Vous êtes-vous déjà demandé pourquoi le cuivre et ses alliages sont si importants dans notre vie quotidienne ? Cet article explore les propriétés fascinantes du cuivre, de son incroyable conductivité électrique à son impressionnante résistance à la corrosion. À la fin, vous comprendrez pourquoi le cuivre reste une pierre angulaire de l'ingénierie et de la technologie modernes.
Le cuivre et ses alliages sont largement utilisés dans les applications industrielles en raison de leurs propriétés exceptionnelles, notamment une conductivité électrique et thermique supérieure, une excellente résistance à la corrosion et une grande facilité de mise en forme. Ces matériaux sont classés en quatre catégories principales : le cuivre pur (souvent appelé cuivre rouge), le laiton, le bronze et le cuivre blanc (également appelé maillechort).
1. Le cuivre pur : Caractérisé par sa couleur rouge-orange, le cuivre pur (>99,3% Cu) offre la conductivité électrique la plus élevée parmi les métaux commerciaux, ce qui le rend indispensable dans les industries électriques et électroniques. Il présente également une excellente conductivité thermique, une résistance à la corrosion et une grande ductilité.
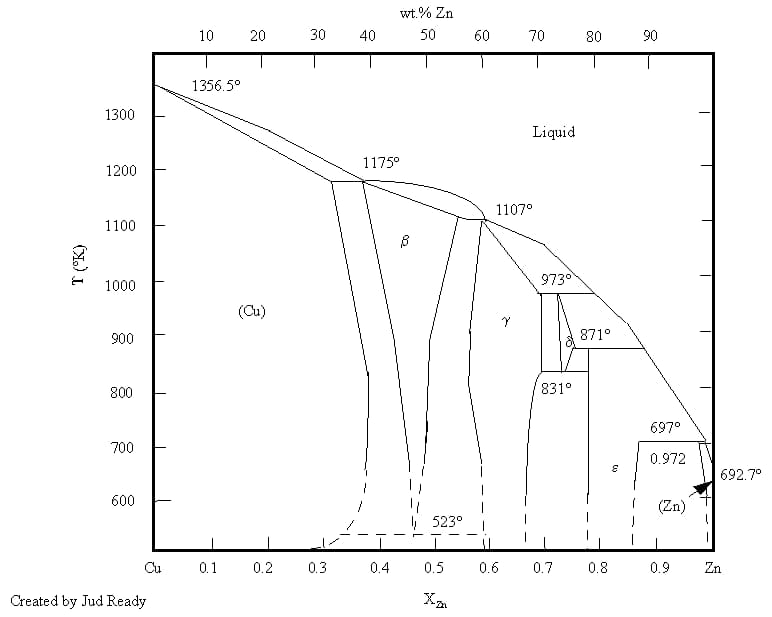
2. Laiton : Alliage composé principalement de cuivre et de zinc, la teneur en zinc étant généralement comprise entre 5% et 45%. Les laitons offrent un équilibre entre solidité, usinabilité et résistance à la corrosion. Les types les plus courants sont les suivants :
Laiton alpha (< 35% Zn) : Très ductile, convient à l'usinage à froid
Laiton alpha-bêta (35-45% Zn) : Plus résistant, idéal pour le travail à chaud et l'extrusion
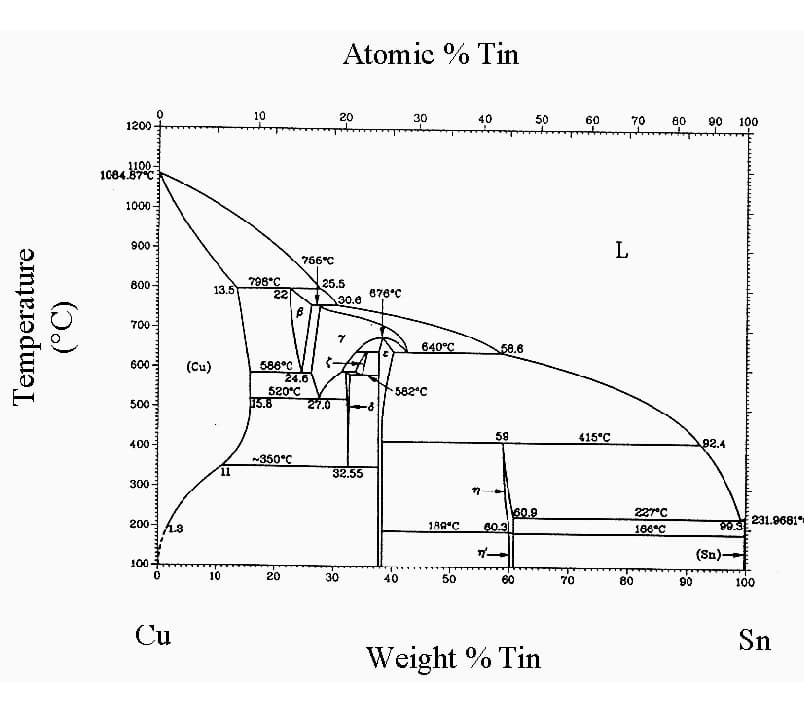
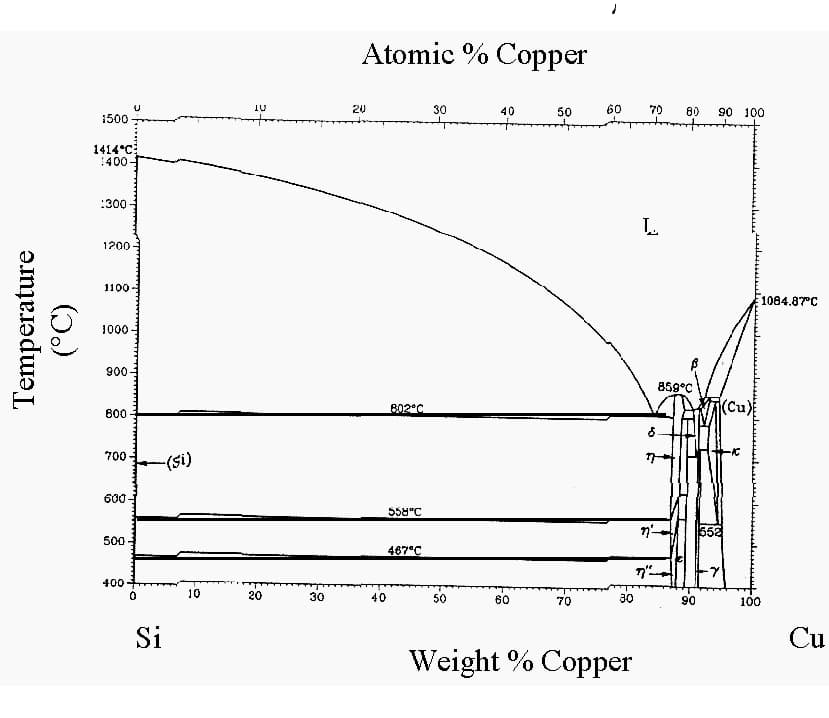
3. Bronze : traditionnellement des alliages de cuivre et d'étain, mais les bronzes modernes peuvent contenir d'autres éléments comme l'aluminium, le silicium ou le béryllium. Les bronzes présentent généralement une plus grande solidité et une meilleure résistance à la corrosion que les laitons. Les types les plus connus sont les suivants :
Bronze phosphoreux : contient de petites quantités de phosphore, offrant d'excellentes propriétés de ressort.
Bronze d'aluminium : grande solidité et résistance à la corrosion, convient aux applications marines.
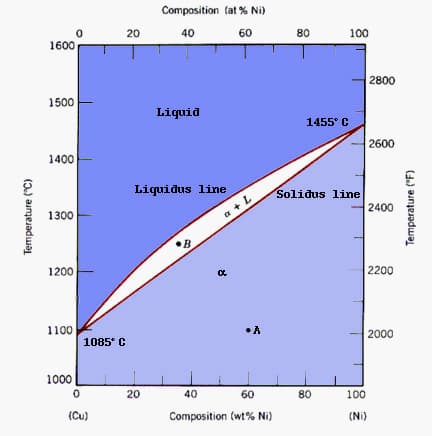
4. Cuivre blanc (maillechort) : Alliage de cuivre, de nickel et de zinc, contenant généralement 10-20% de nickel. Malgré son nom, il ne contient pas d'argent. Le cuivre blanc offre une bonne résistance à la corrosion, une bonne solidité et un aspect argenté attrayant, ce qui le rend adapté aux applications décoratives et aux instruments de musique.
II. Propriétés matérielles du cuivre et des alliages de cuivre
1. Cuivre rouge
Le cuivre rouge est une forme pure de cuivre avec une teneur en cuivre d'au moins 99,5%.
En fonction de sa teneur en oxygène, il peut être divisé en deux catégories : le cuivre pur et le cuivre exempt d'oxygène.
Cu2O et CuO peuvent se former à la surface du cuivre rouge.
A température ambiante, la surface du cuivre est recouverte de Cu2O.
À haute température, la couche d'oxyde est composée de deux couches : la couche externe est du CuO et la couche interne est du Cu2O.
Il est important de noter que le cuivre pur ne peut pas être brasé dans une atmosphère réductrice contenant de l'hydrogène.
2. Laiton
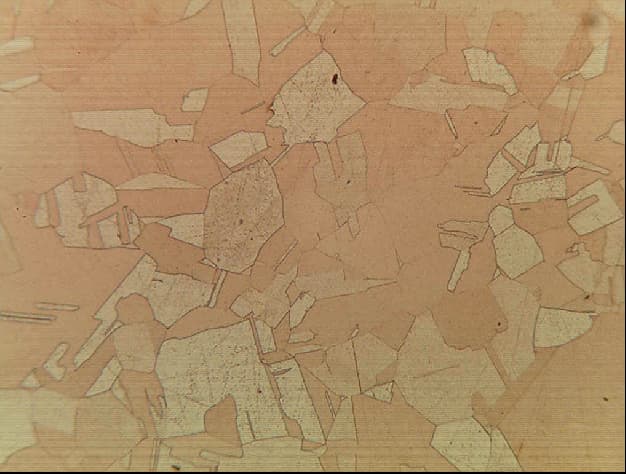
Le laiton est un alliage de cuivre et de zinc qui présente une solidité, une dureté et une résistance à la corrosion supérieures à celles du cuivre rouge, tout en conservant sa ténacité et sa grande résistance à la corrosion.
Diagramme métallographique du laiton
3. Laiton spécial
(1) Laiton étamé :
Le laiton contient environ 1% d'étain (Sn) et la présence d'étain ne modifie pas la composition des oxydes de surface.
La soudabilité du laiton étamé est comparable à celle du laiton, ce qui le rend facile à souder.
(2) Laiton de plomb :
Le laiton au plomb contient du plomb qui, lorsqu'il est chauffé, forme un laitier collant qui nuit à l'effet de mouillage et à la fluidité de la soudure.
Il est important de choisir le flux approprié pour garantir une bonne fluidité.
(3) Laiton de manganèse :
La surface du laiton au manganèse est composée d'oxyde de zinc et d'oxyde de manganèse.
L'oxyde de manganèse est relativement stable et difficile à éliminer, il est donc nécessaire d'utiliser un produit actif. brasage afin de garantir la mouillabilité du métal d'apport.
4. Le bronze
Il existe plusieurs types de bronzeChacun d'entre eux comporte des éléments d'alliage différents, ce qui influe sur leur aptitude au brasage.
Lorsque l'élément d'alliage ajouté est l'étain, ou une petite quantité de chrome ou de cadmium, il a un impact minimal sur la soudabilité et est généralement plus facile à braser.
Toutefois, si l'élément ajouté est de l'aluminium, en particulier lorsque la teneur en aluminium est élevée (jusqu'à 10%), l'oxyde d'aluminium à la surface est difficile à éliminer, ce qui entraîne une détérioration de la soudabilité.
Dans ce cas, il est nécessaire d'utiliser un flux spécial pour le brasage.
Par exemple, lorsque du silicium est ajouté pour former le bronze au silicium, celui-ci devient très sensible à la fragilité à chaud et à la fissuration sous contrainte lorsqu'il est exposé à la soudure en fusion.
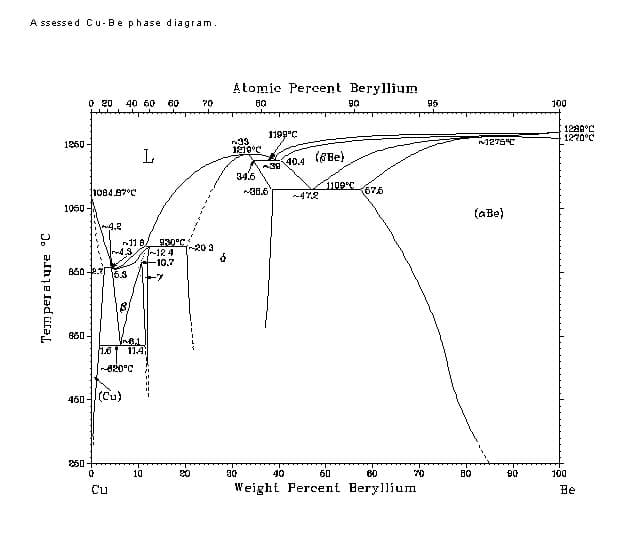
Un autre exemple est celui où l'élément d'alliage ajouté est le béryllium.
Bien qu'un oxyde BeO relativement stable se forme, un flux de brasage conventionnel suffit à éliminer le film d'oxyde.
5. Cuivre blanc
Cuivre blanc est un alliage de cuivre et de nickel qui présente d'excellentes propriétés mécaniques globales.
Il contient du nickel.
Lors du choix du métal d'apport, il est important d'éviter ceux qui contiennent du phosphore, comme le métal d'apport cuivre-phosphore et le métal d'apport cuivre-phosphore-argent.
Le cuivre blanc est très sensible à la fissuration à chaud et à la fissuration sous contrainte lorsqu'il est soumis à la soudure en fusion.
III. Compositions et traitements thermiques typiques du cuivre et des alliages de cuivre
Nom
Code
Composition chimique primaire (pourcentage en masse, %)
IV. Propriétés de brasage du cuivre et des alliages de cuivre
Le brasage du cuivre et des alliages de cuivre dépend principalement des facteurs suivants :
La stabilité des oxydes formés à la surface.
L'influence du processus de chauffage de la brasure sur la qualité de l'eau. propriétés des matériaux.
La sensibilité du matériau à la fissuration sous contrainte.
Les surfaces de cuivre pur peuvent former deux oxydes, Cu2O et CuO. À température ambiante, une surface de cuivre est recouverte de Cu2O, tandis qu'à haute température, le film d'oxyde se divise en deux couches, avec CuO à l'extérieur et Cu2O à l'intérieur. Les oxydes de cuivre s'enlèvent facilement, c'est pourquoi le cuivre pur se brase bien.
Le cuivre oxygéné est un cuivre raffiné par pyrométallurgie et un cuivre durci par électrolyse. Il contient 0,02% à 0,1% d'oxygène en masse, qui existe sous forme d'oxyde de cuivre, formant une organisation eutectique avec le cuivre. Cette organisation eutectique est répartie dans la matrice de cuivre sous forme globulaire.
Si le cuivre oxygéné est brasé dans une atmosphère réductrice contenant de l'hydrogène, l'hydrogène se diffuse rapidement dans le métal, réduisant l'oxyde pour produire de la vapeur. Cette vapeur forme des cavités à l'intérieur des cristaux de cuivre et se dilate rapidement, ce qui provoque fragilisation par l'hydrogène. Dans les cas les plus graves, le cuivre peut se fracturer.
Si l'atmosphère contient du monoxyde de carbone et de l'humidité, le monoxyde de carbone peut réduire la vapeur en hydrogène, qui se diffuse alors dans le métal, entraînant une fragilisation par l'hydrogène. Par conséquent, le cuivre oxygéné ne doit pas être brasé dans des atmosphères de décomposition de l'ammoniac, de réduction endothermique ou exothermique.
Le chauffage à long terme du cuivre oxygéné au-dessus de 920℃ provoquera l'accumulation d'oxyde de cuivre aux joints de grains, ce qui diminuera la résistance et la ductilité du cuivre. Par conséquent, pendant le brasage, le matériau doit éviter une exposition prolongée à des températures supérieures à 920℃.
Le cuivre ne peut pas être traité thermiquement pour sa résistance, c'est pourquoi les méthodes de travail à froid sont souvent utilisées pour augmenter sa résistance. Le cuivre trempé à froid se ramollit lorsqu'il est chauffé entre 230℃ et 815℃. Le degré de ramollissement dépend de la température et de la durée à cette température. Plus la température de chauffage du brasage est élevée, plus le cuivre écroui se ramollit.
Le cuivre sans oxygène a une faible teneur en oxygène et ne contient pas de composants eutectiques de cuivre et d'oxyde de cuivre. Sa conductivité électrique et son aptitude au travail à froid (comme l'emboutissage et le filage) sont meilleures que celles du cuivre désoxydé.
Le cuivre sans oxygène peut être brasé dans une atmosphère protectrice contenant de l'hydrogène sans fragilisation par l'hydrogène. Le cuivre exempt d'oxygène trempé à froid se ramollit également à la chaleur.
Le laiton commun peut être divisé en trois catégories : le laiton à faible teneur en zinc (fraction massique de zinc inférieure à 20%), le laiton à forte teneur en zinc (fraction de zinc supérieure à 20%) et le laiton allié. Lorsque la fraction massique de zinc dans le laiton est inférieure à 15%, l'oxyde de surface est principalement constitué de Cu2O, qui contient de petites particules de ZnO.
Lorsque la fraction massique de zinc est supérieure à 20%, l'oxyde est principalement constitué de ZnO. L'oxyde de zinc est également facile à éliminer, de sorte que le brasage du laiton est très bon. Le laiton ne convient pas au brasage sous atmosphère protectrice, en particulier au brasage sous vide. En effet, le zinc a une pression de vapeur élevée (atteignant 105Pa à 907℃).
Lors du brasage sous atmosphère protectrice, en particulier sous vide, le zinc contenu dans le laiton se volatilise, la surface devient rouge et cela affecte à la fois les propriétés de brasage et les propriétés intrinsèques du laiton. Si le brasage doit être effectué dans une atmosphère protectrice ou sous vide, une couche de cuivre ou de nickel doit être déposée par électrolyse sur la surface des pièces en laiton afin d'éviter la volatilisation du zinc. Cependant, le placage peut affecter la résistance du joint brasé.
Le brasage du laiton nécessite l'utilisation d'un flux.
Le laiton étamé a environ 1% de ω (Sn). La présence d'étain n'affecte pas la composition de l'oxyde de surface. Le brasage du laiton étamé est comparable à celui du laiton et il est facile à réaliser.
Le laiton de plomb forme un résidu collant lorsqu'il est chauffé, ce qui perturbe l'action de mouillage et la fluidité du matériau de brasage ; il faut donc choisir un flux approprié pour garantir l'action de mouillage du matériau de brasage. Lorsque le laiton au plomb est chauffé, il a tendance à se fissurer sous l'effet de la contrainte. Sa sensibilité à la fissuration à chaud est directement proportionnelle à la teneur en plomb.
Par conséquent, le stress interne Il convient de réduire au minimum les tensions sur le laiton au plomb pendant le brasage, par exemple en procédant à un recuit avant le soudage afin d'éliminer les tensions causées par le traitement des composants. La température de chauffage doit être aussi uniforme que possible pour réduire les contraintes thermiques. L'effet de brasage est faible lorsque ω (Pb) > 3%. Pour le laiton au plomb avec ω (Pb) > 5%, le brasage n'est pas recommandé.
La surface du laiton au manganèse est composée d'oxyde de zinc et d'oxyde de manganèse. L'oxyde de manganèse est relativement stable et difficile à éliminer. Il convient donc d'utiliser un flux hautement actif pour garantir la mouillabilité du matériau de brasage.
Le bronze à l'étain QSn6.5-0.1 forme deux oxydes à sa surface : une couche interne de SnO2 et une couche externe d'oxyde de cuivre. Ces oxydes sont faciles à enlever et l'alliage se brase bien, convenant à diverses méthodes de brasage, y compris le brasage sous protection gazeuse et le brasage sous vide.
Les flux conventionnels peuvent être utilisés pour le brasage à l'air. Pour éviter les fissures, les pièces en bronze étain contenant du phosphore doivent être détendues à environ 290-340℃ avant le brasage.
Le bronze d'aluminium contient une quantité importante d'aluminium (jusqu'à 10% en masse), formant une couche d'oxyde principalement composée d'oxyde d'aluminium sur la surface, qui est difficile à enlever. C'est pourquoi, brasage de l'aluminium Le traitement de l'oxyde d'aluminium sur le bronze est un véritable défi. L'oxyde d'aluminium ne peut pas être réduit dans une atmosphère protectrice et ne peut pas être éliminé par chauffage sous vide, ce qui nécessite un flux spécialisé.
Si des pièces en bronze d'aluminium sont brasées dans un trempé et revenu La température de brasage ne doit pas dépasser la température de revenu. Par exemple, la température de revenu de QAl9-2 est de 400℃.
Si la température de brasage dépasse 400℃, le matériau de base se ramollit. Si le brasage est effectué à haute température, celle-ci doit correspondre à la température de trempe (880℃), suivie d'un revenu, pour obtenir les propriétés mécaniques souhaitées du matériau de base. Il faut en tenir compte lors du choix du matériau de brasage.
Bien qu'un oxyde BeO relativement stable se forme à la surface du bronze au béryllium, les flux conventionnels répondent toujours à l'exigence d'élimination du film d'oxyde. Le bronze au béryllium est souvent utilisé dans des situations où les pièces doivent être élastiques.
Pour éviter de diminuer cette propriété, la température de brasage doit être inférieure à la température de vieillissement (300℃) ou la température de brasage doit correspondre à la température de trempe, suivie d'un traitement de vieillissement après le brasage.
Le bronze au silicium, principalement un alliage QSi3-1 avec environ 3% ω (Si), forme un oxyde principalement composé de dioxyde de silicium à sa surface. Le même flux que celui utilisé pour le brasage du bronze d'aluminium doit être utilisé pour le brasage du bronze de silicium. Le bronze au silicium soumis à des contraintes est extrêmement sensible à la fissuration thermique et à la fissuration sous contrainte sous l'action du matériau de brasage en fusion.
Pour éviter les fissures, l'alliage doit être détendu à une température comprise entre 300 et 350℃ avant le brasage. Il convient de choisir un matériau de brasage à point de fusion plus bas et d'utiliser une méthode de brasage qui chauffe uniformément pendant le brasage.
Le bronze au chrome et le bronze au cadmium contiennent des quantités mineures de chrome ou de cadmium, qui n'affectent pas de manière significative le processus de brasage. Lors du brasage du bronze au chrome, il convient de tenir compte du régime de traitement thermique du matériau de base.
Le brasage doit se faire en dessous de la température de vieillissement (460℃) ou la température de brasage doit correspondre à la température de trempe (950-1000℃).
Le maillechort et le manganèse-argent. Le maillechort contient du nickel et les matériaux de brasage contenant du phosphore, tels que le matériau de brasage cuivre-phosphore et le matériau de brasage cuivre-phosphore-argent, doivent être évités lors du choix d'un matériau de brasage, car les matériaux de brasage contenant du phosphore peuvent facilement former du phosphure de nickel cassant sur l'interface après le brasage, ce qui réduit la résistance et la ténacité de l'assemblage.
Le maillechort est extrêmement sensible à la fissuration à chaud et à la fissuration sous contrainte sous l'action de la brasure en fusion. Par conséquent, les pièces doivent être débarrassées de leurs tensions internes avant le brasage, et il convient de choisir un matériau de brasage à point de fusion plus bas.
Les pièces doivent être chauffées uniformément et la libre dilatation et contraction des pièces pendant le chauffage et le refroidissement doit être autorisée afin de réduire les contraintes thermiques pendant le brasage.
Brazabilité du cuivre et des alliages de cuivre courants
Alliage
Capacité de brasage
Cuivre T1
Excellent
Cuivre exempt d'oxygène TU1
Excellent
Laiton
H96
Excellent
H68
Excellent
H62
Excellent
Etain-bronze
HSn62-1
Excellent
Laiton au manganèse
HMn58-2
Bon
Etain-bronze
QSn58-2
Excellent
QSn4-3
Excellent
Laiton de plomb
HPb59-1
Bon
aluminium bronze
QAl9-2
Mauvais
QAl10-4-4
Mauvais
bronze au béryllium
QBe2
Bon
QBe1.7
Bon
bronze au silicium
QSi3-1
Bon
bronze chromé
QCr0,5
Bon
bronze cadmium
QCd11
Excellent
Alliage zinc-cuivre-nickel
BZn15-20
Bon
Alliage Mn cuivre nickel
BMn40-1.5
Difficile
V. Métal d'apport pour le brasage
1. Métal d'apport pour brasure à base d'argent
La soudure à base d'argent est largement utilisée en raison de son point de fusion modéré, de sa bonne aptitude au traitement, de ses qualités de solidité et de résistance, de sa conductivité, de sa conductivité thermique et de sa résistance à la corrosion.
Les principaux éléments d'alliage Les éléments qui composent les soudures à base d'argent sont le cuivre, le zinc, le cadmium et l'étain. Le cuivre est l'élément d'alliage le plus important, car il réduit la température de fusion de l'argent sans former de phase fragile.
L'ajout de zinc abaisse encore la température de fusion.
Si l'ajout d'étain permet d'abaisser sensiblement la température de fusion des alliages argent-cuivre-étain, cette faible température de fusion se traduit par une fragilité extrême et une absence d'utilisation pratique.
Pour éviter la fragilité, la teneur en étain des soudures argent-cuivre-étain n'est généralement pas supérieure à 10%.
Pour réduire davantage la température de fusion de la soudure à base d'argent, du cadmium peut être ajouté à l'alliage argent-cuivre-zinc.
Composition chimique et principales propriétés du métal d'apport pour brasure à base d'argent
Métal d'apport pour le brasage
Composition chimique (poids %)
Température de fusion/℃
Résistance à la traction/MPa
Résistivité électrique/μΩ-m
Température de brasage/℃
Ag
Cu
Zn
Cd
Sn
autres
BAg72Cu.
72±1
Rem.
–
–
–
–
779~779
375
0.022
780~900
BAg50Cu.
50±1.1
Rem.
–
–
–
–
779~850
–
–
–
BAg70Cu.
70±1
26±1
Rem.
–
–
–
730~755
353
0.042
–
BAg65Cu.
65±1
20±1.1
Rem.
–
–
–
685~720
384
0.086
–
BAg60Cu
60 ±1
Rem.
–
10±0.5
–
–
602~718
–
720~840
BAg50Cu
50±1.1
34±1.1
Rem.
–
10±0.5
–
677~775
343
0.076
775~870
BAg45Cu
45±1
30+1
Rem.
–
–
–
677~743
386
0.097
745~845
BAg25CuZn.
25±1.
40±1
Rem.
–
–
–
745~775
353
0.069
800~890
BAg10CuZn
10±1
53±1.1
Rem.
–
–
–
815~850
451
0.065
850~950
BAg50CuZnCd
50±1
15.5±1
16.5±2
–
–
–
627~635
419
0.072
635~760
BAg45CuZnCd
45±1.
15±1
16±2.
–
–
–
607~618
–
–
620~760
BAg40CuZnCdNi
40±1
16±0.5
17.8±0.5
–
–
Ni0,2±0,1
595~605
392
0.069
605~705
BAg34CuZnCd
35±1
26±1
21±2
–
–
607~702
411
0.069
700~845
BAg50CuZnCdNi
50±1.1
15.5±1
15.5±2
–
–
Ni3±0,5
632~688
431
0.105
690~815
BAg56CuZnSn
56±1
22±1
17±2
50.5
50.5
–
618~652
–
–
650~760
BAg34CuZnSn
34±1
36±1.1
27+2
30.5
30.5
–
630~730
–
–
730~820
BAg50CuZnSni
50±1
21.5±1
27±1.1
10.3
10.3
Ni0.30~0.65。
650~670
–
–
670~770
BAg40CuZnSni
40±1
25±1
30.5±1
30.3
30.3
Ni1.30~1.65
630~640.
–
–
640~740
2. Soudure au cuivre phosphore
Le métal d'apport cuivre-phosphore est largement utilisé pour le brasage du cuivre et des alliages de cuivre en raison de ses performances technologiques favorables et de sa rentabilité.
Le phosphore remplit deux fonctions dans le cuivre :
Tout d'abord, il abaisse considérablement le point de fusion du cuivre.
Deuxièmement, il agit comme un flux d'auto-soudage pendant le brasage à l'air.
Pour réduire encore la température de fusion de l'alliage Cu-P et améliorer sa ténacité, de l'argent peut également être ajouté.
Il est important de noter que les métaux d'apport cuivre-phosphore et cuivre-rattan-argent ne peuvent être utilisés que pour le brasage du cuivre et des alliages de cuivre et ne peuvent pas être utilisés pour le brasage de l'acier, des alliages de nickel ou des alliages cuivre-nickel dont la teneur en nickel est supérieure à 10%.
Ce type de métal d'apport peut entraîner une ségrégation lorsqu'il est chauffé lentement, il est donc préférable d'adopter une méthode de brasage à chauffage rapide.
Composition chimique et propriétés de la brasure au cuivre phosphore
Métal d'apport
Composition chimique (fraction de masse) (%)
Température de fusion
Résistance à la traction MPa
Résistivité/μΩ-m
Cu
P
Ag
Sn
autres
Bcu95P.
Rem.
5±0.3
–
–
710~924
–
–
Bcu93P
Rem.
6.8~7.5
–
–
710~800
470.4
0.28
Bcu92PSb
Rem.
6.3±0.4
–
–
Sb1.5~2.0
690~800
303.8
0.47
Bcu91Ag
Rem.
7±0.2
2±0.2
–
–
645~810
–
–
Bcu89Ag
Rem.
5.8~6.7
5±0.2
–
–
650~800
519.4
0.23
Bcu80Pag
Rem.
4.8~5.3
15±0.5
–
–
640~815
499.8
0.12
HLAgCu70-5
Rem.
5±0.5
25±0.5
–
–
650~710
–
–
HLCuP6-3
Rem.
5.7±0.3
–
3.5±0.5
–
640~680
–
0.35
Cu86SnP
Rem.
5.3±0.5
–
7.5±0.5
0.8±0.4
620~660
–
–
Bcu80PSnAg
Rem.
5.3±0.5
5±0.5
10±0.5
–
560~650
–
–
Cu77NiSnP.
77.6
7.0
9.7
–
Ni5,7
591~643
–
–
3. Brasage tendre - Brasage à base d'étain
Lors du brasage du cuivre avec une brasure à base de Sn, la formation du composé intermétallique Cu6Sn5 à l'interface entre la brasure et le métal de base est fréquente. Il est donc important d'examiner attentivement la température de brasage et le temps de maintien.
Lors de l'utilisation d'un fer à souder, la couche de composé est généralement mince et n'a qu'un impact minime sur les performances du joint.
Les joints en laiton brasés avec un métal d'apport étain-plomb sont plus résistants que les joints en cuivre brasés avec le même métal d'apport. En effet, la dissolution du laiton dans le métal d'apport liquide est plus lente, ce qui entraîne la formation de moins de composés intermétalliques fragiles.
Métal d'apport pour le brasage
Composition chimique
Température de fusion
Résistance à la traction
Élongation
Sn
Ag
Sb
Cu
HL606
96.0
4.0
–
–
221
53.0
–
Sn95Sb
95.0
–
5.0
–
233
39.2
43
Sn92AgCuSb
92.0
5.0
1.0
2.0
250
49.0
2.3
Sn85AgSb
84.5
8.0
7.5
–
270
80.4
8.8
Métal d'apport pour le brasage
Composition chimique
Température de fusion
97.0
3.0
Sn
HLAgPb97
97.5
1.5
–
304-305
HLAgPb97.5-1.0
92
2.5
1.0
310-310
HLAgPb92-5.5
83.5
1.5
5.5
287-296
HLAgPb83,5-15-1,5
97.0
3.0
15.0
265-270
4. Soudure tendre - soudure à base de cadmium
Composition chimique et propriétés des soudures à base de cadmium
Métal d'apport
Composition chimique (fraction de masse) (%)
Température de fusion/
Résistance à la traction/MPa
Cd
Ag
Zn
HL503
95
5
338~393
112.8
HLAgCd96-1
96
3
1
300~325
110.8
Cd79ZnAg
79
5
16
270~285
200
HL508
92
5
3
320~360
–
5. Soudure tendre - soudure sans plomb
Brasure sans plomb pour le brasage de tubes en cuivre
Marque
Composition (fraction de masse)
Ligne de phase solide/℃
Liquidus/℃
E
95Sn-4,5Cu-0,5Ag
226
360
HA
94.5Sn-3Sb-1.5Zn-0.5Ag-0.5Cu
215
228
HB
91.225Sn-5Sb-3.5Cu-0.275Ag
238
360
AC
96.25n-3.25Bi-0.2Cu-0.35Ag
206
234
OA
95,9Sn-3Cu-1Bi-0,1Ag
215
238
AM
95,45n-3Cu-1Sb-0,6Ag
221
231
Résistance des joints en cuivre et en laiton brasés avec une partie de la brasure tendre
Marque de soudure
Résistance au cisaillement/MPa
Résistance à la traction/MPa
cuivre
laiton
cuivre
laiton
S-Pb80Sn18Sb2
20.6
36.3
88.2
95.1
S-Pb68Sn30Sb2
26.5
2740
89.2
86.2
S-Pb58Sn40Sb2
36.3
45.1
76.4
78.40
S-Sn90Pb10
45.1
44.1
63.7
68.6
S-P697Ag3
–
29.4
–
49.0
S-Cd96Ag3Zn1
73.5
–
57.8
-
S-Sn95Sb5
37.2
–
-
S-sn85Ag8Sb7
–
82.3
–
–
S-Sn92AgSCu2Sb1
35.3
–
–
–
S-Sn96Ag4P
35.339.2~49.0
–
5.339.2~49.0
–
VI. Flux de brasage
Les flux de brasage couramment utilisés sont constitués d'une matrice de borax, d'acide borique ou d'un mélange des deux, et sont complétés par des fluorures ou des fluoroborates de métaux alcalins ou alcalino-terreux pour atteindre une température d'activation appropriée et améliorer les capacités d'élimination de l'oxyde.
Lorsqu'il est chauffé, l'acide borique (H3BO3) se décompose en anhydride borique (B2O3).
La formule de réaction est la suivante :
2H3BO3→B2O3+3H2O
Le point de fusion de l'anhydride borique est de 580°C.
Il peut réagir avec les oxydes de cuivre, de zinc, de nickel et de fer pour former un borate soluble qui flotte sur le joint brasé sous forme de scories. Cela permet non seulement d'éliminer le film d'oxyde, mais aussi d'assurer une protection mécanique.
MeO+B2O3→MeO-B2O3
Borax Na2B4O7 fond à 741 ℃ :
Na2B4O7→B2O3+2NaBO2
L'anhydride borique et les oxydes métalliques réagissent pour former des borates solubles. Le métaborate de sodium et les borates se combinent pour former des composés dont la température de fusion est plus basse, ce qui leur permet de remonter facilement à la surface des joints de soudure.
MeO+2NaBO2+B2O3>(NaBO2)2Me(BO2)2
La combinaison de borax et d'acide borique est un flux couramment utilisé. L'ajout d'acide borique permet d'abaisser la tension superficielle du flux de borax et d'améliorer son étalement. L'acide borique améliore également la capacité du résidu de flux à se détacher proprement de la surface. Toutefois, lorsque le flux borax-acide borique est utilisé avec du métal d'apport argenté, sa température de fusion reste trop élevée et sa viscosité est encore trop importante.
Pour diminuer encore la température de fusion, on peut ajouter du fluorure de potassium. Le rôle principal du fluorure de potassium est de réduire la viscosité du flux et d'améliorer sa capacité à éliminer les oxydes. Pour réduire davantage la température de fusion et augmenter son activité, on peut ajouter du KBF4 peuvent être ajoutés.
Le point de fusion du KBF4 est de 540 ℃, et la décomposition de fusion est :
FRB4→KF+BF3
Marque
Composition (fraction de masse) (%)
Température d'action ℃
Objectif
FB101
Acide borique 30, fluoroborate de potassium 70
550~850℃
Flux de soudure à l'argent
FB102
Fluorure de potassium anhydre 42, fluoroborate de potassium 25, anhydride borique 35
600~850℃
Le flux de soudure à l'argent le plus utilisé
FB103
Fluoborate de potassium>95, carbonate de potassium<5
550~750℃
Pour les soudures à l'argent, au cuivre, au zinc et au cadmium
FB104
Borax 50, acide borique 35, fluorure de potassium 15
650~850℃
Brasage au four avec un métal d'apport à base d'argent
VII. Flux de brasage tendre
1. Flux corrosif
Nombre
Composant
Objectif
1
ZnCl21130g,NH4Cl110g,H2O4L
Brasage du cuivre et des alliages de cuivre, de l'acier
Le principal composant du flux non corrosif est la colophane.
Il existe trois flux de colophane couramment utilisés :
Colophane inactivée ;
Colophane faiblement activée ;
Colophane active.
VIII. Préparation de la surface
Le dégraissage au solvant ou la solution alcaline s'applique au cuivre et aux alliages de cuivre.
Des méthodes mécaniques, des brosses métalliques et le sablage peuvent être utilisés pour éliminer les oxydes.
Laiton au silicium ;
Bronze au chrome et alliage cuivre-nickel ;
Bronze d'aluminium bronze de béryllium ;
Cuivre, laiton, bronze étamé.
IX. Procédé de brasage
Le cuivre et ses alliages présentent une excellente aptitude au brasage en raison de leur conductivité thermique élevée et de leurs caractéristiques de mouillage favorables. Différentes méthodes de brasage peuvent être employées, chacune offrant des avantages distincts pour des applications spécifiques :
Brasage au four : Il permet un chauffage uniforme et est idéal pour les grands lots ou les assemblages complexes.
Brasage par induction : Offre un chauffage rapide et localisé, adapté aux lignes de production automatisées.
Brasage à la flamme : Polyvalent et rentable pour les opérations à petite échelle ou les réparations sur le terrain.
Brasage par résistance : Efficace pour l'assemblage de petits composants conducteurs d'électricité.
Brasage par immersion : Assure un revêtement uniforme et est efficace pour le brasage simultané de plusieurs joints.
Brasage infrarouge : Il permet un contrôle précis de la température et convient aux composants sensibles à la température.
Le brasage du cuivre et de ses alliages nécessite des considérations particulières :
Choix du métal d'apport : Choisissez des alliages compatibles avec le cuivre, tels que les alliages cuivre-phosphore ou les alliages à base d'argent, en tenant compte de facteurs tels que la solidité des joints et la résistance à la corrosion.
Application de flux : Utiliser des flux appropriés pour éliminer les oxydes et favoriser le mouillage, en particulier pour les nuances de cuivre sans oxygène.
Contrôle de l'atmosphère : Envisager des atmosphères inertes ou réductrices pour éviter l'oxydation pendant le brasage à haute température.
Conception du joint : Assurer un espace suffisant (généralement 0,025-0,125 mm) pour l'action capillaire du métal d'apport.
Pour le brasage à haute fréquence du cuivre, le processus doit être soigneusement optimisé en raison de la faible résistance électrique du cuivre. Les stratégies permettant de relever ce défi sont les suivantes :
L'utilisation de fréquences plus élevées (typiquement >100 kHz) pour concentrer le courant à la surface.
Utilisation de concentrateurs de flux magnétiques pour focaliser le champ magnétique et améliorer l'efficacité du chauffage.
Mettre en place des systèmes précis de contrôle de la température afin d'éviter la surchauffe et de garantir une qualité constante des joints.
X. Technologie du brasage du cuivre et des alliages de cuivre
1. Cuivre
Lors du brasage du cuivre, la coordination du métal d'apport et du flux est la suivante :
Pour souder des surfaces propres, en particulier avec des soudures à l'étain-plomb et à l'étain-argent, il est possible d'utiliser un flux de colophane. Pour les autres surfaces, il est possible d'utiliser de la colophane active, du flux faiblement corrosif ou du flux corrosif.
Il est important de noter que le cuivre pur ne doit pas être brasé dans une atmosphère réductrice, à l'exception du cuivre exempt d'oxygène, afin d'éviter la fragilisation par l'hydrogène.
2. Laiton
Le métal d'apport et le flux utilisés pour le brasage du laiton sont généralement similaires à ceux utilisés pour le brasage du cuivre. Toutefois, il convient de noter qu'en raison de la présence d'oxyde de zinc à la surface du laiton, celui-ci ne peut pas être brasé avec de la colophane inactive. En outre, lors du brasage avec du cuivre phosphore et de la brasure à l'argent, il faut utiliser le flux FB102.
3. Laiton au manganèse
Pour le brasage étain-plomb, il convient d'utiliser un flux en solution d'acide phosphorique. Le brasage à base de plomb nécessite l'utilisation d'un flux de brasage en solution d'oxyde de zinc. Le flux de brasage Q205 est utilisé pour le brasage à base de cadmium. Les brasures BAg45CuCdNi et BAg45CuCd doivent être brasées avec le flux FB102 ou FB103. Les autres brasures à base d'argent, ainsi que les brasures cuivre-phosphore et cuivre-phosphore-argent, doivent être brasées avec le flux FB102. Il est recommandé de braser avec le flux FB104 dans une atmosphère protectrice à l'intérieur d'un four.
4. Bronze au béryllium
Lors du brasage du bronze au béryllium dans son état de vieillissement par brasage tendre et trempe, il est important de choisir un métal d'apport dont la température de fusion est inférieure à 300°C. La combinaison préférée pour cette application est 63Sn-37Pb en combinaison avec un flux corrosif faible ou un flux corrosif.
En outre, le brasage et le traitement en solution doivent être effectués simultanément pendant la phase d'application. processus de brasage.
5. Bronze chromé
Le brasage tendre a un impact minimal sur l'indice de performance du bronze au béryllium. Les brasures tendres et les flux similaires à ceux utilisés pour le bronze au béryllium peuvent donc être utilisés pour le brasage.
Il est important de noter que le bronze au chrome ne doit pas être brasé à l'état de vieillissement en solution, mais plutôt à l'état de traitement en solution suivi d'un vieillissement.
Lors de l'utilisation d'une méthode de chauffage rapide pour le brasage, il est recommandé d'utiliser la brasure à l'argent ayant la température de fusion la plus basse, telle que BAgA0 CuZnCdNi.
6. Bronze au cadmium et bronze à l'étain
Le brasage du bronze d'étain est similaire au brasage du cuivre et du laiton, mais il présente l'avantage supplémentaire d'éviter la fragilisation par l'hydrogène et la volatilisation du zinc lorsqu'il est réalisé dans une atmosphère protectrice.
Il convient toutefois de noter que le bronze d'étain contenant du phosphore a tendance à se fissurer sous l'effet du stress.
7. Bronze au silicium
Pour le brasage tendre, il est recommandé d'utiliser un flux corrosif fort contenant de l'acide chlorhydrique.
Pendant le brasage, il y a une tendance à la fissuration sous contrainte et à la pénétration intergranulaire du métal d'apport. La température de brasage doit être inférieure à 760°C.
Les soudures à l'argent ayant des températures de fusion plus basses, telles que BAg65CuZn, BAg50 CuZnCd, BAg40 CuZnCdNi et BAg56 CuZnSn, peuvent être utilisées. Plus la température de fusion est basse, mieux c'est.
Pour des résultats optimaux, il est recommandé d'utiliser les flux FB102 et FB103.
8. Bronze d'aluminium
Lors du brasage tendre, il est important d'utiliser un flux corrosif fort contenant de l'acide chlorhydrique pour éliminer le film d'oxyde sur la surface. La soudure couramment utilisée pour ce processus est la soudure à l'étain-plomb.
Pour le brasage, on utilise généralement un métal d'apport argenté. Pour éviter que l'aluminium ne se diffuse dans la brasure à l'argent, le temps de chauffage de la brasure doit être aussi court que possible. Le placage de la surface du bronze d'aluminium avec du cuivre ou du nickel peut également empêcher la diffusion de l'aluminium dans la brasure.
9. Zinc blanc cuivre
Le processus de brasage du cuivre blanc zingué est similaire à celui du laiton. Les brasures à l'argent suivantes sont couramment utilisées pour le brasage : BAg56CuZnSn, BAg50CuZnSni, BAg40CuZnNi et BAg56CuZnCd, entre autres. Les flux recommandés sont FB102 et FB103.
10. Manganèse cuivre blanc
Pour souder le cuivre blanc au zinc, il est possible d'utiliser un flux en solution d'acide phosphorique ou de pré-plaquer la surface avec du cuivre.
Les métaux d'apport pour le brasage qui peuvent être utilisés sont notamment BAg60CuZn, BAg45CuZn, BAg40CuZnCdNi et BAg50 CuZnCd.
Il n'est pas recommandé d'utiliser la soudure cuivre-phosphore-argent, car le phosphore et le nickel forment une phase composée fragile.
Résistance des joints de cuivre et de laiton brasés à la brasure d'argent
Métal d'apport
Résistance au cisaillement/MPa
Résistance à la traction/MPa
cuivre
laiton
cuivre
laiton
BAg45CuZn
177
215
181
325
BAg50CuZn
171
208
174.
334
BAg65CuZn
171
208
177
334
BAg70CuZn
166
199
185
321
BAg40CuZnCdNi
167
194
179
339
BAg50CuZnCd
167
226
210
375
BAg35CuZnCd
164
190
167
328
BAg40CuZnSni
98
245
176
295
BAg50CuZnSn
–
–
220
240
Propriétés mécaniques des joints en cuivre brasés avec des brasures cuivre-phosphore et cuivre-phosphore-argent
Pour les alliages de cuivre durcissables par vieillissement, comme le bronze au béryllium, qui ont subi un traitement thermique, la seule étape après le brasage consiste à éliminer le flux résiduel et à nettoyer la surface de la pièce.
La raison principale de l'élimination des résidus est d'empêcher la corrosion de la pièce et, dans certains cas, d'obtenir un bon aspect ou de préparer la pièce pour un traitement ultérieur.
XII. Matériaux de brasage
La résistance des joints de cuivre et de laiton brasés à l'aide de plusieurs matériaux de brasage tendre couramment utilisés est indiquée dans le tableau 10.
Tableau 10 : Résistance des joints brasés souples en cuivre et en laiton
Grade du matériau de brasage
Résistance au cisaillement /MPa
Résistance à la traction /MPa
Cuivre
Laiton
Cuivre
Laiton
S-Pb80Sn18Sb2
20.6
36.3
88.2
95.1
S- Pb68Sn30Sb2
26.5
27.4
89.2
86.2
S-Pb58Sn405b2
36.3
45.1
76.4
78.4
S-Pb97Ag3
33.3
34.3
50.0
58.8
S-Sn90Pb10
45.1
44.1
63.7
68.6
S-Sn95Sb5
37.2
–
–
–
S-Sn92Ag5Cu2Sb1
35.3
–
–
–
S-Sn85Ag85B7
一
42.3
–
–
S-Cd96Ag3Znl
57.8
–
73.8
–
S-Cd95Ag5
44.1
46.0
87.2
88.2
S-Cd92Ag5Zn3
48.0
54.9
90.1
96.0
Quand brasage du cuivre avec la soudure à l'étain-plomb, on peut utiliser des flux non corrosifs tels qu'une solution d'alcool de colophane ou un mélange de colophane activée et d'une solution d'eau ZnCl2 + NH4Cl. Ce dernier peut également être utilisé pour brasage laiton, bronze et bronze au béryllium.
Pour le brasage du laiton d'aluminium, du bronze d'aluminium et du laiton de silicium, on peut utiliser un flux composé de chlorure de zinc dans une solution d'acide chlorhydrique. Pour le brasage du bronze au manganèse, une solution d'acide phosphorique peut être utilisée comme flux.
Pour les soudures à base de plomb, une solution aqueuse de chlorure de zinc peut être utilisée comme flux, et pour les soudures à base de cadmium, le flux FS205 peut être utilisé.
Matériaux de brasage fort et flux pour le brasage fort
Pour le brasage du cuivre, il est possible d'utiliser une brasure à base d'argent ou une brasure cuivre-phosphore. La brasure à base d'argent a un point de fusion modéré, une bonne aptitude au traitement et d'excellentes propriétés de conductivité mécanique, électrique et thermique. C'est le matériau de brasage dur le plus utilisé.
Pour les applications nécessitant une conductivité électrique élevée, il convient de choisir une brasure contenant de l'argent, telle que B-Ag70CuZn. Pour le brasage sous vide ou le brasage dans un four à atmosphère protectrice, il convient d'utiliser des brasures à base d'argent sans éléments volatils, telles que B-Ag50Cu et B-Ag60CuSn.
Les soudures à faible teneur en argent sont moins chères mais ont une teneur en argent plus élevée. températures de brasage et une plus faible ténacité des joints, ce qui les rend appropriés pour les applications de brasage avec des exigences moindres en matière de cuivre et d'alliages de cuivre.
Les brasures cuivre-phosphore et cuivre-phosphore-argent ne peuvent être utilisées que pour le brasage fort du cuivre et de ses alliages. La brasure B-Cu93P a une excellente fluidité et convient au brasage de pièces dans les industries mécanique, électrique, d'instrumentation et de fabrication qui ne sont pas soumises à des charges d'impact.
L'écart idéal est de 0,003-0,005 mm. Les brasures cuivre-phosphore-argent (telles que B-Cu70Pag) ont une meilleure ténacité et une meilleure conductivité électrique que les brasures cuivre-phosphore et sont principalement utilisées pour les joints électriques à haute conductivité. Les performances de plusieurs matériaux de brasage fort couramment utilisés pour le brasage fort de joints en cuivre et en laiton sont indiquées dans le tableau 11.
Tableau 11 : Performance des joints brasés en cuivre et en laiton
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi le brasage de l'aluminium est essentiel dans la fabrication moderne ? Cet article se penche sur le processus complexe du brasage de l'aluminium, en explorant ses méthodes, ses avantages et ses défis. Des bases de...
Vous êtes-vous déjà interrogé sur la science qui permet d'assembler des métaux sans les faire fondre ? Le brasage est un processus fascinant qui permet d'assembler des métaux à l'aide d'un matériau d'apport chauffé à une température spécifique...
Imaginez que vous êtes dans un atelier, entouré par le grésillement et les étincelles des torches de soudage. Vous êtes-vous déjà demandé ce qui différencie une méthode de soudage d'une autre ? Cet article vous...
Comment réunir deux métaux en une seule forme intégrale ? La réponse se trouve dans le monde fascinant du soudage, où la chaleur, la pression ou les deux créent des liens incassables. Ce guide...
Faites passer votre entreprise à la vitesse supérieure