Principe de la machine à souder à froid : Explication et analyse
Le dépôt électrostatique (ESD) est le terme international désignant la machine de soudage à froid, qui a été mise au point par d'anciens experts soviétiques grâce à des recherches sur les principes de circuit de l'usinage par électrodécharge. Son objectif principal est de recouvrir les surfaces des moules/métaux avec des matériaux de haute dureté tels que le carbure de tungstène afin d'améliorer la résistance à l'usure, la résistance à la chaleur, l'antiadhérence et d'autres propriétés. [...]
Le dépôt électrostatique (ESD) est le terme international désignant la machine à souder à froid, qui a été mise au point par d'anciens experts soviétiques grâce à des recherches sur les principes de circuit de l'usinage par électrodécharge.
Son objectif principal est de recouvrir les surfaces des moules/métaux avec des matériaux de haute dureté tels que le carbure de tungstène afin d'améliorer la résistance à l'usure, la résistance à la chaleur, l'anti-adhérence et d'autres propriétés.
Au départ, l'épaisseur maximale du revêtement de la machine n'était que d'environ 30μm, de sorte qu'elle ne pouvait pas répondre aux besoins de réparation.
Après des recherches et un développement approfondis, sa puissance de sortie a été améliorée, et la structure du pistolet de soudage ainsi que la composition de l'élément de soudage ont été améliorées. baguette de soudure ont été améliorées.
En réponse à la précédente électrode à vibration avant-arrière, une électrode rotative a été utilisée, ainsi qu'une protection à l'argon pour empêcher l'oxydation et la nitruration du métal fondu, ce qui a permis de réaliser un soudage de réparation multicouche continu et d'améliorer la réparation. épaisseur de soudureet de la commercialiser en tant que machine de réparation de moules et de métaux.
Pour les fabricants de moulage par injection qui n'ont pas de service de fabrication de moules, si les méthodes traditionnelles de méthodes de soudage sont utilisés pour réparer les moules lorsque des bavures apparaissent sur les produits moulés, les moules se déforment ou même se fissurent en raison de la chaleur générée.
S'il n'y a pas d'équipement tel que des machines d'électroérosion ou de fraisage pour couper l'excédent de métal soudé, seuls des coûts de réparation élevés peuvent être payés pour confier les réparations au fabricant de moules. Pendant la période de réparation, l'immobilisation de la machine entraînera des retards de livraison.
Au contraire, si la réparation des moisissures de notre entreprise machine à souder à froid est utilisé pour la réparation, il n'y aura pas de déformation, d'arête mordante et d'autres défauts, et le moule peut être facilement réparé.
L'excès de métal soudé peut être limité à quelques fils. Il n'est pas nécessaire de disposer de machines spéciales d'usinage de précision, mais seulement de petites machines de polissage, de meuleuses, de limes, de pierres à huile et d'autres outils pour l'usinage manuel de précision.
Les fabricants de moules à injection peuvent facilement réparer eux-mêmes la surface d'ébarbage du moule lorsque des bavures apparaissent, ce qui est à la fois un gain de temps et d'argent.
Introduction à la machine de soudage à froid pour la réparation des moules :
1. Principe de fonctionnement :
Le principe de la machine de soudage à froid pour la réparation des moules consiste à utiliser un condensateur chargé pour se décharger avec une période de 10^-3 à 10^-1 secondes et un temps ultra-court de 10^-6 à 10^-5 secondes.
Les matériau d'électrode et la partie de contact du moule sera chauffée à 8000-12000°C, et le métal en fusion à l'état de plasma passera à la couche superficielle de la pièce à usiner d'une manière métallurgique.
La figure 1 présente un schéma et diverses caractéristiques de (soudage, revêtement). La zone A est le revêtement ou la couche de soudure qui est soudée à la surface de la pièce.
Grâce à l'effet d'alliage entre lui et le matériau de base, il se diffuse et s'infiltre à l'intérieur de la pièce, formant une couche de diffusion B et obtenant une liaison à haute résistance.
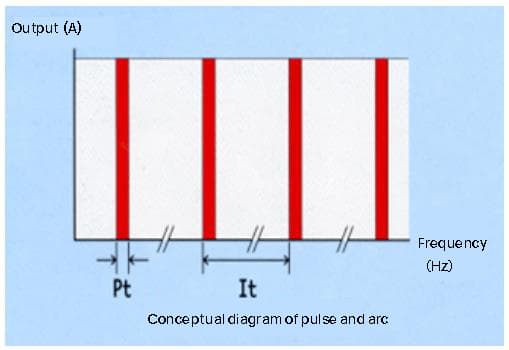
2. Soudage à froid (faible apport de chaleur) :
Pourquoi le soudage à froid est-il possible ? Comme le montre la figure 2, le temps de décharge (Pt) est extrêmement court par rapport à l'intervalle (It) jusqu'à la décharge suivante, et la machine dispose d'un temps d'arrêt relatif suffisant.
La chaleur se diffuse à travers la base du moule vers l'extérieur, de sorte qu'il n'y a pas d'accumulation de chaleur dans la partie traitée du moule.
Bien que l'augmentation de température du moule reste presque à température ambiante, la température à la pointe de l'électrode peut atteindre environ 1000°C en raison de la fusion instantanée.
3. Force d'adhérence élevée :
Lors de l'utilisation de la machine de soudage à froid pour la réparation des moules, l'apport de chaleur étant faible, pourquoi la force d'adhérence reste-t-elle très élevée ?
En effet, la baguette de soudage produit instantanément des gouttelettes de métal qui passent au contact du métal du matériau de base et, en même temps, sous l'effet de la température élevée de l'eau de refroidissement, les gouttelettes de métal se déposent sur le métal du matériau de base. arc plasmaUne couche de diffusion forte, semblable à des racines, se forme en profondeur (comme le montre le point B de la figure 1). Elle présente une grande capacité d'adhérence et ne se détache pas.
La figure 3 est un diagramme schématique du principe de traitement :
4. Caractéristiques de la machine à souder à froid pour la réparation des moules :
Il s'agit d'un véritable soudage à froid, et la pièce n'a pas besoin d'être préchauffée ou isolée pendant le processus de réparation. Il n'y a pas d'apport de chaleur pendant la soudure instantanée. processus de soudageLa pièce ne se déforme pas, ne se recuit pas, ne mord pas le bord, ne présente pas de contraintes résiduelles et ne modifie pas l'état de la structure métallique de la pièce.
Force d'adhérence élevée pour le soudage de réparation. Comme la baguette de soudage est instantanément ionisée par l'arc et transférée à la pièce en contact avec elle, la force d'adhérence est élevée et ne se détache pas.
Grande précision de réparation. L'épaisseur du revêtement peut varier de quelques micromètres à plusieurs millimètres, et seul un polissage est nécessaire. Il peut également être usiné par tournage, fraisage, rabotage, meulage, galvanoplastie, etc.
Utilisation multifonctionnelle. Il peut remplir des fonctions telles que le soudage de réparation et le renforcement de la surface.
Grande praticité économique. Il peut être réparé sur place en ligne, ce qui améliore l'efficacité de la production et permet d'économiser du temps et de l'argent. Il est également facile à utiliser. Tout le monde peut l'utiliser après une courte période de formation.
Large gamme de substrats applicables, y compris divers types d'acier pour moules, d'acier inoxydable, d'acier à outils, de fonte, aluminium mouléalliage d'aluminium, alliage de cuivre, alliage de nickel et tous les conducteurs conducteurs.
Bonne performance environnementale, pas de bruit, de poussière, de déchets liquides, de lumière forte ou d'odeurs.
Même si la couche de soudure réparée est usée, elle peut être réparée plusieurs fois au même endroit.
L'utilisation de gaz inertes tels que l'argon pour la protection permet d'obtenir des couches de soudure de haute qualité.
L'utilisation d'une baguette de soudage rotative permet d'éviter le phénomène de collage du fil. Il est facile à utiliser et permet d'obtenir des couches de soudure de haute qualité. L'excès de métal de soudure peut être réduit à une petite quantité, ce qui permet d'économiser du temps d'usinage de précision.
Principe de la machine de réparation par soudage par étincelle :
La machine de réparation par soudage à l'étincelle de notre société adopte la technologie allemande avancée de réparation et de renforcement par soudage à froid. Elle utilise le principe de décharge d'étincelles électriques à haute fréquence pour effectuer un soudage sans chaleur sur la pièce à usiner afin de réparer les défauts de surface et l'usure des pièces métalliques, tout en garantissant l'intégrité de la pièce à usiner.
Il peut également utiliser la fonction de renforcement de la machine à souder par étincelles effectuer un traitement de renforcement sur la pièce, afin d'obtenir une résistance à l'usure, une résistance à la chaleur, une résistance à la corrosion, etc.
Une fois la pièce métallique réparée par la machine de réparation par soudage à l'étincelle, elle ne se déforme pas, ne se recuit pas, a une haute résistance à l'usure et à la corrosion. résistance au soudageIl est résistant à l'usure. Il peut être testé par métallographie, résistance à la traction et dureté.
La combinaison métallurgique du matériau de soudage et du substrat assure la solidité du soudage. Elle comble les lacunes des matériaux de soudure ordinaires. soudage à l'arc sous argon et le soudage électrique.
La machine à souder par étincelles peut être utilisée pour souder des pièces étroites, des pièces à cavités profondes et des matériaux extrêmement durs sans fissures ni trous de sable, et ne provoque pas non plus de déformation ou de phénomène concave autour du bain de soudure de la pièce à usiner.
La machine à souder par étincelles utilise une protection par gaz argon, et la zone soudée ne s'oxyde pas et ne devient pas bleue. L'utilisation d'un microscope pour observer l'opération permet de voir clairement les petites pièces.
Après le soudage, la surface peut être polie comme un miroir, ce qui convient au soudage et à la réparation de renforcement de divers matériaux.
Le point de soudure de la machine à souder par étincelles peut être réglé de 0,2 mm à 2,0 mm, et elle peut souder feuilles de métal aussi fine que 0,2 mm sans percer la tôle, et la soudure est régulière et belle.
La machine de réparation par soudage par étincelle est un outil de réparation et de renforcement indispensable pour toutes les activités de traitement, de fabrication, d'entretien et de maintenance. traitement de surface entreprises.
En même temps, la machine à souder par étincelage est également un bon moyen pour les personnes engagées dans l'industrie des réparations spéciales de s'enrichir rapidement.
Inconvénients de la réparation traditionnelle :
Après une réparation traditionnelle, la pièce peut se déformer, perdre de sa dureté, présenter des trous de sable, des traces locales d'usure, etc. recuitLa plupart des produits de l'Union européenne sont des pièces d'usure, des fissures, des trous d'épingle, de l'usure, des rayures, des bords mordants ou une force de collage insuffisante, des dommages dus à des contraintes internes et même des déchets. Les pertes qui en résultent en termes de main-d'œuvre, de ressources matérielles et de ressources financières ne peuvent être calculées.
Caractéristiques de la machine de réparation par soudage électrique à l'étincelle :
Non recuit et la déformation du moule/de la pièce : Aucun préchauffage n'est nécessaire pour le moule, et il n'y a pas d'apport de chaleur pendant le processus instantané de soudage par empilage, de sorte qu'il n'y a pas de déformation, de contre-dépouille, de contrainte résiduelle, de recuit local, ni de changement dans l'organisation du moule ou du produit métallique.
Forte résistance au soudage : Pénètre complètement dans la surface du matériau du moule, produisant une force de liaison importante.
Grande précision de réparation : L'épaisseur de la soudure de la pile varie de quelques microns à plusieurs millimètres, et peut être polie et réparée sans différence de couleur.
Multifonctionnel : Peut assurer des fonctions de soudage par empilage et de renforcement de la surface.
Protection de l'environnement : Pas de pollution pendant le processus de travail.
Facile à utiliser : Tout le monde peut l'utiliser facilement, et le soudage en pile peut être effectué dans des zones difficiles à souder. En réglant la puissance et la fréquence de décharge à l'aide du régulateur, il est possible d'obtenir l'épaisseur et la douceur requises pour le soudage en pile et le renforcement.
Économique et pratique : Réparation immédiate sur place, améliorant l'efficacité de la production et réduisant les coûts.
Gamme d'adaptation de la machine de réparation par soudage électrique à l'étincelle :
Matrices de poinçonnage, matrices de forgeagemoules d'injection, moules de coulée, moules de coulée sous pression, produits métalliques, pièces de machines, outils.
Matériaux applicables à la machine de réparation par soudage électrique par étincelle :
Aluminium, alliage d'aluminium, cuivre, alliage de cuivre, acier à faible teneur en carbone, acier à teneur moyenne en carbone, acier matricéacier au carbone, acier inoxydable, acier plein, semi-acier, acier moulé, fonte, aluminium moulé, carbone, tungstène, or, et tous les conducteurs conducteurs.
Défauts pouvant être réparés à l'aide d'une machine à souder à étincelles :
Trous d'épingle, trous d'air, bavures, bavures, bosses, rayures, coins cassés, coins effondrés, trous de sable, fissures, usure, vers l'intérieur, erreurs de fabrication, défauts de fabrication, défauts de soudure.
Pièces défectueuses pouvant être réparées à l'aide d'une machine à souder à étincelles :
Coins, arêtes vivesLes produits de l'industrie de l'acier peuvent être réparés sur place au cours des opérations de production : rainures, parois latérales, fonds, cavités profondes, plans, plans de joint, etc.
Spécifications de la machine de réparation par soudage électrique à l'étincelle :
Modèle
XKS-01
KS-02
Tension d'entrée (V)
220V monophasé 50Hz/60hz2
220V monophasé 50Hz/60Hz
Puissance de sortie maximale (W)
1800
1800
Tension de sortie secondaire (V)
20-160
20-160
Capacité maximale du condensateur (uf)
480
560
Plage de fréquence variable (fréquence de décharge/seconde)
40-2100(HZ)
40-2100(HZ)
Température de la pièce pendant la réparation par soudage (℃)
20-85
20-85
Température du joint de soudure (℃)
8000-10000
3000-10000
Fil de soudure (mm)
1.0-3.2
.10-3.2
Dimensions (longueur * largeur * hauteur)
460*300*360
465*315*385
Poids (poids net KG)
28
30
Principaux consommables.
Lentilles de protection, fils de soudure, gaz argon, électricité.
Comparaison de différentes méthodes de réparation :
Comparaison de la machine de réparation par soudage électrique à l'étincelle avec d'autres machines de soudage à l'arc sous argon et d'autres machines de soudage à l'arc soudage au laser.
Objet
Machine électrique à réparer les surfaces d'étincelles
3. Résistance de l'adhérence avec le métal de base
bon
bon
bon
4. Épaisseur pouvant être recouverte (mm)
<3
>1
>0.3
5. Contrôle de l'épaisseur du soudage par recouvrement
Très facile.
Très difficile
dur
6. La difficulté de superposer les soudures sur les bords et les angles
Très facile
facilement
Très facile
7. Remplissage des trous d'épingle
facilement
facilement
facilement
8. Soudage de surface de la surface inférieure de la paroi latérale de la rainure du pore
Très facile
dur
dur
9. Vitesse de soudage du recouvrement
rapide
Très rapide
rapide
10. Traitement fin
Méthode
Fabriqué à la main
EIM - Traitement mécanique
Fabriqué à la main
Délai requis
court
long
secondaire
11. Temps total pour le surfaçage et la finition
rapide
long
secondaire
12. Dimensions des moules réparables
Petit Grand
Moyen à grand
Petit
13. Dimensions de la machine à souder
Petites et moyennes entreprises
de taille moyenne
important
14. Peut-il être réparé sur place ?
peut
ne doit pas
ne doit pas
15. Direction de la soudure de recouvrement
Des options frontales et de haut en bas sont disponibles
vers le bas
vers le bas
16. Nécessité du préchauffage et de l'isolation des moules
pas besoin
besoin
pas besoin
17. Matériaux applicables
Acier, aluminium, alliages de cuivre, etc.
Acier, aluminium
Acier, aluminium
18. Consommables
Barres métalliques
Fil de soudure
Fil de soudure
19. Gaz de protection
argon
argon
argon
20. Peut-on effectuer un traitement manuel de précision ?
peut
ne doit pas
peut
21. Peut-on appliquer des revêtements en matériaux durs ?
peut
ne doit pas
ne doit pas
22. Coût total de la réparation de la soudure
Faible coût
coûteux
communément
23. Prix
Faible
Moyen
élevé
24. Sécurité des opérateurs
sécurité
Rayonnement ultraviolet intense
Irradiation
Domaine d'application de la machine de réparation par soudage électrique à l'étincelle :
Gros équipements mécaniques
Corps de cylindre, joints
Pièces en fonte, pièces en acier moulé
Moules en aluminium, produits en alliage d'aluminium
Moules en acier et leurs produits
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure