Fonctionnement de la servopresse électrohydraulique : Guide de l'expert
Comment une machine peut-elle atteindre une précision et une efficacité élevées en matière de pliage des métaux ? Découvrez les secrets de la servopresse électrohydraulique. Cet article se penche sur les mécanismes complexes, les procédures de réglage et les directives opérationnelles de cette machine de pointe, fournissant des connaissances essentielles pour maximiser les performances et la sécurité. Apprenez à entretenir et à dépanner cet équipement pour garantir un fonctionnement optimal dans diverses applications industrielles.
La presse plieuse électrohydraulique à commande numérique est connue pour sa grande efficacité et sa précision dans le pliage des tôles.
La taille de la rainure en V sur la matrice inférieure doit être ajustée en fonction de l'épaisseur de la feuille. Elle est généralement supérieure à 8 fois l'épaisseur de la feuille.
L'utilisation de différents types de matrices supérieures et inférieures permet de plier une large gamme de pièces.
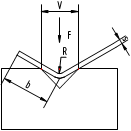
Pour des raisons souhaitées force de flexionPour le calculer, consultez le tableau de pliage de la tôle sur le corps de la presse plieuse ou utilisez la formule de pliage.
Un passage de la glissière entraîne une courbure de la feuille, et formes complexes peut être obtenue en pliant la pièce plusieurs fois.
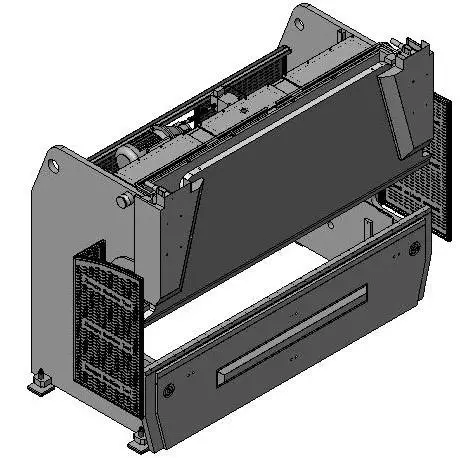
Les Presse plieuse hydraulique est construit avec des plaques d'acier, ce qui lui confère la solidité et la rigidité nécessaires.
Son entraînement hydraulique évite à la machine de subir de graves accidents de surcharge, même en cas de modification de l'épaisseur de la tôle ou de sélection incorrecte de l'outil inférieur.
En outre, cette presse plieuse est réputée pour sa stabilité pendant le fonctionnement, sa facilité d'utilisation et ses dispositifs de sécurité fiables.
La connexion à la matrice supérieure comprend un dispositif de compensation, qui compense toute déviation de la table de travail et du coulisseau pendant le pliage, garantissant ainsi une grande précision.
Il est équipé d'une commande hydraulique électrique et de courses de coulisseaux réglables, ce qui le rend pratique pour les essais et les ajustements.
Cette presse machine à freiner est une technologie avancée et une performance fiable, ce qui en fait un outil de façonnage idéal.
Il est largement utilisé dans les secteurs de l'aéronautique, de l'automobile, de la construction navale et des machines en raison de sa grande efficacité de production.
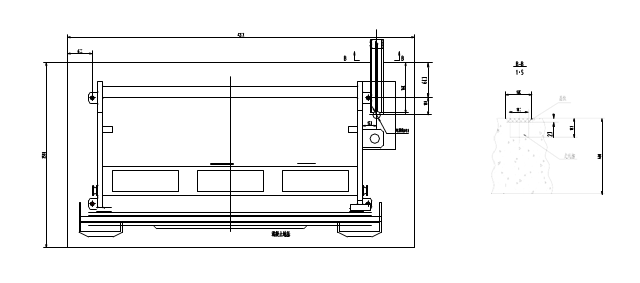
Levage et installation
Levage
En raison de son centre de gravité élevé, le frein de pliage est lourd à l'avant et léger à l'arrière. Il faut donc veiller à la stabilité de la machine et éviter qu'elle ne bascule.
Afin de maintenir la cohérence, les cordes de soie doivent être utilisées à un angle d'incidence étroit.
Fig.1
Fig.2
Effacer
Avant d'exécuter le presse hydraulique frein, vous devez éliminer l'huile antirouille sur les pièces mobiles suivantes.
-La surface du poteau du piston
-Surface du rail de guidage de la trame du curseur
-La surface du rail de guidage, l'axe, l'appui sur la jauge de cuisson
-La surface du rail de guidage du coulisseau
-La surface de la table de travail et de l'ensemble de moules
Remarque : il est permis d'utiliser de l'essence et de l'huile de charbon pour le nettoyage, mais il est interdit d'utiliser des dissolvants pour le lavage.
Mise à niveau
Note : La machine doit être placée sur une surface plane avant d'effectuer des réglages de précision. Assurez-vous que toutes les parties de la machine, y compris les composants électriques, sont correctement connectées avant de procéder.
La procédure est la suivante :
Placer le bloc coulissant au point mort supérieur.
Placer un gradient (précision de ±0,05 mm/m) de part et d'autre des blocs coulissants.
Ajuster le niveau vertical.
Réglez le niveau horizontal en plaçant un gradient (précision de ±0,05 mm/m) au centre de la table de travail.
Et dans tout ce processus, la vis inférieure doit être bien connectée.
Note : Le niveau doit être vérifié et ajusté à nouveau après 30 à 50 heures d'utilisation.
Les connexions électriques
Après avoir branché l'interrupteur principal (phases d'alimentation : R, S, T, PE), vérifiez l'orientation de la pompe hydraulique en effectuant un bref essai de démarrage. Si l'orientation est incorrecte, couper immédiatement le courant et inverser les deux lignes de phase (se référer à la flèche directionnelle de la pompe hydraulique).
L'entrée de câble peut être située au bas de la boîte électrique.
Remarque :
(1) S'assurer que les tensions sont cohérentes.
(2) Il est recommandé de faire appel à un électricien qualifié ou à une personne connaissant le manuel pour effectuer le branchement électrique de la machine.
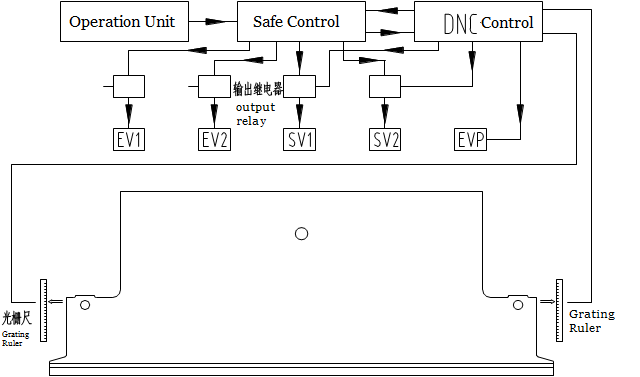
Théorie du travail
L'électro-hydraulique Servopresse Le frein intègre la technologie numérique, les systèmes d'asservissement et les systèmes hydrauliques. Le mouvement de la vanne de commande entraîne le déplacement périodique de la traverse supérieure vers le haut et vers le bas, la mesure du mouvement étant effectuée par les trames situées de part et d'autre de la machine.
La DNC commande l'ouverture et la fermeture des deux vannes des cylindres d'huile gauche et droit. Si nécessaire, la servocommande peut réaffecter le flux dans le cylindre d'huile, ce qui entraîne le déplacement vertical de la traverse supérieure. La mesure du mouvement est déterminée par le nouveau nombre d'impulsions. (Figure 3)
Fig.3
Le signal du contrôleur DNC est transmis à la servovalve, qui le convertit en un signal de pression hydraulique et contrôle le mouvement de la valve. Chaque cylindre du système hydraulique possède sa propre boucle de contrôle indépendante, qui comprend la servo-valve et la valve de remplissage.
Axe de la jauge arrière
La définition de l'axe
La DNC contrôle les axes suivants :
Le cylindre à huile gauche du bloc coulissant est l'axe Y1.
Le cylindre à huile droit du bloc coulissant est l'axe Y2.
Le tableau de couronnement inférieur est le Axe V.
Le mouvement de la jauge arrière, à la fois vers l'avant et vers l'arrière, est l'axe X.
Le mouvement de la jauge arrière, de haut en bas, est l'axe R.
Remarque : la position du bloc coulissant peut être programmée en utilisant l'équation de la valeur absolue et la taille de l'angle.
Les axes Z1, Z2, R1 et R2 peuvent faire l'objet d'un réglage manuel ou d'un contrôle par le contrôleur.
La position et le caractère de chaque axe
Axe
Position zéro
Valeur numérique réelle
Y1 slider block(up gauche ou
(up ou down)
Surface de la table de travail
Distance entre la surface de la table de travail et le moule du bloc coulissant
Bloc(up ou bloc(up ou bloc(up ou bloc(up.
(up ou down)
Surface de la table de travail
Distance entre la surface de la table de travail et le moule du bloc coulissant
Distance maximale entre le centre de la partie supérieure et le centre de la partie inférieure
calibre de la matrice et du dos
R、R1、R2 jauge arrière
(up and down) (de haut en bas)
Surface de la table de travail(et point le plus bas de la butée arrière)
La distance entre la surface de la table de travail et le point le plus bas de la butée arrière.
Z1 la gauche de la jauge arrière
〔de gauche à droite〕
A gauche du corps de la machine
La distance entre le côté le plus à gauche du corps de la machine et l'extrémité gauche de la butée arrière.
Z2 la droite de la jauge arrière
〔droite à gauche〕
A gauche du corps de la machine
La distance entre le côté le plus à gauche du corps de la machine et l'extrémité gauche de la butée arrière.
Remarque :
(1) Suivez les instructions du manuel DNC pour programmer les axes.
(2) Les termes "gauche" et "droite" dans le tableau se réfèrent à l'avant de la machine lorsqu'on lui fait face.
Avertissement :
(1) L'opérateur doit faire attention à la position de la jauge arrière. S'il se déplace dans la zone du moule, il risque d'endommager la machine.
(2) Lors du réglage manuel de l'axe Z, ne le faites que depuis l'arrière de la machine.
(3) Lors du réglage de la jauge arrière, veillez à ne pas heurter la matrice inférieure.
La butée arrière est composée d'une poutre qui s'étend d'un côté à l'autre de la machine, soutenue par des guides linéaires et des vis à billes. Les guides de la butée arrière sont situés de part et d'autre du corps de la machine, ce qui laisse une grande marge de manœuvre. L'axe X contrôle le mouvement de la butée arrière par l'intermédiaire de la commande DNC, et il est entraîné par un servomoteur.
Pièces hydrauliques pour presses plieuses
Boîte à huile à pression hydraulique
Le réservoir d'huile hydraulique sous pression est soudé à l'intérieur du corps de la machine. L'admission est située à l'intérieur du réservoir, tandis que le moteur, la pompe à huile, la valve haute pression, la valve de contrôle et le système électronique sont situés à l'extérieur. Le noyau de filtrage et le socle de la vanne sont placés en haut, et la vis d'évacuation de l'huile est située au fond du réservoir.
Moteur électrique
Moteur triphasé à quatre niveaux
Pompe à huile
La pompe à engrenages haute pression et le moteur principal sont reliés par un arbre d'accouplement flexible.
L'inhalateur
Le niveau de filtration est de 10μm et la pression maximale est de 400 bars. Si le filtre se colmate ou si l'huile doit être changée, le filtre doit être remplacé.
Servovalve synchro
La servovalve est montée sur le dessus du cylindre à huile. Son débit est régulé par le système de commande numérique DNC et le servo-amplificateur, ce qui permet de contrôler la vitesse du bloc coulissant sur toute sa plage de déplacement. La position et le mode de contrôle sont les suivants :
Mouvement rapide
Vitesse de flexion
Point mort inférieur
Voyage aller-retour
Point mort supérieur
Soupape de remplissage
La servovalve est située sur le dessus du cylindre à huile. Lorsque le curseur se déplace rapidement, l'huile s'écoule dans le cylindre depuis la boîte à huile à travers la valve de remplissage. La valve est fermée pendant le processus de pliage.
Soupape de pression
La soupape de pression se trouve dans la servo-valve, la contre-pression lorsque la course de retour est réglable.
Sauvegarde
La protection contre la surcourse est contrôlée par le DNC. Au démarrage, la DNC vérifie le temps et la pression du circuit d'huile pour détecter toute surcourse, ce qui est également connu sous le nom de contrôle d'étanchéité de la pression d'huile.
Paramètres du système NC
Remarque :
Tout d'abord, avant de commander la machine-outil, tous les paramètres doivent être établis par le fabricant afin de garantir la sécurité opérationnelle.
Deuxièmement, les modifications des paramètres de la machine-outil ne peuvent être effectuées qu'après avoir obtenu l'approbation du fabricant.
Troisièmement, si la deuxième exigence n'est pas respectée et que des modifications sont apportées aux paramètres de la machine-outil, il peut en résulter des accidents d'équipement.
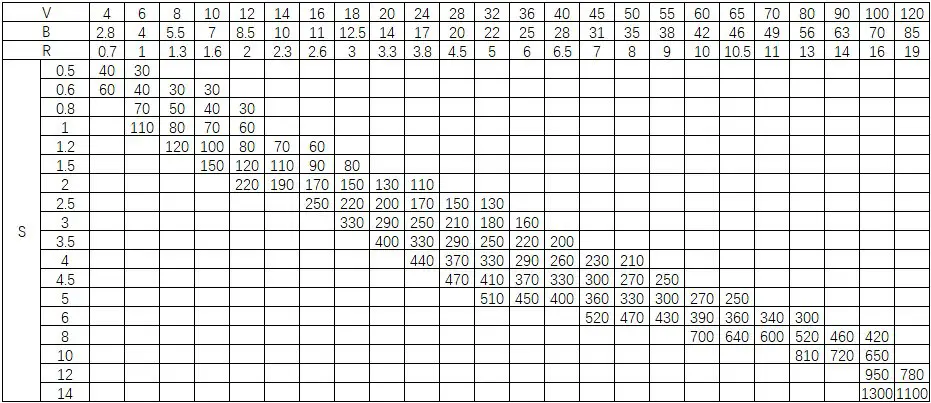
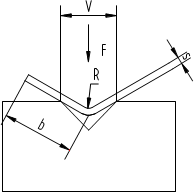
La sélection de la matrice inférieure (voir image 4)
Fig. 4 Le croquis cartographique de la filière inférieure
F : La force de flexion requise (KN/m) par mètre lorsque la résistance à la traction du matériau est de 400 N/mm.
Si la résistance à la traction du matériau est de 800N/mm, la force de flexion requise (KN/m) par mètre double. S : Épaisseur de la plaque (mm)
S : Épaisseur de la plaque (mm)
B : Largeur minimale de pliage (mm)
V : Largeur de l'ouverture inférieure de la matrice (mm) R : Demi-diamètre de pliage (mm)
V : largeur de la matrice inférieure V, doit être déterminée en fonction de l'épaisseur du matériau S et la formule générale est la suivante : S<3mm V=(6~8) ×S
S<3mm V=(6~8) ×S
S>3mm V=(8~12) ×S
Ce n'est qu'en modifiant la largeur de pliage minimale et le angle de flexion la dimension globale de la limite inférieure du dé peut être déterminée scientifiquement.
S
V
F
R
B
0.5
-
-
-
-
-
-
-
-
-8
-28
-1
-4
1
8
110
1
4
8
80
1.2
5
10
70
1.5
6
1.2
8
120
1.2
5
10
100
1.5
6
12
80
1.8
7
1.5
10
150
1.5
6
12
130
1.8
7
16
90
2.4
9.5
2
12
220
1.8
7
18
170
2.4
9.5
20
130
3
12
2.5
18
250
2.5
9.5
20
210
3
12
24
130
3.6
15
3
20
300
3
12
24
250
3.6
15
32
190
4.8
20
4
24
440
3.6
15
32
340
4.8
20
40
270
6
25
5
32
550
4.8
20
40
420
6
25
50
320
7.5
32
6
40
600
6.5
25
50
480
8
32
60
400
9.5
38
8
50
880
8
32
60
720
10
38
80
530
12.5
51
10
60
1100
10
38
80
850
13
51
100
570
16
62
12
80
1200
13
51
100
960
16
62
120
800
19
73
14
100
1310
15
62
120
1090
18
73
140
980
21
85
15
100
1500
15
62
120
1250
18
73
140
1070
21
85
16
120
1420
18
68
140
1230
21
79
160
1070
24
90
18
140
1545
21
87
160
1350
24
100
180
1200
27
112
20
140
1900
25
85
180
1700
28
98
200
1350
38
121
25
180
2550
28
100
200
2100
38
121
250
1700
41
131
30
200
3000
38
125
250
2550
41
131
300
2100
53
143
Pendant le processus de pliage, la force de pliage est concentrée sur la surface de la table de travail et agit en même temps sur l'outillage. Par conséquent, la charge que l'outillage peut supporter ne doit pas dépasser sa capacité.
Par exemple :
S=2mm F=150KN (15t/m)
F=150KN (15t/m)
B min=10mm R=2mm
R=2mm
Lors de la sélection de la matrice inférieure, les options sont V12, V16 et V20. Lors du choix de V16, il est préférable de tenir compte de l'épaisseur de la plaque.
F=170KN (17t/m)
B min=9,5mm
R=2,4mm
Relativement, le rayon n'est pas très important, et lorsque la largeur de pliage (b) est supérieure au rayon de pliage minimum, des plaques d'épaisseurs différentes peuvent être traitées avec la même matrice inférieure.
V16 S= 1,5mmm, 2mm, 2,5mm
Remarque : s'il s'agit d'un outil de moulage, la force de flexion doit être deux ou trois fois supérieure.
Sélection du poinçon supérieur de la presse plieuse
Le choix de la matrice supérieure doit également être basé sur la force de flexion et la capacité de charge ne doit pas être dépassée. En outre, les clients peuvent choisir un outillage spécial, mais ils doivent être conscients de la différence de capacité de charge par rapport à l'outillage standard.
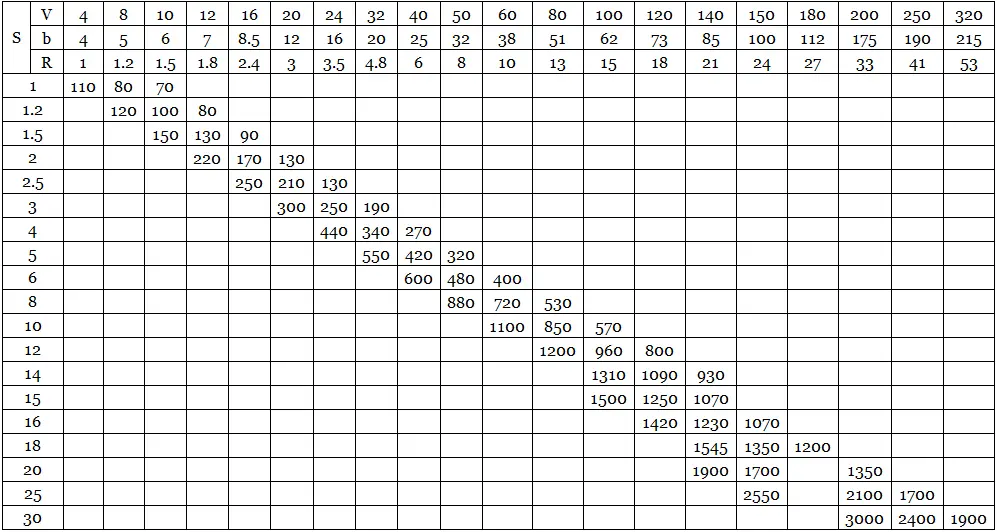
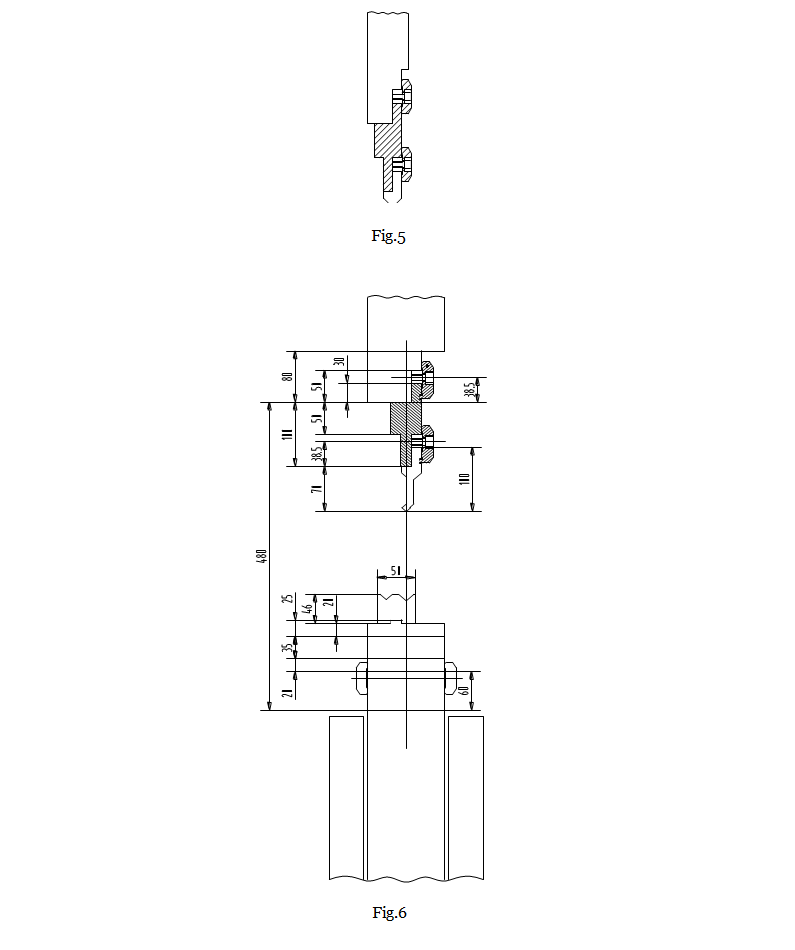
Remarque : l'opérateur doit respecter les principes de sécurité dans les zones dangereuses de la machine, comme le montrent les figures 5 et 6.
A. Il est interdit de passer à travers l'outillage.
B. Pour éviter les accidents, avant d'installer les matrices supérieure et inférieure, le bouton de démarrage doit être réglé sur la deuxième position de contrôle et le bouton de commande numérique doit être réglé sur "arrêt de l'axe".
Installer la filière inférieure et ajuster le serrage boulons.
Déplacer lentement le bloc coulissant jusqu'à ce que la distance entre celui-ci et le poinçon inférieur corresponde approximativement à l'épaisseur de la plaque.
Fixez la filière supérieure et le socle de la filière supérieure, et placez-les sur le bloc coulissant. Ensuite, serrez légèrement les boulons de serrage ou fermez la partie de serrage.
Appliquer une légère force pour aligner le moule. Les centres des moules supérieur et inférieur doivent être alignés. Une fois qu'un bord du moule est complètement connecté, serrez la partie de serrage.
Le matériau de la tôle
Le tableau ci-dessous est fourni à titre de référence uniquement. Pour toute question, veuillez vous référer au matériel de traitement.
Type
Résistance à la traction Kg/mm2
Aluminium
Rigidité souple
10.5
Moyen
13.3
Haut
19.6
Laiton
Douceur
32.9
Mennir haute résistance résiste à la corrosion le constantan
Moyen
42
Haut
59.5
Cuivre
Roulés
25.9
Chromeplate Aluminum
Douceur
24.5
Traitement thermique
38.5
Le fer
Fer forgé
35
Acier
0,25%c
46.9
0,5%c
66.5
0,75%c
80.5
1.0%c
91
1.2%c
105
1# Volume acier
52.5
Acier inoxydable 18-8
66.5
Démarrage
Les fautes impossibles et les méthodes de résolution
Remarque :
Avant de commencer, assurez-vous qu'il ne causera aucun dommage.
La machine-outil doit être en état de fonctionner en toute sécurité, avec toutes les mesures de protection et tous les dispositifs de sécurité en place.
Évitez toute opération dangereuse et respectez les consignes de sécurité.
En cas d'anomalie, arrêtez immédiatement la machine et résolvez le problème.
La résolution des problèmes doit être effectuée sous la supervision d'un technicien ou d'un expert qualifié.
Inspecter régulièrement l'extérieur de la machine pour y déceler des dommages ou des défauts et l'arrêter si nécessaire.
L'opérateur doit lire attentivement le manuel d'utilisation.
Dépannage
Échec
Raisons
Le moteur de la presse ne peut pas se déplacer rapidement
Le rail de guidage déplace l'ergot, la vanne d'échange EV1/2 est endommagée, la vanne de contrôle SV1/2 est endommagée.
Le moteur de la presse ne peut pas produire de pression
L'échangeur EV1/2 n'a pas fonctionné, la vanne de remplissage V5/6 s'est ouverte, le réglage de la pression est endommagé, la pompe est usée.
Le moteur de la presse s'arrête en position d'arrêt pendant 5 à 10 secondes, puis effectue un mouvement lent.
La valve de remplissage EV5/6 est fermée, la position de l'huile est trop basse dans le cylindre d'huile.
La tête de la presse recule d'abord légèrement, puis démarre lentement.
Ouverture de la vanne simple V11/V12, paramètres de réglage erronés
La courbure n'est pas correcte
Défaillance de la vanne de contrôle, mauvais réglage de base, mauvais ajustement du transducteur ou transducteur endommagé.
La tête de presse ne peut pas reculer, la tête de presse recule lentement
Vanne de contrôle SV1/2 endommagée, vanne d'échange Ev1/2 sans réponse, vanne de remplissage bloquée en position de fermeture, vanne simple EV9/8 en position de fermeture, vanne de réglage de la pression EVP endommagée, mauvais paramétrage, déplacement du rail de guidage, pression de course trop faible.
La tête de presse s'est arrêtée en position haute, jusqu'à 2-3 mm en arrière, elle descend lentement et la vitesse ne dépasse pas 2 mm/min.
Voie unique V7/8 ouverte, remplacer la fuite ou le bouchon EV1/2
Note : Une personne qualifiée est nécessaire pour résoudre toute défaillance potentielle et respecter les procédures d'inspection et d'entretien. Pendant la période de garantie, informez le personnel d'entretien. Si la défaillance est due à une mauvaise utilisation, le personnel d'entretien ne sera pas tenu pour responsable.
L'entretien de la machine à plier
Remarque :
avant que la machine ne fonctionne, il est important que l'outillage corresponde au programme de contrôle
Arrêter la machine après le travail
Deux façons de s'arrêter :
Arrêt au centre du point mort inférieur
-Déplacer le bloc coulissant au centre du point mort inférieur.
-Fermer l'interrupteur principal du moteur
-Mettre le commutateur de sélection des opérations sur "0"
-Mettre l'interrupteur principal sur "0"
Utiliser deux bois de même hauteur pour s'arrêter (utilisation pour la période d'entretien).
-Placer les deux pièces de bois sur la table de travail.
-Tourner le commutateur à clé "sélection de l'opération" sur "2" (pour le réglage).
-Fonctionnement en mode "manuel
Après l'arrêt de la machine, déplacez manuellement le bloc coulissant vers le bas jusqu'à ce qu'il touche légèrement le bois.
-Arrêter le moteur principal
-Mettez le commutateur de sélection des opérations sur "0"
-Mettre l'interrupteur principal sur "0"
Utiliser le bouton d'arrêt d'urgence
En activant ce bouton, tous les axes s'arrêtent et la pompe s'arrête, mais le système de contrôle reste actif. Pour redémarrer la machine :
-Relâcher le bouton d'urgence
-Appuyez sur le bouton vert "marche du moteur principal". Il n'est pas nécessaire de redémarrer la machine-outil.
Relecture du bloc du curseur
En cas d'arrêt, si un côté du bloc coulissant est incliné ou plus bas que la position de niveau, il peut être réglé manuellement, mais la machine doit être arrêtée et redémarrée dans des conditions normales.
Remarque : si le blocage du coulisseau ne peut pas être corrigé ou si la fonction de positionnement échoue de manière répétée, cela peut indiquer une défaillance du système de contrôle ou du système hydraulique.
Demande d'entretien
La personne chargée de l'entretien et des essais doit lire attentivement le manuel d'utilisation et posséder une grande expérience.
Il est recommandé de faire effectuer un contrôle par le fabricant de cette machine.
L'opérateur de la machine doit effectuer une inspection quotidienne pour détecter toute fuite potentielle ou pièce desserrée.
Si l'utilisateur ne parvient pas à résoudre un dysfonctionnement, il doit immédiatement en informer le fabricant.
Les instructions d'entretien des pièces de la machine.
Liste de contrôle de l'entretien hebdomadaire :
Lubrification du rail de guidage
Lubrification de la jauge arrière
Inspection de la tension de la courroie de transmission
Vérification de l'alignement parallèle
Nettoyage de la plaque d'indexation
Inspection des composants de l'entraînement
Nettoyage des moisissures et évaluation des dommages.
Instructions d'entretien du système hydraulique
Remplissage d'huile hydraulique :
Vérifier quotidiennement le niveau d'huile lorsque le bloc coulissant est en position haute. Observez l'indicateur de niveau d'huile et faites l'appoint si nécessaire.
Si le niveau d'huile dépasse 10% de la capacité du réservoir d'huile, faire circuler l'huile hydraulique dans un sens pendant une durée calculée en fonction de la capacité du réservoir d'huile et de la fréquence de la pompe hydraulique.
Lorsque le bloc coulissant est au point mort supérieur, ajouter de l'huile jusqu'au milieu de l'indicateur de niveau d'huile (visible à l'arrière du réservoir d'huile).
T = V /Q*5
T--Circulation (minute)
V--Cubage de la boîte à huile (litre)
Q-- La fréquence de circulation de la pompe à huile
Filtre haute puissance
Calendrier de remplacement de la cartouche du filtre :
Remplacez le noyau du filtre après 200 heures de fonctionnement, puis tous les 6 mois ou après 1000 heures de fonctionnement, ou lorsque le voyant jaune "replace filter" s'allume.
Le filtre doit avoir une capacité de 10 microns. Après avoir remplacé le noyau, laissez l'huile circuler pendant au moins une heure comme décrit ci-dessus.
Note : Si le voyant jaune "replace filter" s'allume, le noyau doit être remplacé dans les 8 heures de fonctionnement.
Jauge arrière
Si nécessaire, la position zéro de tous les axes de la machine (sans localisateur de butée arrière) doit être vérifiée chaque semaine ou faire l'objet d'une compensation par la DNC.
Inspection du fonctionnement de la machine
Points d'inspection réguliers :
Inspection du système de mesure du transporteur
Ajustement de la machine, inspection des composants
Raccordement des vis et inspection des rails
Inspection du transfert du signal du transducteur
Inspection des composants du serrage du bloc coulissant
Inspection des composants de l'entraînement de la jauge arrière
Serrage de la jauge arrière Inspection des composants
Inspection de l'adaptation aux moisissures
Inspection de l'épaisseur de différentes plaques de flexion.
Inspection des vannes de contrôle
Calendrier d'inspection des vannes :
Les soupapes V7, V8, V9 et V10 doivent être inspectées tous les six mois selon les procédures suivantes :
Déplacer le bloc coulissant vers le point mort supérieur
Déconnecter les broches unidirectionnelles EV1 et EV2
Actionner deux interrupteurs manuels
Le clapet anti-retour doit empêcher l'huile de s'écouler du bas du cylindre d'huile vers le réservoir d'huile à travers la servovalve (avec le bloc coulissant au point mort supérieur).
Si le curseur se déplace vers le bas, contactez le fabricant pour qu'il remplace la valve.
Déplacer le bloc coulissant vers le point mort supérieur
Désactiver l'interrupteur
Actionner les vannes unidirectionnelles EV1 et EV2 par l'intermédiaire de la goupille située sur le couvercle d'extrémité.
Le bloc coulissant doit se déplacer à une vitesse d'environ 10 mm/s.
Si le bloc coulissant se déplace rapidement vers le bas, remplacez la valve concernée.
Note : Les clapets anti-retour mentionnés ci-dessus font partie du système de sécurité. Ne mettez pas la machine-outil en marche avant d'avoir remplacé les soupapes potentiellement endommagées.
Inspection de la soupape de réglage de la pression :
La bague d'étanchéité de sécurité de la soupape de réglage mécanique de la pression doit être inspectée chaque année.
Note : Si l'ajustement ci-dessus ne peut être effectué, toute demande de compensation pour des problèmes de qualité pendant la période de garantie sera annulée.
Remplacement de l'huile
Calendrier de remplacement de l'huile hydraulique :
Remplacer l'huile hydraulique tous les trois ans ou après 6000 heures de fonctionnement.
Déplacez le bloc coulissant vers le point mort supérieur et fixez-le en place.
Régler la vis pour vidanger l'huile hydraulique.
Remplir l'huile hydraulique neuve jusqu'au niveau intermédiaire, avec le bloc coulissant au point mort supérieur.
Avant de redémarrer la machine, laissez l'huile hydraulique circuler pendant environ une heure.
Après circulation, insérer une cartouche filtrante de 10 microns.
Recommandation d'huile hydraulique et de lubrifiant
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous avez du mal à réaliser des pliages irréguliers sur votre presse plieuse à commande numérique ? Cet article démystifie les ajustements critiques nécessaires pour une synchronisation et une précision parfaites. De la mise au point du système d'asservissement électro-hydraulique à...
Vous êtes-vous déjà demandé comment une presse plieuse façonne le métal avec une telle précision ? Cet article dévoile les parties et les fonctions fascinantes d'une presse plieuse, vous montrant son rôle essentiel...
Vous êtes-vous déjà demandé comment une feuille de métal plate était transformée en une forme complexe ? Les presses plieuses sont les héros méconnus du monde de la fabrication. Elles plient et façonnent le métal...
Vous êtes-vous déjà demandé comment fonctionne le système hydraulique d'une presse plieuse ? Dans cet article, nous allons nous plonger dans les subtilités de ce composant essentiel. Notre ingénieur mécanicien expert vous guidera...
Avis à tous les mécaniciens et ingénieurs passionnés ! Vous êtes-vous déjà interrogé sur les tenants et les aboutissants de l'utilisation d'une presse plieuse ? Dans cet article de blog, nous allons plonger dans le monde...
Le choix entre une presse plieuse électrique et une presse plieuse hydraulique peut avoir un impact significatif sur l'efficacité et les coûts de votre entreprise. Les presses plieuses électriques offrent des économies d'énergie supérieures, des avantages environnementaux et des vitesses de...
Le choix de la presse plieuse hydraulique appropriée peut s'avérer difficile en raison de la variété des options disponibles. Il est essentiel de comprendre les distinctions entre les modèles à commande numérique et les modèles à commande numérique. Ce guide explique les...
Imaginez que vous achetiez une presse plieuse et que vous vous rendiez compte qu'elle ne répond pas à vos besoins - une erreur coûteuse ! Ce guide explique les principes et les facteurs essentiels à prendre en compte lors de l'achat d'une presse plieuse. De...
Imaginez une machine qui façonne le métal avec précision et efficacité, transformant des feuilles brutes en composants complexes. Cet article explore la presse plieuse, un outil essentiel dans le travail des métaux, et révèle comment...
Faites passer votre entreprise à la vitesse supérieure