Explication du processus de déformation dans le pliage de la tôle
Qu'est-ce qui permet à une tôle plate de se transformer en formes complexes avec précision et exactitude ? La réponse réside dans le processus de déformation complexe du pliage de la tôle. Cet article explique comment les tôles sont pliées pour obtenir des formes variées, telles que des formes en V ou en U. En comprenant les étapes du pliage, de l'élastique au plastique pur, vous comprendrez les forces en jeu et les caractéristiques des différentes méthodes de pliage. Lisez la suite pour découvrir comment ces processus garantissent la création de composants métalliques précis et fiables.
Le processus de transformation des tôles brutes ou d'autres profilés bruts en pièces de tôle présentant des angles, des courbures et des formes spécifiques par pliage est connu sous le nom de pliage de tôles (par exemple, le pliage de tôles en pièces en forme de V, de U, de S, etc.)
L'opération de pliage est un processus de déformation largement utilisé dans la production d'emboutissage. Il existe de nombreuses méthodes et équipements généraux/spéciaux utilisés pour le pliage, notamment le pliage à la presse, le pliage par roulage, le pliage par étirage, le pliage par enroulement et le formage par roulage.
Bien que les équipements et les outils utilisés dans les différents pliage de tôles Même si les méthodes de déformation diffèrent, leurs processus de déformation, leurs caractéristiques et leurs propriétés sont essentiellement les mêmes et partagent certains points communs.
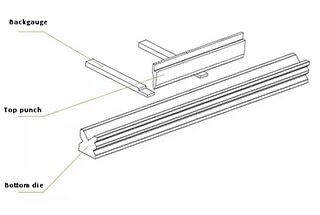
Le processus consistant à utiliser des moules de pliage sur une presse pour façonner des feuilles ou des profilés est connu sous le nom de pliage de la presse. Le pliage à la presse est la méthode la plus répandue pour tôle le cintrage des moules, objet principal de cet article.
Bref aperçu du processus de déformation par pliage à la presse de la tôle
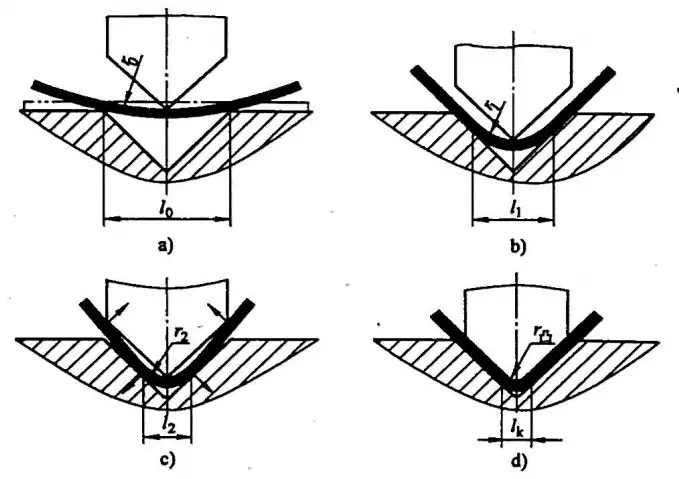
La figure 2-1 illustre le schéma du processus de correction de la déformation par pliage de la tôle dans le moule de pliage en forme de V.
Comme le montre le diagramme du processus de pliage à la presse, la tôle est librement pliée au début de la phase de pliage (voir figure 2-1a) ; au fur et à mesure que la tôle est pliée, le processus de pliage s'accélère. les poinçonneuses vers le bas, le bord droit de la tôle se resserre progressivement contre la surface de travail de la matrice en forme de V, et le rayon de courbure r0 devient r1 (voir figure 2-1b) ;
Au fur et à mesure que le poinçon descend, la surface de pliage du flan diminue progressivement jusqu'à ce que la tôle entre en contact avec le poinçon en trois points, le rayon de pliage passant alors de r1 à r2Lorsque la course se termine, le poinçon et la matrice corrigent la feuille, de sorte que les coins arrondis et les bords droits de la feuille se serrent complètement contre le poinçon (voir illustration 2-1d), ce qui permet d'obtenir la pièce souhaitée.
La figure 2-1 illustre le schéma de la correction de la déformation par flexion de la tôle dans un moule de pliage en forme de V.
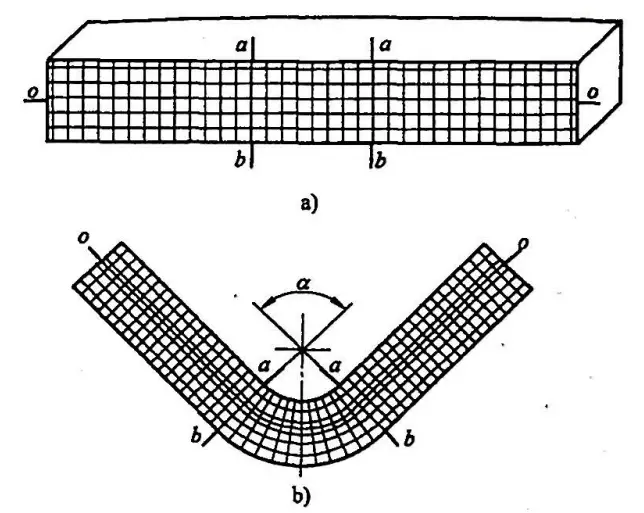
La figure 2-2 illustre la grille de déformation de la vue latérale de la tôle avant et après le pliage. La figure 2-2 montre clairement que dans la partie plate de la tôle, la grille conserve son état avant le pliage, avec des changements significatifs uniquement dans la plage de l'axe central de la tôle. angle de flexion α.
Cela indique que la déformation par flexion se produit principalement dans la zone de l'angle de flexion central α de la pièce. Avant la flexion, les fibres aa'=bb'. Après la flexion, les fibres longitudinales extérieures bb' sont étirées (bb>bb'), et les fibres longitudinales internes aa sont comprimées et raccourcies (aa'<aa').
Depuis les surfaces intérieures et extérieures jusqu'au centre de la pièce, chaque couche de fibres diminue progressivement en raccourcissement ou en allongement. Entre les deux zones de déformation de raccourcissement ou d'allongement, il doit y avoir une couche de fibres dont la longueur reste inchangée, appelée couche neutre de la pièce.
Figure 2-2. Grille de déformation de la vue latérale de la tôle avant et après le pliage
a) Grille avant pliage
b) Déformation de la grille après flexion
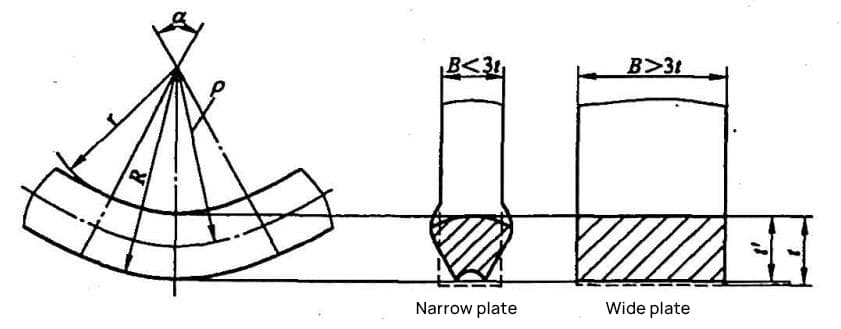
La figure 2-3 illustre la déformation de la section transversale dans la zone de pliage de la tôle. Comme le montrent les figures 2-2 et 2-3, dans la zone de déformation par pliage, la tôle s'amincit, c'est-à-dire que l'épaisseur 't' s'amincit jusqu'à 't", où 't" est égal à 'ηt' (η est le coefficient d'amincissement).
Figure 2-3 Schéma de la déformation en coupe dans la zone de pliage de la tôle
La section transversale de la tôle subit une déformation. La zone située à l'intérieur de la couche neutre s'élargit transversalement en raison du raccourcissement des fibres longitudinales, tandis que la zone située à l'extérieur de la couche neutre se contracte transversalement en raison de l'allongement des fibres longitudinales.
Cette déformation de la section transversale de la tôle pliée est plus importante lors du pliage d'une tôle étroite (B3t), la section transversale reste essentiellement inchangée, c'est-à-dire que la largeur de la tôle ne change pas. On considère généralement que le coefficient de largeur β=B'/B=1, où B est la largeur de la tôle et B' la largeur après pliage. Pour analyser plus en détail les phénomènes de pliage, le processus de déformation par pliage de la tôle est examiné en trois étapes.
1. Phase de flexion élastique
Lorsque la tôle commence à se plier, le rayon de courbure est à son maximum. La contrainte sur toutes les couches de fibres le long de l'épaisseur de la tôle n'a pas atteint la limite d'élasticité, et la distribution des contraintes est la suivante Loi de Hooke linéairement. La feuille se trouve dans un état de déformation élastique, une phase appelée stade de déformation élastique.
2. Stade de flexion élasto-plastique
Au fur et à mesure que la tôle est pliée, le rayon de courbure diminue progressivement et les fibres des deux côtés de la tôle commencent à céder et à entrer dans le domaine plastique. À ce stade, deux régions de déformation élastique et de déformation plastique se forment dans le sens de l'épaisseur de la tôle. À mesure que le degré de pliage augmente, la région élastique centrale diminue progressivement et les régions plastiques des deux côtés s'étendent graduellement. Ce stade de pliage est appelé stade de déformation élasto-plastique.
3. Stade de pliage en plastique pur
Si le degré de flexion de la tôle continue d'augmenter, ce qui correspond à un rayon de flexion très faible, la région élastique proche de la couche neutre se réduit à un niveau négligeable. On peut supposer que toute l'épaisseur de la tôle se trouve dans le domaine plastique, c'est pourquoi on parle de pliage plastique pur.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Vous êtes-vous déjà demandé pourquoi vos plis métalliques n'étaient pas toujours parfaits ? Le secret réside dans le bombage de la presse plieuse, une technique qui garantit la précision et la qualité de la fabrication des métaux. Cet article vous révèlera...
Avez-vous déjà eu du mal à obtenir des pliages parfaits dans la tôle ? Cet article présente des conseils et des astuces essentiels pour maîtriser le pliage de la tôle, de l'ordonnancement du processus à l'analyse de la pliabilité....
Pourquoi les vérins des presses plieuses à commande numérique se déforment-ils, entraînant des retards de production coûteux ? Cet article explore les causes courantes de la déformation des vérins des presses plieuses à commande numérique, de l'utilisation prolongée aux contraintes matérielles,...
Vous êtes-vous déjà demandé comment sont fabriquées ces structures en aluminium aux lignes épurées et incurvées ? Cet article se penche sur le processus complexe de cintrage des profilés en aluminium. De la compréhension des caractéristiques des différents...
Vous êtes-vous déjà demandé comment les pièces métalliques sont pliées pour obtenir différentes formes ? Dans cet article fascinant, nous allons nous pencher sur l'art et la science du pliage dans l'emboutissage des métaux. Notre expert...
Avez-vous déjà réfléchi aux forces en jeu lors du cintrage d'un tuyau ? Dans cet article, nous allons explorer le monde fascinant de la mécanique du cintrage des tuyaux. Notre ingénieur mécanicien expert...
Une pièce étroite et longue se caractérise par un rapport longueur/largeur important et est positionnée à l'aide de son bord court pendant le pliage. Le problème courant des pièces hors tolérance...
Vous êtes-vous déjà demandé pourquoi certaines pièces de locomotives ne peuvent pas être fabriquées directement à partir des dessins de conception ? Cet article explore le monde fascinant du pliage de la tôle, en soulignant les défis courants et les...
Faites passer votre entreprise à la vitesse supérieure