Contamination et solutions pour la lentille de la tête de coupe du laser à fibre
Quelles sont les causes de défaillance des têtes de découpe laser et comment les éviter ? Cet article se penche sur les problèmes courants de contamination des lentilles des têtes de découpe laser à fibre et propose des solutions pratiques pour maintenir des performances optimales. Apprenez à améliorer les méthodes d'installation, à assurer une étanchéité efficace et à utiliser des techniques d'entretien appropriées pour prolonger la durée de vie de votre équipement. Découvrez les étapes clés pour prévenir la pollution des lentilles, réduire les coûts de maintenance et augmenter l'efficacité de votre tête de découpe. Lisez la suite pour comprendre les pratiques vitales qui peuvent assurer le bon fonctionnement de vos opérations de découpe laser.
Sur le marché actuel des machines de découpe laser à fibre, deux séries de têtes de découpe dominent : la LightCutter (figure 1) et la ProCutter (figure 2), toutes deux fabriquées par PRECITEC, une société allemande renommée d'ingénierie de précision. Ces têtes de découpe sont des composants critiques qui influencent considérablement les performances, l'efficacité et la qualité de découpe des systèmes de découpe laser à fibre.
Figure 1 Tête de coupe du Lightcutter
Figure 2 Tête de coupe Procutter
Ces deux séries de têtes de coupe conviennent pour puissance du laser dans les gammes suivantes : LightCutter≤2500W, ProCutter≤6000W.
2. Analyse du processus de contamination de la tête de coupe
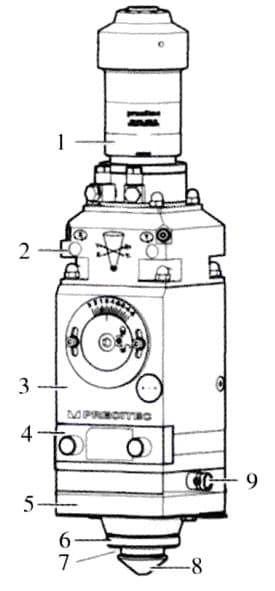
Comme le montre la figure 3, les composants optiques à l'intérieur de la tête de coupe se composent de 2 miroirs de collimation, 3 miroirs de focalisation et 4 miroirs de protection. La pollution de ces lentilles affecte directement le processus de coupe de la machine-outil.
Sur la base d'essais à long terme et d'une analyse approfondie de l'utilisation par les clients, les principaux facteurs de pollution de la tête de coupe sont les suivants :
①Mauvaise méthode d'installation de la tête de fibre optique.
②Mauvaise étanchéité de la tête de coupe.
③Mauvaise méthode de remplacement des miroirs de protection.
④Délai déraisonnable pour le contrôle du traitement.
⑤Des données non scientifiques sur le processus de coupe.
⑥Utilisation de pièces vulnérables de qualité inférieure pour la tête de coupe (miroirs de protection, joints toriques, etc.).
⑦Mauvais fonctionnement et utilisation par le client final.
⑧Méthode d'entretien et de réparation incorrecte de la tête de coupe.
Figure 3. Composition des éléments de la tête de coupe
1. Connecteur de fibre optique
2. Module de collimation contenant deux miroirs de collimation
3. Module de mise au point contenant deux miroirs de mise au point
4. Fenêtre de protection
5. Capteur
6. Contre-écrou en céramique
7. Anneau en céramique
8. Buse
9. Connecteur du câble coaxial (connecteur du câble émetteur-récepteur)
3. Recherche sur la prévention de la pollution des têtes de coupe
Bien qu'il soit difficile d'obtenir des têtes de coupe absolument exemptes de pollution, il existe des méthodes qui peuvent être employées pour prolonger le temps entre les occurrences de pollution et réduire la gravité de la pollution. Cela peut contribuer à augmenter la durée de vie de la tête de coupe et à réduire les coûts d'entretien et de réparation.
En ce qui concerne les facteurs énumérés ci-dessus qui contribuent à la pollution de la tête de coupe, les mesures suivantes peuvent être prises :
3.1 Amélioration de la méthode d'installation des têtes de fibre optique
La méthode d'installation peut être améliorée en veillant à ce que la tête de fibre optique soit insérée horizontalement dans la tête de coupe et solidement verrouillée.
Il est important de maintenir un environnement propre pendant le processus d'installation, et s'il y a un nombre important de particules en suspension (poussière) dans la zone environnante, il est recommandé d'effectuer cette tâche avant 6 heures du matin, c'est-à-dire avant le début de l'équipe de travail.
3.2 Amélioration de l'efficacité de l'étanchéité de la tête de coupe
Compte tenu du niveau actuel de la fabrication mécanique, même avec la technologie allemande la plus avancée, il n'est pas possible d'obtenir une étanchéité absolue pour les produits suivants découpe au laser les têtes. Lors de l'utilisation ultérieure, il est inévitable que de la poussière pénètre dans les lentilles et les contamine.
La principale cause de ce problème est l'augmentation de la température de la tête de coupe pendant le processus de coupe (une coupe normale peut être réalisée lorsque la température de la tête de coupe est inférieure à 55°C).
Il en résulte une augmentation de la pression interne, ce qui entraîne la libération de certains gaz de la tête de coupe dans le milieu environnant.
Lorsque la tête de coupe cesse de fonctionner (après l'équipe de travail), la température interne diminue jusqu'à la température ambiante, ce qui fait que la pression interne est inférieure à la pression ambiante.
Les gaz contaminés par la poussière provenant de l'environnement sont alors aspirés dans la tête de coupe jusqu'à ce que les pressions internes et externes atteignent un équilibre, polluant ainsi la tête de coupe.
Pour résoudre ce problème, l'approche consiste à maintenir une pression positive (supérieure à la pression ambiante) à l'intérieur de la tête de coupe afin d'isoler l'entrée des gaz poussiéreux de l'environnement.
Les méthodes suivantes peuvent être utilisées pour améliorer la situation :
①Continuer à alimenter la tête de coupe en gaz propre, sec et exempt d'huile. (L'azote est recommandé, avec une pression de 0,15 bar ≤ P < 0,3 bar).
②Installer un système respiratoire pour maintenir en permanence une pression positive à l'intérieur de la tête de coupe.
3.3 Remplacement correct de la lentille de protection
Lors du remplacement de la lentille de protection, il est nécessaire de procéder rapidement. En même temps que vous retirez la boîte à fenêtre de la lentille de protection (figure 3), scellez immédiatement la fenêtre de la tête de coupe avec du ruban adhésif (scellez l'ouverture d'installation de la boîte à fenêtre de la lentille de protection).
En outre, il faut veiller à ce qu'aucun objet sale n'entre en contact avec la lentille de protection et les opérateurs doivent s'abstenir de parler (pour éviter les éclaboussures de salive sur la lentille de protection).
3.4 Conception rationnelle de la synchronisation de la commande de la machine-outil
La vitesse de propagation de la lumière est plus rapide que la vitesse de transmission du gaz. Lors de la découpe ou de la perforation, il peut y avoir un retard dans le gaz de découpe, ce qui fait que le laser commence le traitement avant que le gaz de découpe n'atteigne la pression ou le débit requis, ce qui entraîne une contamination de la lentille de protection.
Les méthodes d'amélioration suivantes peuvent être mises en œuvre :
1. Modifier la synchronisation de l'émission du laser et du dégagement de gaz (gaz de coupe) en donnant l'ordre de dégager le gaz, d'attendre un certain temps (attente du gaz), d'émettre le laser, puis de procéder au traitement.
2. Maintenir une certaine pression d'air (gaz protecteur) tout au long du processus de traitement.
La séquence de traitement devrait être la suivante : ordonner la libération du gaz de protection, prétraiter le tôle (lecture des données de traitement et définition de l'origine), libération du gaz de perforation, libération du laser de perforation, libération du gaz de découpe, libération du laser de découpe (découpe du contour), achèvement de la découpe du contour, passage rapide au contour suivant, demander la libération du gaz de perforation, demander la libération du laser de perforation, demander la libération du gaz de découpe, demander la libération du laser de découpe (découpe du contour), terminer la découpe du contour, répéter le cycle, terminer le processus de découpe, éteindre le gaz de protection et terminer le programme.
3.5 Données relatives au processus de coupe rationnelle
L'utilisation de données rationnelles sur le processus de coupe permet d'éviter la contamination de la tête de coupe due à une coupe anormale.
3.6 Utilisation de consommables qualifiés
L'utilisation de consommables qualifiés tels que les lentilles de protection et les joints toriques contribue à l'étanchéité de la tête de coupe.
3.7 Procédures opérationnelles correctes
Suivez les instructions fournies par le fournisseur de l'équipement pour faire fonctionner et utiliser correctement la machine-outil.
3.8 Méthodes d'entretien appropriées
Veillez à ce que la tête de coupe soit propre et sèche, et procédez à un nettoyage quotidien.
4. Conclusion
La mise en œuvre des méthodes de prévention de la contamination susmentionnées permet d'améliorer considérablement la contamination des lentilles optiques à l'intérieur de la tête de coupe des fibres.
La pratique a montré qu'avec un entretien régulier et une attention particulière aux détails, il est possible d'éviter les défaillances fréquentes du découpage des pièces, ce qui permet de prolonger la durée de vie des lentilles et d'améliorer l'efficacité de la production de l'équipement.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
La découpe laser a révolutionné la fabrication, mais même les machines les plus avancées rencontrent des problèmes. Dans cet article de blog, nous nous penchons sur les problèmes courants rencontrés par les machines de découpe de plaques au laser et fournissons des...
Avez-vous déjà remarqué des taches noires sur votre lentille de découpe laser ou de soudage ? Ces taches peuvent gravement perturber les opérations et affecter la qualité et la précision de votre travail. Dans cet article,...
Vous êtes-vous déjà demandé pourquoi la tôle découpée au laser n'atteint pas toujours la perfection ? Cet article aborde les problèmes courants de la découpe laser, tels que les bavures sur les pièces et les découpes incomplètes, et propose des solutions pratiques. Par...
Avez-vous déjà eu du mal à choisir la buse de découpe laser adaptée à votre projet ? Le choix de la buse optimale est crucial pour obtenir des coupes nettes et précises et maximiser l'efficacité. Dans ce...
Vous êtes-vous déjà demandé comment fonctionne une machine de découpe laser ? Dans cet article de blog, nous allons nous plonger dans les rouages de ces machines de haute précision qui ont révolutionné le...
Vous êtes-vous déjà demandé comment un laser peut couper le métal comme un couteau chaud dans du beurre ? Dans cet article fascinant, nous allons explorer la science qui se cache derrière la technologie de découpe au laser à fibre....
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà demandé comment la précision de la découpe laser était obtenue ? Cet article explore les facteurs cruciaux qui influencent la qualité de la découpe laser, tels que l'état de la buse, la position du foyer et la pression du gaz auxiliaire. En...
Vous êtes-vous déjà demandé pourquoi une simple lentille pouvait faire ou défaire une opération de découpe laser ? Cet article révèle le rôle essentiel des lentilles de protection de haute qualité dans les têtes de découpe laser. Vous apprendrez...
Faites passer votre entreprise à la vitesse supérieure