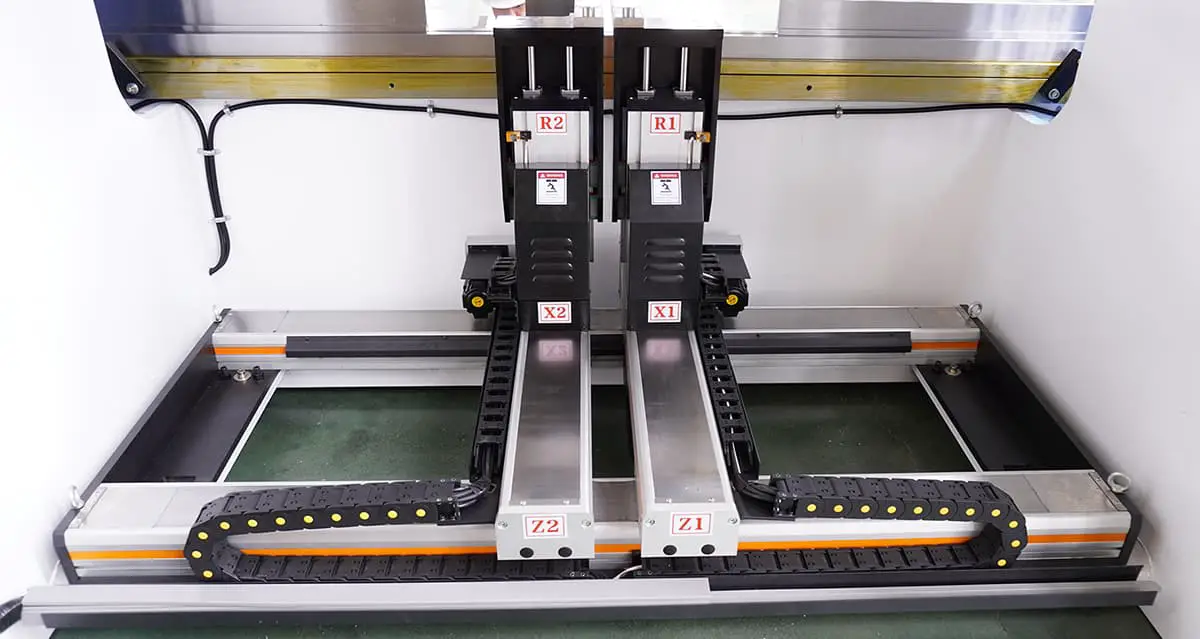
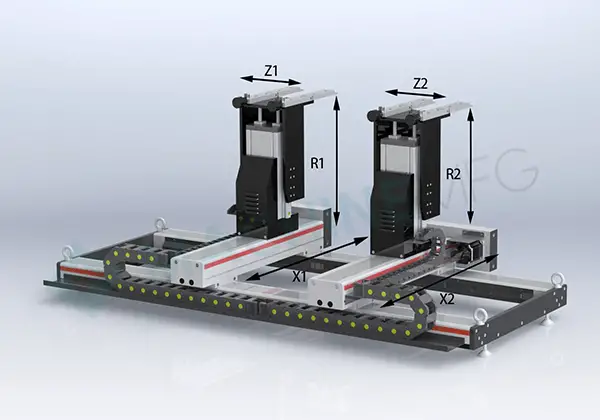
8+1 axes : Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1 - L'axe Y1 régit le déplacement vertical du côté gauche de la matrice supérieure par rapport à la surface de la pièce. Cet axe contrôle précisément la hauteur du côté gauche pendant le cycle de pliage, assurant une distribution précise et cohérente de la pression de formage.
Y2 - L'axe Y2 gère le mouvement vertical du côté droit de la matrice supérieure par rapport à la surface de la pièce. Travaillant en tandem avec Y1, cet axe permet un mouvement synchronisé ou différentiel de la matrice, crucial pour créer des courbes complexes ou compenser le retour élastique du matériau.
X1 - L'axe X1 contrôle le positionnement horizontal du côté gauche de la butée arrière par rapport à la matrice inférieure. Cet axe facilite le placement précis de la pièce, ce qui permet d'obtenir des lignes de pliage précises et une répétabilité dans les opérations de formage en plusieurs étapes.
X2 - L'axe X2 dirige le mouvement horizontal du côté droit de la butée arrière par rapport à la matrice inférieure. Associé à l'axe X1, il permet des ajustements indépendants ou synchronisés de la jauge, ce qui est essentiel pour traiter des pièces asymétriques ou des longueurs de brides variables.
R1 - L'axe R1 gère le réglage vertical de la butée arrière gauche par rapport à la surface inférieure de la matrice. Cet axe permet des changements de hauteur dynamiques, ce qui est crucial pour les séquences de pliage multiples et pour s'adapter à différentes épaisseurs de matériaux sans reconfiguration.
R2 - L'axe R2 contrôle le positionnement vertical de la jauge arrière droite par rapport à la surface inférieure de la matrice. Complétant l'axe R1, il permet des ajustements indépendants de la hauteur de la jauge, ce qui est essentiel pour créer des profils complexes ou compenser les variations de matériau.
Z1 - L'axe Z1 régit le mouvement latéral du côté gauche de la butée arrière. Cet axe facilite le positionnement précis des pièces de différentes largeurs et permet de créer des courbes coniques ou non linéaires lorsqu'il est utilisé en conjonction avec l'axe Z2.
Z2 - L'axe Z2 gère le mouvement latéral du côté droit de la butée arrière. Associé à l'axe Z1, il permet des ajustements dynamiques de la largeur, ce qui est essentiel pour traiter des pièces de dimensions variables ou créer des géométries de pliage spécialisées.
V - L'axe V contrôle le positionnement vertical de la matrice inférieure par rapport à la surface de travail. Cet axe permet un réglage fin de l'angle de pliage, compense l'usure de l'outil et facilite les changements rapides de matrice, améliorant ainsi la flexibilité et l'efficacité globales du processus.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avis à tous les passionnés du travail des métaux ! Êtes-vous fatigué de deviner le tonnage approprié pour votre presse plieuse ? Ne cherchez plus ! Dans cet article de blog, nous allons plonger dans le monde de la presse...
Les opérateurs de presses plieuses jouent un rôle crucial dans le façonnement du monde qui nous entoure, mais leur travail n'est pas sans risques. Dans cet article, nous allons explorer les conseils de sécurité essentiels de l'industrie...
Vos outils de presse-plieuse s'usent-ils trop rapidement ? Cet article présente les techniques de réparation essentielles pour prolonger la durée de vie de votre outillage et garantir des performances optimales dans votre...
Vous êtes-vous déjà interrogé sur l'origine du terme "presse plieuse" ? Dans cet article de blog captivant, nous allons entreprendre un voyage fascinant à travers l'histoire pour découvrir les raisons...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Dans le vaste monde de la fabrication, une machine s'impose : la presse plieuse. Avec sa capacité à plier et à façonner le métal avec précision et puissance, elle est devenue...
Vous êtes-vous déjà demandé ce qui permettait à une presse plieuse à commande numérique de fonctionner en douceur ? La réponse se trouve dans l'huile hydraulique. Ce fluide essentiel garantit les performances optimales et la longévité de la machine. Notre article...
Réparer correctement le cylindre hydraulique d'une presse plieuse est essentiel pour maintenir les performances et la sécurité de la machine. Le cylindre hydraulique se compose généralement d'un piston, d'un manchon, d'une tige de piston et d'une vis.....
Avez-vous déjà eu du mal à régler la longueur de la course de la presse plieuse ? C'est le cas de nombreux opérateurs, qui ont souvent recours à l'essai et à l'erreur. Cet article démystifie le processus, en fournissant une formule claire pour calculer...
Faites passer votre entreprise à la vitesse supérieure