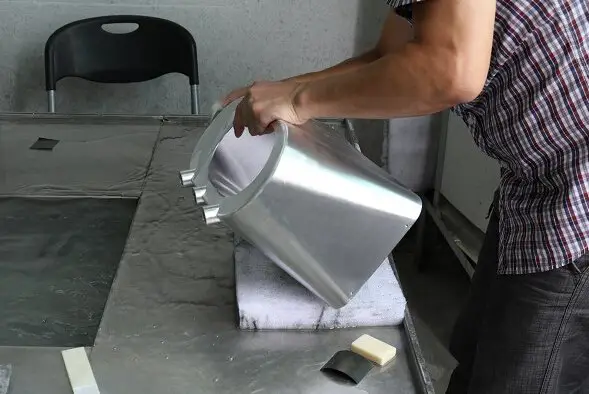
1. Ébarbage manuel
L'ébarbage manuel consiste à éliminer les bavures à l'aide d'outils tels que des limes, du papier de verre et des outils de polissage. Cette méthode est simple et n'exige pas un niveau élevé de compétences techniques de la part du travailleur, ce qui la rend adaptée aux produits présentant de petites bavures et des structures simples. C'est pourquoi elle est largement adoptée dans de nombreuses entreprises pour l'élimination des bavures.
Types de fichiers
Il existe deux principaux types de limes utilisées pour l'ébavurage manuel :
- Fichiers manuels: Ils sont plus coûteux et moins efficaces pour l'ébavurage. Ils sont également moins efficaces pour éliminer les bavures des trous transversaux complexes.
- Limes pneumatiques: Ils sont généralement plus efficaces et plus rentables que les fichiers manuels.
Avantages
- Simplicité: Facilité d'apprentissage et d'exécution, nécessitant un minimum d'expertise technique.
- Polyvalence: Convient à une variété de structures simples et de petites bavures.
Inconvénients
- Coût du travail: Coûts de main-d'œuvre plus élevés en raison de la nature manuelle du processus.
- Efficacité: Efficacité moindre par rapport aux méthodes automatisées.
- Complexité: Difficulté à éliminer les bavures des trous transversaux complexes.
Objets applicables
- Matériau: Alliage d'aluminium moulé sous pression.
- Structure: Produits à structure simple.
- Niveau de compétence: Faibles exigences techniques pour les travailleurs.
2. Ébavurage à l'aide d'un poinçon
L'ébavurage, qui consiste à éliminer les bavures indésirables ou les arêtes vives des pièces métalliques, peut être réalisé efficacement à l'aide d'un moule de poinçonnage dans une poinçonneuse. Cette méthode tire parti de la précision et de l'efficacité des matrices de poinçonnage pour obtenir des résultats d'ébavurage de haute qualité.
Aperçu du processus
La configuration d'une matrice de poinçonnage pour l'ébavurage implique généralement l'utilisation de matrices de découpage grossier et fin. Ces matrices travaillent en tandem pour éliminer d'abord la majeure partie des bavures (ébauche), puis pour affiner les arêtes jusqu'à obtenir la douceur souhaitée (ébauche fine). Dans certains cas, une matrice de calibrage peut également être utilisée pour s'assurer que les dimensions finales de la pièce sont précises et cohérentes.
Avantages
- Efficacité: L'utilisation de matrices de poinçonnage accélère considérablement le processus d'ébavurage par rapport aux méthodes manuelles. Ceci est particulièrement bénéfique pour la production de gros volumes où le temps est un facteur crucial.
- Cohérence: Les matrices de poinçonnage fournissent des résultats d'ébavurage cohérents, garantissant une qualité uniforme sur toutes les pièces.
- Précision: La matrice de découpage fin garantit que les bords sont lisses et répondent aux spécifications requises, ce qui réduit la nécessité de recourir à des processus de finition supplémentaires.
Inconvénients
- Coût: La production de matrices de découpage grossier et fin, ainsi que de matrices de calibrage potentiel, engendre un certain coût. Cet investissement initial peut être important, surtout pour les petites entreprises.
- Complexité: Le réglage et l'entretien des matrices de poinçonnage requièrent une expertise technique et de la précision, ce qui peut accroître la complexité des opérations.
Objets applicables
Cette méthode d'ébavurage est particulièrement adaptée aux pièces moulées sous pression en alliage d'aluminium présentant des surfaces de séparation simples. L'efficacité et l'effet d'ébavurage obtenus avec les matrices de poinçonnage sont supérieurs aux méthodes manuelles, ce qui en fait un choix idéal pour les pièces qui exigent une grande précision et une grande cohérence.
3. Ébarbage par meulage
L'ébavurage par meulage est une méthode couramment utilisée pour éliminer les bavures sur les pièces métalliques, en particulier dans le contexte des pièces moulées sous pression en alliage d'aluminium. Ce processus implique l'utilisation de matériaux abrasifs pour lisser et éliminer les arêtes ou les saillies indésirables laissées sur les pièces après l'usinage ou le moulage. Le processus de meulage peut être réalisé à l'aide de différentes techniques, notamment la vibration, le sablage et les méthodes à rouleaux.
Avantages
- Efficacité: Convient au traitement simultané d'un grand nombre de petits produits.
- Polyvalence: Peut être appliqué à différents types de matériaux et de géométries de pièces.
Inconvénients
- Suppression incomplète: L'élimination des bavures par meulage n'est pas toujours complète. Des bavures résiduelles peuvent subsister, nécessitant un traitement manuel supplémentaire ou l'utilisation d'autres méthodes d'ébavurage pour obtenir une finition propre.
- Dommages de surface: La surface des pièces risque d'être endommagée si elle n'est pas contrôlée avec soin, ce qui peut affecter la qualité globale du produit fini.
Objets applicables
- Grands lots de petites pièces moulées sous pression en alliage d'aluminium: Cette méthode est particulièrement adaptée au traitement de grandes quantités de petites pièces, telles que celles fabriquées à partir de pièces moulées sous pression en alliage d'aluminium. L'efficacité de la rectification en fait une méthode idéale pour les environnements de production en grande quantité.
4. Ébarbage par congélation
L'ébarbage par congélation, également connu sous le nom d'ébarbage cryogénique, est un processus spécialisé utilisé pour éliminer les bavures des pièces à usiner en utilisant des températures extrêmement basses. Cette méthode comprend les étapes suivantes :
- Chute de température: La pièce est soumise à une chute de température importante, généralement à l'aide d'azote liquide ou d'autres agents cryogéniques. Ce processus de refroidissement rapide fragilise les bavures.
- Explosion à l'aide de pastilles: Une fois que les bavures sont devenues cassantes, elles sont enlevées par grenaillage à l'aide de billes, souvent en plastique ou en d'autres matériaux appropriés. L'impact de ces billes élimine efficacement les bavures fragiles sans endommager la pièce.
Avantages
- Précision: Cette méthode est très efficace pour les pièces à faible épaisseur de bavure et de petite taille, assurant un ébavurage précis sans affecter l'intégrité de la pièce.
- Intégrité de la surface: Le procédé préserve l'intégrité de la surface de la pièce, ce qui le rend adapté aux pièces délicates et complexes.
Considérations sur les coûts
Le coût de l'équipement nécessaire à l'ébavurage cryogénique peut être considérable. La fourchette de prix pour ce type d'équipement se situe généralement entre 30 000 et 40 000 USD. Cet investissement comprend le système cryogénique, l'équipement de grenaillage et les mesures de sécurité requises pour la manipulation des matériaux cryogéniques.
Objets applicables
L'ébavurage cryogénique est particulièrement adapté pour :
- Moulage sous pression d'alliages d'aluminium: Cette méthode est idéale pour les pièces moulées sous pression en alliage d'aluminium qui présentent des bavures fines et sont de petits volumes. La fragilité induite par les basses températures permet un enlèvement efficace et propre des bavures.
Analyse du système externe
Aucune analyse supplémentaire des systèmes externes n'est requise pour cette méthode, car le procédé est autonome et ne dépend pas de systèmes externes autres que l'équipement cryogénique et de projection des granulés.
5. Ébarbage par explosion thermique
Vue d'ensemble
L'ébavurage thermique, également connu sous le nom d'ébavurage par explosion, est une méthode spécialisée utilisée pour éliminer les bavures des pièces de précision. Cette technique consiste à introduire un mélange de gaz combustibles dans un four et à l'enflammer pour créer une explosion contrôlée. La chaleur intense générée par l'explosion brûle efficacement les bavures, laissant la pièce avec une finition propre.
Applications
Cette méthode est principalement utilisée dans les industries qui exigent une grande précision, telles que les secteurs automobile et aérospatial. Ces industries ont souvent affaire à des composants complexes qui nécessitent une finition méticuleuse pour garantir des performances et une sécurité optimales.
Avantages
- Précision: L'ébavurage thermique est très efficace pour éliminer les bavures dans les zones complexes et difficiles d'accès des pièces de précision.
- Cohérence: Le processus fournit des résultats uniformes, ce qui est crucial pour maintenir les normes de qualité dans les industries de haute précision.
Inconvénients
- Coût élevé de l'équipement: Les machines nécessaires à l'ébavurage thermique sont très coûteuses, dépassant souvent $150 000. Cet investissement initial élevé peut constituer un obstacle important pour les petits fabricants.
- Expertise technique: L'utilisation d'un équipement d'ébavurage thermique requiert un personnel hautement qualifié. Le processus implique un contrôle précis des mélanges de gaz et des paramètres d'explosion, ce qui nécessite une formation et une expertise spécialisées.
- Questions d'efficacité: Malgré sa précision, l'ébavurage thermique peut être inefficace pour certaines applications. Le processus n'élimine pas toujours efficacement toutes les bavures, ce qui nécessite des étapes de finition supplémentaires.
- Effets secondaires: La chaleur intense générée par l'explosion peut provoquer des effets secondaires indésirables tels que la formation de rouille et la déformation des pièces. Ces problèmes peuvent compromettre l'intégrité et la fonctionnalité des composants.
6. Ébavurage par machine à graver
L'ébavurage est un processus crucial dans la fabrication, en particulier dans la production de pièces métalliques où les bavures - des bords surélevés indésirables ou de petits morceaux de matériau - peuvent affecter la fonctionnalité et la sécurité du produit final. Une méthode efficace d'ébavurage consiste à utiliser une machine à graver.
Rapport coût-efficacité
L'utilisation d'une machine de gravure pour l'ébavurage est une solution rentable. L'investissement initial pour une telle machine varie généralement de plusieurs milliers à plusieurs dizaines de milliers de dollars, en fonction des capacités et des caractéristiques de la machine. Cet investissement peut être justifié par l'efficacité et la précision avec lesquelles la machine élimine les bavures, ce qui permet de réduire le travail manuel et d'améliorer la qualité des produits.
Applicabilité
Cette méthode est particulièrement adaptée à l'élimination des bavures sur des produits présentant des structures spatiales simples et des positions d'élimination des bavures régulières. La machine à graver peut être programmée pour suivre des trajectoires spécifiques, ce qui la rend idéale pour les pièces où les bavures se trouvent systématiquement dans des zones prévisibles.
Avantages
- Précision: Les machines à graver offrent une grande précision dans l'élimination des bavures, ce qui garantit le maintien de l'intégrité de la pièce.
- Cohérence: La nature automatisée des machines de gravure garantit des résultats cohérents sur plusieurs pièces, réduisant ainsi la variabilité.
- Efficacité: Ces machines peuvent fonctionner à des vitesses élevées, ce qui réduit considérablement le temps nécessaire à l'ébavurage par rapport aux méthodes manuelles.
Limites
Si les machines à graver sont très efficaces pour certaines applications, elles peuvent ne pas convenir à des pièces présentant des géométries complexes ou des emplacements de bavures irréguliers. Dans ce cas, d'autres méthodes d'ébavurage, telles que l'ébavurage manuel ou l'utilisation d'outils d'ébavurage spécialisés, peuvent s'avérer plus appropriées.
7. Ébarbage chimique
L'ébavurage chimique, également connu sous le nom d'ébavurage électrochimique (ECD), est un processus qui s'appuie sur les principes des réactions électrochimiques pour éliminer sélectivement et automatiquement les bavures des composants métalliques. Cette méthode est particulièrement efficace pour éliminer les bavures internes qui sont difficiles d'accès et difficiles à enlever par des moyens mécaniques.
Aperçu du processus
Dans l'ébavurage chimique, la pièce est immergée dans une solution électrolytique et un courant électrique est appliqué. Les bavures, qui sont les parties les plus exposées et les moins soutenues du métal, se dissolvent préférentiellement sous l'effet de la réaction électrochimique. Ce processus est hautement contrôlé et peut être automatisé, ce qui le rend adapté aux applications de haute précision.
Applications idéales
L'ébavurage chimique est particulièrement utile pour les composants présentant des géométries internes complexes pour lesquelles les méthodes d'ébavurage traditionnelles risquent de poser problème. Il est couramment utilisé pour :
- Corps de pompe : Ils présentent souvent des passages internes complexes où des bavures peuvent entraver l'écoulement du fluide ou provoquer des turbulences.
- Corps de vanne : La précision des corps de vanne est cruciale pour assurer une étanchéité et un fonctionnement corrects, ce qui rend essentiel l'élimination des moindres bavures.
Objets applicables
Cette méthode convient à l'élimination des bavures internes difficiles d'accès et des petites bavures d'une épaisseur inférieure à 7 fils (environ 0,178 mm). Elle est particulièrement efficace pour les composants tels que
- Corps de pompe : Assurer des surfaces internes lisses pour maintenir une dynamique des fluides efficace.
- Corps de vanne : Amélioration des surfaces d'étanchéité et de la fiabilité opérationnelle.
- Autres composants similaires : Toutes les pièces présentant des géométries internes complexes où les bavures pourraient affecter les performances ou l'assemblage.
Avantages
- Précision : Capable d'enlever de très petites bavures sans endommager le matériau environnant.
- Automatisation : Peut être intégré dans des lignes de production automatisées, réduisant ainsi le travail manuel et augmentant la cohérence.
- Suppression sélective : Ne cible que les bavures, en préservant l'intégrité du composant principal.
Considérations
- Compatibilité des matériaux : La solution électrolytique et les paramètres du processus doivent être adaptés au matériau spécifique du composant afin d'éviter toute corrosion ou tout dommage indésirable.
- Impact sur l'environnement : Une manipulation et une élimination correctes de la solution électrolytique sont nécessaires pour minimiser l'impact sur l'environnement.
8. Ébarbage électrolytique
L'ébavurage électrolytique est une méthode d'élimination des bavures sur les pièces métalliques par le biais du processus d'électrolyse. Cette technique est particulièrement efficace pour éliminer les bavures dans les parties cachées de la pièce et les formes complexes. Elle est connue pour sa grande efficacité de production, les opérations ne prenant généralement que quelques secondes à quelques dizaines de secondes.
Aperçu du processus
Dans l'ébavurage électrolytique, la pièce est immergée dans une solution électrolytique et un courant électrique passe à travers la solution. Les bavures, qui sont les parties les plus saillantes, sont dissoutes de préférence en raison de la densité de courant plus élevée à ces endroits. Les bavures sont ainsi éliminées sans perte importante de matière sur le reste de la pièce.
Avantages
- Haute efficacité: La procédure est très rapide et ne prend souvent que quelques secondes.
- Précision: Il permet d'éliminer efficacement les bavures dans les zones complexes et difficiles d'accès.
- Polyvalence: Convient à une variété de matériaux et de composants, y compris les engrenages, les bielles, les corps de valve, les vilebrequins, et pour arrondir les angles aigus.
Inconvénients
- Electrolyte corrosif: L'électrolyte utilisé dans le processus est corrosif, ce qui peut faire perdre son éclat à la surface proche de la bavure et potentiellement affecter la précision dimensionnelle de la pièce.
- Post-traitement nécessaire: Après l'ébarbage électrolytique, il est nécessaire de nettoyer et de traiter la pièce contre la rouille pour prévenir la corrosion et restaurer la qualité de la surface. Cette opération est particulièrement importante pour les pièces moulées sous pression en alliage d'aluminium.
Applications
L'ébavurage électrolytique convient à un large éventail d'applications, notamment :
- Engrenages: Élimination des bavures dans les trous des conduites d'huile et d'autres éléments complexes.
- Tiges de connexion: Assurer des surfaces lisses et des dimensions précises.
- Corps de vanne: Ébavurage des passages internes et des géométries complexes.
- Vilebrequins: Nettoyer les orifices des conduites d'huile et arrondir les angles vifs.
9. Ébavurage au jet d'eau à haute pression
L'ébavurage par jet d'eau à haute pression est une méthode qui utilise l'impact instantané de l'eau à haute pression pour éliminer les bavures et les arêtes vives des pièces à usiner. Cette technique est particulièrement efficace à des fins de nettoyage, garantissant que le produit final est exempt de matériaux indésirables et d'imperfections.
Équipement et applications
L'équipement utilisé pour l'ébavurage par jet d'eau à haute pression est très sophistiqué et, par conséquent, assez coûteux. En raison de son coût, cette méthode est principalement utilisée dans les industries où la précision et la propreté sont primordiales, comme le secteur automobile et les systèmes de commande hydraulique des machines d'ingénierie.
Avantages
- Nettoyage de précision: Le jet d'eau à haute pression permet d'atteindre des zones complexes que d'autres méthodes d'ébavurage risquent d'ignorer, ce qui garantit un nettoyage en profondeur.
- Non-abrasif: Contrairement aux méthodes d'ébavurage mécanique, l'ébavurage par jet d'eau n'introduit pas d'usure ou de contrainte supplémentaire sur la pièce.
- Respect de l'environnement: Cette méthode ne produit pas de poussière ou de débris nocifs, ce qui en fait une alternative plus propre aux techniques d'ébavurage traditionnelles.
Inconvénients
- Coût élevé: Le principal inconvénient de l'ébavurage par jet d'eau à haute pression est le coût élevé de l'équipement, qui peut représenter un investissement important pour les entreprises.
- Gestion de l'eau: Le processus nécessite des systèmes efficaces de gestion et d'élimination de l'eau pour traiter l'eau utilisée et les contaminants retirés des pièces à usiner.
Objets applicables
L'ébavurage par jet d'eau à haute pression est principalement utilisé pour :
- Composants de base pour l'automobile: Veiller à ce que les pièces du moteur, les composants de la transmission et d'autres pièces automobiles critiques soient exempts de bavures susceptibles d'affecter les performances.
- Systèmes de contrôle hydraulique: Nettoyer les composants hydrauliques utilisés dans les machines d'ingénierie afin de prévenir les dysfonctionnements et d'assurer un fonctionnement sans heurts.
10. Ébavurage par ultrasons
Vue d'ensemble
L'ébavurage par ultrasons est une méthode très efficace pour éliminer les bavures dans les zones complexes et difficiles d'accès, en particulier dans les trous où le meulage vibratoire conventionnel peut s'avérer difficile. Cette technique utilise des vibrations ultrasoniques à haute fréquence pour améliorer le processus d'ébavurage, garantissant ainsi précision et efficacité.
Processus d'usinage par flux abrasif
Le processus d'usinage par flux d'abrasifs (AFM) est une technique complémentaire qui consiste à pousser des abrasifs à travers deux cylindres abrasifs opposés. Cette action provoque un mouvement de va-et-vient des abrasifs dans le canal formé par la pièce à usiner et le dispositif de fixation, ce qui permet de meuler et de lisser les surfaces.
Mécanisme d'action
L'effet de meulage de l'AFM se produit lorsque l'abrasif pénètre et s'écoule dans des zones restreintes, ciblant les bavures et autres imperfections de surface. Le processus est hautement contrôlé et peut être réglé avec précision pour obtenir la finition de surface souhaitée.
Paramètres ajustables
L'un des principaux avantages de l'AFM est la possibilité d'ajuster la pression d'extrusion dans une large gamme de 7 à 200 bars (100 à 3000 psi). Cette flexibilité permet d'adapter le processus à différentes longueurs de course et durées de cycle, ce qui le rend adapté à un large éventail d'applications.
Applications
L'AFM est particulièrement efficace pour traiter les bavures microporeuses d'une taille de 0,35 mm. Ses caractéristiques fluides lui permettent d'atteindre et d'éliminer les bavures dans des positions complexes et difficiles d'accès sans créer de bavures secondaires. Il s'agit donc d'un choix idéal pour les composants de précision dans des secteurs tels que l'aérospatiale, l'automobile et les appareils médicaux.
11. Ébavurage par flux abrasif
Introduction
L'ébavurage par flux abrasif est un processus spécialisé conçu pour éliminer les bavures dans les zones complexes et difficiles d'accès d'une pièce, en particulier là où les méthodes conventionnelles telles que la rectification par vibration ne suffisent pas, comme dans les trous et les passages internes.
Description du processus
Le processus typique d'usinage par flux d'abrasifs (AFM), souvent appelé flux bidirectionnel, consiste à pousser un produit abrasif semi-solide à travers une pièce à usiner. Ce produit circule dans un sens et dans l'autre entre deux cylindres abrasifs verticalement opposés. La pièce à usiner et le dispositif de fixation créent un canal à travers lequel le produit abrasif est forcé de s'écouler.
Mécanisme
Lorsque l'abrasif pénètre et circule dans les zones restreintes de la pièce, il exerce un effet de meulage. Cette action permet d'éliminer efficacement les bavures et de lisser les irrégularités de la surface. La pression d'extrusion appliquée au cours de ce processus est méticuleusement contrôlée, allant de 7 à 200 bars (100 à 3000 psi). Cette large gamme de réglages de pression permet d'adapter le processus à différentes longueurs de course et à différents temps de cycle, afin de répondre aux diverses exigences des pièces à usiner.
Avantages
- Ébavurage de précision: Le procédé d'ébavurage par flux abrasif est très efficace pour éliminer les bavures d'un diamètre de 0,35 mm, en particulier dans les structures microporeuses.
- Géométries complexes: Les caractéristiques fluides du média abrasif le rendent particulièrement adapté à l'ébavurage de positions complexes et compliquées qui sont autrement difficiles à atteindre.
- Pas de bavures secondaires: Cette méthode permet d'éviter la formation de bavures secondaires pendant le processus d'ébavurage, ce qui préserve l'intégrité de la pièce.
Applications
L'ébavurage par flux abrasif est idéal pour les composants qui nécessitent un ébavurage précis et minutieux, tels que
- Pièces aérospatiales avec passages internes complexes
- Dispositifs médicaux à caractéristiques fines
- Composants automobiles à géométrie complexe
- Composants hydrauliques et pneumatiques nécessitant des surfaces internes lisses
12. Ébavurage magnétique
Vue d'ensemble
L'usinage par abrasion magnétique (MAM) est un procédé de finition avancé qui utilise des champs magnétiques puissants pour manipuler des particules abrasives magnétiques. Ces particules s'alignent le long des lignes de force magnétiques, créant une "brosse abrasive" qui exerce une pression sur la surface de la pièce. Cette technique est particulièrement efficace pour l'ébavurage et le polissage de géométries complexes et de zones difficiles d'accès.
Description du processus
- Formation de la brosse abrasive: Les particules abrasives magnétiques sont adsorbées sur les pôles magnétiques, formant une brosse abrasive. Cette brosse est capable d'exercer une pression contrôlée sur la surface de la pièce.
- Finition de surface: Lorsque le pôle magnétique tourne, la brosse abrasive se déplace le long de la surface de la pièce. Le processus maintient un petit espace entre la brosse et la pièce, assurant une finition uniforme sans contact direct.
- Enlèvement de matériaux: Les particules abrasives enlèvent la matière de la surface, ce qui permet d'obtenir le niveau de douceur et de précision souhaité.
Avantages
- Faible coût: Le procédé est rentable car il ne nécessite qu'un minimum de machines complexes et les particules abrasives sont réutilisables.
- Large gamme de traitements: Le MAM peut être appliqué à une variété de matériaux, y compris les métaux et les non-métaux, et convient aux formes complexes et aux composants délicats.
- Fonctionnement pratique: La mise en place et le fonctionnement de l'usinage par abrasion magnétique sont simples, ce qui le rend accessible à diverses applications industrielles.
Facteurs de transformation
Plusieurs facteurs influencent l'efficacité et l'efficience du processus d'usinage par abrasion magnétique :
- Matériau abrasif: Le type et la taille des particules abrasives utilisées peuvent avoir un impact significatif sur l'état de surface et le taux d'enlèvement de matière.
- Intensité du champ magnétique: Des champs magnétiques plus puissants peuvent améliorer l'alignement et la pression de la brosse abrasive, améliorant ainsi la qualité de la finition.
- Vitesse de la pièce: La vitesse relative entre la pièce et la brosse abrasive affecte l'uniformité et l'efficacité du processus d'enlèvement de matière.
13. Unité de meulage pour robot
Principe de l'ébavurage robotisé
Le principe de l'ébavurage robotisé est fondamentalement similaire à l'ébavurage manuel, la principale différence étant l'utilisation d'un robot pour effectuer la tâche. Cette automatisation s'appuie sur des technologies avancées de programmation et de contrôle de la force pour obtenir des résultats précis et cohérents.
Avantages de l'ébavurage robotisé
L'ébavurage robotisé offre plusieurs avantages significatifs par rapport à l'ébavurage manuel :
- Amélioration de l'efficacité: Les robots peuvent fonctionner en continu sans fatigue, ce qui se traduit par une productivité accrue et des temps de traitement plus courts.
- Qualité améliorée: La précision et la cohérence des systèmes robotiques permettent d'obtenir des finitions de qualité supérieure, réduisant ainsi la probabilité de défauts.
- Rapport coût-efficacité: Bien que l'investissement initial dans les systèmes robotiques puisse être élevé, les économies à long terme résultant de la réduction des coûts de main-d'œuvre et de l'augmentation du débit compensent souvent ces dépenses.
Meulage flexible avec programmation et contrôle de la force
L'intégration de la technologie de programmation et du contrôle de la force dans l'ébavurage robotisé permet un meulage flexible. Cette flexibilité permet au robot d'ajuster la pression et la vitesse de manière dynamique, ce qui garantit des performances optimales pour différentes tâches et différents matériaux.
Les défis de l'ébavurage des pièces de fraisage
L'ébavurage des pièces de fraisage peut être particulièrement complexe et coûteux en raison de la formation de bavures multiples dans des positions et des tailles différentes. Dans de tels cas, il est essentiel de sélectionner les bons paramètres de processus pour minimiser la taille et l'impact des bavures. Une sélection appropriée des paramètres garantit une élimination efficace des bavures tout en préservant l'intégrité de la pièce.
II. Qu'est-ce qu'une bavure métallique ?
Les bavures métalliques sont de petites projections indésirables de matière qui restent sur les bords ou les surfaces des pièces métalliques après divers processus de fabrication tels que l'usinage, l'estampage ou le moulage. Ces imperfections microscopiques peuvent avoir un impact significatif sur la qualité, la fonctionnalité et la sécurité des pièces finies.
La formation de bavures est un problème courant dans la fabrication des métaux. Elle est due à la déformation plastique du matériau pendant les opérations de coupe ou de cisaillement. Les bavures peuvent varier en taille et en forme, allant de protubérances à peine visibles à des formations plus substantielles.
La présence de bavures sur les pièces métalliques peut entraîner plusieurs problèmes :
- Diminution de la qualité et de la précision de la pièce
- Interférence avec les processus d'assemblage
- Risques potentiels pour la sécurité du personnel de manutention
- Diminution des performances ou de la fonctionnalité du produit fini
Pour résoudre ces problèmes, une opération secondaire appelée ébavurage est souvent nécessaire. L'ébavurage consiste à enlever l'excès de matière pour obtenir des bords et des surfaces lisses. Ce processus peut être réalisé par différentes méthodes, notamment des techniques manuelles, des processus mécaniques ou des machines d'ébavurage spécialisées.
Il convient de noter que l'ébavurage et la finition des bords des pièces de précision peuvent représenter une part importante des coûts de production globaux, atteignant parfois jusqu'à 30% du coût de la pièce finie. En outre, ces opérations de finition secondaire peuvent être difficiles à automatiser efficacement, ce qui fait de la gestion des bavures un défi permanent dans la fabrication des métaux.
Pour minimiser l'impact des bavures, les fabricants ont souvent recours à des stratégies telles que :
- Optimisation des paramètres de coupe et des géométries d'outils
- Mise en œuvre d'une fixation et d'un soutien appropriés pendant l'usinage
- Utilisation de technologies de découpe avancées telles que la découpe au laser ou la découpe au jet d'eau
- Conception de pièces en tenant compte de la formation de bavures
En s'attaquant de manière proactive à la formation de bavures et en employant des techniques d'ébavurage efficaces, les fabricants peuvent garantir des composants métalliques de haute qualité, sûrs et fonctionnels pour diverses applications.
III. Types de fraises métalliques
Lorsque l'on travaille les métaux, il est fréquent de rencontrer différents types de bavures métalliques. Il est essentiel de comprendre ces types de bavures pour pouvoir les traiter efficacement au cours du processus d'ébavurage. Dans cette section, j'aborderai les bavures métalliques que je rencontre fréquemment.
Burr de Poisson
Le premier type de bavure que je rencontre est un Ronde de Poisson. Cela se produit lorsque le métal est replié sur le bord de la surface adjacente pendant la coupe, ce qui crée un bord surélevé et rugueux. Ce type de bavure est généralement mince et peut être facilement éliminé à l'aide d'un outil d'ébavurage. Le nom "Poisson" fait référence à l'effet Poisson, où le matériau se déforme perpendiculairement à la force appliquée.
Ronce de renversement
Un autre type de bavure est le bavure de renversement. Elle se forme lorsque le métal est poussé sur le côté pendant le processus de coupe, ce qui provoque un bord arrondi. La bavure de retournement peut être plus difficile à éliminer que la bavure de Poisson en raison de sa forme, mais c'est possible avec l'outil et la technique appropriés. Ce type de bavure est généralement observé dans les opérations d'usinage où l'outil de coupe sort du matériau.
Tear Burr
Les déchirure bavure est une autre bavure que je rencontre régulièrement. Elle est causée par la déchirure du métal au cours du processus de coupe, ce qui donne un bord dentelé et irrégulier. Pour éliminer les bavures d'arrachement, je dois souvent utiliser plus de force et un outil d'ébavurage plus agressif. Les bavures d'arrachement sont fréquentes dans les processus où le matériau est fragile ou lorsque les conditions de coupe ne sont pas optimales.
Brisure d'éclatement
Lorsque je travaille avec des tôles, il m'arrive de voir bavures d'éclatement. Elles sont causées par la fracture ou l'arrachement du métal du côté opposé au point de sortie de l'outil de coupe. Les bavures d'arrachement peuvent être assez importantes et nécessiter une combinaison d'outils et de techniques pour les éliminer correctement. On les trouve souvent dans les opérations de perçage et de poinçonnage.
Fraise d'oxyde
Dans certains cas, je rencontre bavures d'oxyde-également connues sous le nom de bavures affectées par la chaleur. Ces bavures se forment lorsque la chaleur du processus de coupe provoque l'oxydation du métal, créant ainsi un bord surélevé. L'élimination des bavures d'oxyde nécessite généralement une combinaison de méthodes mécaniques et chimiques pour s'assurer que la bavure et l'oxydation sont traitées de manière appropriée. Ces bavures sont courantes dans la découpe au laser et d'autres processus de découpe thermique.
Microbavures
Enfin, il y a microbavuresIl s'agit de petites bavures à peine visibles à l'œil nu. Elles peuvent sembler anodines, mais elles peuvent tout de même causer des problèmes si elles ne sont pas prises en compte. Pour éliminer les microbavures, j'utilise souvent des outils de précision ou des techniques de polissage. Les microbavures apparaissent généralement lors d'opérations d'usinage de haute précision.
Résumé
En résumé, voici les différents types de bavures métalliques que je rencontre fréquemment :
- Burr de Poisson: Bord mince et surélevé dû au pliage du métal.
- Ronce de renversement: Bord arrondi dû à l'écartement du métal.
- Tear Burr: Arête dentelée due à une déchirure lors de la coupe.
- Brisure d'éclatement: Grande bavure due à la rupture du métal au point de sortie de l'outil.
- Fraise d'oxyde: Bord surélevé dû à l'oxydation causée par la chaleur.
- Microbavures: Petites bavures à peine visibles.
La compréhension de ces bavures m'aide à les traiter correctement au cours du processus d'ébavurage et me permet de produire des pièces métalliques de haute qualité, exemptes de bavures.