Formation de la soudure : Impact de la direction et de l'angle
Comment la direction et l'angle de soudage affectent-ils la formation de la soudure ? Il est essentiel de comprendre ces facteurs pour obtenir une qualité de soudure optimale. Cet article explore les concepts de base de la direction et de l'angle de soudage, leurs effets sur la formation de la soudure et les applications pratiques des différentes techniques de soudage. À la fin, vous comprendrez comment la variation de ces paramètres peut influencer la profondeur, la largeur et la qualité générale de vos soudures, assurant ainsi un meilleur contrôle et une plus grande précision dans vos projets de soudage.
1.Caractéristiques de la direction et de l'angle de soudage
1.1 Concepts de base
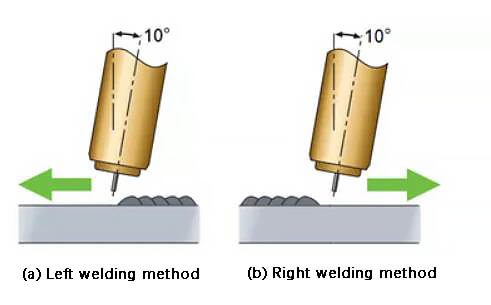
Pour le gaz métal soudage à l'arcLorsque l'opérateur tient le pistolet de soudage de la main droite, le soudage s'effectue généralement de droite à gauche. C'est ce qu'on appelle la "méthode de soudage à gauche", car la buse du pistolet de soudage forme un angle obtus (>90°) avec la direction de soudage.
Inversement, lorsqu'on soude de gauche à droite avec un angle aigu (<90°) entre la buse du pistolet de soudage et la direction de soudage, on parle de "méthode de soudage à droite".
Si l'opérateur tient le pistolet de soudage de la main gauche, le sens de soudage est inversé.
La figure 1 présente une représentation visuelle des méthodes de soudage gauche et droite.
Fig. 1. Schéma de la méthode de soudage gauche et de la méthode de soudage droite
L'angle entre l'axe du pistolet de soudage et la surface de l'élément soudé est appelé "angle de travail". Dans le plan où se trouvent l'axe du pistolet de soudage et la direction de soudage, l'angle entre l'axe du pistolet de soudage et une ligne droite perpendiculaire à la direction de soudage est appelé "angle de marche".
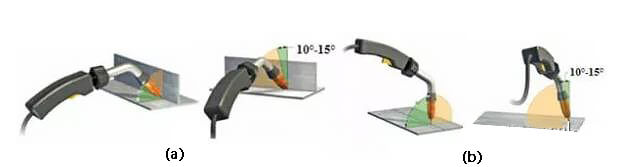
La figure 2 (a) illustre l'angle de travail et l'angle de marche d'un soudure d'angleLa figure 2 (b) illustre l'angle de travail et l'angle de marche pour une soudure bout à bout.
(a) Angle de travail et angle de déplacement de la soudure d'angle (joint en T)
(b) Angle de travail et angle de déplacement de la soudure bout à bout (jointure bout à bout)
Fig. 2 Schéma de l'angle de travail et de l'angle de marche
En règle générale, l'angle de travail d'une soudure d'angle est de 45°, tandis que celui d'une soudure bout à bout est de 90°.
L'angle de marche peut être subdivisé en "angle d'inclinaison" et "angle de chasse" en fonction de la direction du soudage. Lorsqu'on soude vers la droite, on parle d'"angle de chasse", et lorsqu'on soude vers la gauche, on parle d'"angle d'inclinaison".
1.2 Effet sur la formation des soudures
Lorsque la direction et l'angle de soudage varient, le comportement de l'arc et de la pièce soudée change également.
Pendant le soudage à droite, la majorité de l'arc agit directement sur l'élément soudé, tandis que pendant le soudage à gauche, la majorité de l'arc agit sur le bain de fusion liquide. Par conséquent, pour un courant de soudage, une tension d'arc et une température de soudage similaires, la majorité de l'arc agit directement sur la pièce à souder. vitesse de soudagela largeur et la profondeur de la soudure peuvent être différentes.
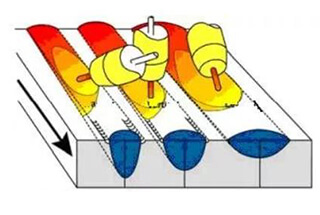
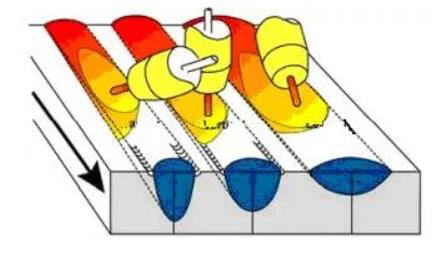
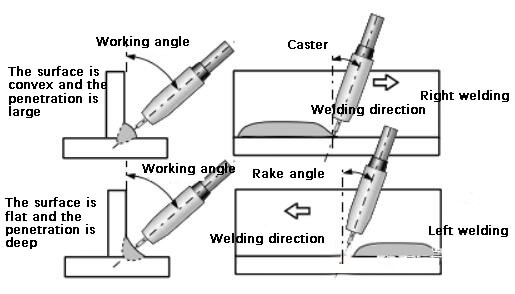
La figure 3 illustre la manière dont la direction et l'angle de soudage influent sur la formation de la soudure.
(a) Schéma de l'influence du sens de soudage et de l'angle de déplacement de la soudure bout à bout sur la formation de la soudure
(b) Schéma de l'influence du sens de soudage et de l'angle de déplacement de la soudure d'angle sur la formation de la soudure
Fig. 3 Schéma de la direction et de l'angle de soudage et de leur influence sur la formation de la soudure
En plus d'affecter la formation de la soudure, la direction de soudage et l'angle de marche ont également un impact sur la vue du soudeur sur le bain de soudure, la taille des éclaboussures et l'efficacité du blindage gazeux.
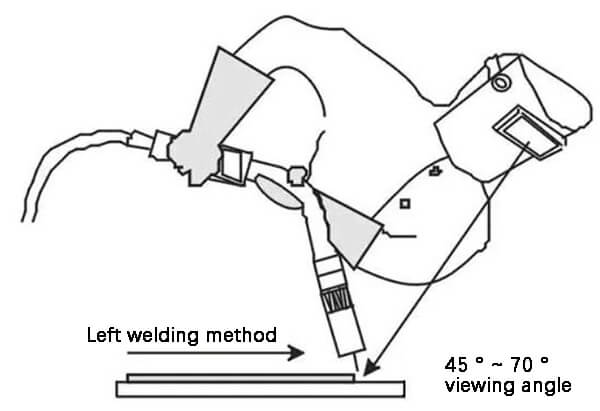
Lors du soudage avec la main gauche, le soudeur doit observer l'arc de soudage et le bain de soudure d'un côté de l'arc de soudage à un angle de 45° à 70°, ce qui facilite le contrôle de la fusion de l'extrémité du fil de soudage et des changements dans le bain de soudure.
Toutefois, lorsque le soudage est effectué dans la bonne direction, la présence du pistolet de soudage obstrue le champ de vision du soudeur, ce qui complique l'exécution de la soudure.
La figure 4 présente un diagramme schématique de l'angle de vue optimal pour le soudeur pendant le soudage à gauche (pour un soudage à plat position).
Fig. 4 Perspective du soudage à gauche (position de soudage à plat) opérateur
Lorsque l'angle de marche est important, il est plus facile pour l'air d'être aspiré dans la soudure, ce qui entraîne la formation de pores. Pour éviter cela, l'angle de marche vers le bas est généralement compris entre 10° et 15°.
En outre, le sens du soudage influe également sur la taille des projections produites au cours du processus. Le soudage à gauche produit généralement des projections plus importantes, tandis que le soudage à droite produit des projections plus petites.
2. Application de la direction et de l'angle de soudage
Étant donné l'impact significatif de la direction et de l'angle de soudage sur des facteurs tels que la formation de la soudure, la taille des projections et la protection par gaz, différentes directions de soudage sont utilisées dans la production de soudage réelle en fonction des exigences techniques et des facteurs situationnels.
Un tableau décrivant les applications pratiques typiques des différentes directions de soudage est fourni à titre de référence.
Tableau - Application pratique de la direction de soudage
Application
Méthode de soudage appropriée
Méthode de soudage à gauche
Soudage à plat
feuille
Ne convient pas, car une grande pénétration est facile à brûler.
Elle convient parce que la profondeur de cuisson est faible et que la soudure est plate.
assiette
Adapté, car il permet d'assurer une bonne fusion
Ne convient pas, en raison de la faible pénétration, la pénétration ne peut pas être garantie.
Soudage transversal
Soudage en une seule passe
Ne convient pas car les soudures étroites et profondes ont tendance à former des soudures convexes.
Convient, car il est facile d'obtenir des soudures larges et plates.
Soudage en plusieurs passes
Convient pour le soudage à l'envers et le soudage par remplissage
Convient pour le soudage des couvercles
Soudage vertical vers le haut
arbitrairement
inadapté
s'adapter
Soudage vertical vers le bas
arbitrairement
s'adapter
inadapté
3. Conclusion
3.1 La méthode de soudage à gauche se caractérise par une pénétration peu profonde et une large surface de soudure. cordon de soudureElle est donc bien adaptée au soudage de tôles minces. D'autre part, la méthode de soudage à droite est connue pour sa pénétration profonde et son faible rayon d'action. cordon de soudureIl est donc idéal pour le soudage de tôles moyennes et lourdes.
3.2 Un angle de marche faible entraîne une grande profondeur de fusion et une protection efficace du bain de fusion. Inversement, un angle de marche important entraîne une pénétration peu profonde et une mauvaise protection du bain de soudure. Pour des résultats optimaux, un angle de marche de 10° à 15° est recommandé pour assurer une bonne protection du bain de soudure.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Vous êtes-vous déjà demandé pourquoi les structures soudées échouent parfois malgré leur apparence robuste ? Cet article se penche sur les défis cachés du soudage, en explorant comment un chauffage et un refroidissement inégaux peuvent...
La déformation par soudage de l'acier inoxydable peut entraîner des problèmes importants dans la fabrication des métaux. L'article explore diverses méthodes pour contrôler et corriger ces déformations, telles que l'utilisation de plaques de cuivre, d'eau...
Le soudage du cuivre et de ses alliages constitue un défi unique en raison de leur conductivité thermique élevée et de leur tendance à se fissurer. Cet article traite des différentes techniques de soudage, des matériaux et des méthodes de préparation...
Pourquoi certaines soudures sont-elles réussies alors que d'autres échouent ? Le secret réside dans la compréhension du processus thermique de soudage. Cet article se penche sur les aspects critiques de la façon dont la chaleur affecte le métal pendant...
Et si vous pouviez souder des métaux sans chaleur, simplement en appliquant une pression ? C'est exactement ce que permet la soudure par pression à froid, qui permet d'obtenir une liaison solide en pressant les métaux...
Vous êtes-vous déjà demandé comment souder ensemble deux des métaux les plus difficiles, le cuivre et l'acier inoxydable ? Cet article présente les complexités du soudage de ces métaux dissemblables, en couvrant...
Vous êtes-vous déjà demandé comment des tôles fines sont assemblées sans faille dans des machines complexes ? Cet article explore le monde fascinant des techniques de soudage, du soudage manuel à l'arc au soudage MIG et...
Imaginez que vous êtes dans un atelier, entouré par le grésillement et les étincelles des torches de soudage. Vous êtes-vous déjà demandé ce qui différencie une méthode de soudage d'une autre ? Cet article vous...
Faites passer votre entreprise à la vitesse supérieure