Stomates (bulles, cavités, poches d'air)
Caractéristiques :
Les stomates sont des trous qui existent sur la surface ou à l'intérieur de celle-ci et qui sont de forme ronde, ovale ou irrégulière.
Parfois, plusieurs pores forment une poche d'air, généralement en forme de poire et située sous la surface.
Les évidements ont une forme irrégulière et une surface rugueuse.
Des poches d'air sont creusées dans la surface de la pièce moulée, et la surface est relativement lisse.
L'apparition de trous ouverts est facilement observable, tandis que les trous d'air sous-cutanés ne peuvent être détectés qu'après l'usinage.
Raisons de la formation :
- Le moule température de préchauffage est trop faible, ce qui entraîne un refroidissement rapide du métal liquide lors de son passage dans le système de coulée.
- Mauvaise conception de l'échappement du moule, empêchant l'évacuation régulière des gaz.
- Revêtement inadéquat, gaz d'échappement de mauvaise qualité, voire volatilisation ou décomposition des gaz.
- Les trous et les piqûres à la surface de la cavité du moule peuvent provoquer une expansion rapide du gaz dans ces zones et une compression du métal liquide, ce qui entraîne la formation de lamelles.
- Rouille en surface sur la cavité du moule et l'absence de nettoyage.
- Stockage et préchauffage inadéquats des matières premières (noyaux de sable).
- Utilisation insuffisante ou incorrecte de désoxydants.
Méthodes de prévention :
- Le moule doit être soigneusement préchauffé et la taille des particules du revêtement (graphite) doit être appropriée et présenter une bonne perméabilité à l'air.
- Utiliser le versement incliné.
- Les matières premières doivent être stockées dans un endroit sec et bien ventilé et être préchauffées avant d'être utilisées.
- La température de coulée ne doit pas être trop élevée.
Rétrécissement
Features:
La cavité de rétraction est un type de trou superficiel que l'on peut trouver à la surface ou à l'intérieur d'une pièce moulée.
Un léger retrait fait référence à de nombreux petits retraits dispersés, également connus sous le nom de porosité de retrait.
Les grains autour du retrait ou de la porosité de retrait sont grossiers.
Elle apparaît souvent à proximité de la coulée, à la base de la colonne vertébrale, dans les zones épaisses, dans l'épaisseur de la paroi et dans les grandes épaisseurs de plan.
Raisons pour lesquelles Formation :
- Le contrôle de la température de travail du moule ne répond pas aux exigences de la solidification directionnelle.
- Mauvaise sélection du revêtement, mauvais contrôle de l'épaisseur du revêtement dans les différentes parties.
- La position de la pièce moulée dans le moule n'est pas conçue correctement.
- La conception de la colonne montante ne permet pas d'obtenir l'effet d'une supplémentation complète.
- La température d'écoulement est trop basse ou trop élevée.
La prévention Mméthodes:
- Augmenter la température de la outil de meulage.
- Ajuster l'épaisseur de la couche de revêtement, pulvériser le revêtement de manière uniforme. Lorsque la peinture est décollée et réappliquée, il ne peut y avoir d'accumulation locale de peinture.
- Chauffer localement le moule et utiliser l'isolation locale pour l'isolation thermique.
- Blocs de cuivre incrustés dans la partie chaude pour refroidir la pièce.
- Concevoir des ailettes de refroidissement sur le moule, ou accélérer le taux de refroidissement dans des zones locales à l'aide d'eau, etc. ou pulvériser de l'eau à l'extérieur du moule.
- Utiliser des blocs réfrigérants détachables, qui sont placés dans la cavité à tour de rôle, afin d'éviter un refroidissement insuffisant des blocs réfrigérants eux-mêmes pendant la production continue.
- Un dispositif de pression est conçu sur la colonne montante du moule.
- La conception du système d'écoulement doit être précise et la température d'écoulement appropriée doit être sélectionnée.
Trou de laitier (laitier de flux ou laitier d'oxyde métallique)
Caractéristiques :
Les trous de scories sont des trous visibles ou sombres sur les pièces coulées. Ils sont partiellement ou totalement remplis de scories et ont une forme irrégulière. Il peut être difficile de trouver des inclusions de scories dans de petits flux en forme de taches.
Une fois le laitier enlevé, des trous lisses apparaissent. Ils se trouvent généralement dans la partie inférieure de la position de coulée, près de la coulée intérieure ou dans les angles morts de la pièce.
Le laitier d'oxyde est principalement situé près de la coulée intérieure, sur la surface de coulée, sous la forme d'un réseau. Il peut parfois apparaître sous forme de flocons, de rides, de nuages irréguliers ou d'intercalaires floconneux. Il peut également exister à l'intérieur de la coulée sous forme de floculus.
En cas de rupture, la couche intermédiaire est souvent le point de fracture, et l'oxyde est une source de fissures dans la coulée.
Raisons de la formation :
Les trous de scories sont principalement causés par le processus de fusion de l'alliage et le processus de coulée, y compris la conception incorrecte du système de coulée. Le moule lui-même n'est pas à l'origine des trous de scories, et l'utilisation de moules en métal est une méthode efficace pour éviter les trous de scories.
La prévention Mméthodes:
- Le système de coulée est correctement réglé ou un filtre en fibre moulée est utilisé.
- Il adopte la méthode de coulée inclinée.
- Sélection des flux et contrôle strict de la qualité.
Caractéristiques :
Les fissures peuvent se présenter sous la forme de lignes droites ou irrégulières.
La surface d'une fissure à chaud présente une forte oxydation qui se traduit par une couleur gris foncé ou noire sans éclat métallique.
La surface d'une fissure froide présente un éclat propre et métallique.
Les fissures externes des pièces moulées sont généralement visibles, tandis que les fissures internes peuvent nécessiter d'autres méthodes de détection.
Les fissures sont souvent liées à des défauts tels que le retrait et l'inclusion de scories.
Elles se produisent généralement dans les angles vifs de la pièce moulée, à la jonction de sections épaisses et minces, et dans la zone de jonction chaude où la colonne de coulée est reliée à la pièce moulée.
Raisons de la formation :
Les fissures sont fréquentes dans les moules en métal car le moule en métal n'a pas de tolérance et a une vitesse de refroidissement rapide, ce qui augmente le risque de fissuration. stress interne du casting.
Des facteurs tels que l'ouverture du moule trop tôt ou trop tard, un angle de coulée plus ou moins grand, une couche de revêtement trop mince, voire la cavité du moule elle-même, peuvent provoquer des fissures dans la pièce coulée.
Méthodes de prévention :
- Il convient de prêter attention à l'exécution de la structure du moulage, de sorte que l'épaisseur inégale du moulage présente une transition uniforme et que la taille appropriée du congé de raccordement soit utilisée.
- Ajuster l'épaisseur du revêtement pour que chaque partie de la coulée atteigne la vitesse de refroidissement requise dans la mesure du possible afin d'éviter la formation d'une trop grande quantité d'eau. stress interne.
- Faire attention à la température de travail du moule métallique, ajuster l'inclinaison du moule, et tirer à temps le noyau pour le fissurer, retirer la pièce moulée et la laisser refroidir lentement.
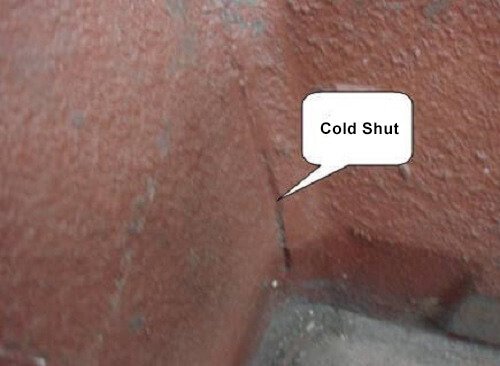
Fermeture à froid (mauvaise fusion)
Features:
Une fermeture à froid est un type de joint ouvert ou de surface aux bords arrondis.
Le centre est divisé par l'écaille d'oxyde et n'est pas complètement fusionné.
Lorsque la vague de froid est importante, elle peut se transformer en "sous-régime".
Les fermetures à froid se trouvent souvent sur la paroi supérieure des pièces moulées, sur de minces plans horizontaux ou verticaux, à la jonction de parois épaisses et minces, ou sur de minces plaques auxiliaires.
Raisons pour lesquelles Formations:
- La conception de l'échappement du moule métallique n'est pas raisonnable.
- La température de travail est trop basse.
- Mauvaise qualité de la peinture (artificielle, matériau).
- Mauvaise position du coureur.
- 5. la vitesse d'écoulement est trop lente.
La prévention Mméthodes:
- Concevoir correctement le système d'écoulement et d'échappement.
- Pour les pièces moulées à parois minces de grande surface, le revêtement ne doit pas être trop fin. Un épaississement adéquat de la couche de revêtement favorise le moulage.
- Augmenter correctement la température de travail du moule.
- Adopter une méthode de versement inclinée.
- 5.Utilisation vibration mécanique le moulage de métaux.
Trachome (trou de sable)
Features:
Un trachome est un type de trou irrégulier qui se forme à la surface ou à l'intérieur d'un moulage et dont la forme correspond à celle des grains de sable. Lors du démoulage, les grains de sable qui se sont incrustés dans la surface du moule sont visibles et peuvent être retirés. Si plusieurs trachomes sont présents en même temps, la surface du moulage prend l'aspect d'une peau d'orange.
Raisons pour lesquelles Formation :
Les trous se forment parce que les particules de sable tombant à la surface du noyau de sable sont entourées par le liquide de cuivre et la surface de coulée.
- La résistance superficielle du noyau de sable n'est pas bonne, et il est brûlé ou n'est pas complètement durci.
- La taille du noyau de sable ne correspond pas à celle du moule extérieur. Le noyau de sable est écrasé lorsque le moule est fermé.
- Le moule est plongé dans de l'eau graphitée contaminée par du sable.
- Le sable qui est frotté par la louche et le noyau de sable au niveau de la glissière est lavé dans la cavité avec de l'eau de cuivre.
La prévention Mméthodes:
- Le noyau de sable est produit en respectant strictement le processus et en n'oubliant pas de vérifier la qualité.
- La taille du noyau de sable correspond à la taille du moule extérieur.
- Nettoyer l'encre à temps.
- Éviter le frottement entre la poche et le noyau de sable.
- Souffler le sable dans la cavité du moule lors de l'abaissement du noyau de sable.