Les poinçonneuses à tourelle CNC vous intéressent ? Dans cet article de blog, nous allons plonger dans le monde fascinant de ces machines polyvalentes. En tant qu'ingénieur mécanique expérimenté, je vous expliquerai comment les poinçonneuses à tourelle CNC combinent des éléments mécaniques, électriques, hydrauliques et pneumatiques pour traiter efficacement la tôle. Vous comprendrez clairement les différents types de presses à tourelle CNC et leurs principes de fonctionnement. Préparez-vous à élargir vos connaissances et à apprécier les capacités de ces outils puissants dans la fabrication moderne.
Avant d'aborder les spécificités du poinçonnage CNC sur tourelle, il est essentiel de comprendre le concept fondamental de l'usinage CNC.
L'usinage à commande numérique par ordinateur (CNC) est un processus de fabrication avancé qui utilise un logiciel informatique préprogrammé pour dicter le mouvement des outils et des machines de l'usine. Dans le contexte d'une poinçonneuse à tourelle CNC, le système fonctionne en traduisant les spécifications de conception en une série d'instructions précises et codées. Ces instructions, généralement au format G-code ou M-code, sont ensuite introduites dans le système de commande numérique de la machine.
Le programme CNC, dérivé des dessins originaux de la pièce et des exigences du processus, orchestre la chorégraphie complexe entre l'outil et la pièce à usiner. Il contrôle divers paramètres tels que
Mouvements des axes X, Y et Z de la pièce ou de la tourelle
Sélection d'outils à partir de la tourelle
Force et vitesse de frappe
Rotation de la tourelle pour différentes orientations de l'outil
Séquences automatiques de chargement et de déchargement des feuilles
Ce contrôle automatisé garantit une précision, une répétabilité et une efficacité élevées dans le processus de poinçonnage. Le système CNC peut exécuter des modèles, des formes et des configurations de trous complexes avec une intervention humaine minimale, ce qui réduit considérablement le risque d'erreur tout en maximisant la productivité.
En tirant parti de la technologie CNC, les fabricants peuvent obtenir une qualité constante sur de grandes séries de production, s'adapter facilement aux changements de conception et produire efficacement des composants de tôle complexes pour diverses industries, de l'automobile à l'aérospatiale.
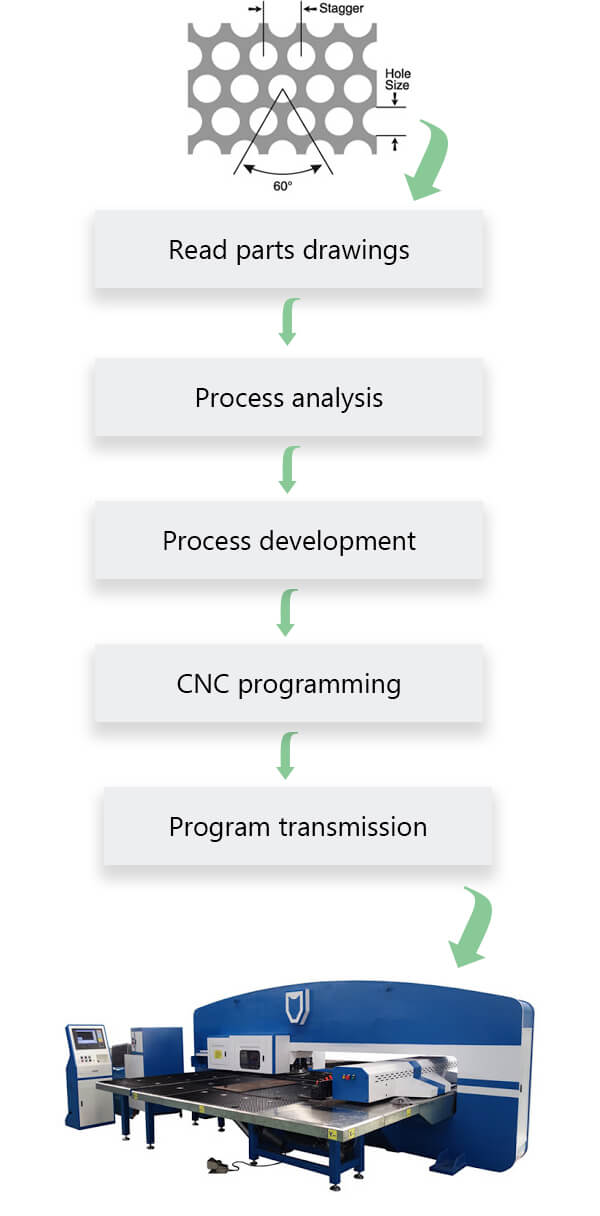
Interprétation des dessins techniques :
Il est essentiel de bien comprendre les spécifications techniques des dessins d'ingénierie. Il s'agit notamment des tolérances dimensionnelles, de la cotation et du tolérancement géométriques (GD&T), des exigences en matière de finition de surface, des spécifications des matériaux, des valeurs de dureté, des indices d'usinabilité et des quantités de composants. Une connaissance approfondie des normes ASME Y14.5 en matière de dimensionnement et de tolérancement est essentielle pour une interprétation précise.
Planification et analyse des processus :
Effectuer une analyse complète du processus sur la base des spécifications du composant. Il s'agit d'évaluer la conception de la pièce en vue de sa fabrication (DFM), d'évaluer les propriétés des matériaux et leur impact sur les stratégies d'usinage, et de déterminer la séquence de processus optimale. Tenir compte de facteurs tels que les exigences en matière de fixation, la possibilité de combiner les opérations et les interdépendances des caractéristiques critiques.
Développement de processus de fabrication :
Élaborer des informations détaillées sur la fabrication sur la base de l'analyse du processus. Il s'agit notamment de créer un organigramme complet du processus, de définir les paramètres d'usinage (vitesses de coupe, vitesses d'avance, profondeur des coupes), de sélectionner et d'optimiser les outils, et de spécifier toute exigence particulière telle que l'utilisation de liquide de refroidissement ou les points d'inspection en cours de processus. Documentez ces informations dans des fiches de planification des processus et des fiches d'opération normalisées, en respectant les principes de gestion de la qualité ISO 9000.
Programmation CNC :
Générer le programme CNC en utilisant les données géométriques de la pièce et les détails du processus. Utiliser les fonctions du code G et du code M conformément à la syntaxe spécifique du contrôleur CNC (par exemple, Fanuc, Siemens ou Heidenhain). Mettre en œuvre des techniques de programmation avancées telles que la programmation paramétrique, les cycles fixes et les sous-programmes afin d'optimiser l'efficacité du code. Envisager l'utilisation d'un logiciel de fabrication assistée par ordinateur (FAO) pour les géométries complexes, en l'intégrant aux modèles de CAO pour un transfert de données transparent.
Vérification et transfert des programmes :
Vérifier le programme CNC à l'aide d'un logiciel de simulation afin de détecter les collisions potentielles, d'optimiser les trajectoires des outils et de garantir le respect des spécifications de conception. Transférer le programme vérifié à la machine-outil à commande numérique en utilisant les protocoles de transfert de données appropriés (par exemple, DNC, USB ou transfert réseau). Régler la machine, y compris les décalages d'outils, les systèmes de coordonnées de travail et toutes les macros personnalisées nécessaires. Exécuter un essai à blanc ou un essai de coupe sur un échantillon de pièce pour valider le programme avant la production complète.
II. Qu'est-ce qu'une poinçonneuse à tourelle CNC ?
La poinçonneuse à tourelle à commande numérique par ordinateur (CNC), également appelée poinçonneuse CNC, est un système sophistiqué de fabrication de tôles qui intègre des composants mécaniques, électriques, hydrauliques et pneumatiques. Cette machine polyvalente est principalement utilisée pour des opérations de poinçonnage de précision, d'emboutissage et de formage sur des matériaux en tôle à l'aide d'une tourelle rotative équipée de plusieurs outils.
À la base, la poinçonneuse à tourelle CNC utilise une technologie de commande numérique avancée pour orchestrer des séquences d'opérations complexes. La fonctionnalité de la machine est définie par des instructions numériques, où le positionnement relatif entre l'outillage et la pièce à usiner est contrôlé avec précision par des coordonnées numériques. Cela permet des changements d'outils rapides et précis, ce qui permet à la machine de traiter efficacement une gamme variée de produits et de processus avec un temps de préparation minimal.
Le processus opérationnel d'une poinçonneuse à tourelle CNC commence par l'entrée d'informations numériques, généralement sous la forme d'un code G ou d'un langage CNC propriétaire. Ces données peuvent être transférées au système de contrôle informatique de la machine via différents supports, notamment des systèmes en réseau, des clés USB ou même d'anciennes méthodes telles que les bandes de papier. Le système de commande traite ensuite ces informations, les traduisant en une série de commandes coordonnées pour les différents sous-systèmes de la machine.
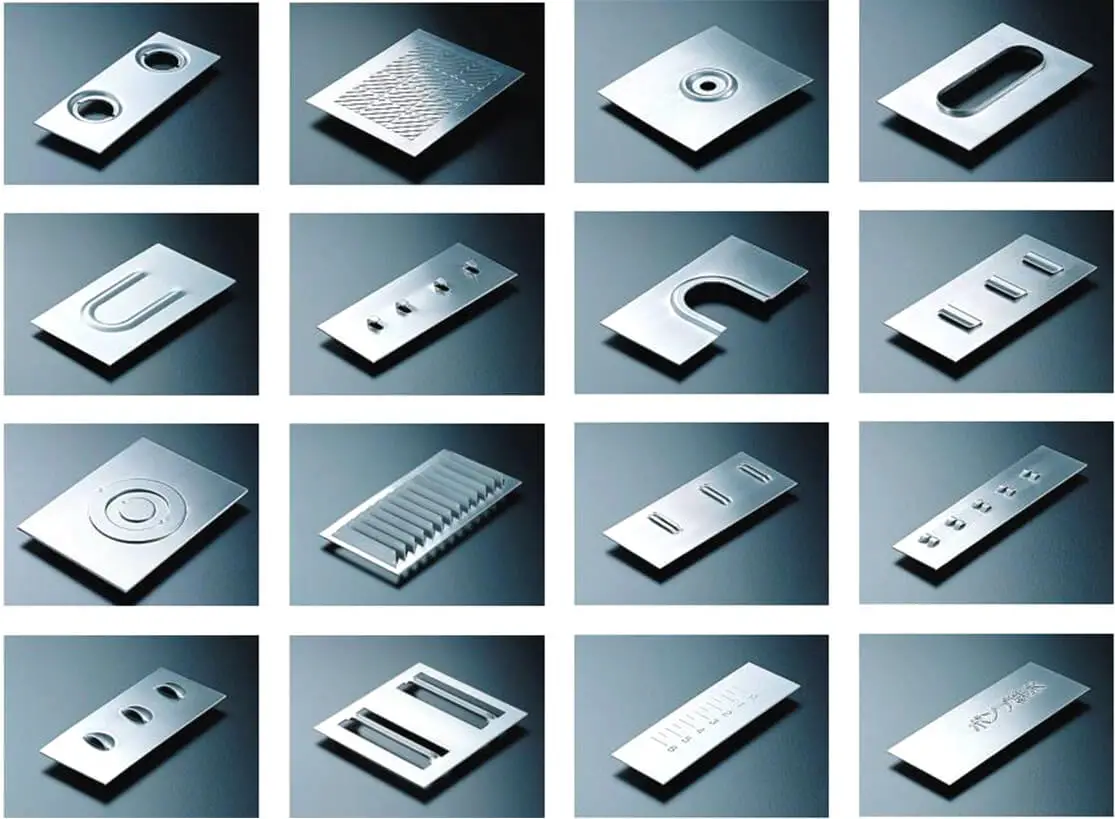
Ces commandes entraînent les servomoteurs et les actionneurs, contrôlant le mouvement de la pièce sur le banc de la machine, la rotation de la tourelle pour sélectionner l'outil approprié et l'activation du mécanisme de poinçonnage. Cette intégration transparente de la commande de mouvement et de l'outillage permet à la poinçonneuse à tourelle CNC d'effectuer un large éventail d'opérations, notamment :
Perforer des trous de différentes formes et tailles
Création de découpes et de contours complexes
Caractéristiques de formage telles que les persiennes, les lances et les gaufrages
Marquage et gravure
Opérations légères de formage et de pliage
La polyvalence et la précision des poinçonneuses à tourelle CNC les rendent indispensables à la fabrication moderne de tôles, permettant aux fabricants de produire des pièces complexes avec une grande précision, une grande répétabilité et une grande efficacité. À mesure que les technologies de l'industrie 4.0 continuent d'évoluer, ces machines sont de plus en plus intégrées dans des systèmes de fabrication intelligents, améliorant encore leurs capacités grâce à la surveillance en temps réel, à la maintenance prédictive et au contrôle adaptatif des processus.
III. Principe de fonctionnement de la poinçonneuse à tourelle
Dans des conditions de fonctionnement optimales, la poinçonneuse à tourelle CNC exécute avec précision une séquence préprogrammée. Les axes X et Y de la machine, généralement entraînés par des servomoteurs, positionnent avec précision la pièce de tôle sous la station de poinçonnage. Simultanément, la tourelle (axe T) tourne pour aligner l'outil et la matrice requis avec le coulisseau.
Une fois le positionnement terminé, le vérin hydraulique ou servoélectrique s'active, enfonçant le poinçon à travers le matériau et dans la matrice. Cette action crée le trou ou la forme souhaitée dans la pièce. La force de poinçonnage, généralement comprise entre 20 et 300 tonnes, est soigneusement calibrée en fonction de l'épaisseur et de la dureté du matériau.
Ce processus se répète en succession rapide, le système CNC orchestrant le mouvement de la feuille (axes X et Y) et la rotation de la tourelle (axe T) entre chaque opération de poinçonnage. Les poinçonneuses à tourelle modernes peuvent réaliser jusqu'à 600 frappes par minute sur des matériaux fins, alliant vitesse et précision.
La machine poursuit ce cycle en exécutant des modèles, des formes et des découpes complexes définis dans le programme CNC. Les systèmes avancés peuvent intégrer des changements d'outils automatiques afin d'optimiser la productivité pour des opérations variées. Une fois la séquence programmée terminée, la machine renvoie la feuille traitée à la position de déchargement désignée, prête pour le cycle de production suivant.
Tout au long de l'opération, des capteurs intégrés et des systèmes de contrôle surveillent en permanence des paramètres tels que l'alignement du poinçon, la position de la feuille et l'usure de l'outil, afin de garantir une qualité constante et d'éviter les erreurs ou les dommages potentiels.
IV. Types de poinçonneuses à tourelle
Depuis que Wiedemann a inventé le poinçon manuel multiposte R2 en 1932, la poinçonneuse à tourelle à commande numérique (NCT) est devenue une pierre angulaire du traitement de la tôle, subissant une évolution significative tant au niveau de la structure que des performances.
Les premières poinçonneuses CNC à tourelle s'appuyaient sur une programmation manuelle directement sur le système CNC, sans solutions logicielles automatisées. En revanche, les poinçonneuses à tourelle CNC modernes sont équipées d'un logiciel de programmation automatique sophistiqué, ce qui améliore considérablement l'efficacité du travail et la capacité à traiter des pièces complexes. Cette avancée a révolutionné l'industrie, en permettant des cycles de production plus rapides et des capacités de conception complexes.
L'adoption mondiale des poinçons à tourelle CNC reflète leur importance dans la fabrication. Les États-Unis sont en tête avec plus de 20 000 unités, suivis de près par le Japon avec près de 20 000 unités. La Chine a connu une croissance rapide au cours des dernières années, avec des estimations prudentes estimant leur nombre à environ 6 000 unités. Compte tenu de la trajectoire actuelle de l'industrie de la tôle, il existe une marge importante d'expansion et de progrès technologique.
Malgré l'utilisation répandue des poinçons à tourelle CNC, de nombreux professionnels de l'industrie de la tôlerie ne comprennent pas toujours les nuances des différentes performances et structures des presses CNC. Pour combler cette lacune, nous allons explorer les principaux types de poinçons à tourelle CNC, leurs caractéristiques uniques et leurs applications :
Presses poinçonneuses mécaniques à tourelle : Elles utilisent un vérin mécanique entraîné par un volant pour les opérations de poinçonnage. Elles offrent des performances à grande vitesse mais peuvent être limitées en termes de flexibilité.
Presses à découper hydrauliques à tourelle : Utilisant des systèmes hydrauliques pour l'actionnement du coulisseau, ces presses offrent un meilleur contrôle de la force et une plus grande polyvalence, ce qui les rend adaptées à une large gamme de matériaux et d'épaisseurs.
Poinçonneuses à tourelle servo-électrique : Dernière innovation dans la technologie des poinçonneuses, ces machines utilisent des servomoteurs pour un contrôle précis, offrant une grande efficacité énergétique, un bruit réduit et des besoins d'entretien minimes.
Machines combinées à tourelle poinçonneuse/laser : Ces systèmes hybrides intègrent à la fois des capacités de poinçonnage et de découpe laser, offrant une flexibilité inégalée dans la fabrication de tôles.
Presses à découper à tourelle multi-outils : Dotées de plusieurs stations d'outils, ces machines permettent des changements d'outils rapides, ce qui réduit considérablement les temps de préparation et augmente la productivité.
Selon le principe de fonctionnement de la tête de frappe, les poinçonneuses CNC à tourelle peuvent être divisées en trois catégories :
1. Poinçonneuse à tourelle CNC à entraînement mécanique
La poinçonneuse à tourelle CNC à entraînement mécanique représente la première génération de machines-outils de poinçonnage à tourelle CNC, toujours en production et utilisée par certains fabricants. Parmi les exemples notables, on peut citer la série C de Muratec et les séries Aries, PEGA et COMA d'Amada, qui ont été abandonnées.
Ce type de machine utilise un moteur principal pour entraîner un volant d'inertie, dont l'inertie est exploitée pour l'opération d'emboutissage, avec un embrayage contrôlé. Cette conception offre des avantages tels que la simplicité structurelle, la rentabilité et la stabilité opérationnelle.
Cependant, plusieurs limitations sont inhérentes à cette conception :
Contraintes de temps de cycle : La machine doit effectuer une rotation complète du volant d'inertie avant chaque action de poinçonnage, ce qui entraîne une course fixe. Cette limitation mécanique plafonne la vitesse maximale de poinçonnage à environ 180 coups par minute, ce qui est nettement inférieur aux systèmes plus avancés.
Contrôle limité du formage : La course fixe du coulisseau rend difficile le contrôle précis des opérations de formage et d'emboutissage. Pour obtenir des résultats de formage idéaux, il faut souvent ajuster le nombre de matrices de poinçonnage, un processus qui peut être complexe et prendre du temps.
Efficacité énergétique et bruit : Ces machines consomment généralement plus d'énergie que les solutions modernes et génèrent un bruit considérable pendant leur fonctionnement.
Flexibilité réduite : L'impossibilité de régler la longueur de la course à la volée limite l'adaptabilité de la machine aux différentes épaisseurs de matériaux et aux exigences de formage.
Ces limitations ont conduit de nombreux fabricants à abandonner progressivement la production de poinçonneuses CNC à tourelle à entraînement mécanique au profit de systèmes servoélectriques ou hydrauliques plus avancés qui offrent davantage de vitesse, de précision et de polyvalence.
2. Poinçonneuse à tourelle CNC à entraînement hydraulique
L'avènement des poinçonneuses hydrauliques à tourelle CNC marque une avancée significative dans la technologie de fabrication de la tôle. Ces machines-outils ont été largement adoptées en raison de leurs nombreux avantages en termes de précision, de polyvalence et de productivité.
Parmi les exemples de poinçonneuses hydrauliques à tourelle CNC les plus répandus dans l'industrie, on peut citer la série V de Muratec, la série Vipros d'Amada et la série TC de TRUMPF. Ces machines utilisent des cylindres hydrauliques commandés par des servovalves électro-hydrauliques, ce qui permet un contrôle précis et des performances exceptionnelles.
L'une des améliorations les plus notables est l'augmentation spectaculaire de la vitesse d'estampage, certains modèles pouvant atteindre jusqu'à 1000 coups par minute. Cette augmentation substantielle de la productivité change la donne pour les opérations de fabrication en grande série.
La possibilité de contrôler avec précision la course du vérin hydraulique offre des avantages significatifs en termes de polyvalence et de facilité d'utilisation. Les opérateurs peuvent régler avec précision l'outil de formage en ajustant la course de la tête de frappe, ce qui permet une plus grande flexibilité dans la production de pièces et la gestion des outils.
La réduction du bruit est un autre avantage clé des poinçons hydrauliques à tourelle. En contrôlant la tête de poinçonnage pour appliquer progressivement la pression sur la matrice, ces machines peuvent réduire de manière significative le bruit de l'emboutissage, améliorant ainsi l'environnement de travail et réduisant potentiellement le besoin d'équipements de protection auditive.
En outre, les poinçonneuses hydrauliques à tourelle élargissent la gamme des techniques de fabrication possibles. Grâce à la collaboration avec les fabricants, ces machines peuvent effectuer des opérations avancées de traitement des matrices, telles que le laminage des nervures et des coupes, qui ne sont généralement pas réalisables avec les poinçons traditionnels à tourelle. presses mécaniques. Cette capacité ouvre de nouvelles possibilités de conception et peut réduire la nécessité d'opérations secondaires.
Malgré ces avantages, les poinçonneuses hydrauliques à tourelle CNC présentent certaines limites que les utilisateurs doivent prendre en compte :
Sensibilité à l'environnement : Ces machines sont plus sensibles aux fluctuations de température. Des températures de fonctionnement inférieures à 5°C peuvent nécessiter un préchauffage, tandis que des températures trop élevées peuvent également affecter les performances. Cette sensibilité nécessite un environnement de travail plus contrôlé.
Consommation d'énergie élevée : Les poinçonneuses hydrauliques à tourelle ont généralement les besoins énergétiques les plus élevés parmi les types de poinçonneuses à tourelle CNC, avec des puissances nominales généralement supérieures à 30 kVA. Cette demande accrue d'énergie peut avoir un impact sur les coûts d'exploitation et peut nécessiter une mise à niveau des systèmes d'alimentation électrique de l'installation.
Exigences en matière d'entretien : Le remplacement annuel de l'huile hydraulique est nécessaire pour maintenir les performances optimales et la longévité du système. Cela augmente les coûts globaux de maintenance et les temps d'arrêt.
Encombrement plus important : Les systèmes hydrauliques et les composants associés entraînent souvent un encombrement plus important de la machine par rapport à d'autres types de poinçonneuses à tourelle. Cet encombrement plus important peut constituer une contrainte dans les installations où la surface au sol est limitée.
En conclusion, si les poinçonneuses hydrauliques à tourelle CNC offrent des avantages significatifs en termes de vitesse, de polyvalence et de capacités de traitement avancées, les utilisateurs potentiels doivent soigneusement peser ces avantages par rapport aux exigences environnementales, à la consommation d'énergie, aux besoins de maintenance et aux considérations d'espace afin de déterminer si cette technologie correspond à leurs besoins et contraintes de fabrication spécifiques.
3. Poinçonneuse à tourelle CNC entraînée par un servomoteur
Pour remédier aux limites des générations précédentes, les fabricants ont mis au point la troisième génération de poinçonneuses CNC à tourelle, qui utilise la technologie de l'entraînement direct par servomoteur.
Les modèles M2044ez et M2048lt de Muratec, qui illustrent les capacités avancées de cette conception, en sont des exemples notables.
La poinçonneuse à tourelle CNC à servomoteur offre des avantages significatifs en termes d'efficacité énergétique tout en conservant une grande vitesse de fonctionnement. Avec des cadences de poinçonnage allant jusqu'à 800 coups par minute, ces machines consomment beaucoup moins d'énergie que leurs prédécesseurs. Cette efficacité est obtenue parce que le servomoteur reste statique lorsqu'il n'est pas en train de poinçonner, ce qui élimine la consommation d'énergie inutile pendant les périodes d'inactivité.
Par rapport aux systèmes hydrauliques, les poinçonneuses à tourelle à servomoteur ne consomment généralement qu'un tiers de l'énergie, ce qui représente une amélioration substantielle des coûts d'exploitation et de l'impact sur l'environnement.
À l'instar des poinçons hydrauliques à tourelle CNC, les modèles à servocommande offrent une course d'emboutissage réglable, ce qui facilite les opérations polyvalentes de formage de matrices. Cette caractéristique permet un traitement efficace des nervures de laminage et des matrices de découpe de laminage, tout en permettant une réduction optimale du bruit pendant les opérations d'emboutissage.
Les poinçonneuses à tourelle entraînées par servomoteur se distinguent par leur adaptabilité environnementale supérieure. Elles peuvent fonctionner immédiatement en toute saison sans avoir besoin de préchauffage, ce qui améliore la productivité et réduit les temps d'arrêt. L'absence de systèmes hydrauliques élimine le besoin de remplacer l'huile et la maintenance associée, ce qui contribue encore à leur profil écologique.
En outre, ces machines sont de conception compacte, ce qui réduit l'encombrement au sol dans les installations de fabrication. Cette économie d'espace, associée à leur polyvalence et à leurs performances, fait des poinçonneuses à tourelle CNC à servomoteur un choix de plus en plus populaire pour les opérations modernes de fabrication métallique.
V. Structure des presses à tourelle CNC
1. Section d'entraînement principale
Il existe deux principaux types d'entraînement pour les presses à tourelle CNC.
Le premier est l'entraînement mécanique principal
L'autre est l'entraînement principal hydraulique.
Principe d'entraînement mécanique principal (300 dans ET-300 correspond à une force nominale de 300KN)
Le moteur principal entraîne le volant d'inertie au moyen d'une petite poulie, qui à son tour entraîne le vilebrequin au moyen de l'engagement ou de la séparation de l'embrayage et du frein.
Il tourne et entraîne ensuite le curseur de haut en bas par le biais du mécanisme de bielle à manivelle, et impacte le moule sélectionné sur la table tournante pour le poinçonnage ou d'autres processus de moulage.
Les embrayages-freins utilisés dans les presses mécaniques à entraînement principal se présentent sous deux formes principales, un embrayage à friction pneumatique et un embrayage hydraulique.
Principe de fonctionnement de l'entraînement hydraulique principal presse à tourelle machine (300 dans VT-300 se réfère à une force nominale de 300KN)
Le principe de l'entraînement principal hydraulique est que l'huile hydraulique fournie par le système hydraulique est introduite dans le fluide par l'action d'une vanne d'inversion électromagnétique.
Les cavités supérieures et inférieures du cylindre permettent à la tige de piston d'entraîner le vérin de haut en bas dans un mouvement réciproque, en frappant le moule pour le poinçonnage.
Ces dernières années, avec le développement rapide de la technologie hydraulique, de plus en plus de presses utilisent l'entraînement principal hydraulique. entraînement hydraulique les presses à pression constante dans toute la plage de course, plus adaptées à certains processus de traitement spéciaux, tels que l'emboutissage, le perçage de trous et autres. procédés de formage.
2. Axe de mouvement
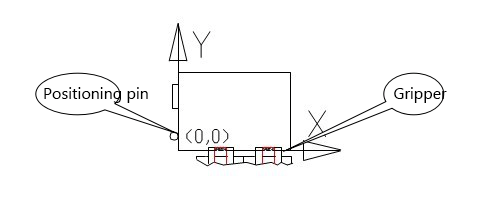
Le poinçon à tourelle CNC a quatre axes de mouvement : X, Y, T et C.
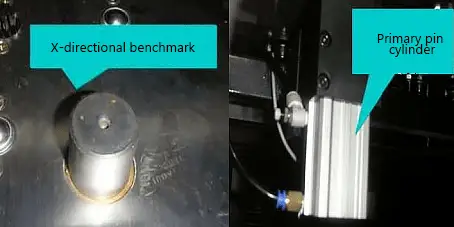
Les axes X et Y sont deux axes linéaires.
La direction X est parallèle à la direction des deux mâchoires et la direction Y est parallèle à la direction de la goupille ou de la colonne de positionnement. Voir la figure ci-dessous.
Les serrage des mâchoires déplace la plaque d'acier d'avant en arrière jusqu'à l'endroit où elle doit être estampée.
L'axe T est le presse à tourelle banque d'outils.
Il est principalement utilisé pour le stockage et le rappel des matrices, et lorsque le programme de sélection d'outils est exécuté, les matrices correspondantes sont transférées sous le poinçon.
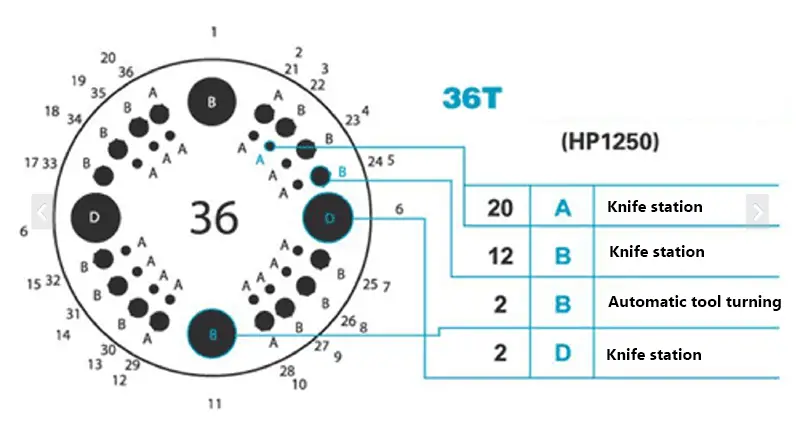
Le nombre de matrices de presse à tourelle peut être divisé en 20, 24, 32, 40, etc. selon le modèle de la machine.
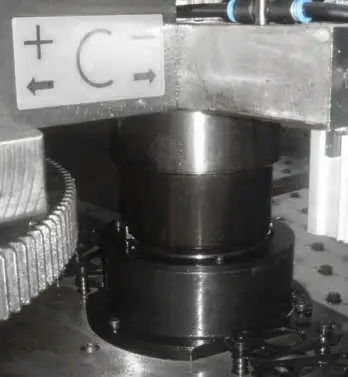
Contrôle de l'axe C pour les stations rotatives
Habituellement configuré en deux stations, l'outil peut être utilisé dans une plus large gamme d'applications, il peut être tourné librement de 0 à 359,999 et il peut traiter plus de formes complexes.
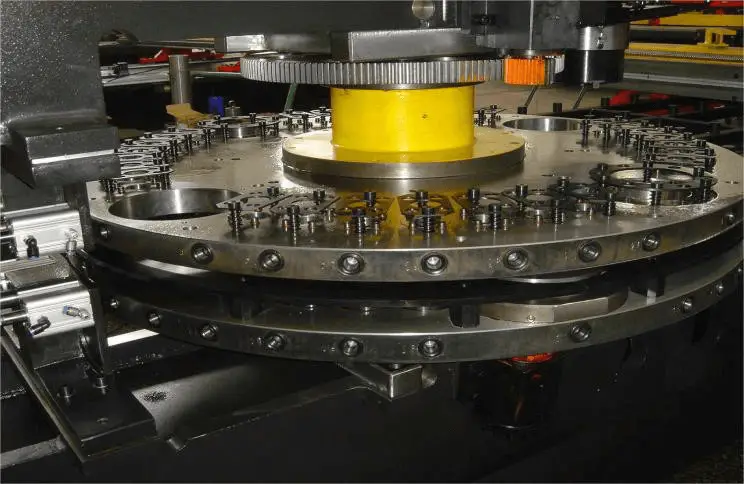
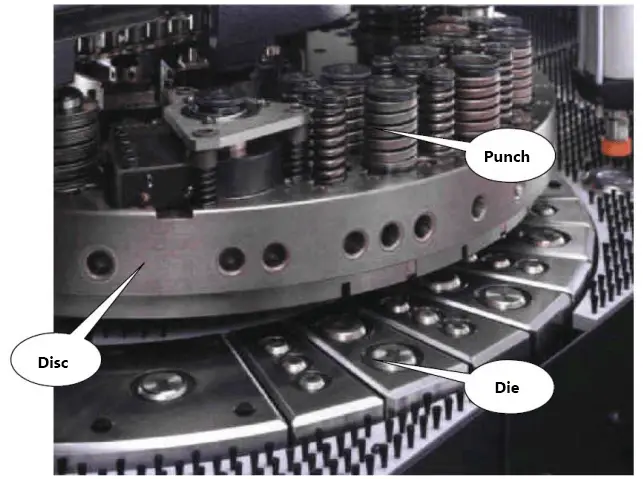
3. Plateau tournant
Le plateau tournant, également appelé tête rotative, tourelle, est une presse à tourelle CNC utilisée pour stocker le moule, équivalent au magasin d'outils sur le centre d'usinage.
Il existe deux plateaux tournants pour les poinçonneuses à tourelle CNC, appelés plateau supérieur et plateau inférieur.
Actuellement, le nombre normal de postes de travail est de : 32.
La table tournante supérieure est utilisée pour installer le manchon de guidage de la filière supérieure, le ressort de support de la filière, l'ensemble de la filière supérieure.
Le plateau inférieur est utilisé pour monter le filière inférieure le support, la presse à matrices, la matrice inférieure, le support central, etc.
1) Distribution des matrices sur la table tournante d'une poinçonneuse à tourelle CNC
La distribution à une rangée, la distribution à deux rangées et la distribution à trois rangées sont couramment observées.
Un nombre excessif de rangées distribuées peut facilement entraîner un biais de force dans le poinçon.
En règle générale, lorsque trois rangées sont réparties, le poinçon est souvent de type mobile, c'est-à-dire que le poinçon doit poinçonner une rangée de matrices et que le poinçon est déplacé sur la rangée de matrices correspondante par un dispositif mobile.
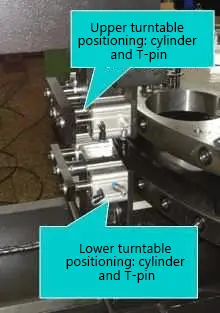
Afin d'assurer un positionnement précis des plateaux supérieur et inférieur, la circonférence extérieure ou la surface d'extrémité des plateaux supérieur et inférieur sont équipées de trous de positionnement coniques. Lors du transfert vers la position correspondante de l'outil, la goupille du cône de positionnement peut être insérée pour assurer un positionnement précis.
L'axe qui entraîne le plateau tournant est généralement appelé axe T.
L'entraînement de l'axe T se compose d'un servomoteur, d'un réducteur, d'une chaîne de pignons (courroie dentée), d'un axe de cône de positionnement, d'un cylindre de positionnement (cylindre de positionnement), d'un plateau tournant supérieur et inférieur.
Lorsque le système CNC signale la nécessité d'utiliser une certaine matrice, la goupille du cône de positionnement est automatiquement retirée, le servomoteur tourne et, après décélération, entraîne la rotation de la table tournante. Lorsque la matrice est tournée directement sous le poinçon, la rotation s'arrête, la goupille du cône est insérée dans le trou du cône correspondant, de sorte que la table tournante supérieure et inférieure est positionnée avec précision.
2) Critères de détermination de la concentricité des moules supérieur et inférieur à corriger
Lors de l'installation d'un nouveau moule ou d'un moule déjà rectifié, il faut d'abord s'assurer que l'espace libre du moule correspond à la plaque.
Si la pièce est usinée et que les bavures de poinçonnage sont importantes après seulement quelques poinçonnages, retirez le moule pour observer l'usure du moule.
On peut juger, à partir des bords, que la concentricité doit être corrigée si les bords sont partiellement arrondis ou blancs comme si du givre était tombé, en particulier la diagonale du bord.
3) Correction de la synchronisation après une erreur sur la partie supérieure et inférieure de l'écran. plateau tournant
Les plateaux supérieur et inférieur sont entraînés par un servomoteur numérique à courant alternatif, qui est couplé à l'entrée de la boîte de vitesses par un accouplement flexible, et la sortie de la boîte de vitesses est entraînée vers le haut et vers le bas du plateau tournant par une chaîne et un engrenage.
La chaîne ajustée doit avoir une chute de 6 à 13 mm.
Si les positions supérieure et inférieure de la table tournante sont désalignées en raison de clips, etc., un réglage synchrone doit être effectué selon les étapes suivantes.
Desserrer le plateau inférieur ou supérieur
Tourner manuellement le plateau inférieur T1 sous la tête de frappe
Plusieurs entrées et sorties
Réglez avec précision les cadrans supérieur et inférieur jusqu'à ce que le plateau tournant oscille le moins possible une fois que la goupille est en place.
Dans le cas d'une goupille, il suffit de serrer la platine inférieure ou supérieure.
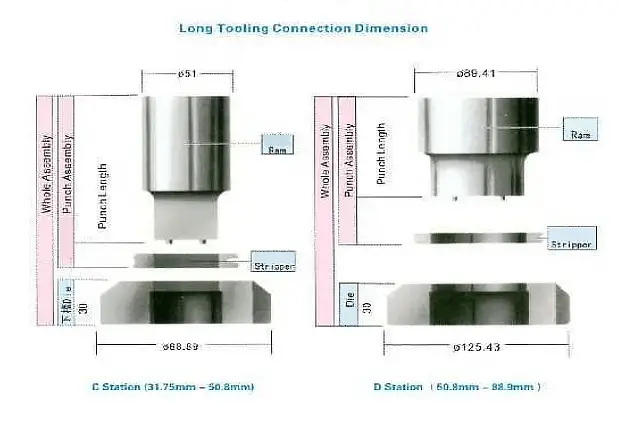
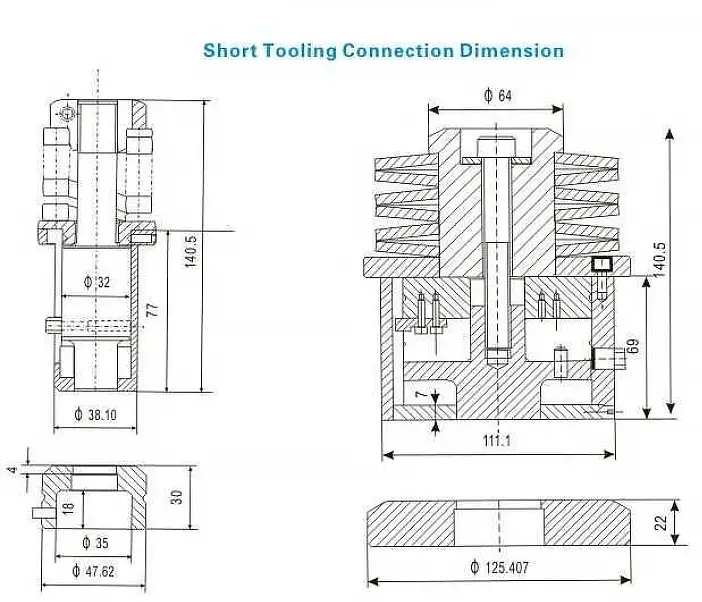
Les moules sont les principaux outils utilisés pour transformer les matériaux en feuilles.
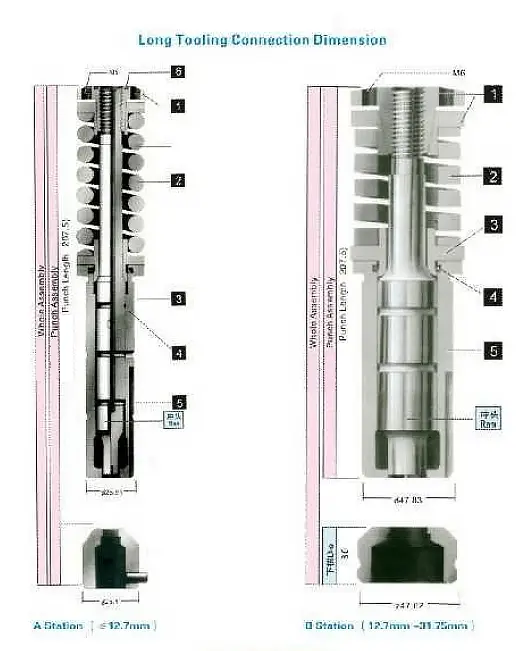
À l'heure actuelle, les matrices les plus courantes des poinçonneuses à tourelle CNC sont de deux types : les matrices à structure longue et les matrices à structure courte.
Généralement déterminé par le matériau et l'épaisseur du matériau.
Ces deux structures du moule doivent être installées sur le ressort de support de la table tournante supérieure, afin que le moule puisse être remis en place à temps après le poinçonnage.
En Chine, le matériau de la matrice sur la poinçonneuse CNC est généralement Cr12MoV et LD.
Les matrices en Cr12MoV conviennent mieux aux applications à teneur moyenne en carbone. tôle d'acier tandis que les matrices en matériau LD conviennent mieux au traitement difficile des tôles d'acier inoxydable.
La durée de vie des moules utilisant ces deux matériaux est généralement de 200 000 à 300 000 fois.
2) Précautions pour la sélection des moules
(I) Sélection des moules standard
(1) Le diamètre de l'arête de coupe du moule doit être autant que possible supérieur à deux fois l'épaisseur de la plaque de traitement ; le diamètre doit généralement être supérieur à 3 mm, faute de quoi il n'est pas possible d'obtenir des résultats satisfaisants. facile à casseret la vie est très courte.
Toutefois, cette règle n'est pas absolue. Il est recommandé d'utiliser des aciers rapides importés comme matériau de moulage pour les diamètres inférieurs à 3 mm.
(2) Si la taille de la matrice de la plaque est proche de la taille limite du poste de travail, veuillez utiliser un poste de travail plus grand pour garantir une force de décharge suffisante.
(3) Tous les angles aigus doivent être remplacés par des angles arrondis, sinon ils risquent de s'user ou de s'effondrer.
En général, il est recommandé d'utiliser un rayon d'angle de R > 0,25t au lieu d'angles vifs chaque fois que cela est possible.
(4) Lors de la transformation de la tôle en matériau à forte teneur en chrome (tel que le 1Cr13 et d'autres aciers inoxydables) et de la tôle laminée à chaud, en raison des caractéristiques inhérentes de la tôle, celle-ci n'est pas adaptée à l'utilisation de moules domestiques à forte teneur en chrome, ou bien elle est très facile à user, à tirer et à dénuder, ce qui présente une série d'inconvénients.
Il est recommandé d'utiliser de l'acier à outils à haute vitesse importé comme matériau de moulage.
(II) Sélection des moules pour le formage.
(1) Différents Presse CNC Les glissières ont des courses différentes, il faut donc veiller au réglage de la hauteur de fermeture du moule de formage.
Afin d'assurer un formage adéquat, il est recommandé d'utiliser une tête de frappe réglable.
Les ajustements doivent être effectués avec soin, et chaque ajustement ne doit pas dépasser 0,10 mm, sous peine d'endommager le moule, voire la machine.
(2) Le formage doit être aussi peu profond que possible, en général, la hauteur totale du formage ne dépasse pas 8 mm, la raison de cette hauteur étant qu'il faut beaucoup de temps pour décharger le matériau.
Le processus de formage doit être utilisé à faible vitesse, de préférence avec un temps de retard.
(3) Il n'y a pas de postes de travail à proximité de la station de l'outil de formage, car la hauteur de l'outil de formage est beaucoup plus élevée que celle d'un moule normal.
Il est préférable de placer le processus de formage à la fin du programme et de le supprimer après le poinçonnage.
(4) Pour les moules de formage par étirement, utiliser un ensemble de ressorts légers pour éviter la déchirure ou la déformation inégale de la feuille et la difficulté à décharger le matériau.
(5) Si les deux formes sont proches l'une de l'autre (avant, arrière, gauche et droite), veillez à nous l'expliquer, sinon il peut y avoir des interférences.
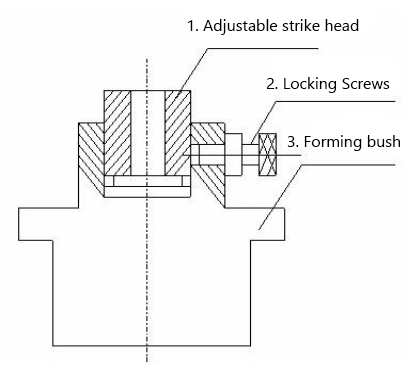
(6) La méthode de réglage du moule est illustrée dans la figure suivante.
(7) Une fois le moule installé, desserrer la pièce 2, tourner la pièce 1 dans le sens des aiguilles d'une montre, tourner jusqu'au point le plus bas, puis serrer la pièce 2.
(8) D'abord, videz le poinçon, ne constatez aucune anomalie, introduisez la feuille dans le poinçon, mesurez la hauteur du moulage, si la hauteur n'est pas suffisante, desserrez la pièce 2, tournez la pièce 1 dans le sens inverse des aiguilles d'une montre (la rotation d'un cercle est généralement de 2 mm, en fonction de la taille de la distance du filetage, veuillez ajuster de manière appropriée pour éviter d'endommager le moule), puis serrez la pièce 2, ajustez constamment, testez le poinçon, jusqu'à ce que vous atteigniez la hauteur souhaitée.
3) Assemblage et entretien des moules
Affûtage du moule
L'affûtage régulier du moule peut non seulement améliorer la durée de vie du moule, mais aussi la durée de vie de la machine ; il est donc important de maîtriser le temps d'affûtage correct et raisonnable.
La façon la plus simple pour l'utilisateur de déterminer si une matrice a besoin d'être affûtée est la suivante.
Après un certain nombre de poinçonnages, vérifier si la qualité du poinçonnage présente une bavure importante, puis vérifier si le bord supérieur de la matrice est arrondi (arrondi ≥ R0,1), si la brillance disparaît.
Si cela se produit, cela signifie que le poinçon était émoussé et qu'il faut l'affûter.
La durée de vie d'un moule peut être multipliée par trois s'il est affûté au bon moment, mais un affûtage incorrect peut rapidement augmenter la destruction de l'arête du moule et réduire sa durée de vie.
L'avance de meulage ne doit pas dépasser 0,015 mm à chaque fois lors de l'affûtage, un meulage trop important entraînera une surchauffe et une brûlure de la surface du moule, ce qui équivaut à la valeur de l'indice d'usure. recuit Le moule devient mou, ce qui réduit considérablement sa durée de vie.
La surface de la meule doit être nettoyée. Il est recommandé d'utiliser une meule à grain 46 moyennement tendre.
Si cette valeur est atteinte, le poinçon sera mis au rebut, et si l'on continue à l'utiliser, il sera facile d'endommager le poinçon et la machine.
L'affûtage final doit être effectué par du personnel professionnellement formé.
Remarque : démagnétiser à temps après l'affûtage et ajuster la hauteur du moule comme avant l'affûtage.
La durée de vie du moule
Pour l'utilisateur, l'augmentation de la durée de vie de l'outil peut réduire considérablement le coût d'utilisation.
Plusieurs raisons peuvent affecter la durée de vie d'un moule.
Si le matériau du moule a été spécialement traité.
La forme structurelle du moule.
Lacunes dans le moule inférieur.
La précision de la position des moules supérieurs et inférieurs.
Ajuster l'utilisation rationnelle du joint.
Si les plaques embouties sont bien lubrifiées.
Si la feuille pressée est plate.
Type et épaisseur des plaques pressées.
La neutralité des stations supérieures et inférieures de chaque tourelle de la machine à estamper.
La clé de guidage de la tourelle de la machine est intacte.
Le plus direct de ces facteurs est que plus la plaque est épaisse, plus le matériau est dur et l'utilisation du processus de poinçonnage par étapes, plus la durée de vie de l'outil est courte.
Essuyez également la zone autour de la filière avant de la mettre en place.
Après le nettoyage, vaporisez un peu d'huile sur la filière et insérez-la dans la filière. La filière concave peut également être insérée dans la filière.
Une attention particulière doit être accordée à la cohérence de l'orientation des moules supérieurs et inférieurs.
Avant l'installation, vérifiez soigneusement que les moules supérieur et inférieur sont de la même taille et que les bords sont orientés dans la même direction.
S'il est mal placé, il peut casser le moule et même endommager la machine.
Après l'installation des moules, laissez la tourelle tourner, tout en observant la tourelle supérieure et inférieure, en particulier le moule concave n'a pas de hauteur inégale.
En cas d'irrégularité de la hauteur, il convient de vérifier soigneusement la cause.
Les moules qui ne sont pas utilisés normalement doivent être régulièrement protégés contre la rouille et huilés.
Après avoir utilisé le moule, nettoyez-le, placez-le proprement, enveloppez-le d'un film protecteur, mettez-le dans la boîte à moules et placez-le dans une position fixe pour éviter que le moule ne soit heurté, bavé ou qu'il ne tombe dans la poussière, la rouille et n'affecte l'utilisation suivante.
Réduction de l'écart entre les matrices
Le jeu de la matrice inférieure est déterminé en fonction de l'épaisseur de la plaque traitée.
Par exemple, la matrice inférieure pour une plaque de 2 mm ne peut pas être traitée pour une plaque de 3 mm, ni pour une plaque de 1 mm, sous peine d'augmenter l'usure et même de casser la matrice.
Lorsque le ressort de la filière est de travers ou raccourci, il doit être remplacé à temps.
La quantité de matrice pendant l'estampage doit être contrôlée entre 1 et 2 mm.
La hauteur de fermeture du moule est ajustée en fonction des exigences du dessin.
Le moule de formage doit également tenir compte de la direction de la rainure de clavette.
Le poinçonnage d'essai est effectué en respectant strictement les étapes d'ajustement susmentionnées et en se référant aux exigences de la commande de moule de l'utilisateur, telles que la hauteur de l'étirement, la nécessité ou non de pré-poinçonner les trous, etc.
L'écart entre les matrices convexes et concaves est exprimé par la différence totale.
Par exemple, si l'on utilise une matrice à came de 10 et une matrice concave de 10,3, 10,3-10=0,3 (diamètre du trou de la matrice concave - diamètre du trou de la matrice à came = espace libre), l'espace libre est de 0,3 mm.
Par dégagement, nous entendons le dégagement total des deux côtés, qui est l'un des facteurs les plus importants de la frappe.
Si l'écart n'est pas correctement sélectionné, il réduira la durée de vie du moule, ou des bavures, provoquant un cisaillement secondaire, rendant la forme de la coupe irrégulière, la force de démoulage augmente, de sorte que la sélection correcte de la valeur de l'écart est très importante.
Pour l'usinage de l'acier doux, l'écart doit être de 20-25% de l'épaisseur du matériau.
Lors de l'usinage de l'aluminium, l'écart doit être de 15-20% de l'épaisseur du matériau.
Lors de l'usinage de l'acier inoxydable, l'écart doit être de 25-30% de l'épaisseur du matériau.
Par exemple :
Pour l'acier doux d'une épaisseur de 1,2 mm, l'écart est calculé comme suit :
1,2mm×0,2=0,24mm, 1,2mm×0,25=0,3mm, le jeu recommandé est donc de 0,24mm~0,3mm.
D'après les statistiques de sélection du ratio d'écart de l'usine de production de machines-outils de poinçonnage à commande numérique, combinées à la situation réelle de la précision des machines-outils appartenant à l'État, mon entreprise recommande l'écart suivant "recommandé dans le cadre de la matrice".
Pour les cas particuliers, il doit être conçu en fonction des besoins de l'utilisateur.
Épaisseur de la feuille mm
Types de matériaux
Acier doux
Aluminium
Acier inoxydable
0.8~1.6
0.2~0.3
0.2~0.3
0.2~0.35
1.6~2.3
0.3~0.4
0.3~0.4
0.4~0.5
2.3~3.2
0.4~0.6
0.4~0.5
0.5~0.7
3.2~4.5
0.6~0.9
0.5~0.7
0.7~1.2
4.5~6
0.9~1.2
0.7~0.9
Note : Le jeu inférieur recommandé est utilisé pour assurer la durée de vie de la matrice et n'est pas très strict.
Elle doit être formulée avec précision en fonction de la situation réelle et des besoins de l'utilisateur.
5) Points à noter lors de la transformation
Diamètre maximal du trou et tonnage du poinçon
Par exemple :
La question de savoir si la plaque d'une épaisseur de 6 mm et d'un diamètre de 88,9 mm peut être coupée ou non ne peut pas être laissée à l'imagination.
Elle est déterminée par la capacité de poinçonnage.
La pression requise pour le poinçonnage général est déterminée par la formule suivante.
P=A × t × σc
Force de frappe(kg)
A-Périmètre du trou perforé(mm)
épaisseur de la plaque t(mm)
σc-Résistance au cisaillement du matériau(kg/mm)
Par exemple, la poinçonneuse VT-300 pour le pressage de tôles laminées à chaud de 6 mm, le diamètre maximal du trou de traitement est de.. :
30×1000=3.14×D×6×42
D=Ф37.9(mm)
Par conséquent, si l'on perce le trou sur une plaque de 6 mm à l'aide d'une poinçonneuse à commande numérique, le diamètre maximal que l'on peut obtenir est de 37,9 mm.
Au-delà de cette valeur, d'autres méthodes doivent être utilisées, telles que la méthode de poinçonnage par petits cercles.
Lubrification à l'huile
La quantité et le nombre d'injections d'huile dépendent des conditions du matériau traité.
Pour que le matériau ne rouille pas et ne s'écaille pas, huilez le moule avec de l'huile légère pour machine.
La rouille s'infiltre entre le moule et l'enveloppe pendant le traitement, comme l'acte, et empêche la came de se déplacer librement.
Dans ce cas, si le moule est huilé, la rouille sera plus facilement tachée ; par conséquent, lors du poinçonnage de ce matériau, il convient plutôt d'essuyer l'huile, de démonter le moule tous les six mois, de le laver avec de l'essence et de le remonter, afin qu'il puisse être traité de manière satisfaisante.
Les moules des poinçonneuses CNC à grande vitesse doivent être strictement entretenus, et le manchon de déchargement, l'orifice d'injection d'huile, le noyau du moule et la surface de contact entre le manchon de déchargement et le moule concave sont régulièrement lubrifiés avec de l'huile légère, de manière à prolonger la durée de vie du moule.
Mais une trop grande quantité d'huile lubrifiante reste souvent dans la surface supérieure de l'outil, la frappe pendant le poinçonnage et la coupe est facile à faire de la surface supérieure de l'outil et des déchets pour produire une adsorption sous vide entre la formation du laitier, c'est-à-dire : le rebond des déchets.
Dans ce cas, la feuille doit être nettoyée de toute trace de graisse et le moule doit être maintenu propre et ne pas être trop rempli de lubrifiant pour assurer un poinçonnage en douceur.
Report du coup de poing de tête et du rebond de la ferraille
Le report sur le poinçon de tête et l'adhérence signifient que, dans des conditions normales, le noyau de la filière supérieure et le matériau de la feuille ne peuvent pas être déconnectés à temps ou complètement.
Les dangers du report sur le coup de poing de tête.
(1) Endommage ou casse le noyau de la filière.
(2) Il peut endommager les pinces et le produit en feuille, et la feuille enroulée peut même heurter le carénage.
(3) La résistance au glissement de la douille de guidage du moule et du noyau est importante.
(4) La force de décharge requise est supérieure à la force du ressort.
(5) La vitesse d'alimentation est trop rapide et le ressort n'est pas réactif ou sensible.
(6) Psoriasis par accumulation de matière.
(7) Rebond des déchets.
(8) D'autres raisons telles que le dégagement du moule et la précision.
La solution
(1) D'après les échantillons et d'autres données d'essai, les ressorts ont une durée de vie de 500 000 cycles, parfois même plus courte dans des conditions difficiles, à partir de laquelle les ressorts s'épuisent et perdent leur élasticité, les ressorts se raccourcissent considérablement ou même se cassent, et de nouveaux ressorts doivent être commandés à temps auprès d'un fournisseur de matrices de confiance.
(2) L'inductance doit être contrôlée entre 1 et 2 mm, une inductance trop importante entraînera une augmentation de la course de relâchement du noyau et de la résistance, ce qui prolongera le temps de réaction du ressort.
Le noyau n'est pas complètement sorti de la feuille avant l'alimentation, ce qui risque d'endommager le moule, la plaque ou la pince, etc.
(3) Lorsqu'il y a trop de poussière et d'autres saletés sur la surface de glissement ou un manque d'huile, la résistance au glissement augmente, contrebalançant une partie de la force du ressort, ce qui peut entraîner un transfert de matériau.
À ce stade, le moule doit être démonté, lubrifié et les conditions de lubrification doivent être améliorées.
(4) La force de poussée est supérieure à la force du ressort, ce qui se réfère principalement au tonnage de poinçonnage, il y a plusieurs possibilités :
D'une part, l'arête de coupe est fortement émoussée, ce qui nécessite un tonnage supplémentaire, et d'autre part, la surface de coupe est rugueuse et les bavures augmentent, ce qui produit une grande résistance. Il convient de l'affûter à temps.
La seconde est que l'écart entre le moule et la plaque ne correspond pas, lorsque l'écart entre le moule et la plaque est faible, le matériau maintiendra le moule convexe.
Dans ce cas, il convient de choisir le poinçon inférieur qui correspond à la plaque ou de meuler le poinçon inférieur pour augmenter l'écart.
Troisièmement, lorsque la taille du moule est proche de la taille limite de la station et que la feuille est épaisse, la force de décharge requise est supérieure à la force du ressort.
Dans ce cas, il est nécessaire de sauter une station ou d'utiliser un ressort robuste.
(5) Lorsque le taux de Cr matériau de la matrice et la plaque d'emboutissage à haute teneur en chrome (comme le 1Cr13 et d'autres aciers inoxydables) en poinçonnage continu, la température augmentera et produira de l'affinité.
Equivalent à une paire de la même friction de paiement, il est très facile d'user le tranchant ou de produire une accumulation de fourreaux.
Par conséquent, lors du poinçonnage de l'acier inoxydable, il est recommandé d'utiliser des aciers rapides importés plutôt que des matériaux nationaux à haute teneur en chrome, tels que Cr12MoV, etc.
En outre, lors du poinçonnage de l'acier inoxydable, on rencontre souvent un film, ce film est fin et résistant, et la plaque est mal attachée au phénomène de séparation lors du poinçonnage et de la découpe, ce qui entraîne un risque d'entraînement de la matière.
Dans ce cas, il convient de choisir un moule en acier rapide importé à arêtes vives, le second étant de placer le côté avec le film sur le fond, de sorte que le film soit situé près de la couche de cisaillement pour atteindre l'objectif d'être complètement coupé.
Cependant, il faut tenir compte de l'impact de la bavure sur la pièce.
(6) Le rebond des déchets est également l'une des principales raisons du transfert de matières.
Après le rebond des déchets, si la moitié des déchets se trouve dans le moule inférieur, il se produit un phénomène de double poinçonnage du matériau, de sorte que le moule présente un biais important et que le tonnage augmente, ce qui endommage le matériau ou le moule.
(7) Enfin, la précision du moule lui-même et la précision de l'alignement de la position de la machine peuvent également être à l'origine du transfert.
Dans ce cas, vous devez faire appel à un fabricant de moules CNC professionnel pour fabriquer le moule et utiliser la barre d'étalonnage pour corriger la position du moule de la machine.
Rebond des déchets
Le rebond des déchets fait référence au phénomène selon lequel les déchets de poinçonnage ne sont pas évacués en douceur par le trou de la matrice, mais rebondissent à l'extrémité de la matrice ou à la surface de la pièce brute ; ces déchets éjectés sont également connus sous le nom de laitier.
Risques liés au rebond des déchets
(1) Lorsque la matrice continue à poinçonner à proximité du laitier, le manchon de décharge frappe le laitier sur la surface de la tôle, ce qui entraîne la mise au rebut de la pièce en raison de sa taille et de la qualité de sa surface.
(2) Les scories tombent sur le plateau inférieur, ce qui entraîne un risque caché d'alimentation, et les plaques peuvent être rayées ou même brisées.
(3) Le moule est parfois endommagé par la production continue de scories et le chevauchement des scories dépasse la limite de résistance du moule, et le taux de rebut dû aux scories augmente considérablement lorsque la production de pièces uniques ou de petites quantités est élevée.
(4) Lorsque la moitié du laitier est impactée au niveau de l'ouverture inférieure de la filière, il en résulte un transfert de matière.
Causes du rebond des déchets
(1) La raison d'être du moule lui-même
Caractère raisonnable de l'écart
Le tranchant de la lame
L'adéquation du moule au moule
L'intérêt de la lubrification
(2) Causes de la condition matérielle
L'état de surface du matériau est bon ou non.
La direction de la couche d'adhérence du matériau est-elle propice à l'impact ?
(3) Raisons de la programmation
Sélection des moules
Séquence et direction du poinçonnage et de la coupe
Détermination de la taille de l'impact
Solutions pour le rebond des déchets
(1) L'écart plus faible entre les matrices entraîne le gauchissement des déchets vers le haut, ce qui réduit la surface de contact avec la surface intérieure de la matrice et diminue la résistance au frottement, ce qui fait rebondir les déchets en cas de poinçonnage à grande vitesse.
Ainsi, dans le cas d'un écart trop important, nous devons choisir l'écart approprié, et parfois même envisager d'utiliser un écart plus petit.
(2) Après un certain nombre d'impacts de matrices affûtées, les bords de l'arête de coupe deviennent blancs et arrondis comme du givre, ce qui est le résultat du durcissement et de la passivation du processus.
Dans un tel état, le traitement rendra de plus en plus évidente la tolérance de la ferraille au bord de la matrice, et il est très probable qu'elle sortira de la matrice concave avec le retour de la matrice supérieure.
Dans ce cas, l'arête doit être affûtée immédiatement et démagnétisée avec un démagnétiseur après l'affûtage.
(3) Clous en polyuréthane pour le diamètre ou la largeur du bord supérieur de l'outil de 9 mm ou plus
La largeur est inférieure à 8 mm et le bord biseauté de 2° est utilisé pour les pièces longues et grandes, ce qui permet d'éviter efficacement le rebond des déchets.
Cependant, la résine de polyuréthane est une pièce d'usure, les utilisateurs doivent donc la vérifier chaque semaine et la remplacer en temps voulu pendant l'utilisation.
Le biseau doit être conservé après l'affûtage et ne doit pas être affûté jusqu'à l'obtention d'un bord plat par manque d'équipement ou par crainte de problèmes.
(4) La quantité de matrice d'entrée doit être contrôlée entre 1 et 2 mm ; si elle est trop faible, la ferraille ne sera pas complètement coupée.
Dans ce cas, c'est l'importance de l'affûtage de la matrice qui est en jeu.
Si le moule est affûté de plus de 4 mm, il faut envisager de changer le noyau du moule, sinon le moule convexe pénétrera de moins en moins dans le moule concave.
Dans le même temps, l'énergie appliquée à la feuille lors de l'impact augmente, ce qui provoque une déformation plus importante de la feuille et accroît les risques de rebond.
(5) Si la profondeur du bord inférieur de l'outil est trop élevée, les déchets se chevaucheront.
Lorsque l'air entre les déchets est comprimé, les déchets situés au-dessus sont éjectés de la matrice inférieure lors de la course de retour.
La profondeur standard de la matrice inférieure doit être la somme de l'inductance, de l'épaisseur du matériau et du volume d'affûtage.
(6) Lorsque les moules supérieur et inférieur ou les moules supérieur et inférieur sont fortement excentrés, des bavures excessives d'un côté peuvent également entraîner les déchets hors du moule inférieur avec le mouvement de la feuille.
(7) Il est inévitable qu'il y ait un peu de lubrifiant ou d'huile antirouille sur le fond du moule ou de la plaque supérieure, mais jamais au point de former un fluide.
Lors de l'impact, il est facile de provoquer une adsorption sous vide entre la surface de l'extrémité supérieure de la filière et le déchet, formant ainsi un rebond du déchet.
Dans ce cas, essuyez l'huile sur le moule ou la plaque supérieure.
(8) La couche adhérente de la feuille est également un facteur important dans le rebond des déchets.
Comme pour le report de matériau, il convient d'utiliser un moule à arêtes vives et de placer la couche adhérente en dessous.
(9) Une raison très importante pour laquelle le poinçon CNC à grande vitesse est de plus en plus utilisé est la souplesse de ses caractéristiques de traitement de l'assemblage et du poinçonnage.
Cela dit, ne soyez pas avare dans le choix des moules lors de la programmation.
Pour les caractéristiques d'un certain trou, il faut d'abord sélectionner le moule qui peut compléter le trou en une seule fois, et lorsqu'il est nécessaire de couper, il faut choisir la plus petite chute, la plus grande, la plus proche de la taille du moule.
Si la quantité minimale de ferraille est trop faible, la ferraille n'est pas facile à découper lorsque l'espace entre les moules est important.
Même si le déchet est poinçonné dans la matrice, s'il se superpose au déchet précédent, il est facile de rebondir hors de la matrice en raison des vibrations, la formation du déchet rebondissant, il faut donc sélectionner le moule de manière scientifique.
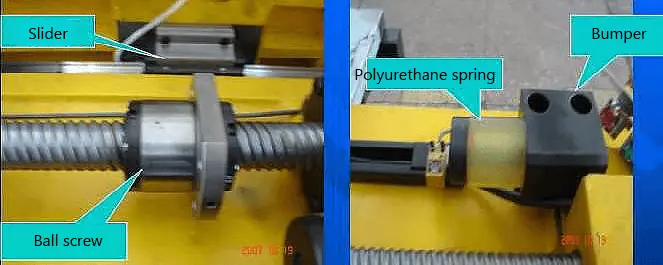
5. Pièces d'alimentation
Les éléments d'alimentation d'une presse CNC à tourelle comprennent généralement la traverse, l'entraînement de l'axe Y, les mâchoires, la table pour supporter la tôle, etc.
1) La traverse est généralement un structure soudéeLes deux côtés du support sont fixés sur sa surface inférieure, guidés par des guides linéaires à rouleaux.
Afin d'assurer un mouvement régulier et rapide du chariot et du guide, la face frontale du chariot est équipée d'un dispositif anti-poussière et la machine doit être maintenue dans un environnement de travail propre pour éviter que la poussière ne reste dans les rainures du guide et de la vis et ne provoque une usure brutale.
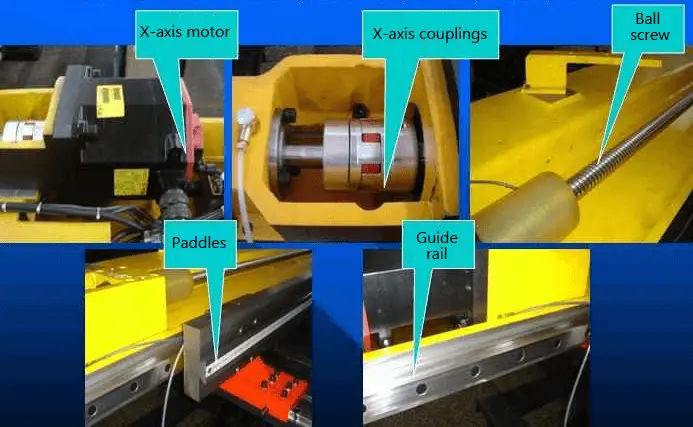
L'axe Y est entraîné par un servomoteur à courant alternatif, qui est directement relié à la vis à billes par l'intermédiaire d'un accouplement flexible sans jeu, qui est précontraint lors de l'assemblage pour assurer une transmission sans jeu.
Note : L'écrou de la vis a été ajusté avant que la machine ne quitte l'usine et l'utilisateur n'est pas autorisé à ajuster ou à démonter quelque partie que ce soit de cette pièce pendant son utilisation.
2) La plaque d'entraînement est un élément en fonte recuit et est guidée par un rail de guidage fixé à la barre transversale.
Comme pour les rails de l'axe Y, le réglage de la précharge des écrous à vis est effectué lors du montage de réglage en usine de la machine et ne doit pas être ajusté par l'utilisateur en cours d'utilisation.
Les extrémités des vis des axes X et Y sont équipées de butoirs en polyuréthane pour éviter d'endommager la vis et d'autres parties de la vis en cas de mauvaise utilisation.
La buse de lubrification située dans le logement du palier est utilisée pour lubrifier le palier du support de la vis à intervalles réguliers, avec un cycle de lubrification d'une fois par semaine.
Lors du fonctionnement, la pince est installée sur la direction de l'axe X de la plaque d'entraînement, et grâce à la rotation du servomoteur, la vis à billes est entraînée par l'accouplement, ce qui permet à la plaque d'entraînement de se déplacer d'avant en arrière le long de la direction de l'axe X sur le guide linéaire, réalisant ainsi l'objectif de l'alimentation en matériau.
3) Actuellement, la course de l'axe X est de 1250 mm, 1500 mm, 2000 mm, 2500 mm.
En cas de repositionnement, la taille de traitement dans le sens des X sera plus importante.
L'entraînement de l'axe Y est fondamentalement le même que celui de l'axe X, mais il est également constitué de vis à billes, guides linéaires et accouplements, servomoteurs.
Lorsque l'entraînement de l'axe Y fonctionne, il est relié à la traverse par un siège d'articulation, qui entraîne la traverse dans la direction Y.
En raison de la profondeur limitée de la gorge, les courses courantes dans l'axe Y sont de 1250 mm, 1500 mm.
Afin d'éviter d'endommager le matériau transversal et la table en cas d'impact lorsque la machine est hors de contrôle en raison d'un dysfonctionnement de la commande ou d'une mauvaise manipulation, des dispositifs tampons sont installés aux deux extrémités des courses de la vis de direction X et Y
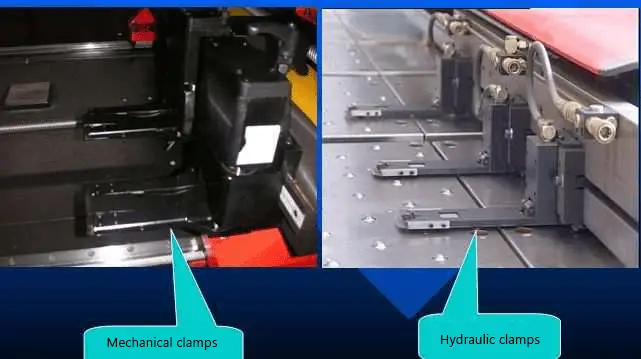
Une pince est un manipulateur utilisé pour saisir des feuilles de matériau, généralement alimenté par de l'air comprimé ou de l'huile hydraulique. La pince est généralement reliée à la plaque d'entraînement de la barre transversale par une fente en T ou en queue d'aronde.
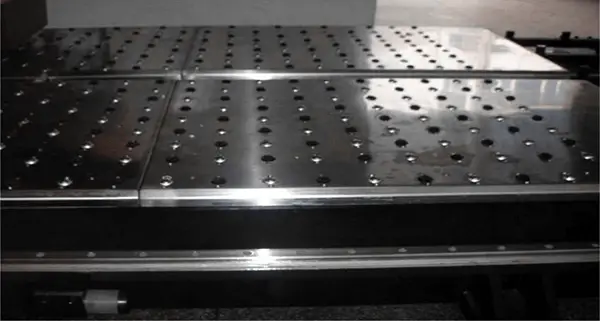
Il existe généralement deux types de structures de table pour soutenir les matériaux en feuilles : une table fixe et une table mobile.
Les table fixe signifie que toutes les tables ne sont pas en mouvement pendant le fonctionnement.
Le principal avantage de cette structure est que l'inertie de l'alimentation est faible et qu'elle peut être entraînée par un servomoteur à faible couple.
La table mobile désigne la table d'alimentation qui se déplace avec la feuille pendant le travail.
L'avantage de ce type de table est qu'il présente un faible encombrement, mais l'inertie du mouvement est importante et il est nécessaire d'utiliser un servomoteur à couple élevé pour l'entraîner.
En outre, la table comporte deux types de supports de feuilles, l'un étant une bille de transfert universelle (bille d'acier) et l'autre une brosse dure.
Lors de l'utilisation de la table à brosse dure, la capacité de charge est inférieure à celle de la bille d'acier, la résistance au mouvement est élevée, mais le bruit est faible, il n'est pas facile de rayer la plaque, il convient mieux à l'utilisation de plaques minces et de tables fixes, l'épaisseur de la plaque est inférieure à 3 mm.
Un mélange de billes d'acier et de brosses est utilisé dans les deux cas.
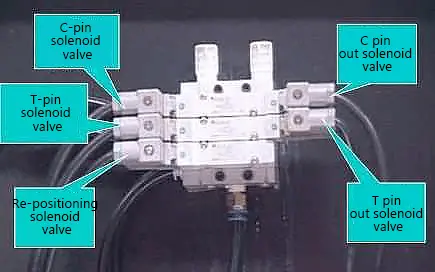
6. Système de voies respiratoires
Le système d'air de la machine est composé de plusieurs valves de contrôle directionnel et de sources d'air triplées.
La connexion d'alimentation en air est située à l'avant de la machine, et la pression d'alimentation en air requise est de 0,55 Mpa ou plus, en dessous de la limite inférieure critique de 0,4 Mpa, l'alarme cessera de fonctionner.
Les pièces utilisant de l'air sont : le mécanisme de collage de la matrice rotative, l'axe de positionnement rotatif, le repositionnement, les pinces, le bloc de positionnement.
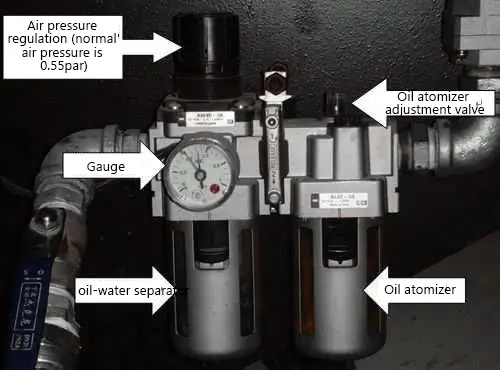
Le relais de pression détermine si la pression de la source d'air a atteint la valeur définie, sinon le système CNC émet une alarme.
Avant que l'air comprimé ne pénètre dans l'actionneur, l'huile est acheminée vers l'actionneur pneumatique par un atomiseur d'huile à des fins de lubrification.
La stabilité de la pression de l'air est l'une des conditions préalables au travail des machines, et une pression instable ou insuffisante peut entraîner divers problèmes.
En général, il y a un régulateur à l'entrée de l'air, pour régler la pression, il faut sortir la poignée de réglage, tourner dans le sens des aiguilles d'une montre jusqu'à la pression spécifiée, puis appuyer sur la poignée de réglage.
Si la pression est abaissée, la pression d'air doit être ramenée à zéro, la poignée de réglage doit être retirée et réglée dans le sens inverse des aiguilles d'une montre jusqu'à ce que la rotation ne bouge plus.
Mettre la source d'air en marche, le manomètre devant alors indiquer 0.
Tourner la poignée de réglage dans le sens des aiguilles d'une montre jusqu'à la pression spécifiée et appuyer sur la poignée de réglage.
Si, après une période de fonctionnement de la machine, il y a un manque chronique de pression d'air et que les méthodes ci-dessus ne sont pas efficaces, les deux options suivantes peuvent être envisagées :
Remplacement ou réparation d'un compresseur d'air
Relever la limite inférieure du compresseur d'air, ou abaisser la valeur critique de l'alarme d'air, en tournant une petite vis en acier dans la direction "-" sur la partie inférieure du manomètre, à ce moment-là vous pouvez voir l'aiguille verte suivre le mouvement correspondant.
Jusqu'à ce que le voyant rouge s'éteigne et que l'alarme de pression d'air soit éliminée.
Cette méthode doit permettre de s'assurer que chaque composant pneumatique est en ordre.
Lubrification des conduits d'air
Elle se fait par l'intermédiaire des brasseurs d'huile, l'alimentation en huile étant réglable.
En tournant la vis de réglage dans le sens inverse des aiguilles d'une montre, l'alimentation en huile des brasseurs d'huile augmente, et en tournant la vis de réglage dans le sens des aiguilles d'une montre, l'alimentation en huile des brasseurs d'huile diminue.
La taille de l'atomiseur d'huile est proportionnelle au débit de gaz de fonctionnement réel, le débit d'air minimum pour démarrer la lubrification automatique de l'atomiseur d'huile est de 10L/MIN.
(1) La vitesse peut être réglée par le biais du papillon unidirectionnel, et l'air comprimé provenant de la source d'air pénètre directement dans le cylindre lorsqu'il revient à sa position initiale.
(2) L'axe de positionnement de la table tournante est relié à l'axe par deux cylindres à travers la plaque d'accouplement, le cylindre est soutenu par le siège fixe, l'axe est contrôlé par deux électrovannes à cinq voies, la vitesse est réglée par une vanne d'étranglement à une voie lors du positionnement.
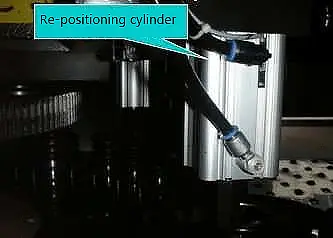
(3) Le vérin de repositionnement est commandé par deux électrovannes à cinq voies, et le vérin est fixé sur le support relié au lit.
La fonction de repositionnement est de presser fermement la plaque d'acier sur la table lorsque la machine est repositionnée, et de s'assurer que la plaque d'acier est fixée lorsque la pince se déplace automatiquement.
Lorsque la longueur de la plaque dans la direction de l'axe X dépasse la course de l'axe X, l'excédent doit être repositionné pour compléter le poinçon.
Cette fonction permet d'étendre la portée de la machine dans la direction de l'axe X (le repositionnement ne peut se faire que dans l'axe X).
(4) Le cylindre de serrage est commandé par une électrovanne à trois voies à deux positions, et la fermeture à trois voies à deux positions est commandée par une pédale.
En l'absence de plaque d'acier dans les mâchoires, éviter le serrage à vide pour ne pas endommager la plaque dentaire.
Lorsqu'il n'est pas ventilé, le ressort entraîne la rétraction de la tige du cylindre et l'ouverture des mâchoires par son propre poids.
La pince est commandée par une pédale ou un bouton sur le tableau de commande.
L'épaisseur maximale des mâchoires est de 6,35 mm.
La plaque de détection de la zone de sécurité sur la pince sert à détecter la position de la pince afin de la protéger contre l'entrée dans la zone dangereuse pendant le processus de travail, de manière à ne pas la casser.
(5) Goupille de positionnement de l'axe X
Le bloc de positionnement est directement relié à la tige du vérin, et le levage du bloc de positionnement peut être contrôlé en actionnant manuellement le bouton de commande situé sur l'enveloppe de la traverse pendant le chargement.
La broche d'origine est située à gauche de la table d'alimentation et est utilisée pour déterminer le point de référence de l'axe X.
La distance théorique entre la surface de positionnement de la tige d'origine et le centre du poinçon est de 1250 (2500) mm.
Lors de l'alimentation, le cylindre soulève la goupille (la mâchoire est ouverte), la plaque d'acier est proche de la surface de positionnement de la mâchoire et de la surface de positionnement de la goupille, déterminant ainsi la position initiale de la plaque d'acier sur la table.
Lorsque la pince serre la plaque d'acier, celle-ci est bien positionnée, puis le cylindre enfonce la goupille d'origine.
La tige d'origine reste dans sa position initiale (c'est-à-dire qu'elle n'est pas tombée) pendant toute la durée du travail.
Si, pour une raison ou une autre, le pivot de départ ne tombe pas ou ne se soulève pas pendant l'opération, ni l'axe X ni l'axe Y ne peuvent être déplacés et ne peuvent être redémarrés qu'après la chute du pivot de départ.
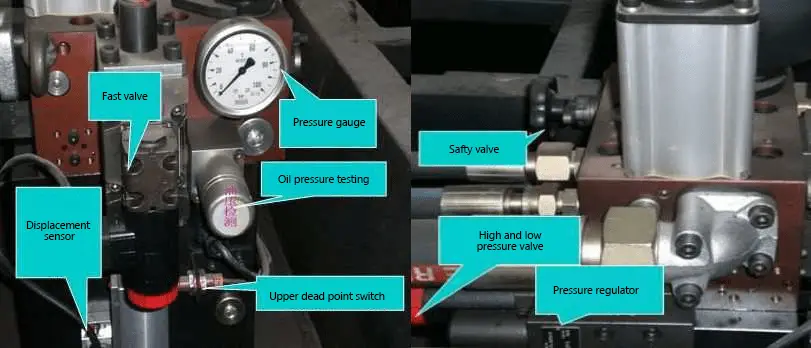
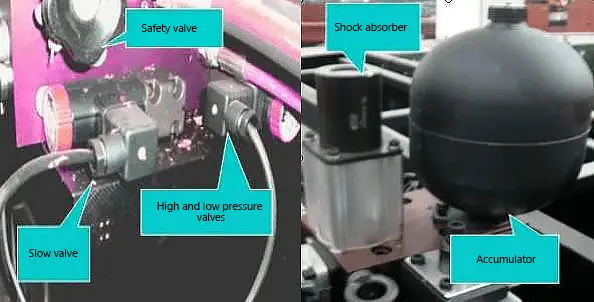
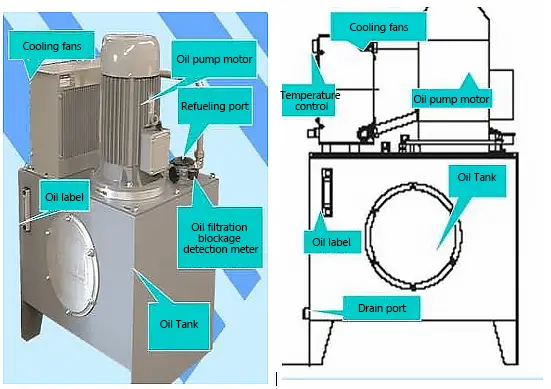
7. Système hydraulique(H+L)
Le poinçon est principalement utilisé pour frapper la matrice, c'est la source d'énergie du poinçon et sa propre énergie est fournie par la station hydraulique.
Les stations hydrauliques sont généralement équipées d'un moteur principal, d'une pompe à haute pression et d'une pompe de refroidissement chacune, avec refroidissement par air.
Lorsque la température de l'huile dépasse 40 degrés, il démarre automatiquement, ce qui fait baisser la température de l'huile.
Le rôle de la station hydraulique est de fournir une source constante de pression d'huile au poinçon.
Numéro de modèle de l'huile hydraulique recommandée : Mobil DTE-25 VG46 huile hydraulique anti-usure :.
La quantité d'huile utilisée était de:
Économie de Harley (VT-300) : 180 litres
Harley Premium (RT-300) : 250 litres
La tête de poinçonnage peut sélectionner automatiquement la course de poinçonnage en fonction de l'épaisseur de la plaque et réaliser la fonction de pré-pressage, ce qui permet de réduire la course de poinçonnage et d'augmenter la vitesse de poinçonnage.
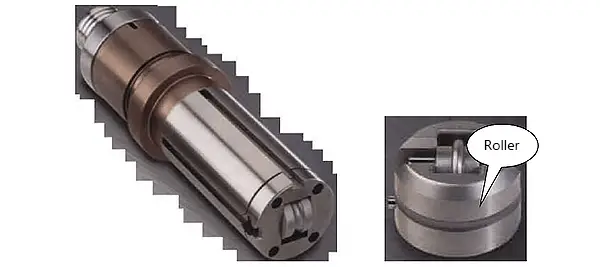
Photos de la tête de perforation hydraulique
Photos de la station hydraulique
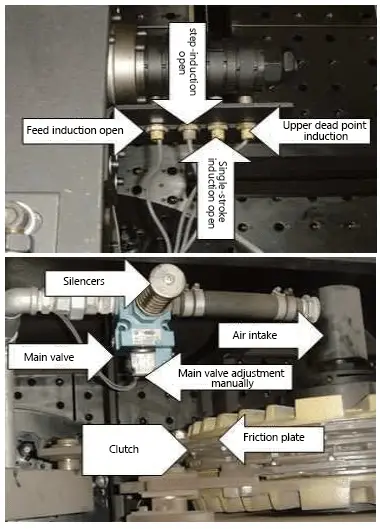
8. Embrayages mécaniques
La fonction de chaque interrupteur dans la section du point mort supérieur et sa méthode de réglage.
(1) En raison de la pression de l'air, le point mort n'est pas en place. De manière manuelle, démarrez le moteur, introduisez l'axe de la table tournante, appuyez sur la touche F1 de réglage du point mort, jusqu'à ce que l'alarme disparaisse.
(2) lors de la mise en œuvre du programme, il y a une alarme, la machine-outil est en état de maintenance, dans le cas où l'on n'appuie pas sur le bouton de réinitialisation, on passe directement en mode manuel, on appuie sur la touche F1 de réglage du point mort, jusqu'à ce que l'alarme disparaisse ; puis on passe en mode automatique, on appuie sur la touche de démarrage du cycle, la machine interrompt alors la mise en œuvre du programme.
(3) Si la machine est hors tension, que le poinçon n'est pas sur le point mort et qu'il vient de s'arrêter en position de rotation, que les modes supérieur et inférieur ne sont pas au même angle, il est impossible d'effectuer le réglage de l'état de démarrage, il est nécessaire de procéder à un réglage manuel.
Il faut d'abord vérifier si la pression d'air est stable ou non, puis s'assurer qu'il y a un bouton sur la soupape principale de l'embrayage qui peut être contrôlé manuellement.
Observez le sens de rotation de la came du point mort supérieur et veillez à maintenir enfoncé le bouton de la soupape principale.
VI. Gamme de traitement
Prenons par exemple le modèle HP1250, dont la plage d'usinage est de 1250*2500 (mm).
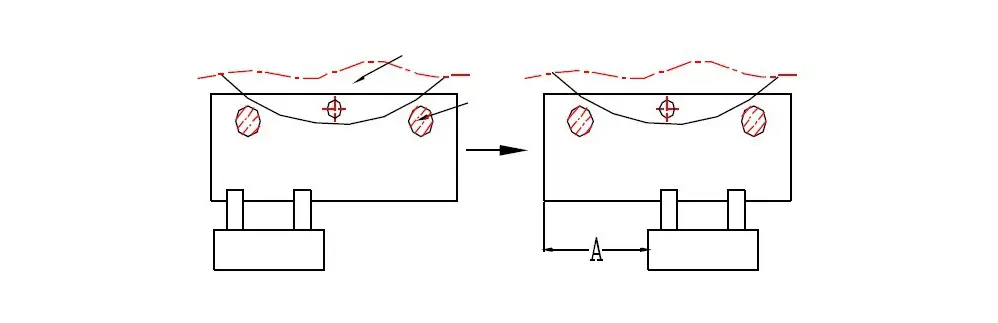
Si la direction X est en dehors de cette plage, elle peut être ajustée à l'aide de la commande de préhension automatique G27, sous la forme de la quantité de mouvement G27X.
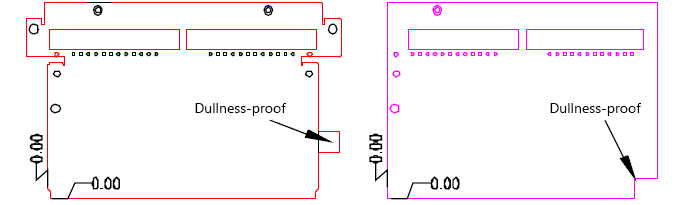
Le diagramme ci-dessous montre la situation avant et après l'utilisation de la méthode de retrait automatique des mâchoires.
La ligne de coupe transversale montre deux plaques cylindriques utilisées pour maintenir le matériau en place lorsque les mâchoires sont desserrées afin qu'il ne bouge pas.
Une fois les mâchoires relâchées, elles se déplacent vers l'extérieur et dans l'axe X dans la direction positive d'Amm, puis se déplacent vers l'intérieur jusqu'à la position correspondante, en serrant, complétant ainsi l'ensemble du mouvement des mâchoires.
La plage de travail avant et après les mâchoires est élargie comme le montre la figure ci-dessous.
Si elle se trouve dans la direction Y au-delà de cette plage, il peut y avoir un danger. Cela signifie que les mâchoires peuvent se trouver dans une zone dangereuse.
La situation dans la zone dangereuse est illustrée dans le diagramme :
Dans le premier cas, les mâchoires sont situées entre les moules supérieur et inférieur et le poinçon endommagera les mâchoires ;
Dans le second cas, bien que les mâchoires ne soient pas endommagées, le matériau est déformé car il se trouve dans un plan différent.
La solution consiste à modifier la position des mâchoires, à changer la position de l'outil, à modifier la taille du moule ou à concevoir une mâchoire de remplacement.
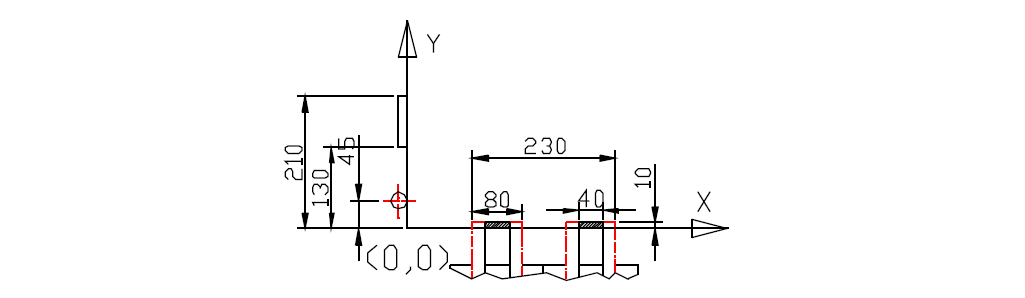
VII. Le positionnement de la pièce
La pièce à usiner est positionnée sur le poinçon de la tourelle CNC au moyen des mâchoires et des goupilles de positionnement dans l'axe Y ou des blocs de positionnement carrés, qui sont placés sur les mâchoires pour déterminer la position dans l'axe Y, et sur les goupilles de positionnement ou les blocs de positionnement carrés pour déterminer la position dans l'axe X.
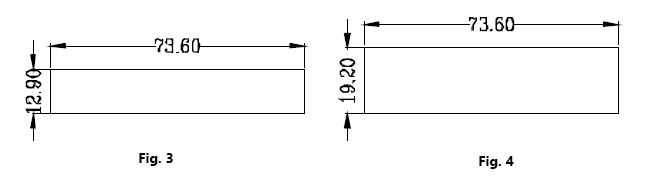
Données sur les mâchoires
Les deux mâchoires du poinçon à tourelle CNC peuvent être réglées dans la direction X l'une par rapport à l'autre pour s'adapter à différentes tailles de plaques, mais les deux mâchoires ne peuvent pas être infiniment proches l'une de l'autre, il y a une distance minimale entre elles, voir la figure ci-dessous. Si la pièce à usiner est plus petite que le minimum, une seule prise de mâchoire peut être envisagée.
Tableau des valeurs pour chaque zone de danger de la pince du couteau et zone d'interférence du moulage
Lorsque les mâchoires maintiennent la pièce en mouvement, elles risquent d'être lessivées et endommagées, c'est pourquoi il faut laisser une distance de sécurité entre la pièce usinée et la mâchoire.
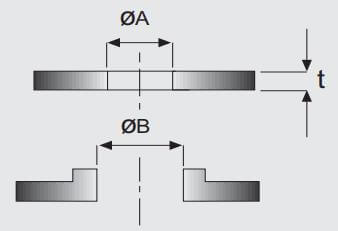
Distance minimale de la mâchoire dans la direction Y = rayon de la matrice supérieure + largeur de la mâchoire + zone de déformation
Type de couteau
Diamètre de la matrice mm
Diamètre du poinçon mm
Distance minimale de la mâchoire dans la direction Y mm
Type A
18
25.4
30
Type B
38
47.8
40
Type C
74
89
50
Type D
110
125.4
80
Type E
133
158
95
Remarque :
1) La zone de déformation du matériau est généralement de 5 mm, la valeur spécifique est déterminée par l'épaisseur du matériau et la hauteur de formage, cette valeur n'est donnée qu'à titre de référence.
2) Prendre 10 mm de largeur de mâchoire.
Zone d'interférence du traitement du moulage vers le haut = rayon du moulage vers le haut + zone de déformation
(Note : Zone de déformation = rayon ou largeur de l'élément de forme ascendante/2 + zone de déformation du matériau)
Type A
Type B
Type C
Type D
Type E
Zone d'interférence minimale de traitement
mm
12,7 + zone de déformation
24 + zone de déformation
35 + zone de déformation
55 + zone de déformation
67 + zone de déformation
Zone d'interférence pour le moulage vers le bas = rayon du moulage vers le bas + zone de déformation
(Note : Zone de déformation = rayon ou largeur de l'élément de mise en forme descendant/2 + zone de déformation du matériau)
Type A
Type B
Type C
Type D
Type E
Zone d'interférence minimale de traitement
mm
12,7 + zone de déformation
24 + zone de déformation
45 + zone de déformation
63 + zone de déformation
79 + zone de déformation
VIII. Estimation du temps d'usinage pour le poinçon à tourelle CNC
1. Il est temps de changer le couteau
Temps de changement d'outil d'environ 1,5 seconde pour des positions d'outil adjacentes.
Un intervalle de temps de changement de position de l'outil d'environ 2,0 secondes.
Temps de rotation d'environ 2,5 secondes pour le changement d'outil.
Les temps de changement de couteau mentionnés ci-dessus peuvent probablement être uniformisés à 2,0 secondes.
Même dans le cas d'une pièce extrêmement complexe comportant 30 couteaux, le temps de changement ne devrait pas dépasser 15 secondes.
2. Nombre de trous de perforation
Le nombre maximum de perforations par seconde pour un couteau à trou unique est de 8, avec une distance de perforation de 4-5 mm, soit 480 perforations par minute ;
Cependant, en fonction de l'état de l'outil et de l'équipement, le nombre de poinçons par seconde est de 4, soit 240 par minute ;
Le nombre maximum de temps de poinçonnage pour les couteaux multi-poinçonneurs est de 2 par seconde, soit 120 par minute ;
Toutefois, en fonction de l'état de l'outil et de l'équipement, la cadence normale de poinçonnage est de 60 à 70 par minute ;
3. Temps de formation
Le temps de façonnage d'un couteau à salade (y compris les prétrous) est d'environ 1,3 seconde ;
Le temps de formation d'un moule à lettres est d'environ 0,7 seconde ;
Le temps de formation d'une balle normale est d'environ 3 secondes ; pour une balle plus haute, il est d'environ 4 secondes ;
En raison des conditions spéciales de moulage, l'opération dure environ 5 secondes ;
Bosse d'environ 1 seconde.
Perforer pendant environ 2 secondes.
Environ 2,5 secondes pour le pont du milieu.
Le gaufrage dure environ 1 seconde.
Coupez à moitié pendant environ 2 secondes.
Formation spéciale en 1,5 seconde environ
Autotaraudage en 2 secondes environ.
Le décalage est d'environ 3 secondes.
Renforcement pendant environ 1 seconde.
IX. Méthodes de traitement courantes
Le poinçonnage CNC sur tourelle peut être effectué de différentes manières, telles que le poinçonnage de trous de maille, le poinçonnage de segments, le grignotage, la découpe de coins, l'enlèvement automatique des griffes, etc.
Chaque méthode d'usinage dispose d'une instruction de programme CN spécifique.
L'utilisation des instructions correspondantes permet non seulement de faciliter les différents types d'usinage, mais aussi de réduire les risques d'erreur.
Cette section explique certaines de ces méthodes d'usinage NCT typiques.
1) Ptrou perforé
Dans la pratique, NCT traite souvent un nombre alarmant de gouffres thermiques.
La vitesse de traitement la plus rapide est celle du mode G36 lors du poinçonnage des mailles.
Si plus de 25% de la maille d'une unité de surface est perforée, le matériau sera déformé et le processus doit être traité correctement.
En général, NCT tamponne d'abord la feuille entière de matériau, puis calibre la pièce après le poinçonnage.
Si des dimensions très importantes exigent de la précision, nous envisagerons un traitement secondaire après le nivellement.
Si la taille et la distance des trous ne sont pas identiques, nous négocierons avec le client, dans les limites de la tolérance, pour modifier la taille des trous afin de pouvoir ouvrir la matrice pour la production de masse (par exemple, poinçonnage multiple NCT).
2)En continu coup de poing trou ( rectangulaire )
Dans le traitement des NCT, il est courant de percer un grand trou rectangulaire.
Le poinçonnage de ces trous peut être effectué dans une petite matrice rectangulaire avec un poinçonnage continu.
3) Grignotage
En l'absence de découpeur laser, il arrive qu'un anneau plus large ou un cercle droit soit usiné par grignotage.
4) Garniture
5)Traitement des trous de salade
En raison de la forme extrudée du trou de salade, le matériau est déformé après l'emboutissage.
Plage de remplissage des trous de salade
Traitement avec du mastic en position centrale à moins de 10 mm du bord.
Si le bord est supérieur à 15 mm, aucun mastic n'est utilisé.
Si la distance par rapport au bord est de 10 à 15 mm, le trou à salade doit être déterminé en fonction de l'état réel du trou à salade afin de déterminer s'il convient ou non de le réapprovisionner.
Si la distance entre deux trous de salade est supérieure à 5 mm, les deux trous de salade ne s'affecteront pas l'un l'autre, et si la distance est inférieure à 5 mm, les trous de salade doivent être poinçonnés une fois pour réduire la déformation.
Méthode de remplissage des trous de salade
L'objectif est d'augmenter la vitesse de traitement et d'assurer la qualité (réduire le nombre de joints).
Un seul trou à salade avec un grand diamètre comme base des deux côtés du décalage de 5 mm, c'est le côté long (en supposant que la longueur est A), puis l'autre côté pour A/2+1 sélectionner SQA+1 poinçon de couteau carré.
Les deux ou plusieurs trous de salade sont remplis ensemble avec une largeur de 10 mm et une longueur qui dépend de la situation réelle.
Sélection de la taille des trous de salade
En général, les principes suivants s'appliquent :
90°SaladΦpre=Φforming bottom hole+0.2&0.3
100°SaladeΦPre=Φformation du trou de fond+0.3&0.5
120°SaladeΦPre=Φformation du trou de fond+0.5&0.6
140°SaladeΦ pre=Φ trou de formation +0.7&0.8
La profondeur de formage du trou de poinçonnage NCT ne dépasse généralement pas 85% (T<2,5mm).
6)Traitement des lignes de sertissage
Profondeur de sertissage NCT de 0,4T.
Lors de l'utilisation d'une pince à sertir de 15*0,5, il faut remplacer les pièces situées à moins de 20 mm du bord.
Lors de l'utilisation d'outils de sertissage 15*0,2, moins de 15 mm du bord doivent être remplacés.
La méthode de remplissage est similaire à celle du trou à salade.
La ligne est pressée soit avec une ligne ciblée, soit avec toute la ligne courbée.
Si un côté de la ligne de pliage est pressé, l'autre côté n'est pas pressé, il est facile à plier, la taille d'un grand, d'un petit.
7) Die cutter
Inverser Die Cl'utérus :
La figure 1 montre la taille de l'encoche de la découpeuse inversée et la figure 2 montre la taille de la découpe d'un mot.
On peut constater que la découpeuse inversée peut contenir jusqu'à 3 rangées et jusqu'à 23 matrices par rangée.
Découpeur frontal :
Il existe deux types d'encoches pour le découpeur frontal, comme le montrent les figures 3 et 4.
La direction de la longueur est la même, mais la direction de la largeur est différente de la largeur d'une matrice.
Par conséquent, lors de l'opération, le traitement correspondant peut être effectué en fonction de la situation réelle.
8) Perforer
Des couteaux spécialisés sont nécessaires pour forage trous.
L'ouverture la plus couramment utilisée est celle qui sert à l'extraction des bourgeons M3 (ouverture ID 2.60).
La distance minimale par rapport au bord de la perforation NCT est de 3T et la distance minimale entre deux perforations est de 6T.
La distance de sécurité minimale par rapport à l'arête de pliage (intérieure) est de 3T + R. Si elle est faible, la ligne doit être pressée. (T indique l'épaisseur du matériau)
9) Tap le trou du fond
Comme le taraudage direct peut entraîner la formation de bavures, un petit trou de salade du côté opposé au trou de taraudage peut être percé pour éviter ce phénomène.
Le trou de salade peut également servir de guide pour le taraudage.
Les trous de salade ont généralement une profondeur de 0,3 mm et un angle de 90 degrés.
10)Dessiner ou poinçonner un convexe
Le NCT peut traiter les convexes de deux manières.
Développement d'un outil de poinçonnage convexe
Avec un outil normal, vous pouvez utiliser la commande M pour dessiner ou poinçonner une convexité, mais uniquement dans le sens descendant. Comme le montre la figure ci-dessous :
Le poinçon supérieur de RO13 et le poinçon inférieur de RO19 peuvent être utilisés pour découper les bosses. De même, il est possible de poinçonner des demi-cisailles et des bosses.
Deux points à noter pour cette méthode : premièrement, il faut disposer d'une matrice supérieure et d'une matrice inférieure, et deuxièmement, la profondeur de formage ne doit pas dépasser l'épaisseur du matériau.
11) Roulage de perles
※Principe de fonctionnement d'un outil de coupe à rouleaux
Lors de l'utilisation d'un outil de coupe à rouleaux WILSON pour traiter une pièce telle qu'un renfort, les matrices supérieure et inférieure de l'outil de coupe à rouleaux sont utilisées pour presser la pièce ensemble, puis la pince serre la pièce en fonction de la forme du mouvement de l'élément de traitement, de manière à achever le processus de traitement de ces éléments.
※ Structure de l'outil de coupe à rouleaux
La structure de la filière inférieure :
La partie inférieure du rouleau outils de coupe se compose du siège de l'outil inférieur et du groupe de roues à rouleaux (pour les outils de coupe à rouleaux de l'outil inférieur du traitement des rouleaux, la roue de commande est également incluse).
La roue à rouleaux est munie d'un roulement, ce qui permet de la faire tourner librement.
Il ne reste plus qu'à renforcer le rouleau de coupe à nervures comme exemple d'introduction de la matrice inférieure du rouleau de l'outil de coupe.
Le siège de la filière joue le rôle de support de la roue à rouleaux.
Structure de la filière supérieure :
Le laminoir est composé de deux parties, à savoir le siège de la filière et le groupe de roues à rouleaux.
Il ne reste plus qu'à renforcer le coupe-rouleau de tendon comme exemple pour présenter la matrice supérieure de l'outil de coupe du rouleau, comme le montre la figure suivante :
X. Processus de poinçonnage par tourelle CNC
Dun traitement anti-fatigue
Pour les pièces symétriques ou asymétriques dont il est difficile de distinguer la gauche de la droite, des mesures anti-calage sont nécessaires pour éviter l'inversion de la pièce lors de l'usinage secondaire sur le NCT.
Les catégories suivantes sont couramment utilisées.
1) Surmonter en utilisant l'induction photoélectrique installée par le NCT lui-même.
2) Utiliser la méthode d'ajout de matériel :
En d'autres termes, sur le côté opposé de Y, en fonction de la situation réelle, ajoutez un petit morceau de matériau, dont la taille est légèrement inférieure à celle du cutter utilisé pour couper ce morceau de matériau (généralement SQ10-15), sa position est à peu près en face de la goupille ou du bloc de positionnement, puis coupez à l'aide d'un couteau carré.
Comme le montre l'image de gauche ci-dessous :
Si, après que la pièce a été déchargée du NCT, un autre traitement secondaire est nécessaire pour produire la forme, il est possible d'utiliser une méthode d'angle anti-calage.
Comme indiqué ci-dessus, à droite, la taille de l'angle lent est généralement de 10X10 pour permettre une seule perforation avec le cutter carré SQ10.
Traitement où la distance entre le trou et le bord est inférieure à l'épaisseur du matériau
Le poinçonnage d'un trou carré entraîne le retournement du bord. Plus le trou est grand, plus le retournement du bord est évident ; dans ce cas, la découpe secondaire au LASER est souvent envisagée (le client peut également être consulté pour savoir si cette distorsion est acceptable).
Note : La distance entre le trou, le trou et le bord du poinçon NCT ne doit pas être trop petite, sa tolérance est la suivante :
Matériau
Perforer un trou rond
Perforer un trou carré
Acier dur (cuivre H)
0.5t
0.4t
Acier doux, laiton (cuivre S)
0.35t
0.3t
Aluminium (AL)
0.3t
0.28t
Taille minimale de poinçonnage pour les poinçonneuses à tourelle CNC
Matériau
Perforer un trou rond
Perforer un trou carré
Acier dur (cuivre H)
1.3T
1.0T
Acier doux, laiton (cuivre S)
1.0T
0.7T
Aluminium (AL)
0.8T
0.6T
Les interstices supérieurs et inférieurs des matrices sont réalisés en différents matériaux par emboutissage NCT :
Épaisseur (t)
Espaces supérieurs et inférieurs des matrices en différents matériaux
Le tableau ci-dessus montre que plus le matériau est épais, plus l'écart entre le moule supérieur et le moule inférieur utilisé est important.
Le centre d'échantillonnage actuel utilisé dans l'interstice du moule, en plus d'un petit nombre de couteaux à arêtes tranchantes, a une épaisseur de 0,3 mm, le reste étant essentiellement de 0,2 mm.
Par conséquent, si vous rencontrez des matériaux de plus de 2,0 mm qui doivent être traités avec le NCT, vous devez envisager de retravailler le moule.
Les propriétés du matériau qui affectent le traitement NCT sont la plasticité et la dureté du matériau.
En général, une dureté et une plasticité modérées sont bénéfiques au processus de poinçonnage.
Une dureté trop élevée augmente la force de perforationce qui aura un effet négatif sur la tête de poinçonnage et la précision ;
Une dureté trop faible peut entraîner une déformation importante lors du poinçonnage, ce qui limite la précision.
Le contraire de la dureté est la plasticité du matériau. Une dureté élevée est synonyme de faible plasticité et une dureté faible est synonyme de plasticité élevée.
La haute plasticité est bonne pour le formage, mais ne convient pas pour l'empiètement, le poinçonnage continu, le poinçonnage de trous et l'ébarbage.
Une faible plasticité améliore la précision de l'usinage, mais la force de poinçonnage augmente, mais tant qu'elle n'est pas trop faible, l'effet n'est pas trop important.
La résistance joue un rôle important dans le rebond lors de la transformation.
La ténacité appropriée est bénéfique au poinçonnage, elle peut inhiber le degré de déformation lors du poinçonnage ;
Une trop grande ténacité peut entraîner un rebond important après le poinçonnage, ce qui affecte la précision.
Limites du traitement NCT
L'estampage NCT consiste en un mouvement de va-et-vient de la pièce sur la tourelle, de sorte qu'en général, il ne peut y avoir de bosses sur le verso de la pièce, à l'exception de petites bosses de taille insignifiante et de faible hauteur.
Dans le cas des bosses semi-cisaillantes, les bosses sont facilement déformées ou délogées lorsque le matériau est déplacé. Il est également possible de déplacer le matériau vers la brosse après une opération de formage vers le bas pour permettre à d'autres processus de se dérouler.
Le NCT a un pas d'environ 1 mm lors du poinçonnage de l'armature, de sorte que la vitesse de poinçonnage de l'armature est très lente et que cette méthode n'est pas adaptée à la production de masse.
Le procédé NCT a une largeur de fente minimale de 1,2 mm.
L'outil utilisé pour le poinçonnage NCT doit être plus épais que le matériau. Par exemple, les outils RO1.5 ne peuvent pas poinçonner un matériau de 1,6 mm.
Les matériaux inférieurs à 0,6 mm ne sont généralement pas traités par NCT.
Matériaux en acier inoxydable ne sont généralement pas traités par NCT. (Bien sûr, les matériaux de 0,6 à 1,5 mm peuvent être traités par NCT, mais en cas d'usure importante de l'outil, la probabilité de rebut est beaucoup plus élevée que pour les autres matériaux GI).
Notez que la machine ne dispose que de trois positions d'outils à rotation D.
En raison de la souplesse de l'aluminium, si les écarts entre les matrices supérieure et inférieure sont légèrement importants, il est facile de produire des bavures, en particulier lors du poinçonnage des trous de maille, qui sont clairement visibles. (Solution : réduire l'écart entre les matrices supérieure et inférieure).
Après des essais sur le terrain, la hauteur de la bosse de cisaillement du poinçonnage NCT ne dépasse pas 0,6T, si elle est supérieure à 0,6T, il est très facile de tomber.
Lorsque la forme ou l'alésage du poinçon de l'outil NCT doit être arrondi, le rayon d'angle de la forme et de l'alésage R≧0,5T.
Pour le traitement de petites pièces en grandes quantités (jusqu'à la limite de traitement SQ80, RO113 pour les navetteurs E), envisager le déchargement direct NCT, et faire NCT filière de découpage.
Avantages et inconvénients du poinçonnage sur tourelle et de la perforation sur tourelle Traitement LASER
Coupes LASER plus rapide en ligne droite que le NCT
Le LASER peut découper des courbes irrégulières
Le LASER est plus lent que la perforation NCT, les vitesses de coupe des vols LASER les plus rapides étant d'environ 100 ppm contre plus de 400 ppm pour le NCT.
La surface de coupe du LASER est lisse et fine, le poinçon de NCT laissera un contact (le pas de l'outil sans contact de NCT est plus petit, l'outil de type D ne mesure que 25 mm de long).
La presse NCT n'a besoin que de convertir la pièce en NCTCAM et d'entrer le code de programme converti dans la presse NCT, qui peut être utilisée pour poinçonner et découper avec la matrice commune existante.Vitesse de coupe rapide, haute efficacité, adaptée à la production de masse pour découper la forme régulière du trou intérieur sur la pièce et pour traiter d'autres surfaces de formage.
Le LASER est adapté à la découpe de formes, le NCT est adapté au poinçonnage, s'il n'existe pas d'outil NCT prêt à l'emploi, il faut fabriquer l'outil NCT en fonction de la situation réelle.
XI. Sécurité d'utilisation et précautions
Les poinçonneurs doivent apprendre et maîtriser la structure et les performances de l'équipement, se familiariser avec les procédures d'exploitation et obtenir une licence d'exploitation avant de pouvoir travailler de manière indépendante.
Les presses à commande numérique doivent être exploitées et entretenues par une personne spécialisée.
L'opérateur doit être familiarisé avec la construction et les performances de la machine.
L'équipement doit être utilisé conformément au manuel d'instructions et aux procédures d'utilisation, et il est strictement interdit d'utiliser l'équipement au-delà des spécifications.
Les non-opérateurs ne doivent pas démarrer et utiliser la machine sans autorisation.
Utiliser correctement les dispositifs de protection et de contrôle de l'équipement et ne pas les démonter arbitrairement.
Vérifiez que l'entraînement, la connexion, la lubrification et les autres parties de la machine-outil ainsi que les dispositifs de protection et de sécurité sont normaux, que la vis du moule est solide et qu'elle ne bouge pas.
La machine doit être utilisée pendant 2 à 3 minutes de rotation de l'air avant le travail, vérifier la flexibilité des dispositifs de contrôle tels que le frein à pied, confirmer qu'ils sont normaux avant l'utilisation, et ne doit pas fonctionner avec des problèmes.
Avant de conduire, veillez à la lubrification, retirez tous les objets flottants sur le lit.
Lors de la prise du poinçon ou du fonctionnement du poinçon, l'opérateur doit se tenir correctement, maintenir ses mains et sa tête à une certaine distance du poinçon, prêter attention au mouvement de la tête de poinçonnage à tout moment et interdire formellement toute conversation oiseuse avec d'autres personnes.
Lors de l'estampage ou du travail sur de petites pièces, des outils spéciaux doivent être utilisés et il est interdit de les alimenter ou de les saisir directement à la main.
La zone autour de la machine doit rester propre, les routes doivent être dégagées et l'empilement de produits et d'autres articles dans les zones dangereuses doit être interdit.
L'emboutissage en surcharge est strictement interdit, la machine-outil est approuvée épaisseur de la plaque d'emboutissage : matériau en fer l.0mm-4.0mm inoxydable matériau en acier l.0mm-3.0mm, les opérateurs de transformation doivent appliquer strictement cette norme, interdire le chevauchement du poinçonnage et de la découpe, afin d'éviter de surcharger le travail de la machine-outil.
Vérifier la valeur de la pression barométrique avant le travail et ne pas conduire si la valeur de pression spécifiée (0,45-0,55 KP) n'est pas atteinte.
Ouvrez la vanne de décharge du séparateur d'huile et d'eau avant de démarrer la machine pour évacuer l'huile et l'eau accumulées, et remplacez périodiquement le matériau filtrant du séparateur d'huile et d'eau en fonction des circonstances. Vérifiez la quantité d'huile dans le vaporisateur d'huile et conservez toujours une quantité d'huile suffisante.
Le moule doit être serré et ferme, les moules supérieur et inférieur doivent être corrects, la position doit être correcte, la machine doit être déplacée à la main pour un essai de poinçonnage (voiture vide) afin de s'assurer que le moule est en bon état de fonctionnement.
L'atelier dispose d'une personne dédiée à la programmation et vérifie que chaque bouton de commande est dans la bonne position avant d'entrer dans le programme.
Un seul coup de poing, les mains et les pieds ne sont pas autorisés à mettre la main, le pied sur la porte, il faut donner un coup de poing une fois pour se déplacer (pédale) afin d'éviter les accidents.
Lorsque de longues parties du corps sont poinçonnées ou fabriquées de manière incorrecte, des supports de sécurité ou d'autres mesures de sécurité doivent être prévus pour empêcher l'excavation.
Ne touchez pas le clavier lorsque l'ordinateur de la console est démarré, car cela peut rendre le programme inutilisable en cas de perte de données.
Lorsque plus de deux personnes travaillent ensemble, la personne chargée de porter (pédaler) le portail doit faire attention au mouvement de l'alimentateur et il est strictement interdit de porter (pédaler) le portail tout en prenant les pièces.
Lors du travail sur des pièces surdimensionnées, les zones dangereuses situées à moins de 2 mètres du périmètre de la machine doivent être signalées et il doit être interdit aux non-opérateurs de pénétrer dans les zones dangereuses.
Aucun débris ne doit être placé sur la surface de travail et il doit être interdit à tous les produits en soie et en fil de fer de s'approcher des composants d'entraînement tels que les vis, les rails, les engrenages, les chaînes, etc. L'agrégat ne doit pas être sale.
Après chaque changement de procédure, le véhicule doit rouler à vide et ne présenter aucun dysfonctionnement avant qu'un poinçonnage complet ne soit autorisé.
Les opérateurs ne doivent pas quitter la machine ou effectuer d'autres tâches lorsque l'équipement est en fonctionnement.
Le moteur doit être éteint lors du remplacement du moule.
La machine est strictement surveillée et ne peut absolument pas être utilisée par du personnel non certifié. Une équipe de maintenance spécialisée a été mise en place pour assurer l'entretien programmé.
Effectuer la lubrification et l'entretien de l'équipement en stricte conformité avec la partie lubrification de chaque poste de travail, et ne pas démarrer la machine sans l'entretien quotidien.
Les composants de l'entraînement tels que les lignes aériennes, les conduites d'huile, les vis, les rails et les engrenages sont régulièrement nettoyés et enregistrés.
Les abrasifs de rechange doivent être bien rangés et enduits de huile antirouille et le bouclier pour éviter l'impact des coups de poing.
S'arrêter à temps à la fin du travail, couper le courant, essuyer la machine et nettoyer l'environnement.
Couper le courant après le travail et remettre tout le matériel à sa place d'origine. Organiser les chantiers et les pièces.
XII. Entretien et réparation des presses à tourelle CNC
1. Problèmes à noter dans l'utilisation de la CNC poinçonneuse à tourelle
L'environnement de la machine-outil CNC pour la presse à tourelle CNC doit être placé dans un environnement à température constante et à l'écart des vibrations des grands équipements (tels que les presses générales à grand tonnage) et des équipements à interférences électromagnétiques.
Exigences en matière d'alimentation
L'alimentation est mise en place, bien mise à la terre (trois lignes d'alimentation, une ligne de mise à la terre, diamètre du fil∮10mm).2 ou plus), la tension doit être comprise entre 380+10%-5%, si la tension est instable, il faut ajouter un régulateur d'alimentation ; s'il y a une protection contre les fuites, il faut ajouter un transformateur d'isolation, la puissance totale doit être supérieure à 50KVA.
Exigences relatives à la source de gaz
Poinçonneuse hydraulique à tourelle gaz source:
Source de rinçage mécanique de la tourelle : pression de service nominale supérieure à 0,7 Mpa, débit de gaz de stockage : plus de 0,3 m3/min. (La pression doit être réglable, connectée à la machine, et dans les zones où l'air est très humide, séchée avec un dessiccateur d'air).
Tourelle mécanique coup de poing source de gaz:
Pression de service nominale de 0,55Mpa ou plus, débit de stockage : 1.2m3/Le tuyau de gaz connecté à la machine doit résister à une pression de 10 kg ou plus. Le diamètre intérieur du tuyau est d'environ 25 mm et est à l'épreuve des explosions à haute pression.
(La pression doit être réglable, connectée à la machine, avec un séchage à l'air dans les régions où l'air est très humide).
Exigences en matière d'huile hydraulique (série hydraulique)
Type de fluide hydraulique recommandé : Huile hydraulique anti-usure Mobil DTE-25VG46.
La quantité d'huile utilisée était de
Économie de Harley (VT-300) : 180 litres
Harley Premium (RT-300) : 250 litres
Empêcher la poussière de pénétrer dans l'appareil CNC La poussière flottante et la poudre métallique peuvent facilement faire chuter la résistance d'isolation entre les composants, ce qui peut entraîner des défaillances ou même endommager les composants.
Nettoyage programmé des systèmes de refroidissement et de système de ventilation de l'armoire CNC
2. Spécifications de fonctionnement de la poinçonneuse à tourelle CNC
(1)Préparation du démarrage
Lubrification.
Les huile lubrifiante de la station de lubrification centralisée est ajouté en temps voulu, en fonction de la poignée, plusieurs fois par équipe, à chaque point de lubrification pour fournir de l'huile.
Ajouter du lubrifiant aux brumisateurs d'huile en temps voulu
L'engrenage de la table tournante, le mécanisme d'articulation de l'axe C, la chaîne de transmission et les autres pièces mobiles pour l'alimentation centralisée en huile doivent être ravitaillés régulièrement.
Mettez la machine à air comprimé en marche pour évacuer l'humidité des voies respiratoires.
Vérifier l'état de fonctionnement du moule, y compris la bouche du moule, la propreté de la douille de guidage du moule, le ravitaillement en carburant, la réinitialisation libre du moule supérieur, trouver les anomalies et les traiter à temps.
Nettoyer les chutes sur l'établi entre les plateaux supérieur et inférieur.
Vérifier si les mâchoires sont flexibles, si elles oscillent de gauche à droite, si la plaque d'engrenage inférieure des mâchoires s'use davantage, serrer les vis de fixation de la plaque d'engrenage inférieure.
Inspecter l'usure des brosses et des billes d'acier et les remplacer si nécessaire.
(2)Power sur
Conformément aux procédures d'utilisation, faire fonctionner correctement la machine
Lors de l'usinage d'une machine-outil, la main de l'opérateur ne peut pas quitter le bouton "keep", en cas de conditions anormales, il faut s'arrêter immédiatement pour vérifier.
Lorsque la machine-outil est en marche, si l'alarme se déclenche et que la machine s'arrête, elle doit être traitée différemment et ne pas fonctionner à l'aveuglette, afin de ne pas endommager la machine.
Les procédures nouvellement exécutées nécessitent un "verrou de marquage" pour être exécutées. Vérifiez que le programme peut être exécuté correctement avant de le charger et de le marquer. Vérifiez toujours que la première pièce est conforme au dessin afin d'éviter les erreurs de lot.
Si des matrices présentent des anomalies au cours du processus d'estampage, elles doivent être arrêtées et vérifiées à temps.
Vérifier fréquemment si la position réelle des mâchoires et la valeur de détection sont cohérentes ; en cas d'écart, il convient d'ajuster la position à temps pour éviter que les mâchoires ne sortent du moule.
L'alarme d'erreur de réglage automatique de la pièce à usiner doit vérifier si le programme dispose d'une protection contre le serrage, si c'est le cas, ne pas lancer le programme.
Nettoyer en temps utile les déchets entre l'établi et le plateau tournant, afin d'éviter les problèmes tels que le piégeage des matériaux, les chocs entre les matériaux.
Les machines-outils en fonctionnement, les situations non urgentes ne nécessitent pas d'appuyer sur le bouton "arrêt d'urgence", en particulier lors de l'utilisation de la matrice rotative.
Il est interdit de tirer à la main la courroie dentée de l'outil rotatif afin d'éviter le désalignement de l'axe C.
(3)Mise hors tension
Nettoyer les déchets, déposer les matériaux entre le plateau tournant, l'établi et la carrosserie.
Essuyer les machines-outils, les taches d'huile et les rendre propres
Confirmer que l'axe C de la machine-outil est en position zéro, que les axes X et Y reviennent en position d'alimentation.
Vérifier l'état des moules, les nettoyer, les réparer et les huiler à temps pour garantir un fonctionnement optimal.
Vérifiez régulièrement la tension de la chaîne et de la courroie de distribution et réglez-la si nécessaire.
Vérifier régulièrement la synchronisation des tables tournantes supérieure et inférieure, et l'ajuster si nécessaire.
Essuyez régulièrement les pièces mobiles telles que les rails, les vis et les autres pièces mobiles, et lubrifiez-les bien.
Vérifier régulièrement la présence de poussière sur les composants de l'armoire électrique, maintenir l'armoire sèche et exempte de poussière.
Nettoyer la poussière du ventilateur du dissipateur thermique et nettoyer régulièrement le filtre.
Vérifier régulièrement les conditions de fonctionnement de la station hydraulique, ramener l'aiguille de pression d'huile dans la zone jaune pour la nettoyer, remplacer le filtre à huile, dans la zone rouge pour remplacer l'huile hydraulique (machine-outil de type système hydraulique VT-300).
Nettoyer le site et maintenir le chantier en ordre.
Arrêter la pompe à huile, couper l'alimentation principale de la machine.
Le câble de communication doit être branché lorsque l'ordinateur de la machine-outil est hors tension.
Descendre la protection de la machine, fermer la table mobile, ranger les outils
3. Dépannage du poinçon à tourelle CNC
(1)Erreur dans la taille du trou usiné par rapport à l'arête de référence du positionnement x et y
1. Causes:
(1) Mauvaise verticalité ou rectitude de la feuille elle-même.
(2) L'erreur entre chaque poinçon et le bord de référence est égale.
(3) La feuille est dégagée des mâchoires pendant le traitement.
(4) La pince présente un jeu important à chaque ajustement.
(1) La tôle cisaillée doit être qualifiée dans sa propre précision.
(2) Indiquer l'usure de la surface de positionnement X ou Y par la correction des paramètres.
(3) Déterminez la raison pour laquelle la feuille est sortie des mâchoires et éliminez-la.
(4) Ajustez les mâchoires de manière à ce que chaque écart soit compris entre 0,03 et 0,08 mm.
(2)Grande erreur de précision après le repositionnement
Les causes.
(1) Mauvaise verticalité et rectitude de la feuille elle-même.
(2) La vis du siège d'appui qui correspond au cylindre de repositionnement est desserrée, et lorsque le collier est desserré, la plaque se déplace.
(3) Les mâchoires sont usées et ne sont pas parallèles au guide X-way.
(4) L'écart entre les mâchoires est important et la plaque dentaire des mâchoires est lâche.
Méthodes de dépannage :
(1) Assurer l'exactitude de la feuille traitée.
(2) Serrer les boulons de l'accouplement entre le siège support et le fuselage afin d'éliminer le déplacement de l'écoute après le relâchement de la pince.
(3) Corriger l'embouchure des mâchoires pour qu'elles soient parallèles au rail de la voie X.
(4) Ajuster le jeu à chaque point d'accouplement des pinces et serrer la vis d'accouplement sur la plaque dentée.
(3)La goupille de positionnement rotative ne s'insère pas dans la douille du cône de positionnement.
Les causes.
(1) Les cadrans supérieur et inférieur sont désalignés.
(2) Faible pression d'air ou d'huile.
(3) Électrovanne endommagée.
Solution.
(1) Réajuster les cadrans supérieur et inférieur pour les synchroniser.
(2) Régler la pression d'air ou d'huile en fonction des besoins de la machine.
(3) Remplacer l'électrovanne.
(4)Lorsque le piston du cylindre de serrage est remis en place, il ne tombe pas en place.
Les causes.
(1) La machine n'a pas été utilisée depuis longtemps, le cylindre est rouillé.
(2) Fatigue du ressort dans le cylindre de serrage.
(3) L'assemblage du cylindre sera déformé si vous ne faites pas attention lors du démontage ou de l'assemblage du cylindre.
Solution.
(1) Remplir le cylindre de lubrifiant et actionner la pince plusieurs fois.
(2) Augmenter la compression du ressort ou remplacer le ressort.
(3) Lors du démontage et de l'assemblage, veillez à ne pas déformer le cylindre en le frappant ou en le pressant. S'il est confirmé qu'il est déformé, le cylindre doit être remplacé.
(5)Serrated when cutting edges
Les causes.
(1) La rainure de clavetage des positions supérieure et inférieure de l'outil n'est pas parallèle au guide Y-way.
(2) L'écart entre les mâchoires est important, ce qui entraîne une mauvaise précision d'usinage, et l'arête de coupe est sujette à la formation de dentelures.
(3) La plaque dentée de la mâchoire est desserrée.
Solution.
(1) Ajustez les positions des modules supérieur et inférieur de manière à ce que la rainure de clavette soit parallèle au guide de passage en Y.
(2) Ajuster les mâchoires de manière à ce que le jeu à chaque ajustement soit de 0,03-0,05 mm.
(3) Serrer la vis d'accouplement sur la plaque dentaire des mâchoires.
(6)Appuyez sur le bouton de démarrage pour poursuivre le changement de mode avec protection.
Les causes.
(1) La pression atmosphérique a chuté jusqu'au seuil de l'alarme, un composant pneumatique contenant une grande quantité de gaz a soudainement déclenché le clignotement de l'alarme.
(2) L'interrupteur à induction ou le support d'induction détecte parfois bien, parfois mal.
Méthodes de dépannage :
(1) Augmenter la pression d'air de manière à ce que la limite inférieure réponde aux exigences de fonctionnement de la machine.
(2) Veiller à ce que chaque interrupteur inductif soit sensible et fiable.
(7)Le drap ne se détache pas
Les causes.
(1) Alimentation insuffisante des moules.
(2) Faible pression d'air ou d'huile.
Méthodes de dépannage :
(1) Augmenter le volume d'entrée du moule.
(2) Faire en sorte que la pression d'air ou d'huile réponde aux exigences de la machine-outil.
(8)La protection par pince ne fonctionne pas
Les causes.
(1) Le commutateur d'un capteur de zone interdite est endommagé.
(2) Le support de l'interrupteur de détection est desserré ou la distance de détection est hors limites.
(3) La valeur de la zone interdite est mal réglée ou a été modifiée par erreur par l'utilisateur.
Méthodes de dépannage :
(1) Remplacer le commutateur à induction.
(2) Régler la distance de détection en serrant le support.
(3) Définir la valeur correcte de la zone restreinte en fonction des différents types de machines.
4. Entraînement mécanique de la tourelle de poinçonnage (série mécanique)
Phénomène de défaillance : au cours du processus d'estampage des plaques, lors de l'estampage de 5 à 7 trous, la machine déclenche une alarme de point mort supérieur et s'arrête de fonctionner.
Analyse de la défaillance : Plusieurs raisons principales expliquent l'instabilité du point mort supérieur.
(1) Pour le contrôle électrique
Défaillances de la commande électrique, principalement la défaillance de l'optocoupleur contrôlant la valve de perforation.
Électrovanne d'emboutissage endommagée ; traction du tiroir, grippage inflexible.
Un détecteur de proximité de frein mal fixé entraîne une modification de la distance de détection.
(2) Transmission mécanique
Défaillances mécaniques :
Changement de l'écartement de l'embrayage.
Tirage du tiroir de l'électrovanne, manque de souplesse.
Pression d'air instable.
Courroies du moteur desserrées.
Il y a plusieurs raisons à cela, comme des points morts instables sur des cames mal fixées.
D'après les raisons possibles susmentionnées, il s'avère que ce défaut est dû au desserrage de la cheville de réglage du siège du moteur, ce qui fait que la courroie se soulève et se tend suffisamment, et que l'énergie est progressivement réduite pendant l'emboutissage, ce qui finit par ralentir la vitesse du volant d'inertie et provoque l'alarme au point mort lors de l'emboutissage en une seule fois.
Solution : ajuster d'abord la cheville de réglage du siège du moteur, régler la courroie dans la bonne position, puis réajuster les patins de came du frein du point mort supérieur afin que le poinçon simple et le poinçon étagé puissent s'arrêter exactement à la position du point mort supérieur.
Méthode d'ajustement de l'alaise:
Placez la machine en mode manuel et appuyez d'abord sur le bouton de réglage pour ajuster le poinçon au point mort supérieur.
Après un poinçon simple, si la position d'arrêt du poinçon dépasse le point mort supérieur, après avoir vérifié que le signal de freinage a été émis, le poinçon simple freinera les patins de came et déplacera l'angle correspondant dans le sens des aiguilles d'une montre.
Cet angle peut être ajusté en fonction de l'angle qui a été dépassé lors du poinçonnage précédent (si la marque précédente sur la face du vilebrequin dépasse le point mort supérieur de 10 degrés, les patins de frein peuvent être ajustés dans le sens des aiguilles d'une montre de 10 degrés lors d'un poinçonnage unique).
Si le poinçon s'arrête exactement au point mort supérieur, cela prouve que le réglage est correct.
En revanche, si la position d'arrêt de la tête de poinçonnage est inférieure au point mort après un seul marquage, ce qui prouve que le signal de freinage est émis trop tôt, l'angle correspondant peut être ajusté dans le sens inverse des aiguilles d'une montre.
Après un réglage unique, procédez à un réglage par paliers.
Editez un programme de poinçonnage, exécutez ce programme en mode automatique et, lorsque le programme est terminé, vérifiez si le poinçon s'arrête au point mort supérieur.
En cas d'écart, ajuster comme indiqué ci-dessus.
Une fois le réglage effectué, effectuez à nouveau la procédure de poinçonnage par étapes jusqu'à ce que le poinçon s'arrête exactement au point mort supérieur et que le réglage soit terminé.
Les autres causes mentionnées ci-dessus, telles qu'une pression d'air instable, peuvent être traitées au cas par cas.
5. Entretien et réparation des systèmes hydrauliques (série hydraulique)
1)Implémentation du processus d'installation
Interdire l'utilisation d'une force importante sur le système hydraulique afin d'éviter de soumettre le système de tuyauterie et les composants à une force latérale ou à une force d'inertie. stress interneet veillez à protéger le système de tuyauterie.
Il est absolument interdit d'utiliser de la ficelle, de la bande de matière première, de la colle comme matériau de scellement, sous peine de contaminer le système et d'entraîner sa défaillance !
Pour éviter les fuites externes, serrez tous les raccords et installez les tuyaux correctement afin d'éviter les éraflures, les chocs et les torsions des tuyaux.
Préparez l'huile hydraulique appropriée. Il est recommandé d'utiliser sur cette machine l'huile hydraulique anti-usure Mobil DTE2546#.
Ajouter de l'huile hydraulique avec le filtre à huile spécial jusqu'à ce que le niveau d'huile soit supérieur à 2/3 et inférieur à 4/5.
D'une manière générale, les systèmes hydrauliques ne nécessitent pas d'entretien fréquent.
La maintenance se limite généralement à l'entretien de l'huile hydraulique et au remplacement des filtres.
La durée de l'entretien dépend de l'environnement dans lequel il est utilisé et de sa durée d'utilisation.
L'expérience a montré qu'environ 80% des défaillances des systèmes hydrauliques peuvent être attribuées au choix d'huiles inadaptées ou à un entretien insuffisant du fluide hydraulique.
C'est pourquoi il est particulièrement important de prêter attention à la qualité du fluide hydraulique, pour le système hydraulique local, il suffit d'être capable de remplacer la cartouche filtrante en temps voulu.
Remarque : Lors de l'entretien d'un système hydraulique démonté, assurez-vous que la source d'énergie est déconnectée et que la température de l'huile dans le système hydraulique ne dépasse pas 30°C !
Vérification du niveau d'huile du réservoir
Vérifier l'état du niveau d'huile du système hydraulique uniquement en observant l'indicateur de niveau, et non en ouvrant le bouchon ou le capuchon de nettoyage.
Vérifier le niveau tous les jours pendant deux semaines après la mise en service.
Vérifier la hauteur du niveau chaque semaine à une date ultérieure.
Entretien des filtres à huile
Une filtration fiable de l'huile peut améliorer la durée de vie du système hydraulique. La qualité de notre huile doit être contrôlée dans le cadre de la classe 6-8 de la norme NAS1638 ; au-delà de cette plage, il est recommandé de remplacer l'élément filtrant ou la filtration pour remplacer l'huile hydraulique.
Vérifier périodiquement l'état de fonctionnement de la station hydraulique, nettoyer l'aiguille de pression de retour dans la zone jaune, remplacer le filtre à huile, remplacer l'huile hydraulique dans la zone rouge.
La cartouche filtrante utilisée dans ce système hydraulique est une cartouche jetable, qui ne peut pas être nettoyée pour améliorer sa capacité de rétention de la saleté ; en cas d'alarme du filtre, le problème doit être résolu immédiatement et ne peut être résolu qu'en remplaçant la cartouche, ce point doit être souligné.
Le fonctionnement général du système pendant 1000 heures ou un fonctionnement intermittent pendant six mois nécessite le remplacement de la cartouche.
Entretien des échangeurs de chaleur (ventilateurs de refroidissement)
Ce système adopte une méthode d'échange air/huile, le côté aspiration du dispositif de refroidissement de l'air doit être nettoyé fréquemment afin que l'air puisse circuler sans problème et obtenir un effet de refroidissement normal.
Le nettoyage côté air peut être effectué avec de l'air comprimé ou de l'eau chaude, en veillant à ce que la direction du jet soit la même que d'habitude. Le moteur doit être déconnecté et protégé efficacement pendant le processus de nettoyage.
L'efficacité de l'échangeur de chaleur peut être réduite lorsque la température ambiante dépasse 35 degrés Celsius, il est recommandé d'utiliser des mesures de refroidissement forcé. L'interrupteur est réglé pour démarrer à 40°C.
Entretien des fluides hydrauliques
La durée de vie de l'huile dépend de son état, de la température de fonctionnement, de la quantité d'huile dans le réservoir, de la durée d'utilisation, etc.
Note : L'huile neuve et l'huile propre sont deux concepts complètement différents et ne doivent pas être confondus.
Il est recommandé d'utiliser un dispositif de filtration β10≥75 pour faire le plein du système hydraulique.
L'huile hydraulique doit être remplacée vers 2500-3000 heures de travail, au moins une fois par an.
Lors de chaque changement d'huile hydraulique, le réservoir doit être nettoyé avec du kérosène, à l'aide d'un chiffon non pelucheux ou d'une lingette en papier spéciale.
XIII. Tableau connexe pour la presse à poinçonner
1. Jeu de matrices pour l'acier doux, l'acier inoxydable, l'aluminium, le cuivre et le laiton
Le tableau ci-dessous indique les dégagements recommandés pour une gamme de matériaux et d'épaisseurs.
Épaisseur
Acier doux
Acier inoxydable
Aluminium
Cuivre
Laiton
0,8 mm
0,15-0,20 mm
0,20-0,24 mm
0,15-0,16 mm
0,15-0,16 mm
0,15-0,16 mm
1,0 mm
0,20-0,25 mm
0,25-0,30 mm
0,15-0,20 mm
0,15-0,20 mm
0,15-0,20 mm
1,5 mm
0,30-0,38mm
0,37-0,45 mm
0,22-0,30 mm
0,22-0,30 mm
0,22-0,30 mm
2,0 mm
0,40-0,50 mm
0,50-0,60 mm
0.30-0.40mm
0.30-0.40mm
0.30-0.40mm
2,5 mm
0,50-0,63mm
0,62-0,75 mm
0,37-0,50 mm
0,37-0,50 mm
0,37-0,50 mm
3,0 mm
0,60-0,75 mm
0,75-0,90 mm
0.45-0.60mm
0.45-0.60mm
0.45-0.60mm
3,2 mm
0,64-0,80 mm
0,80-0,96 mm
0,48-0,64 mm
0,48-0,64 mm
0,48-0,64 mm
3,5 mm
0,70-0,88 mm
0,88-1,05 mm
0,53-0,70mm
0,53-0,70mm
0,53-0,70mm
4,0 mm
0,80-1,00 mm
1,00-1,20 mm
0,60-0,80mm
0,60-0,80mm
0,60-0,80mm
4,5 mm
0,90-1,13 mm
1,13-1,35 mm
0,68-0,90 mm
0,68-0,90 mm
0,68-0,90 mm
5,0 mm
1,00-1,25 mm
–
0,75-1,00 mm
0,75-1,00 mm
0,75-1,00 mm
5,5 mm
1,10-1,38 mm
–
0,83-1,10 mm
0,83-1,10 mm
0,83-1,10 mm
6,0 mm
1,20-1,50 mm
–
0,90-1,20 mm
0,90-1,20 mm
0,90-1,20 mm
Dégagement de la matrice pour l'acier doux, l'acier inoxydable, l'aluminium, le cuivre et le laiton
Notes : i) Les chiffres du tableau ci-dessus sont donnés sous forme de fourchette, par exemple 0,15 - 0,20 mm. Pour les machines mécaniques, choisissez le jeu de matrice le plus petit de la gamme Pour les machines hydrauliques, choisissez le jeu de matrice le plus grand de la gamme. ii) Pour les matériaux Galvatite et Zintec, utiliser l'acier doux comme guide. iii) Les chiffres ci-dessus sont donnés à titre indicatif. Veuillez vous référer au manuel d'utilisation de votre machine pour plus de détails.
2. Tableau de référence des trous d'ébarbage
Le tableau ci-dessous indique les dimensions du trou avant perforation (mm) et du trou d'enfouissement (mm) pour l'acier doux.
Tableau de référence des trous d'ébarbage
3. Tableau de référence des trous de lamage
Le tableau ci-dessous indique les dimensions nominales des trous de pré-perçage (mm) nécessaires pour une opération de fraisage pour l'acier doux.
Tableau de référence des trous de lamage
4. Tableau des hauteurs d'outils correctes
Le tableau ci-dessous indique la hauteur correcte de l'outil (mm) pour les outils NEX III, NEX et Original.
Remarque : i) La hauteur de réglage du poinçon est la mesure prise depuis le haut de la tête de l'ensemble du poinçon jusqu'à l'arête de coupe inférieure du corps du poinçon, et non le bas du guide ou de la plaque de décochage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi votre poinçonneuse à tourelle CNC cessait soudainement de fonctionner efficacement ? L'entretien et le dépannage de ces machines peuvent représenter un véritable défi. Dans cet article, nous...
Comment s'assurer que les matrices de votre poinçonneuse à tourelle CNC fonctionnent de manière optimale et durent plus longtemps ? Cet article présente les pratiques essentielles d'utilisation et d'entretien de ces composants critiques. Du choix...
Comment une seule machine peut-elle rationaliser à la fois le poinçonnage et le cisaillage dans la fabrication des métaux ? L'unité combinée de poinçonnage et de cisaillage à commande numérique révolutionne l'efficacité et la précision dans les ateliers de tôlerie. Cette...
Le poinçon à tourelle servo est un équipement largement utilisé dans le traitement des tôles. Cependant, avec le développement rapide de l'industrie de la fabrication mécanique, les machines de découpe au laser ont remplacé la plupart...
Qu'est-ce qui fait du poinçon à tourelle servo un produit phare dans l'industrie de la tôle ? Cette machine de pointe offre une précision, une vitesse et une efficacité inégalées. Contrairement aux poinçons traditionnels, elle associe des servomoteurs...
Comment garantir des performances optimales et la longévité de vos matrices de poinçonnage à tourelle ? Cet article explore les différentes classifications, les critères de sélection et les procédures d'installation essentielles pour maintenir ces composants critiques...
Pourquoi une poinçonneuse à tourelle traîne-t-elle de la matière et comment y remédier ? Ce problème courant peut endommager les moules et compromettre la précision. Dans cet article, vous découvrirez les...
Vous êtes-vous déjà demandé pourquoi vos matrices de poinçonnage à tourelle s'usent si rapidement ? Cet article examine les problèmes courants et leurs solutions, tels que le jeu des matrices, le collage des matériaux et la fatigue des ressorts. Par...
Vous êtes-vous déjà demandé quel était le secret de la production de pièces embouties de haute qualité ? Dans cet article de blog, nous allons nous pencher sur le rôle essentiel que joue le jeu des poinçons et des matrices dans...
Faites passer votre entreprise à la vitesse supérieure