Soudage laser et soudage par résistance : Les différences expliquées
Pourquoi choisir une méthode de soudage plutôt qu'une autre ? Cet article présente les principales différences entre le soudage au laser et le soudage par résistance, en expliquant leurs principes, leurs avantages et leurs applications. Découvrez comment le soudage au laser offre précision et rapidité avec une distorsion thermique minimale, tandis que le soudage par résistance se distingue par sa simplicité et sa rentabilité pour l'assemblage des métaux. En comprenant ces différences, vous serez en mesure de sélectionner la technique de soudage la plus adaptée à vos besoins spécifiques, ce qui améliorera à la fois l'efficacité et la qualité de vos projets.
Définition du soudage par résistance et du soudage au laser
Soudage par résistance
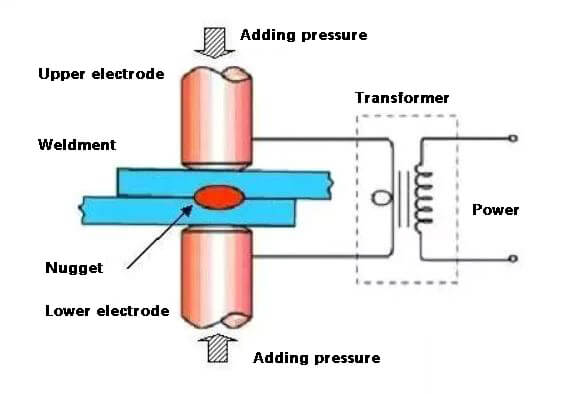
Le soudage par résistance est un procédé d'assemblage sophistiqué qui utilise la résistance électrique pour générer de la chaleur afin de fusionner des métaux ou des matériaux thermoplastiques. Cette technique consiste à appliquer une pression contrôlée au moyen d'électrodes tout en faisant passer un courant électrique de forte intensité à travers les pièces à l'interface de contact. La chaleur localisée générée par la résistance du matériau au flux de courant provoque la fusion au niveau du joint, créant une liaison métallurgique solide lors du refroidissement. Les principaux avantages de ce procédé sont la rapidité des cycles, la préparation minimale de la surface et la possibilité d'automatisation dans des environnements de production en grande quantité.
Le soudage au laser est une méthode d'assemblage avancée et de haute précision qui utilise un faisceau laser focalisé à haute densité d'énergie comme source de chaleur. Ce procédé sans contact offre un contrôle exceptionnel de l'apport de chaleur, ce qui permet d'obtenir des zones affectées par la chaleur étroites et une distorsion minimale. Le soudage laser excelle dans la production de joints hermétiques de haute qualité, avec une pénétration profonde et des cordons de soudure fins et esthétiques. Sa polyvalence permet de souder une large gamme de matériaux, y compris des métaux dissemblables, à des vitesses pouvant atteindre 10 mètres par minute dans certaines applications. La propreté inhérente au procédé, associée à sa capacité à être facilement intégré dans des lignes de production automatisées, le rend de plus en plus populaire dans les industries exigeant une précision et une répétabilité élevées, telles que l'aérospatiale, la fabrication d'appareils médicaux et l'automobile.
Classification des équipements de soudage
Classification des équipements de soudage par résistance
En fonction du processus de soudage, les équipements de soudage par résistance peuvent être classés en plusieurs catégories :
Machines de soudage par points
Machines à souder par projection
Machines à souder les joints
Machines à souder en bout
Selon le mode d'alimentation en énergie, le matériel de soudage par résistance est classé comme suit :
Soudeuses monophasées à fréquence électrique
Soudeurs à redressement secondaire
Soudeuses triphasées à basse fréquence
Soudeurs pour le stockage de l'énergie
Soudeuses à onduleur
Classification des équipements de soudage au laser
Les équipements de soudage laser peuvent être classés en fonction de la méthode de soudage :
Soudage par points
Soudage en continu
Soudure bout à bout
Soudage par chevauchement
En fonction du système de délivrance du faisceau laser et de la source laser, l'équipement de soudage laser est divisé en plusieurs catégories :
Systèmes de soudage par laser à fibre
Systèmes de soudage par laser à semi-conducteurs avec faisceau de fibres optiques
Systèmes de soudage laser Nd:YAG
Systèmes de soudage laser à semi-conducteur (diode)
Chaque type de matériel de soudage offre des avantages spécifiques en termes de qualité de soudure, de contrôle du processus, d'efficacité énergétique et de polyvalence d'application. Le choix du matériel de soudage dépend de facteurs tels que les propriétés du matériau, la conception du joint, le volume de production et les caractéristiques requises de la soudure. Les systèmes de soudage modernes intègrent souvent des fonctions avancées telles que la surveillance en temps réel, le contrôle adaptatif et l'intégration avec des lignes de production automatisées afin d'améliorer la productivité et de garantir une qualité de soudure constante.
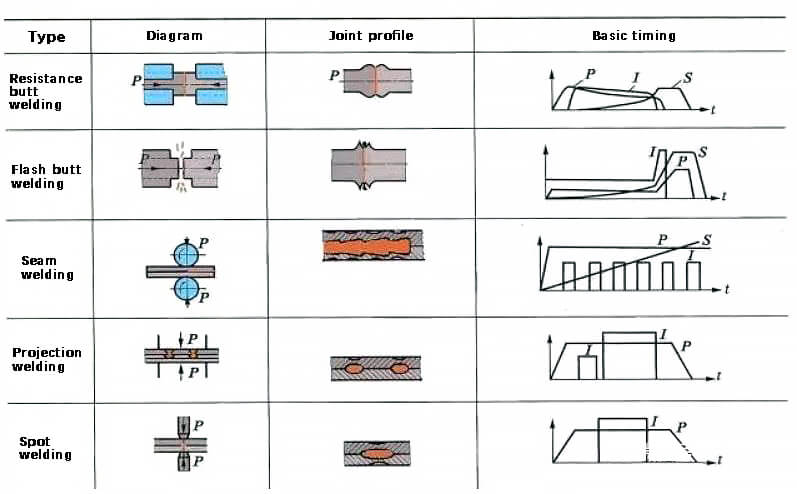
Classification du soudage par résistance
Résistance méthodes de soudage Il s'agit principalement du soudage par points, du soudage à la molette, du soudage par bossage et du soudage bout à bout (soudage bout à bout par résistance et soudage bout à bout par étincelage).
1. Soudage par points
Soudage par points est un type de soudage par résistance dans lequel deux pièces métalliques sont assemblées en les chauffant au point de contact. Le métal est fondu et soudé par le chauffage par résistance provoqué par la pression des pièces entre deux électrodes cylindriques dans une configuration de joint à recouvrement.
Le soudage par points est principalement utilisé pour soudage de tôles.
Processus de soudage par points
① Prépresse pour assurer un bon contact avec la pièce.
② Mise sous tension pour former la pépite et l'anneau en plastique au niveau de l'antenne. joint de soudure.
③ Le forgeage hors tension permet de refroidir et de cristalliser la pépite sous l'action continue de la pression afin de former un joint de soudure à structure dense, sans cavité de retrait ni fissure.
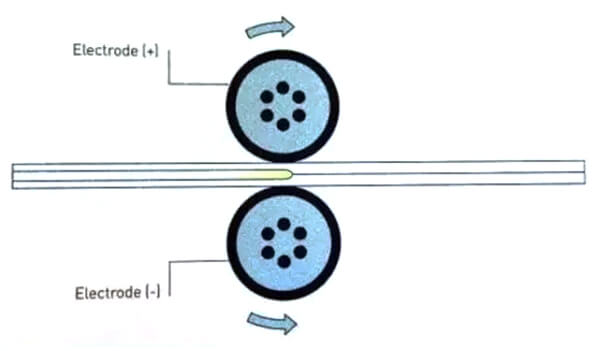
2. Soudage des joints
Le soudage des joints est Le procédé de soudage par points est similaire à celui du soudage par points, mais au lieu d'utiliser des électrodes cylindriques, il utilise une électrode à rouleaux en forme de disque rotatif. Les pièces métalliques à souder sont positionnées dans un joint à recouvrement ou en bout et placées entre les deux électrodes à rouleaux. Le rouleau exerce une pression et tourne, appliquant une puissance continue ou intermittente pour créer une soudure continue.
Le soudage des joints est est couramment utilisé pour le soudage de structures qui nécessitent des soudures et des joints réguliers, et est généralement utilisé sur des plaques de métal d'une épaisseur inférieure à 3 mm.
3. Soudage par projection
Le soudage par projection est un type de soudage par points qui implique l'utilisation de bosses préformées sur la pièce. Pendant le soudage par projection processus de soudageUne ou plusieurs pépites peuvent être formées simultanément au niveau du joint.
4. Soudage bout à bout par résistance
Résistance soudage bout à bout est un procédé qui permet d'assembler des pièces métalliques dans une configuration d'assemblage bout à bout en mettant leurs extrémités en contact étroit, en les chauffant par résistance jusqu'à ce qu'elles atteignent un état plastique, puis en appliquant rapidement une pression après avoir coupé le courant pour achever le soudage.
Cette méthode est principalement utilisée pour le soudage de pièces métalliques de forme simple, dont le diamètre ou la longueur latérale est inférieur à 20 mm, et dont les exigences en matière de résistance sont faibles.
5. Soudage bout à bout par étincelage
Le soudage bout à bout par étincelage est un procédé qui permet d'assembler des pièces métalliques dans une configuration d'assemblage bout à bout en rapprochant progressivement les faces frontales, en chauffant ces points de contact par résistance, en créant un étincelle sous l'influence d'un courant élevé, en faisant fondre le métal à l'extrémité, puis en appliquant rapidement une pression après avoir coupé le courant lorsque le métal atteint la température souhaitée dans une certaine fourchette de profondeur.
La qualité du joint du soudage par étincelle est supérieure à celle du soudage par résistance, et les propriétés mécaniques du joint soudé sont équivalentes à celles du métal de base. Il n'est pas nécessaire de nettoyer la surface du joint avant le soudage.
Le soudage bout à bout par étincelage est fréquemment utilisé pour souder des pièces métalliques cruciales et peut être utilisé pour souder à la fois le même métal ou un autre métal. différents métauxainsi que des métaux allant d'un fil métallique de 0,01 mm à des barres et profils métalliques de 20000 mm.
Inconvénients du soudage par résistance
Les limites des essais non destructifs restent un défi important pour l'assurance qualité du soudage par résistance. Les méthodes d'évaluation actuelles reposent principalement sur des essais destructifs d'échantillons de processus et de pièces, complétés par diverses technologies de surveillance. Cette approche, bien qu'informative, ne permet pas d'évaluer la qualité de chaque soudure en temps réel et in situ, ce qui peut entraîner des défauts non détectés dans les composants de production.
La configuration du joint de recouvrement, qui prévaut dans le soudage par points et à la molette, introduit des inefficacités structurelles. Non seulement elle augmente le poids total du composant, mais elle crée également des zones de concentration de contraintes autour de l'interface du grain de soudure. Cette discontinuité géométrique entraîne une réduction de la résistance à la traction et compromet les performances de fatigue du joint, en particulier dans des conditions de charge dynamique.
Les équipements de soudage par résistance se caractérisent par des besoins en énergie élevés et des systèmes d'automatisation sophistiqués, ce qui entraîne des investissements et des coûts de maintenance considérables. L'utilisation généralisée de machines de soudage à courant alternatif monophasé de forte puissance peut entraîner des problèmes de qualité de l'énergie, tels que des fluctuations de tension et des distorsions harmoniques, susceptibles de perturber la stabilité du réseau électrique. Cela nécessite des stratégies de gestion de l'énergie prudentes et peut nécessiter des équipements de conditionnement de l'énergie supplémentaires dans les environnements industriels.
Avantages du soudage au laser
Le soudage au laser permet un contrôle précis de la chaleur, minimisant l'apport thermique et réduisant la zone affectée thermiquement (ZAT). Il en résulte une déformation et une contrainte résiduelle minimales, ce qui préserve les propriétés mécaniques du matériau.
Le processus peut être mené dans des environnements contrôlés, y compris sous vide ou sous atmosphère de gaz inerte, ce qui améliore la qualité des soudures et permet l'assemblage de matériaux réactifs.
Le soudage automatisé à grande vitesse est possible grâce aux systèmes CNC et à l'intégration robotique, ce qui augmente considérablement la productivité et la répétabilité.
Le soudage par pénétration profonde produit des soudures à haut rapport d'aspect, avec des rapports profondeur/largeur allant jusqu'à 10:1, ce qui permet d'assembler des matériaux épais en une seule passe.
Contrairement au soudage à l'arc ou au faisceau d'électrons, le soudage au laser est insensible aux interférences des champs magnétiques, ce qui garantit une diffusion constante du faisceau et un alignement précis de la pièce.
La polyvalence du soudage au laser permet d'assembler une large gamme de matériaux, y compris des métaux dissemblables aux propriétés thermiques et électriques différentes.
En tant que procédé sans contact, le soudage laser élimine la contamination et l'usure des électrodes, ce qui réduit les coûts des consommables et les temps d'arrêt de la maintenance.
L'absence de contact physique minimise également l'usure de l'outil et la déformation de la pièce. Contrairement au soudage par faisceau d'électrons, le soudage au laser ne nécessite pas de chambre à vide ni de protection contre les rayons X, ce qui simplifie les opérations et réduit les coûts d'infrastructure.
Les systèmes de séparation des faisceaux et d'acheminement par fibre optique permettent un fonctionnement multi-stations, maximisant l'utilisation des équipements et la flexibilité de la production.
Pour les matériaux minces et les fils fins, le contrôle précis de l'énergie du soudage laser permet d'éviter les problèmes de refonte et de distorsion que l'on rencontre fréquemment dans les procédés de soudage à l'arc.
Les systèmes laser avancés ont démontré leur capacité à souder en une seule passe des plaques d'une épaisseur allant jusqu'à 32 mm, réduisant ainsi considérablement les temps de cycle et éliminant le besoin de matériaux d'apport dans de nombreuses applications.
Le faisceau hautement focalisé permet de réaliser des applications de micro-soudage, en assemblant de petits composants avec un apport de chaleur et une distorsion minimes.
Les systèmes d'émission de faisceaux optiques offrent une souplesse de positionnement exceptionnelle, ce qui permet de souder dans des espaces confinés et des géométries complexes inaccessibles aux méthodes de soudage traditionnelles.
Cette adaptabilité s'étend à l'assemblage de métaux ayant des propriétés physiques très différentes, telles que la conductivité thermique ou la résistance électrique, ce qui permet de nouvelles combinaisons de matériaux dans la conception des produits.
Conclusion
Le soudage au laser est une technologie de pointe qui offre des avantages significatifs par rapport au soudage par résistance traditionnel, notamment une qualité de joint supérieure, une précision accrue et un meilleur rapport coût-efficacité dans les scénarios de production en grande quantité.
Cette technique de soudage avancée offre de nombreux avantages, tels que
Zones affectées par la chaleur minimales, réduisant la déformation du matériau
Capacités de traitement à grande vitesse, augmentant le rendement de la production
Capacité à assembler des matériaux dissemblables et des géométries complexes
Processus sans contact, éliminant l'usure et la contamination des électrodes
Excellente répétabilité et constance de la qualité des soudures
La polyvalence du soudage laser le rend applicable à un large éventail d'industries, de l'automobile et de l'aérospatiale à l'électronique et à la fabrication d'appareils médicaux. Alors que l'industrie 4.0 continue d'évoluer, le soudage laser est appelé à jouer un rôle crucial dans les futurs processus de soudage, en particulier dans les systèmes de soudage automatisés et robotisés.
Si l'investissement initial dans un équipement de soudage au laser peut être important, le retour sur investissement à long terme justifie souvent le coût. Les facteurs qui y contribuent sont les suivants :
Réduction des coûts d'exploitation grâce à la diminution de la consommation d'énergie
Diminution des exigences en matière de traitement post-soudure
Amélioration de la qualité des produits, entraînant une diminution des rejets et des retouches
Augmentation de l'efficacité et du rendement de la production
En conclusion, malgré des coûts initiaux plus élevés, les capacités, l'efficacité de la production et les avantages globaux du soudage au laser dépassent largement ceux des méthodes de soudage conventionnelles. Au fur et à mesure que la technologie continue à progresser et à devenir plus accessible, elle est susceptible de devenir un outil indispensable dans les processus de fabrication modernes.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Dans le monde du soudage laser, qui évolue rapidement, l'innovation est essentielle. Alors que les fabricants repoussent les limites du possible, une poignée d'entreprises se distinguent en tant que leaders dans le domaine....
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Imaginez que vous travailliez avec une machine à souder au laser, où un faux mouvement peut entraîner des blessures graves ou endommager l'équipement. Cet article aborde les mesures de sécurité essentielles à l'utilisation de ces puissants appareils,...
Imaginez que vous puissiez transformer vos opérations de soudage grâce à la puissance des lasers. Le monde du soudage au laser offre une variété d'options, y compris les lasers à fibre, à diode, à disque et à CO2, chacun...
Dans le monde du soudage, le choix de la bonne méthode peut avoir un impact significatif sur l'efficacité et la qualité. Le soudage au laser et le soudage TIG (arc sous argon) présentent chacun des avantages et des inconvénients uniques. Le soudage au laser...
Comment le gaz de protection peut-il améliorer de manière significative vos projets de soudage laser ? Dans le soudage laser, le gaz de protection joue un rôle essentiel dans l'amélioration de la qualité de la soudure en empêchant les réactions avec les composants de l'air et...
Imaginez une technique de soudage qui offre précision, distorsion thermique minimale et traitement à grande vitesse. Le soudage au laser offre ces avantages et révolutionne l'industrie manufacturière. Cet article se penche sur les...
Le soudage au laser permet d'assembler une grande variété de matériaux, mais quels sont ceux qui excellent vraiment ? Cet article explore les spécificités, couvrant tous les aspects des métaux courants tels que l'acier au carbone et l'aluminium, ainsi que...
Faites passer votre entreprise à la vitesse supérieure