Tableau des vitesses de forage et formule de calcul
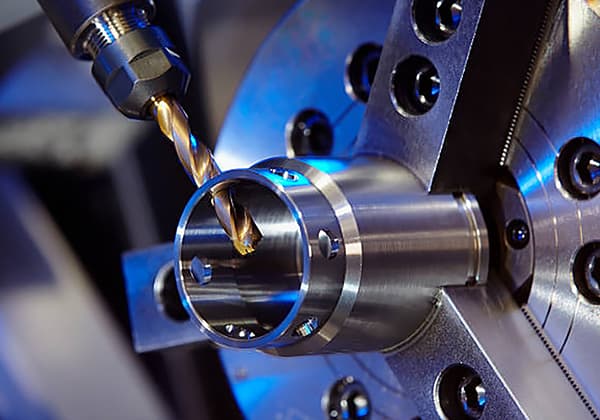
Et si vous pouviez optimiser votre efficacité de perçage et prolonger la durée de vie de vos outils en procédant à quelques ajustements clés ? Cet article explore les tableaux et formules de vitesse de perçage essentiels pour l'acier au carbone et l'acier inoxydable. En comprenant ces facteurs critiques, vous pouvez améliorer la précision et la productivité de vos processus d'usinage. Plongez dans cet article pour apprendre à sélectionner la bonne vitesse de perçage, à calculer les paramètres idéaux et à obtenir des résultats supérieurs à chaque perçage. Préparez-vous à transformer votre approche du perçage et à atteindre de nouveaux niveaux d'efficacité et de précision.
Sélection de la vitesse de forage pour les machines de forage en acier au carbone
Tableau des vitesses de forage
Vitesse d'alimentation
Vitesse linéaire v
Diamètre du foret
Longueur du guide
Vitesse de perçage
Quantité d'aliments
1000
25
φ16
4.7
400
0.4
1000
25
φ17
5
400
0.4
1000
25
φ18
5.2
250
0.25
1000
25
φ19
5.5
400
0.4
1000
25
φ20
5.8
400
0.4
1000
25
φ21
6.1
320
0.32
1000
25
φ22
6.4
320
0.32
1000
25
φ23
6.7
320
0.32
1000
25
φ24
7
320
0.32
1000
25
φ25
7.3
320
0.32
1000
25
φ26
7.6
320
0.32
1000
25
φ27
7.9
250
0.25
1000
25
φ28
8.1
250
0.25
1000
25
φ29
8.4
250
0.25
1000
25
φ30
8.7
250
0.25
1000
25
φ31
9
250
0.25
1000
25
φ32
9.3
250
0.25
1000
25
φ33
9.6
250
0.25
1000
25
φ34
9.9
200
0.2
1000
25
φ35
10.2
200
0.2
1000
25
φ36
10.5
200
0.2
1000
25
φ37
10.7
200
0.16
1000
25
φ38
11
200
0.16
1000
25
φ39
11.3
200
0.16
1000
25
φ40
11.6
200
0.16
1000
25
φ41
11.9
200
0.16
1000
25
φ42
12.2
160
0.16
1000
25
φ43
12.5
160
0.16
1000
25
φ44
12.8
160
0.16
1000
25
φ45
13
160
0.16
1000
25
φ46
13.3
160
0.16
1000
25
φ47
13.6
160
0.16
1000
25
φ48
13.9
160
0.16
1000
25
φ49
14.2
160
0.16
1000
25
φ50
14.5
125
0.13
1000
25
φ51
14.8
125
0.13
1000
25
φ52
15
125
0.13
1000
25
φ53
15.3
125
0.13
1000
20
φ54
15.6
125
0.13
1000
20
φ55
15.9
125
0.13
1000
20
φ56
16.2
125
0.13
1000
20
φ57
16.5
100
0.1
1000
20
φ58
16.8
100
0.1
1000
20
φ59
17
100
0.1
1000
20
φ60
17.3
100
0.1
1000
20
φ61
17.6
100
0.1
1000
20
φ62
17.9
100
0.1
1000
20
φ63
18.2
100
0.1
1000
20
φ64
18.5
100
0.1
1000
20
φ65
18.8
100
0.1
1000
20
φ66
19.1
80
0.06
1000
20
φ67
19.4
80
0.06
1000
20
φ68
19.7
80
0.06
1000
20
φ69
20
80
0.06
1000
20
φ70
20.3
80
0.06
1000
20
φ71
20.6
80
0.06
1000
20
φ72
20.9
80
0.06
1000
20
φ73
21.2
80
0.06
1000
20
φ74
21.4
80
0.06
1000
20
φ75
21.7
80
0.06
Formule de calcul de la vitesse de forage
Formule de calcul : Vitesse de forage × Diamètre du trépan × Π = Vitesse linéaire v ∏=3.141592654
Sélection de la vitesse de perçage pour les machines de perçage de l'acier inoxydable
Tableau des vitesses de forage
Vitesse d'alimentation
Vitesse linéaire v
Diamètre du foret
∏
Longueur du guide
n
Vitesse de perçage
Quantité d'aliments
1000
15
16
3.14
4.7
298.42
320
0.32
1000
15
17
3.14
5
280.86
320
0.32
1000
15
18
3.14
5.2
265.26
250
0.2
1000
15
19
3.14
5.5
251.30
250
0.25
1000
15
20
3.14
5.8
238.73
250
0.25
1000
15
21
3.14
6.1
227.36
200
0.2
1000
15
22
3.14
6.4
217.03
200
0.2
1000
15
23
3.14
6.7
207.59
200
0.2
1000
15
24
3.14
7
198.94
200
0.2
1000
15
25
3.14
7.3
190.99
200
0.2
1000
15
26
3.14
7.6
183.64
200
0.2
1000
15
27
3.14
7.9
176.84
160
0.16
1000
15
28
3.14
8.1
170.52
160
0.16
1000
15
29
3.14
8.4
164.64
160
0.16
1000
15
30
3.14
8.7
159.15
160
0.16
1000
15
31
3.14
9
154.02
160
0.16
1000
15
32
3.14
9.3
149.21
160
0.16
1000
15
33
3.14
9.6
144.69
125
0.13
1000
15
34
3.14
9.9
140.43
125
0.13
1000
15
35
3.14
10.2
136.42
125
0.13
1000
15
36
3.14
10.5
132.63
125
0.13
1000
15
37
3.14
10.7
129.04
125
0.13
1000
15
38
3.14
11
125.65
100
0.13
1000
15
39
3.14
11.3
122.43
100
0.13
1000
15
40
3.14
11.6
119.37
100
0.1
1000
15
41
3.14
11.9
116.45
80
0.1
1000
15
42
3.14
12.2
113.68
80
0.1
1000
15
43
3.14
12.5
111.04
80
0.1
1000
15
44
3.14
12.8
108.51
80
0.08
1000
15
45
3.14
13
106.10
80
0.08
1000
15
46
3.14
13.3
103.80
63
0.08
1000
15
47
3.14
13.6
101.59
63
0.08
1000
15
48
3.14
13.9
99.47
63
0.08
1000
15
49
3.14
14.2
97.44
63
0.08
1000
15
50
3.14
14.5
95.49
63
0.08
1000
15
51
3.14
14.8
93.62
63
0.08
1000
15
52
3.14
15
91.82
63
0.06
1000
15
53
3.14
15.3
90.09
63
0.06
1000
15
54
3.14
15.6
88.42
63
0.06
1000
15
55
3.14
15.9
86.81
63
0.06
1000
15
56
3.14
16.2
85.26
63
0.06
1000
15
57
3.14
16.5
83.77
63
0.06
1000
15
58
3.14
16.8
82.32
63
0.06
1000
15
59
3.14
17
80.93
63
0.06
1000
15
60
3.14
17.3
79.58
63
0.06
1000
15
61
3.14
17.6
78.27
63
0.06
1000
15
62
3.14
17.9
77.01
1000
15
63
3.14
18.2
75.79
1000
15
64
3.14
18.5
74.60
1000
15
65
3.14
18.8
73.46
1000
15
66
3.14
19.1
72.34
1000
15
67
3.14
19.4
71.26
1000
15
68
3.14
19.7
70.22
1000
15
69
3.14
20
69.20
1000
15
70
3.14
20.3
68.21
1000
15
71
3.14
20.6
67.25
1000
15
72
3.14
20.9
66.31
1000
15
73
3.14
21.2
65.41
1000
15
74
3.14
21.4
64.52
1000
15
75
3.14
21.7
63.66
Formule de calcul de la vitesse de forage
Formule de calcul : Vitesse de forage × Diamètre du trépan × ∏ = Vitesse linéaire v ∏=3.141592654
Conclusion
En conclusion, l'optimisation de la vitesse de perçage est essentielle pour obtenir un perçage efficace et rentable. Avec l'aide de notre tableau des vitesses de perçage et de notre formule de calcul, provenant de machinemfg.com, vous pouvez vous affranchir de l'équation et atteindre une efficacité maximale.
En choisissant la bonne vitesse de perçage, vous pouvez réduire l'usure de l'outil, augmenter la vitesse de perçage et améliorer la qualité de votre pièce. Pourquoi se contenter de résultats médiocres quand on peut atteindre l'excellence ?
Utilisez notre tableau des vitesses de forage et notre formule de calcul pour faire passer votre processus de forage à la vitesse supérieure. Merci de votre lecture et bon forage !
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé qui sont les principaux acteurs de l'industrie chinoise des machines de forage ? Cet article présente les principaux fabricants qui dominent le marché, en mettant l'accent sur leurs innovations, leurs vastes gammes de produits et...
Imaginez que vous puissiez couper du métal avec une précision si fine qu'elle vous permette de gagner du temps et de réduire vos coûts. Les outils de coupe à grande vitesse révolutionnent la fabrication en offrant cette capacité. Cet article explore les matériaux...
Vous êtes-vous déjà demandé comment de minuscules trous sont percés avec une telle précision dans le métal ? Cet article explore le monde fascinant du perçage, révélant les secrets des différents forets et...
Vous êtes-vous déjà demandé comment les minuscules trous dans les pièces métalliques sont réalisés avec une telle précision ? Cet article explore le monde fascinant de l'usinage des trous, couvrant le perçage, l'alésage, le chanfreinage et l'alésage. Découvrez comment chaque...
Comment les fabricants peuvent-ils relever le défi de percer des trous profonds avec précision et efficacité ? Cet article plonge dans le monde des outils de forage de trous profonds, en explorant les différents types...
Avez-vous déjà eu du mal à obtenir des résultats de perçage parfaits dans vos projets de travail des métaux ? Cet article présente les paramètres de coupe essentiels pour différents matériaux et fournit des informations clés sur la sélection...
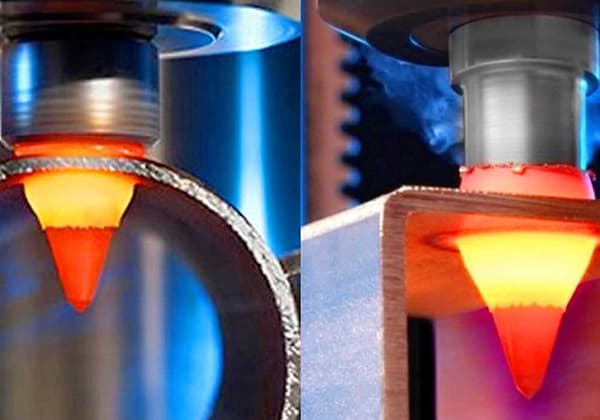
Imaginez percer le métal en quelques secondes sans produire de débris ni nécessiter d'équipement supplémentaire. Bienvenue dans le monde du perçage par fusion thermique. Cette technique innovante utilise une rotation à grande vitesse et une...
Vous êtes-vous déjà demandé comment les géants de l'industrie des machines-outils façonnent notre monde ? Dans cet article, nous allons explorer les six principales entreprises de machines-outils aux États-Unis. Vous découvrirez...
Dans cet article, nous explorerons les formules essentielles de trigonométrie, de vitesse de coupe, d'avance, etc. Vous obtiendrez des informations pratiques qui vous permettront d'améliorer l'efficacité et la précision de votre usinage. Préparez-vous à débloquer...
Faites passer votre entreprise à la vitesse supérieure