Exploration de l'impact de la défocalisation sur le soudage au laser
Vous êtes-vous déjà demandé comment un minuscule déplacement du point focal d'un laser pouvait transformer une soudure ? Dans le soudage laser, la défocalisation, c'est-à-dire la distance entre la pièce à souder et le point focal du laser, joue un rôle crucial dans la détermination de la qualité de la soudure. Cet article explique comment la défocalisation positive et négative affecte la pénétration, la forme et l'efficacité globale de la soudure. En comprenant ces effets, vous apprendrez à optimiser les réglages de soudage pour différents matériaux et à obtenir des résultats précis.
1. Effet de la défocalisation sur le soudage au laser
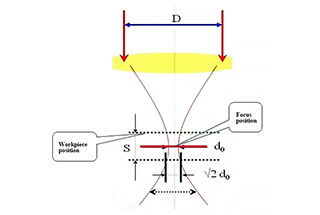
La défocalisation est le terme utilisé pour décrire la distance entre la surface d'une pièce et le point focal.
Lorsque le point focal est situé au-dessus de la pièce, on parle de défocalisation positive. En revanche, lorsque le point focal est situé en dessous de la pièce, on parle de défocalisation négative.
2. Sélection de l'intensité de la défocalisation
La densité de puissance au centre du foyer laser est trop élevée, ce qui la rend susceptible de s'évaporer dans les trous. La distribution de la densité de puissance est relativement uniforme sur chaque plan éloigné du foyer laser. focalisation laser.
En théorie, lorsque la distance entre les plans de défocalisation positif et négatif et le plan de soudage est égale, la densité de puissance sur le plan correspondant devrait être approximativement la même.
Toutefois, dans la pratique, cela se traduit par des pénétrations et des formes de soudure différentes. Lors d'une défocalisation négative, la densité de puissance interne du matériau est plus élevée que celle de la surface, ce qui entraîne une fusion et une vaporisation plus importantes. Cela permet à l'énergie lumineuse de pénétrer plus profondément dans le matériau, ce qui se traduit par une plus grande pénétration.
3. Influence de la défocalisation sur le soudage
La défocalisation doit être négative de 1 à 2 mm.
Effet de la défocalisation sur la forme de la soudure
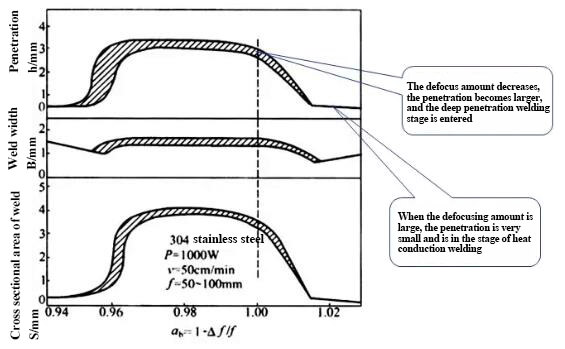
Le matériau à souder est un acier inoxydable de 6 mm d'épaisseur, d'une puissance de 5 kW et d'un diamètre de 1,5 mm. vitesse de soudage de 96 cm/min. Au fur et à mesure que la défocalisation diminue, la pénétration augmente et entre dans la zone profonde. soudage par pénétration étape.
En revanche, lorsque la défocalisation est importante, la pénétration est minimale et le soudage est en phase de conduction thermique.
Effet de la défocalisation sur la pénétration de la soudure, la largeur de la soudure et la section transversale
4. Résumé
La défocalisation correspond à la distance entre le foyer et la surface de la pièce. Si le foyer est positionné au-dessus de la pièce, il s'agit d'une défocalisation positive. Si le foyer est positionné en dessous de la pièce, il s'agit d'une défocalisation négative. Une défocalisation négative est avantageuse pour augmenter la pénétration de la soudure.
Soudage au laser nécessite généralement une défocalisation spécifique, car la densité de puissance au centre du foyer laser est trop élevée et risque de s'évaporer dans les trous. La distribution de la densité de puissance est plus uniforme sur chaque plan éloigné du foyer laser.
Selon la théorie de l'optique géométrique, lorsque la distance entre les plans de défocalisation positif et négatif et le plan de soudage est égale, la densité de puissance sur le plan correspondant devrait être approximativement la même.
Cependant, dans la réalité, la forme du bassin de fusion est différente. L'utilisation d'une défocalisation négative permet d'obtenir une pénétration plus profonde en raison du processus de formation du bain de fusion. Expérimentalement, la défocalisation négative est utilisée lorsqu'une grande profondeur de pénétration est souhaitée, tandis que la défocalisation positive est utilisée pour le soudage de matériaux minces.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Quel est l'impact de la focalisation d'un laser sur la qualité et l'efficacité du soudage ? Cette question intrigante porte sur la relation critique entre la défocalisation du laser et les performances de soudage. En explorant...
Vous êtes-vous déjà demandé comment le soudage au laser transforme le travail du métal ? Cet article dévoile les secrets du soudage au laser, en mettant l'accent sur les paramètres cruciaux qui garantissent la précision et la solidité. De l'ajustement de la puissance du laser à...
Imaginez que vous soudiez du métal à l'aide d'un faisceau de lumière : c'est précis, rapide et presque magique. C'est le soudage au laser, une technologie qui révolutionne la fabrication. Dans cet article, nous allons explorer les principes fondamentaux du...
Vous êtes-vous déjà demandé comment la technologie moderne pouvait révolutionner le soudage traditionnel ? Cet article explore le monde fascinant du soudage au laser, en soulignant ses avantages, ses défis et ses applications dans des secteurs allant de l'aérospatiale...
Curieux de connaître l'avenir de la fabrication ? Le soudage au laser révolutionne l'industrie grâce à sa précision, sa polyvalence et son efficacité. Dans cet article de blog, nous allons plonger dans le monde du soudage laser,...
Imaginez un procédé de soudage qui minimise les distorsions, améliore la précision et l'efficacité. C'est exactement ce que fait la technologie de soudage laser pour la tôle, révolutionnant les industries de l'automobile à l'électronique de pointe. Cet article...
Le soudage du cuivre à l'aide de la technologie laser a révolutionné la fabrication, en relevant des défis tels que la faible absorption du laser par le cuivre et sa forte conductivité thermique. Cet article explore la manière dont les lasers à fibre de haute puissance produisent des joints stables et sans...
Vous êtes-vous déjà demandé comment la technologie moderne permet d'obtenir des soudures aussi précises et propres ? Dans cet article, nous allons explorer le monde fascinant des machines à souder au laser. Vous apprendrez comment elles fonctionnent,...
Imaginez que vous puissiez transformer des tôles en structures robustes et esthétiques avec la précision d'un laser. Cet article explore la manière dont les conceptions innovantes de tôles, en particulier l'utilisation de joints biseautés à 45°, améliorent l'efficacité et la...
Faites passer votre entreprise à la vitesse supérieure