Vous êtes-vous déjà demandé comment était fabriqué l'acier de votre voiture ou les tuyaux de votre maison ? Cet article plonge dans le monde fascinant du forgeage et du laminage, deux techniques essentielles de transformation des métaux. Découvrez les principales différences, les avantages et la méthode qui répond le mieux à vos besoins.
Le forgeage et le laminage sont deux techniques fondamentales de traitement des métaux qui ont contribué à façonner le paysage industriel. Bien que ces deux méthodes impliquent l'application d'une force pour remodeler le métal, elles diffèrent considérablement dans leur approche, leur équipement et leur impact sur les propriétés des matériaux. Cet article propose une exploration approfondie de ces procédés critiques de transformation des métaux, de leurs variations et de leurs implications pour la qualité des produits et l'efficacité de la fabrication.
Le forgeage, un processus qui remonte à l'Antiquité, implique l'application de forces de compression localisées pour déformer plastiquement le métal afin de lui donner la forme souhaitée. Cette technique peut être subdivisée en deux catégories : le forgeage libre, où le métal est façonné entre des matrices plates, et le forgeage à matrice fermée, qui utilise des cavités de matrice spécialement conçues pour produire des géométries plus complexes. Des variantes avancées, telles que le forgeage de précision et le forgeage proche de la forme nette, sont apparues pour minimiser les pertes de matériau et les opérations d'usinage ultérieures.
Le laminage, quant à lui, est un processus continu ou semi-continu au cours duquel le métal passe entre des rouleaux rotatifs afin de réduire sa section transversale et d'obtenir les dimensions et les propriétés souhaitées. Le processus peut être classé en deux catégories : le laminage plat, utilisé pour produire des feuilles et des plaques, et le laminage de profilés, qui permet de créer diverses formes structurelles. Des techniques spécialisées, telles que le laminage d'anneaux pour les anneaux sans soudure et le laminage de filets pour les attaches, ont également été développées pour répondre aux besoins spécifiques de l'industrie.
Le forgeage et le laminage offrent tous deux des avantages distincts en termes de propriétés des matériaux et de capacités de production :
Forgeage :
Améliore les propriétés mécaniques grâce à l'affinement du grain et à l'amélioration de la microstructure.
Capacité à produire des formes complexes avec des géométries internes
Offre d'excellents rapports résistance/poids dans les pièces finies
Convient à la fois aux petits lots et à la production en grande quantité
Roulant :
Assure un excellent contrôle dimensionnel et une excellente finition de surface
Très efficace pour la production de produits longs et continus
Permet un contrôle précis de l'épaisseur et de la largeur du matériau
Rentable pour la production en grande quantité de formes standardisées
Le choix entre le forgeage et le laminage dépend de plusieurs facteurs, notamment la géométrie souhaitée de la pièce, le volume de production, les exigences en matière de propriétés des matériaux et les considérations économiques. Par exemple, le forgeage est souvent préféré pour les composants critiques des industries aérospatiale et automobile, où des propriétés mécaniques supérieures sont primordiales. Le laminage, à l'inverse, est le procédé de prédilection pour la production de tôles, de formes structurelles et de rails de chemin de fer, pour lesquels des propriétés de coupe transversale homogènes sont cruciales.
Les progrès récents de ces deux techniques ont encore accru leurs capacités et leur efficacité. Les outils de simulation et de conception assistés par ordinateur permettent désormais d'optimiser la conception des matrices pour le forgeage et les séquences de passage des cylindres pour le laminage, minimisant ainsi les approches par essais et erreurs. En outre, l'intégration de l'automatisation et des capteurs a permis d'améliorer le contrôle des processus et l'assurance qualité dans les deux méthodes.
Alors que l'industrie manufacturière continue d'évoluer, il devient de plus en plus important pour les ingénieurs, les concepteurs et les professionnels de l'industrie de comprendre les nuances du forgeage et du laminage. En tirant parti des atouts de chaque technique et en tenant compte de leur impact sur les propriétés des matériaux, la qualité des produits et l'efficacité de la production, les fabricants peuvent prendre des décisions éclairées pour optimiser leurs processus de transformation des métaux et conserver un avantage concurrentiel sur le marché mondial.
Roulant
Qu'est-ce que le roulement ?
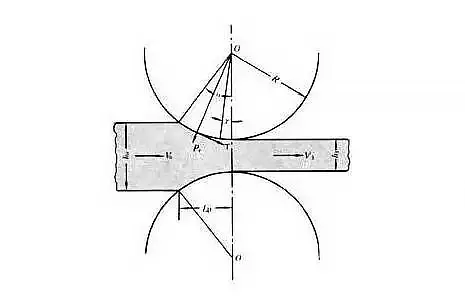
Méthode de traitement sous pression dans laquelle une pièce de métal est passée dans l'espace entre une paire de rouleaux rotatifs de différentes formes, ce qui entraîne une diminution de la section transversale du matériau et une augmentation de sa longueur sous l'effet de la compression exercée par les rouleaux. Cette méthode est la technique de production la plus couramment utilisée pour l'acier et sert principalement à produire des profilés, des plaques et des tubes.
Types de laminage
Selon le mouvement des pièces laminées, le laminage peut être divisé en trois catégories : le laminage longitudinal, le laminage transversal et le laminage en biais.
Lroulage longitudinal
Le procédé de laminage longitudinal est un procédé dans lequel le métal passe entre deux cylindres qui tournent dans des directions opposées et produit une déformation plastique entre eux.
Laminage croisé
La direction du mouvement de la pièce laminée après déformation correspond à la direction de l'axe du rouleau.
Roulage en biais
La pièce à rouler se déplace en spirale, la pièce à rouler et l'axe de roulage ne forment pas un angle particulier.
Avantages
Le processus de laminage peut améliorer la qualité de l'acier en détruisant la structure de coulée de l'acier. lingot d'acierL'acier est donc plus dense, le grain de l'acier est affiné et les défauts microstructuraux sont éliminés. Il en résulte une structure d'acier plus dense et des propriétés mécaniques améliorées, en particulier dans le sens du laminage.
En outre, la température et la pression élevées pendant le laminage permettent de souder les bulles, les fissures ou le relâchement qui ont pu se former pendant le moulage.
Inconvénients
Décollement après laminage : Les non métallique Les inclusions (principalement des sulfures, des oxydes et des silicates) à l'intérieur de l'acier sont comprimées en feuilles minces, ce qui entraîne un phénomène de délamination. Ce phénomène diminue considérablement les propriétés de traction de l'acier dans le sens de l'épaisseur et peut entraîner une déchirure entre les couches pendant le retrait de la soudure. La déformation induite par le retrait de la soudure peut souvent être plusieurs fois supérieure à la limite d'élasticité, bien plus élevée que la déformation causée par la charge.
Contraintes résiduelles dues à un refroidissement inégal : La contrainte résiduelle est stress interne qui est en auto-équilibre sans force extérieure. Les produits en acier laminés à chaud de différentes sections transversales présentent ce type de caractéristiques. contrainte résiduellequi tend à augmenter avec la taille de la section transversale de la poutre. Bien que la contrainte résiduelle soit en auto-équilibre, elle peut encore avoir un impact sur les performances du composant en acier lorsqu'il est soumis à des forces externes, en affectant sa déformation, sa stabilité et sa résistance à la fatigue.
Dimensions imprécises : Les produits en acier laminé à chaud sont difficiles à contrôler en termes d'épaisseur et de largeur des bords. La dilatation et la contraction thermiques au cours du processus de refroidissement peuvent entraîner une différence entre la longueur et l'épaisseur initiales et finales. Plus la différence est importante, plus l'acier est épais et plus l'écart est évident. Il n'est donc pas possible d'être trop précis en ce qui concerne la largeur, l'épaisseur, la longueur, les angles et les lignes de bord des grandes pièces d'acier.
Forgeage et emboutissage
Le forgeage est un procédé sophistiqué de mise en forme des métaux qui utilise des équipements de forgeage et de pressage spécialisés pour appliquer une pression contrôlée sur les billettes de métal, induisant une déformation plastique et produisant des pièces forgées avec des propriétés mécaniques et des géométries précises. Cette technique de fabrication avancée permet non seulement d'éliminer les défauts inhérents à la fonte, mais aussi d'optimiser la microstructure du métal au cours du processus de formage.
La préservation des lignes de flux continu du métal pendant le forgeage permet d'obtenir des propriétés mécaniques supérieures à celles des pièces moulées du même matériau. Cet avantage intrinsèque fait des pièces forgées le choix privilégié pour les composants critiques soumis à des charges élevées et à des conditions de fonctionnement difficiles, ainsi que pour les géométries plus simples qui pourraient être fabriquées à partir de plaques laminées, de profilés extrudés ou d'assemblages soudés.
Types de forgeage
Les procédés de forgeage peuvent être classés en trois catégories principales :
Forgeage libre : Cette méthode utilise l'impact ou la pression continue pour déformer le métal entre une matrice supérieure et une matrice inférieure (enclume) afin d'obtenir la forme souhaitée. Elle englobe à la fois les opérations de forgeage manuel et les opérations de forgeage mécanisé.
Forgeage de matrices : Cette catégorie comprend le forgeage en matrice ouverte et le forgeage en matrice d'impression. La pièce métallique est comprimée et déformée à l'intérieur d'une cavité de matrice de géométrie spécifique pour produire des pièces forgées. Les variantes avancées comprennent la frappe à froid, le forgeage par roulage, le forgeage radial et l'extrusion de précision.
Forgeage sans bavure et refoulement à matrice fermée : Ces techniques de précision éliminent la formation de bavures, ce qui se traduit par des taux d'utilisation des matériaux exceptionnellement élevés. Des pièces forgées complexes peuvent être produites en une ou plusieurs étapes, avec des zones d'appui réduites qui minimisent les charges requises. Toutefois, ces méthodes exigent un contrôle précis du volume de la pièce, un positionnement exact de la matrice et des stratégies visant à atténuer l'usure de la matrice.
Principales caractéristiques et avantages
Le forgeage présente plusieurs avantages par rapport au moulage :
Microstructure améliorée : Le processus de forgeage améliore considérablement la structure et les propriétés mécaniques du métal. Le travail à chaud pendant le forgeage déforme et recristallise la structure telle qu'elle a été coulée, transformant les dendrites grossières et les grains colonnaires en une structure recristallisée équiaxe, uniforme et raffinée.
Intégrité structurelle : Le forgeage compacte et "soude" efficacement les impuretés telles que les zones de ségrégation, la porosité et les inclusions de laitier, ce qui donne une structure plus dense avec une plasticité et des propriétés mécaniques améliorées.
Propriétés mécaniques supérieures : Les pièces forgées présentent systématiquement des propriétés mécaniques supérieures à celles des pièces moulées de même composition. Cela est dû à la préservation de l'orientation continue des fibres métalliques et à l'élimination des défauts de coulée.
Continuité du flux de fibres : Le processus de forgeage assure la continuité de la structure des fibres du métal, en maintenant la cohérence de la forme de la pièce forgée et en préservant l'intégrité des lignes d'écoulement du métal. Cette caractéristique contribue à améliorer la résistance à la fatigue et les performances globales des composants.
Précision et performance : Des techniques avancées telles que le matriçage de précision, l'extrusion à froid et le forgeage isotherme permettent de produire des composants dotés de propriétés mécaniques exceptionnelles, d'une grande précision dimensionnelle et d'une durée de vie prolongée - des caractéristiques impossibles à obtenir par les méthodes de moulage conventionnelles.
Forging vsRolling
(1) Les pièces forgées présentent des propriétés mécaniques plus homogènes dans les directions axiale et radiale que les produits laminés. Cette isotropie accrue se traduit par une amélioration significative de la résistance à la fatigue et de la longévité globale. L'uniformité microstructurale des pièces forgées se traduit par des performances plus prévisibles et plus fiables dans des conditions de contrainte variables.
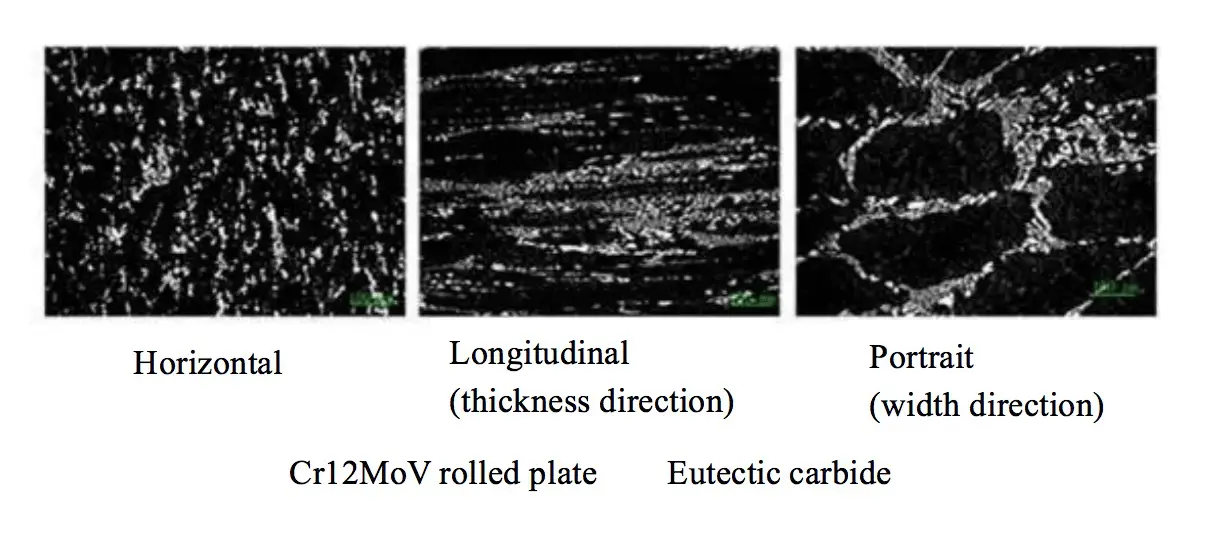
La figure ci-dessous illustre la distribution métallographique des carbures eutectiques selon différentes orientations dans une tôle laminée en Cr12MoV, soulignant la nature anisotrope des produits laminés.
(2) En ce qui concerne l'efficacité de la déformation, le forgeage confère un degré de déformation plastique nettement plus élevé que le laminage. Cette déformation intensifiée est particulièrement efficace pour briser et redistribuer les carbures eutectiques, ce qui conduit à une microstructure plus raffinée et plus homogène. La déformation plastique sévère pendant le forgeage contribue également à l'affinement du grain et à l'élimination des porosités, ce qui améliore encore les propriétés du matériau.
(3) Bien que le forgeage entraîne généralement des coûts de traitement plus élevés que le laminage, l'investissement est souvent justifié pour les composants critiques. Le forgeage est indispensable pour : - Pièces à forte charge ou résistantes aux chocs - Composants à géométrie complexe - Applications exigeant des propriétés mécaniques ou une précision dimensionnelle rigoureuses
Les propriétés mécaniques et l'intégrité microstructurale supérieures des pièces forgées se traduisent souvent par une durée de vie prolongée et une fiabilité accrue, ce qui peut compenser le coût initial plus élevé par une réduction de la fréquence des opérations de maintenance et de remplacement.
(4) Les pièces forgées se caractérisent par des lignes d'écoulement du métal continues et ininterrompues qui épousent la géométrie de la pièce. Cet écoulement continu du grain améliore considérablement la résistance de la pièce, en particulier dans les zones soumises à de fortes concentrations de contraintes.
En revanche, les opérations d'usinage effectuées sur les produits laminés peuvent perturber ces lignes de flux, créant des points de concentration de contraintes potentiels et réduisant la durée de vie globale de la pièce. Ceci est particulièrement critique dans les applications impliquant des charges cycliques ou des contraintes d'impact.
L'image ci-dessous illustre de manière comparative les lignes d'écoulement du métal dans les pièces coulées, usinées et forgées, en soulignant la continuité supérieure de la structure du grain dans les composants forgés.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà envisagé le potentiel de changement de la technologie des servopresses dans le secteur de la fabrication ? Dans cet article, nous examinerons comment ces machines de pointe révolutionnent l'industrie, en offrant une précision, une efficacité et une...
Vous êtes-vous déjà demandé comment sont fabriquées les machines qui façonnent notre monde ? Ce blog vous emmène à la découverte des principaux fabricants de poinçonneuses. Vous en apprendrez plus sur...
En tant qu'ingénieur, vous savez que le diable se cache dans les détails lorsqu'il s'agit de concevoir et de fabriquer des machines. Un aspect crucial qui peut faire ou défaire la qualité...
Le choix de l'outillage de poinçonnage à tourelle approprié peut avoir un impact significatif sur l'efficacité de votre production et la qualité de vos produits. Vous avez des problèmes de bavures ou d'usure des matrices dans votre traitement de la tôle ? Ce guide...
Quelle entreprise arrive en tête de la liste des fabricants de machines de montage de charpentes métalliques ? Cet article explore les principales marques du secteur, en détaillant leur histoire, leurs innovations et leurs offres de produits. En lisant cet article, vous comprendrez...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces métalliques de votre voiture ou de vos appareils électroménagers ? L'emboutissage, un procédé qui consiste à façonner des feuilles de métal à l'aide de matrices, en est la clé. Cette méthode offre des...
Vous êtes-vous déjà demandé comment les voitures sont fabriquées si rapidement et en toute sécurité ? Cet article dévoile la magie des lignes de production automatisées d'emboutissage, où les robots remplacent le travail manuel, augmentant ainsi l'efficacité...
Quels sont les matériaux qui permettent aux matrices d'emboutissage d'être à la fois robustes et précises ? Les matrices d'emboutissage nécessitent une durabilité et une précision élevées, et des matériaux tels que l'acier, le carbure et divers alliages jouent un rôle essentiel. Cet article explore...
Les merveilles de l'emboutissage du métal vous intriguent ? Dans cet article de blog, nous nous plongeons dans le monde fascinant du bordage, du collet et du renflement des trous. Notre ingénieur mécanicien expert vous guidera...
Faites passer votre entreprise à la vitesse supérieure