Découpe au laser : L'impact de la position du foyer
Vous êtes-vous déjà demandé comment les lasers peuvent couper le métal comme un couteau chaud dans du beurre ? Cet article plonge dans le monde fascinant de la découpe laser, en se concentrant sur le rôle crucial de la position du foyer. Découvrez comment le réglage de ce facteur clé peut tout changer, de la précision des coupes à la qualité du produit final. Préparez-vous à découvrir les secrets qui vous permettront d'obtenir des coupes parfaites à chaque fois !
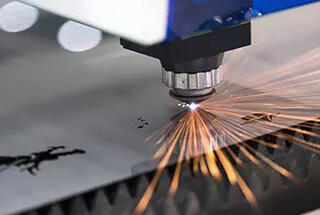
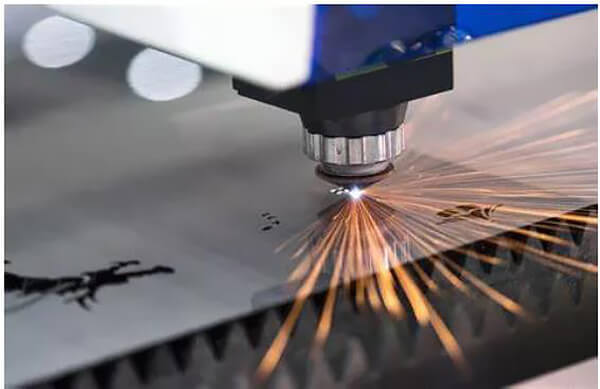
La découpe laser est une application essentielle de la technologie laser dans la fabrication des métaux. Ce processus utilise un faisceau laser de haute puissance, généralement un laser CO2 ou un laser à fibre, focalisé par une lentille de précision sur la surface du matériau. L'énergie intense et concentrée chauffe rapidement le matériau jusqu'à son point de fusion ou de vaporisation, créant ainsi une zone de coupe localisée.
Simultanément, un flux coaxial de gaz d'assistance à haute pression (azote, oxygène ou air comprimé, selon le matériau et le résultat souhaité) est dirigé vers la zone de coupe. Ce gaz a plusieurs fonctions : il expulse le matériau fondu de l'entaille, empêche l'oxydation dans certains cas et assure un refroidissement supplémentaire. Le choix du gaz d'assistance influe considérablement sur la qualité de la coupe, la vitesse et les caractéristiques des arêtes.
Le processus de découpe est réalisé par le mouvement synchronisé du faisceau laser et de la pièce l'un par rapport à l'autre, en suivant une trajectoire prédéterminée. Ce mouvement est généralement contrôlé par des systèmes CNC (Computer Numerical Control), ce qui permet de créer des géométries complexes et précises avec un minimum de perte de matériau. Les machines de découpe laser de pointe peuvent atteindre des tolérances aussi étroites que ±0,1 mm et des vitesses de découpe allant jusqu'à 20 m/min pour les tôles fines, ce qui rend cette technologie indispensable pour les applications de fabrication de haute précision et en grandes quantités.
Principaux facteurs influençant la découpe au laser
La découpe laser est un processus complexe impliquant le fonctionnement synergique du mécanisme de mouvement, du système de contrôle, de la source laser et de la tête de découpe. La qualité et l'efficacité du processus de découpe sont influencées par divers paramètres provenant de ces quatre composants clés.
Les principaux facteurs qui influencent la performance de la coupe sont les suivants :
Caractéristiques du faisceau :
Distribution de l'énergie (par exemple, profil gaussien ou en chapeau)
Longueur d'onde
Facteur de qualité du faisceau (M²)
Paramètres du laser :
Puissance de sortie
Durée et fréquence des impulsions (pour les lasers à impulsions)
État de polarisation
Optique de mise au point :
Longueur focale
Diamètre de mise au point
Position de la mise au point par rapport à la surface de la pièce
Dynamique de coupe :
Vitesse de coupe
Assister le type de gaz, la pression et le débit
Conception et diamètre de la buse
Propriétés du matériau :
Conductivité thermique
Réflectivité
Températures de fusion et de vaporisation
Parmi ces facteurs, la position du foyer est particulièrement critique. Le réglage de la position du foyer modifie à la fois le diamètre du faisceau incident sur la surface de la pièce et l'angle d'incidence du faisceau dans le trait de scie. Ces changements ont un impact significatif sur la formation du trait de scie, la réflexion du faisceau dans la coupe et, en fin de compte, la largeur du trait de scie.
La largeur du trait de scie est un paramètre crucial qui influe sur de nombreuses mesures de la qualité de coupe, notamment :
Rugosité de l'arête de coupe
Formation de crasses et adhérence au fond de la coupe
Largeur de la zone affectée thermiquement (HAZ)
Précision dimensionnelle et perpendicularité de la coupe
Risque de microfissures ou d'autres défauts
L'optimisation de ces facteurs nécessite une compréhension approfondie de leurs interdépendances et de leurs effets sur le matériau spécifique traité. Les systèmes de découpe laser avancés utilisent souvent des algorithmes de contrôle adaptatifs pour ajuster dynamiquement ces paramètres en temps réel, garantissant ainsi une qualité de découpe constante pour des épaisseurs et des compositions de matériaux variables.
Quelle est la position de mise au point ?
La position focale (Z) est un paramètre critique de la découpe laser qui définit la distance entre le point focal du faisceau laser et la surface supérieure du matériau à découper. Ce positionnement influence considérablement l'efficacité, la qualité et les performances globales du processus de découpe.
Dans la terminologie de la découpe laser :
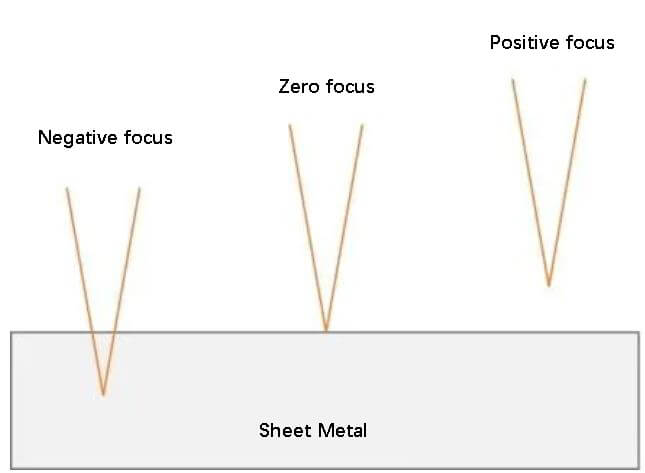
Foyer zéro : Lorsque le point focal se trouve précisément sur la surface du matériau.
Foyer positif : Le point focal est placé au-dessus de la surface du matériau.
Foyer négatif : Le point focal est situé sous la surface du matériau.
La position optimale de la mise au point varie en fonction de facteurs tels que le type de matériau, l'épaisseur, la vitesse de coupe et la qualité de coupe souhaitée. Un réglage correct de la mise au point est essentiel pour obtenir des coupes nettes et précises et maximiser la capacité de coupe du laser.
Un schéma illustrant ces positions de focalisation est présenté ci-dessous :
Il est essentiel de comprendre et de contrôler la position du foyer pour optimiser les opérations de découpe laser, car elle affecte directement l'intensité du faisceau dans la zone de découpe, la largeur du trait de scie et la qualité globale de la découpe.
Influence de la position de la mise au point
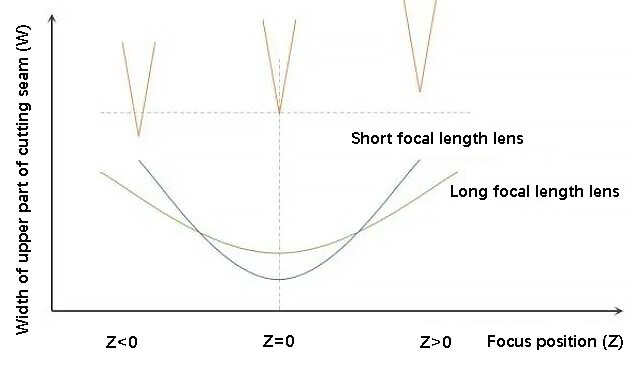
La figure suivante montre la relation de variation entre la position de mise au point (Z) et la largeur (W) de la partie supérieure de la ligne de coupe du matériau de transformation.
Lorsque l'accent est mis sur la surface de la plaque, la largeur de la coupe est la plus étroite.
Lorsque la position de mise au point change, qu'il s'agisse d'un changement positif ou négatif défocalisationLa largeur de la coupe s'élargit.
Le degré d'élargissement de la largeur de la coupe varie en fonction de la longueur focale de la lentille de la tête de coupe et de la profondeur focale. En général, plus la distance focale est courte et plus la profondeur focale est faible, plus la largeur de la coupe varie en fonction de la position focale.
Avant de découper un matériau, il est nécessaire de régler la distance entre le foyer et le matériau.
En règle générale, le choix de la position de mise au point diffère en fonction du type de matériau à découper, il est donc crucial de la sélectionner de manière appropriée.
Comment choisir la position de mise au point appropriée ?
Découpage à visée positive
Lorsque le foyer est placé au-dessus du matériau à découper, le faisceau lumineux s'étale et se diffuse dans le joint de découpe après avoir atteint la surface du matériau. La partie inférieure de la coupe sera donc plus grande que la partie supérieure.
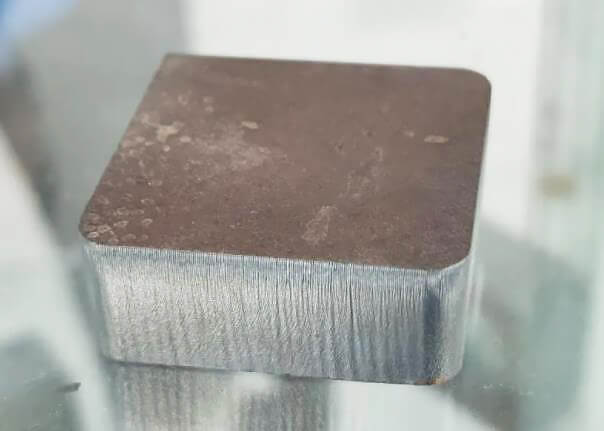
Ce type de foyer convient à l'oxydation, comme l'oxycoupage de l'acier au carbone, car il permet à l'oxygène d'atteindre le fond de la pièce et de participer à une réaction d'oxydation suffisante. En outre, la coupe plus importante au fond de la pièce permet également d'éliminer les scories.
Pour l'oxycoupage de l'acier au carbone, une défocalisation positive plus importante dans une certaine plage se traduira par une taille de point plus importante sur la surface du matériau, ainsi que par une surface de coupe plus brillante et plus lisse. Toutefois, au-delà d'une certaine plage, l'énergie de la partie inférieure peut ne pas être suffisante, ce qui peut entraîner une coupe imperméable ou des scories suspendues au fond.
Laser 2KW - focalisation positive - découpe de l'acier au carbone de 15 mm avec de l'oxygène
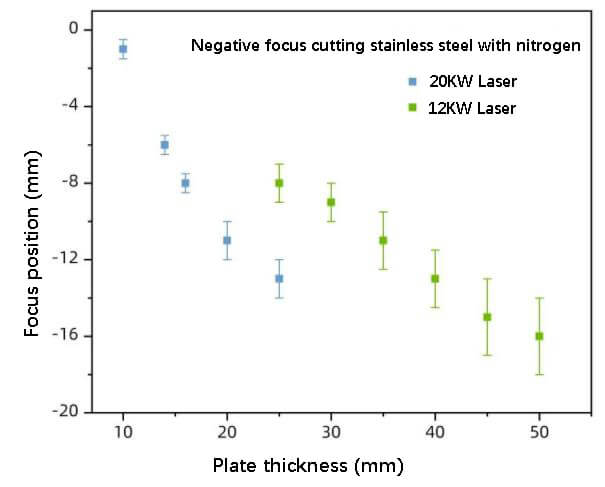
Coupe de la focalisation négative
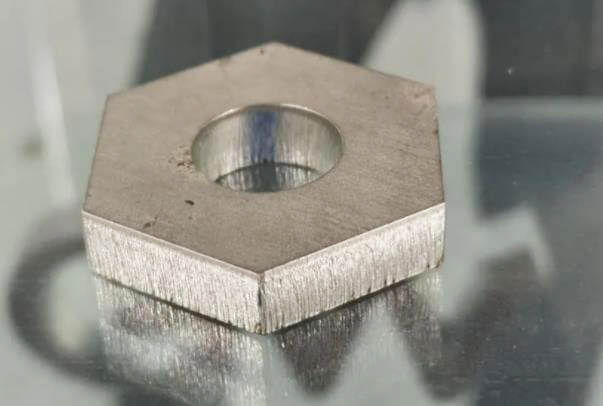
La coupe à foyer négatif consiste à positionner le foyer à l'intérieur de la plaque, ce qui garantit que la partie inférieure de la coupe a une densité d'énergie suffisante.
La coupe est plus large en haut et plus étroite en bas, la partie supérieure ayant une plus grande amplitude de coupe, ce qui améliore la fluidité de la matière fondue. En revanche, la partie inférieure présente une largeur de coupe plus faible et nécessite un flux d'air plus important.
La défocalisation négative est généralement utilisée lorsque couper avec de l'air ou de l'azote.
Laser 6kW - découpe négative de l'acier inoxydable de 10 mm avec de l'azote
Découpage sans point de mire
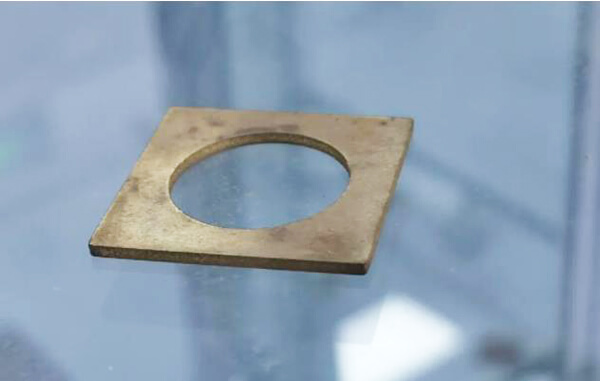
Lors d'un découpage à focalisation zéro, il est possible d'obtenir la plus petite taille de spot sur la surface de la plaque. Il en résulte une plage de fusion relativement étroite et une coupe plus petite, ce qui en fait un outil adapté à la découpe de haute précision de matériaux minces.
Laser 2KW - zéro focus découpe laiton 1mm avec azote
Caractéristiques de coupe et champ d'application des différentes positions de focalisation
Position de mise au point
Caractéristiques de coupe
Champ d'application
Concentration positive
La fente au bas de la plaque est plus grande que celle du haut, ce qui permet au bas de participer à la réaction d'oxydation complète et à l'évacuation du laitier.
Oxycoupage de l'acier au carbone
Concentration négative
Le foyer se trouve à l'intérieur de la plaque, et le joint de coupe de la partie supérieure de la plaque est plus grand, ce qui garantit que la partie inférieure a une densité d'énergie suffisante.
Découpe à l'azote/air de l'acier inoxydable, de l'acier au carbone, de l'acier galvanisé, de l'aluminium et du cuivre
Concentration zéro
La fente est la plus étroite et la précision d'usinage est élevée.
Découpe de feuilles/feuilles
Coupe de précision
Ces dernières années, la gamme de puissance des lasers à fibre s'est accrue chaque année. applications de découpe au laser sont passés de kilowatts à 10 000 watts.
Notre usine de fabrication de lasers a continuellement exploré l'application des lasers de haute puissance et a développé une sortie laser HBF (high brightness flat mode) unique. Cette sortie garantit une excellente qualité de découpe pour les tôles épaisses tout en tenant compte de la nécessité d'une découpe efficace des tôles minces. découpe de plaques.
Dans les applications de coupe réelles, il est nécessaire de sélectionner la position de mise au point appropriée en fonction des exigences de coupe spécifiques.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment un laser peut couper le métal comme un couteau chaud dans du beurre ? Dans cet article fascinant, nous allons explorer la science qui se cache derrière la technologie de découpe au laser à fibre....
Vous devez choisir entre le poinçonnage par tourelle et la découpe au laser pour votre prochain projet ? Il est essentiel de comprendre leurs avantages et leurs limites. Cet article se penche sur les capacités des deux techniques,...
Vous êtes-vous déjà demandé pourquoi vos pièces métalliques découpées au laser n'étaient plus aussi précises qu'auparavant ? Cet article dévoile les secrets du trait de scie de la découpe laser, en explorant comment des facteurs tels que la qualité du faisceau,...
Dans le monde en pleine évolution de la découpe des métaux, la bataille fait rage entre le laser et le plasma. Au fur et à mesure que la technologie progresse, le paysage se modifie, remettant en cause des idées reçues. Rejoignez-nous pour explorer les...
Vous êtes-vous déjà demandé pourquoi le métal découpé au laser présente parfois des bords rugueux ? Cet article examine les causes des bavures dans la découpe laser et propose des solutions pratiques pour obtenir des découpes plus lisses et de haute qualité. En savoir plus...
Imaginez un outil qui coupe le métal avec la précision d'un scalpel de chirurgien. C'est exactement ce que promet la technologie de découpe laser, qui offre des coupes de haute qualité, une vitesse incroyable et une...
Imaginez que vous puissiez découper sans effort des tôles épaisses avec la précision d'un scalpel. Cet article de blog dévoile l'essentiel de la découpe laser de tôles, une méthode révolutionnaire qui combine...
Avez-vous déjà remarqué les ondulations frustrantes sur les tôles découpées au laser ? Ces imperfections peuvent nuire à la précision et augmenter les coûts. Cet article explore les facteurs critiques à l'origine des ondulations de découpe...
Imaginez que vous puissiez augmenter l'efficacité de votre découpe laser tout en réduisant vos coûts de manière significative - c'est séduisant, n'est-ce pas ? Cet article explore le rôle essentiel des compresseurs d'air dans la découpe laser, révélant comment ils améliorent la précision et...
Faites passer votre entreprise à la vitesse supérieure