En prenant le laser de haute puissance comme exemple, les paramètres liés au gaz de soufflage latéral sont étudiés.
Par exemple, la relation entre la position, l'angle, la composition et le débit du gaz de soufflage latéral et du plasma révèle la loi d'influence du gaz de soufflage latéral sur la stabilité et la pénétration du processus de soudage.
Par rapport au soudage par fusion traditionnel, le soudage au laser présente les avantages d'une grande pénétration de la soudure, d'une vitesse de soudage rapide et d'une faible déformation de la pièce.
Toutefois, dans le processus de soudage, la source de chaleur laser à haute densité de puissance produit un nuage de plasma à la surface de la pièce usinée, qui absorbe et réfracte le laser, de sorte que l'énergie de soudage est considérablement réduite pendant le processus de soudage. soudage par pénétration profonde de la pièce.
Par conséquent, afin de réduire la perte d'énergie, dans les applications industrielles, la purge de gaz auxiliaire à soufflage latéral est généralement utilisée pour supprimer le plasma.
Dans le processus de soudage au laser, le plasma est généralement réparti sur la surface de la pièce et à l'intérieur du petit trou, et sa forme et sa taille changent périodiquement tout au long du processus de soudage.
L'hélium est le gaz le plus couramment utilisé pour inhiber la formation de plasma par l'utilisation de gaz à soufflage latéral.
Par rapport aux autres gaz couramment utilisés, l'hélium possède l'énergie d'ionisation la plus élevée, ce qui signifie qu'il peut absorber plus d'énergie avant d'être décomposé ou ionisé.
Cependant, l'hélium étant rare et cher, les experts concernés ont étudié et sélectionné de nouveaux gaz à soufflage latéral ou des gaz mixtes pour remplacer l'hélium à de nombreux égards.
Actuellement, les chercheurs étrangers recommandent le mélange he : ar = 3:1 sur la base de la stabilité et de l'économie de gaz de l'usine. processus de soudage au laser.
En outre, afin d'optimiser la configuration du soufflage latéral et de supprimer efficacement le plasma dans le processus de soudage au laser, les chercheurs nationaux et étrangers ont également effectué de nombreuses recherches.
Jusqu'à présent, bien qu'une partie des travaux se soit concentrée sur le mode d'introduction du soufflage latéral, la forme, la taille et la position de la buse de soufflage latéral, certains experts ont également étudié l'influence de l'angle de soufflage latéral sur la pénétration.
Toutefois, en raison de la différence de puissance du laser et les conditions réelles de soudage, les résultats des recherches correspondantes manquent d'universalité.
En outre, la demande de production et d'application ultérieures exige également que ce travail de recherche puisse révéler la loi essentielle du soufflage latéral dans le processus de soudage au laser à partir du mécanisme de recherche, de manière à guider efficacement la production et l'application réelles ;
En revanche, l'hybride laser processus de soudage a suscité une attention croissante de la part des chercheurs et de la production pratique.
Dans le processus d'élimination du CO2 le soudage hybride au laser, les gaz utilisés comprennent le gaz de soufflage latéral nécessaire pour le soudage au laser et le gaz de soufflage latéral nécessaire pour le soudage à l'arc. gaz de protection nécessaires pour le soudage traditionnel.
Étant donné que le processus de soudage composé comporte de nombreux paramètres, les utilisateurs doivent bien comprendre le mécanisme d'action du gaz utilisé.
Par conséquent, l'expérience et les connaissances acquises dans le cadre de la recherche sur le gaz à soufflage latéral dans le soudage au laser sont également utiles à la recherche sur le soudage hybride au laser.
Condition expérimentale
15kw flux axial rapide CO2 a été utilisé pour l'expérience.
Les longueur focale du laser était de 357 mm.
La plaque d'essai de soudage était un acier marin à haute résistance ah32 de 20 mm d'épaisseur.
Le surfaçage au laser a été utilisé sur la plaque d'essai de soudage sans fil d'apport.
Les antirouille La peinture sur la surface de la plaque d'essai doit être enlevée par meulage mécanique avant le soudage, et la tache d'huile doit être enlevée à l'acétone avant le soudage.
Sauf indication contraire, le gaz de soufflage latéral est de l'hélium pur.
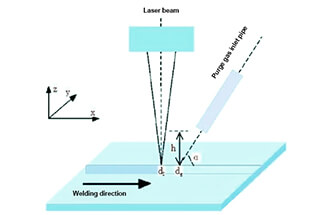
Le dispositif expérimental spécifique est illustré à la figure 1.
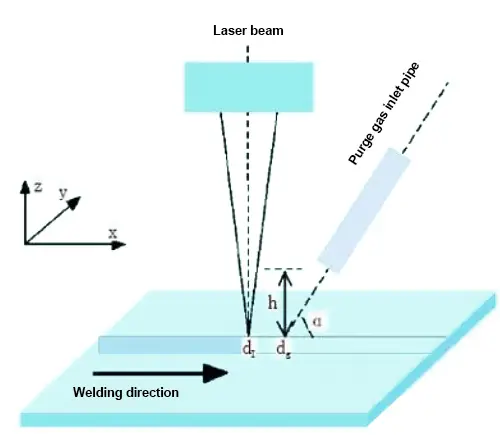
Fig. 1. Schéma du dispositif expérimental
Au cours du processus de soudage au laser, le plasma est enregistré de manière synchrone par un système de photographie macro à grande vitesse, et la taille et la surface du plasma en deux dimensions sont calculées après le soudage.
Processus expérimental et résultats
1. Influence de la puissance du laser sur le plasma
La formation de plasma augmente avec la puissance du laser.
Comme le montre la figure 2, si le gaz de soufflage latéral est également de l'hélium et que la vitesse de soudage est de 2 m/min, la morphologie et la taille du plasma sont très différentes en fonction de la puissance du laser.
Le nuage de plasma généré par le soudage au laser à haute puissance est plus évident.
C'est pourquoi la suppression du plasma par le gaz soufflé latéralement est particulièrement importante à l'heure actuelle.
Puissance du laser : 7K

Puissance du laser : 15K
Fig. 2 Effet de la variation de la puissance du laser sur le plasma pendant le soudage au laser
2. Influence de la position du tuyau de soufflage latéral sur le plasma
La position du tuyau de soufflage latéral détermine le point d'action entre le flux de gaz de soufflage latéral et le plasma.
L'observation montre que l'effet de suppression du plasma est différent de la position d'introduction du gaz de soufflage latéral.
La figure 3 montre l'évolution de la surface du plasma lorsque l'intervalle entre le point d'introduction du gaz de soufflage latéral (DG) et le point d'entrée du laser (D1) change dans la direction X.
On constate que le plasma est sensible à la position d'introduction du gaz de soufflage latéral.

Position du gaz de soufflage latéral dans la direction de l'axe X
Fig. 3 Effet des différents points d'entrée du gaz de soufflage latéral sur la surface du plasma
3. Influence de l'angle du tuyau de soufflage latéral sur le plasma
Lorsque le soufflage latéral est utilisé, le choix de l'angle d'introduction du gaz de soufflage latéral affecte également l'effet de suppression du plasma.
La figure 4 montre l'évolution de la hauteur de plasma correspondante lorsque l'angle du tuyau de soufflage latéral change.

Angle du tuyau latéral
Fig. 4 Effet de différents angles de soufflage latéral sur la hauteur du plasma
4. Influence du flux de soufflage latéral sur le plasma
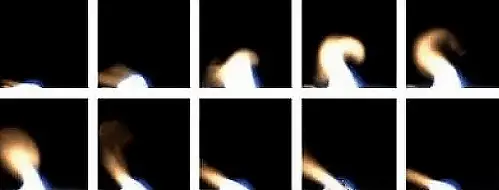
Lorsque des débits de gaz différents sont utilisés, la morphologie du plasma est très différente.
Dans les mêmes conditions expérimentales (c'est-à-dire que le gaz à soufflage latéral est de l'hélium, la vitesse de soudage est de 2 m / min et la puissance du laser est de 12 kW), lorsque l'hélium à soufflage latéral à haut débit est utilisé, la taille bidimensionnelle du plasma est considérablement réduite, et sa hauteur et sa largeur sont contrôlées dans une très petite plage (comme le montre la Fig. 5).
En conséquence, la pénétration et la largeur de la soudure changent également.
Avec l'augmentation du débit de gaz de soufflage latéral, la pénétration de la soudure augmente progressivement (comme le montre la figure 6).
Lorsque le débit de gaz atteint 60L / min, la pénétration est nettement améliorée.
Par conséquent, dans la pratique, l'influence du plasma peut être efficacement supprimée en ajustant et en contrôlant le flux de gaz de soufflage latéral, de manière à améliorer efficacement la pénétration.
D'autre part, compte tenu du prix de l'hélium à soufflage latéral, plus le débit de gaz à soufflage latéral est élevé, mieux c'est. Le débit de gaz optimal devrait plutôt être sélectionné en évaluant les performances en termes de coûts.
En outre, les résultats de la recherche montrent que la direction du gaz de soufflage latéral a également un impact direct sur la stabilité du processus de soudage, la formation de la surface de la soudure et sa dimension globale.
Par conséquent, la direction de soufflage latéral appropriée doit être sélectionnée en fonction des besoins réels.

a) Débit de gaz : 20L / AIN

b) Débit de gaz : 70L / AIN
Fig. 5 Effet de différents flux de soufflage latéral sur le plasma pendant le soudage au laser
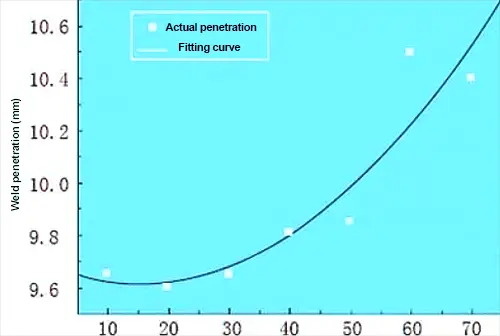
Débit de gaz (L / min)
5. Influence de la composition du gaz sur le plasma
La figure 7 montre les changements dans le plasma avec différents composants gazeux.
La figure 7a montre la morphologie partielle du plasma lorsque le gaz de soufflage latéral est de l'hélium, tandis que la figure 7b montre la morphologie partielle du plasma lorsque le gaz mixte est utilisé comme gaz de soufflage latéral.
La figure 7 montre que, bien que les souffles latéraux utilisés dans les figures 7a et 7b soient différents, la taille et la forme du plasma sont similaires. Dans la figure 7C, le plasma présente des formes différentes et la taille et la forme sont modifiées.
Lorsque la composition du mélange change encore, comme le montre la figure 7d, le plasma augmente considérablement et s'étend au-dessus et autour de la pièce.
Lorsque l'énergie des électrons libres dans la vapeur métallique constituant le plasma augmente, les gaz environnants subissent une ionisation par avalanche.
À ce moment-là, le plasma se dilate rapidement et se divise même en deux, ce qui détruit la stabilité du processus de soudage.
Les différentes formes de plasma présentées dans les figures 7b, 7C et 7d montrent qu'il est nécessaire d'utiliser le mélange approprié pour garantir une inhibition efficace du plasma.
Il convient de noter que la composition du gaz de soufflage latéral ne peut être optimisée que lorsque d'autres paramètres de composition du gaz, tels que la position du tuyau de soufflage latéral, sont optimisés.

(A : hélium ; B, C et D : mélange hélium-argon)
Fig. 7 Variation du plasma en fonction de la composition du gaz de soufflage latéral
Analyse expérimentale et discussion
1. Effet des paramètres du système de gaz à soufflage latéral sur le plasma
Lorsque le gaz de soufflage latéral est sélectionné pour supprimer le plasma dans le processus de soudage au laserLes paramètres impliqués dans le système d'introduction du gaz de soufflage latéral, tels que la position du tube de soufflage latéral dans une direction tridimensionnelle, les paramètres impliqués dans le système d'introduction du gaz de soufflage latéral, tels que la position du tube de soufflage latéral, l'angle d'introduction du gaz de soufflage latéral, la taille géométrique et la forme du tube de soufflage latéral, ont tous un impact sur la formation du plasma.
Il a donc un impact sur le processus et les résultats du soudage au laser.
Si l'on prend les figures 3 et 4 comme exemples, la position et l'angle du tuyau de soufflage latéral ont un impact sur la surface et la hauteur du plasma.
Les experts concernés ont souligné que la hauteur et la surface du plasma reflètent l'absorption et la réfraction du plasma par le laser entrant.
Lorsque la position d'introduction du gaz de soufflage latéral change, la variation de la hauteur et de la surface du plasma peut refléter la mesure dans laquelle les paramètres du gaz de soufflage latéral affectent l'absorption ou la diffusion du laser.
Par conséquent, en observant le comportement du plasma en temps réel, nous pouvons étudier et optimiser les paramètres du système d'introduction de gaz à soufflage latéral, supprimer efficacement le plasma et améliorer l'énergie du laser pour le soudage.
- Effet de la composition et du débit du gaz de soufflage latéral sur le plasma
Sur la base de l'optimisation du système d'introduction du gaz de soufflage latéral, la composition et le débit du gaz de soufflage latéral peuvent également être optimisés en fonction de la tâche de soudage réelle.
Cela permet non seulement d'obtenir un processus de soudage stable, mais aussi de garantir l'économie.
Comme le montre la figure 7, le choix d'un mélange approprié peut également jouer un rôle équivalent à celui de l'hélium pur, et l'économie de gaz négatif est grandement améliorée.
Cependant, différentes compositions de gaz de soufflage latéral (comme le montre la figure 7D) peuvent conduire à un comportement d'explosion de plasma important, de sorte qu'il est impossible de garantir un processus de soudage stable.
Des travaux de laboratoire récents ont montré qu'en optimisant le système de gaz de soufflage latéral, il est possible d'élargir la gamme de sélection de la composition du gaz de soufflage latéral.
La sélection du mélange gazeux approprié peut améliorer considérablement l'économie en garantissant les exigences et la qualité du soudage.
Épilogue
Dans le processus de production de CO2 Dans le soudage laser, le gaz à soufflage latéral est largement utilisé pour supprimer le plasma dans le processus de soudage.
La sélection correcte des paramètres pertinents du gaz de soufflage latéral peut permettre d'utiliser plus efficacement l'énergie laser entrante dans le processus de soudage par pénétration profonde.
Tout d'abord, la position et l'angle du tuyau de soufflage latéral sont deux paramètres importants qui ont un impact direct sur la taille et la forme du plasma.
Par conséquent, le tuyau de soufflage latéral doit être correctement positionné avant le soudage.
Deuxièmement, il faut veiller à sélectionner la composition et le débit de gaz de soufflage latéral appropriés.
Lorsque le débit du gaz de soufflage latéral augmente, son effet d'inhibition sur le plasma s'accroît en conséquence.
Le débit de gaz approprié doit être déterminé en fonction des besoins réels de soudage.
En outre, compte tenu de nombreux facteurs tels que la stabilité du processus et le prix, le mélange peut également être utilisé comme soufflage latéral.
À ce stade, en raison du changement des propriétés physiques du gaz, l'interaction entre le gaz et le bain de fusion doit être envisagée sur la base de l'inhibition du plasma, et le débit de gaz approprié doit être sélectionné en conséquence.