La principale différence entre le soudage au laser à fibre et le soudage au laser CO2 réside dans leur taux d'absorption de l'énergie laser.
(1) Le laser à fibre a une longueur d'onde plus courte, ce qui entraîne une production moindre de plasma et une densité d'énergie plus élevée et plus concentrée. Cependant, cela signifie également un taux d'utilisation plus élevé de l'énergie laser et une pression de recul plus importante de la vapeur métallique, ce qui rend difficile la recherche d'un équilibre entre la pénétration et la non-pénétration.
(2) D'autre part, le soudage au laser CO2 a un pouvoir de perte par conduction thermique plus élevé, ce qui entraîne un angle d'inclinaison plus important de la paroi frontale du petit trou et une plus grande production de plasma. Cela permet d'équilibrer et d'ajuster la distribution et l'intensité de la chaleur. absorption du laser l'énergie, ce qui élargit la fenêtre du processus entre la pénétration et la non-pénétration.
Les références sont les suivantes :
- Laser à fibreLongueur d'onde : 1,06 μm, diamètre du spot : 0,6 mm
- Laser CO2 : longueur d'onde 1,06 μm, diamètre du spot 0,86 mm
La formation des soudures diffère grandement entre le soudage au laser à fibre et le soudage au laser CO2. Les recherches suggèrent que ces différences proviennent des caractéristiques de couplage entre les longueurs d'onde du laser et les matériaux à souder.
Dans le soudage au laser, la force du couplage entre le laser et le matériau peut être évaluée par l'efficacité de la fusion.
Une comparaison de l'efficacité de fusion du soudage au laser à fibre et du soudage au laser CO2 est présentée ci-dessous.
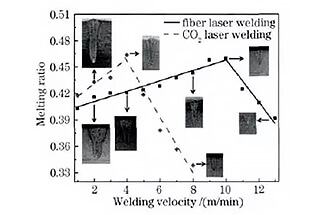
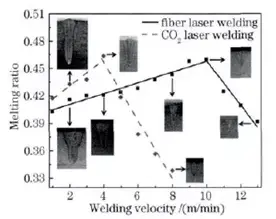
Pour calculer l'efficacité de la fusion, on utilise la section transversale de la soudure. Les résultats du calcul sont illustrés dans la figure ci-dessous.
L'efficacité de fusion du soudage au laser à fibre et au laser CO2 connaît une augmentation initiale avant de diminuer à mesure que la vitesse de soudage augmente. L'efficacité de fusion maximale pour le soudage par laser à fibre se produit à une vitesse d'environ 10 m/min, tandis que pour le soudage au laser CO2, il se produit à une vitesse d'environ 4 m/min.
La relation entre l'efficacité de la fusion et la vitesse de soudage est liée au comportement du couplage énergétique pendant le soudage au laser.
Selon le principe de conservation de l'énergie, l'absorptivité totale (AK) du trou de pénétration profond lorsqu'il est exposé au laser incident peut être exprimée comme suit :
AK=(PF+ PEY+Po+ PL)/P
Dans l'équation, PEV représente la puissance nécessaire à l'évaporation partielle du métal pendant le soudage, Po représente la puissance consommée par la surchauffe du métal en fusion, et PL représente la puissance perdue par conduction thermique.
Selon la recherche, la masse de l'évaporation du soudage laser (MeV) est très faible et peut donc être ignorée dans l'équation.
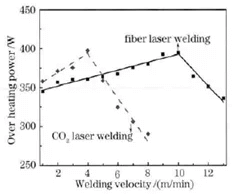
Le schéma de variation de la puissance de surchauffe du bain de fusion (Po) en fonction de la vitesse de soudage est similaire à celle de l'efficacité de fusion, mais la proportion de la puissance de surchauffe par rapport à la puissance totale de soudage est similaire à celle de l'efficacité de fusion. puissance de sortie du laser est relativement faible.
Une partie de la puissance de conduction de la chaleur (PL) qui traverse le front de fusion est utilisé pour la fusion de la plaque, tandis que le reste est perdu dans le métal de base par conduction thermique.
La puissance perdue par conduction thermique à travers le front de fusion peut être exprimée comme suit :
Dans l'équation, 2r0 représente la largeur de la soudure et S représente la section transversale de la soudure.
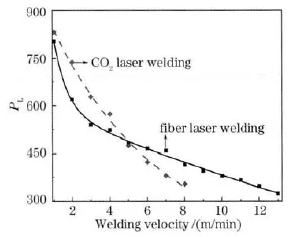
La relation entre PL et la vitesse de soudage peuvent être déterminées en substituant le produit de la section transversale et la largeur de fusion de la soudure, tels que mesurés lors des expériences, dans la formule ci-dessus. Cette méthode est illustrée dans la figure ci-dessous.
Comme le montre la figure, la puissance perdue par conduction thermique diminue avec l'augmentation de la vitesse de soudage. Cette diminution est plus prononcée à des vitesses de soudage faibles et devient moins importante à des vitesses de soudage plus élevées.
La relation entre l'absorptivité totale (AK) du trou de pénétration profond et la vitesse de soudage pour le laser à fibre et le CO2 Le soudage au laser est illustré dans la figure ci-contre.
Comme le montre la figure, la variation de l'absorptivité totale en fonction de la vitesse de soudage pour les deux procédés de soudage au laser est similaire, commençant par une lente diminution avant de diminuer rapidement.
Cependant, la vitesse critique à laquelle se produit cette transition d'une diminution lente à une diminution rapide est différente pour chaque processus de soudage au laser; elle se produit à 10m/min pour le soudage au laser à fibre et à 4m/min pour le soudage au CO2 le soudage au laser.
Les différences d'absorptivité totale entre les deux procédés de soudage au laser sont liées à la mesure dans laquelle l'ensemble du faisceau laser pénètre dans le trou de pénétration profond. Lorsque la vitesse de soudage est faible, le faisceau laser peut pénétrer entièrement dans le trou de pénétration profond, ce qui a un effet moins prononcé sur le taux d'absorption totale.
Toutefois, à des vitesses de soudage plus élevées, la partie avant du faisceau peut ne plus être en mesure de vaporiser le point avant du petit orifice, ce qui l'empêche de pénétrer dans le trou et entraîne une diminution rapide du taux d'absorption total du laser incident.
Conclusion
L'absorptivité totale et la puissance de perte par conduction thermique sont les principaux facteurs qui influencent l'efficacité de la fusion. Sur la base de l'efficacité de fusion, on peut conclure que le soudage par laser à fibre est plus adapté au soudage à vitesse moyenne ou élevée lorsque le processus de soudage est par ailleurs similaire, tandis que le soudage au CO2 Le soudage au laser est mieux adapté au soudage à faible vitesse.