Soudage sous laitier électroconducteur : Comprendre les bases
Vous êtes-vous déjà demandé comment souder des pièces métalliques extrêmement épaisses sans passer plusieurs fois ? Le soudage sous laitier électrique (ESW) offre une solution efficace, en utilisant du laitier fondu pour générer la chaleur nécessaire au soudage. Cette technique est idéale pour souder des sections épaisses en une seule passe, ce qui permet d'économiser du temps et des matériaux. Dans cet article, vous découvrirez le processus, l'équipement, les applications et les avantages du soudage sous laitier électrolytique. Vous disposerez ainsi des connaissances nécessaires pour comprendre ses avantages et ses inconvénients potentiels dans diverses applications industrielles.
Le soudage sous laitier utilise la chaleur de résistance générée par le courant passant à travers le laitier comme source de chaleur pour faire fondre le métal d'apport et le métal de base, qui se solidifie ensuite pour former une structure solidement connectée entre les atomes de métal.
Au début du processus de soudage, court-circuiter le fil de soudage avec la rainure de soudage et ajouter continuellement une petite quantité de flux solide.
Utiliser la chaleur de l'arc électrique pour le faire fondre et former un laitier liquide.
Lorsque le laitier atteint une certaine profondeur, augmentez la vitesse d'alimentation du fil et réduisez la tension de manière à ce que le fil soit inséré dans le bassin de laitier et que l'arc s'éteigne, entrant ainsi dans le processus de soudage sous laitier électrolytique.
Le soudage sous laitier comprend principalement le soudage sous laitier à buse de fusion, le soudage sous laitier à buse sans fusion, le soudage sous laitier à fil-électrode, le soudage sous laitier à plaque-électrode, etc.
L'inconvénient est que l'apport de chaleur est important, que le joint reste longtemps à des températures élevées et que la zone proche de la soudure est sujette à la surchauffe, ce qui entraîne des structures de cristaux grossiers dans le métal de la soudure, une faible résistance aux chocs et nécessite généralement un recuit après la soudure et un traitement de la soudure. trempe traitement thermique.
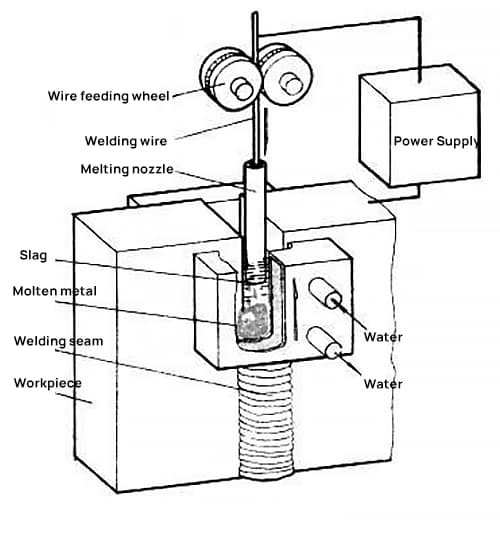
Schéma de principe du soudage sous laitier électrique
Plaque d'appui : Il est utilisé pour extraire de la pièce la partie du métal soudé qui forme le laitier et produit souvent des trous de retrait et des fissures lorsque le soudage s'arrête.
Sillon de départ : En plus de former le laitier, il est également utilisé pour laisser la partie du début du processus d'arc électrique qui est instable et qui a une faible température et qui est sujette à des défauts non fondus à l'intérieur de la rainure de départ.
Après le soudage, la plaque d'appui et la rainure de départ sont retirées.
Équipement de soudage sous laitier électroconducteur
Alimentation électrique
Mécanisme d'alimentation en fil
Mécanisme de levage
Mécanisme de pivotement
Coulisseau de formage
Le processus de soudage sous laitier électrique présente les caractéristiques suivantes :
Il s'agit d'une méthode de soudage mécanique. joints soudés sont le plus souvent des rainures en forme de I, situées en position verticale ou presque verticale dans l'axe de la soudure.
À l'exception des joints circonférentiels, la pièce est fixée pendant le soudage.
Une fois que le soudage commence, il doit être continu jusqu'à la fin, sans interruption entre les deux.
Le processus de solidification du joint soudé se déroule de bas en haut. Il y a toujours du métal en fusion au-dessus du métal soudé solidifié, qui est recouvert de laitier en fusion à haute température.
Il n'y a pas d'arc, et le processus de soudage est stable et sans éclaboussures.
Il présente une vitesse de dépôt élevée, ce qui permet de souder en une seule passe des sections très épaisses.
Par rapport aux autres fusions méthodes de soudageLe soudage sous laitier présente les avantages suivants :
(1) Il peut souder des pièces très épaisses en une seule fois, augmentant ainsi la productivité du soudage.
(2) Il n'est pas nécessaire de rainurer les pièces épaisses, à condition qu'il y ait un certain espace d'assemblage entre les deux pièces, ce qui permet d'économiser beaucoup de métal d'apport et de temps de traitement.
(3) En raison de la position verticale du soudage, il y a toujours un bassin de scories à haute température d'un certain volume sur le bassin de fusion du métal, ce qui facilite la précipitation des gaz et des impuretés dans le bassin de fusion.
Par conséquent, les défauts tels que les pores et les inclusions de scories sont généralement moins susceptibles de se produire.
En outre, en raison de la lenteur de la vitesse de soudage et de la plus faible concentration de la source de chaleur par rapport à la technologie de l soudage à l'arcLes vitesses de chauffage et de refroidissement de la zone proche du joint sont plus lentes.
Cela réduit le risque de fissures de trempe dans la zone proche du joint pour les nuances d'acier faciles à tremper. Le préchauffage n'est pas nécessaire lorsque soudage de l'acier au carbone et l'acier faiblement allié.
(4) La profondeur de fusion du métal de base étant relativement facile à ajuster et à contrôler, la proportion de métal d'apport et de métal de base dans le métal soudé peut être ajustée sur une large plage.
Ceci est particulièrement important pour ajuster la composition chimique du métal soudé et réduire les impuretés nocives.
En raison des caractéristiques de la source de chaleur et de la lenteur de la vitesse de soudage, le soudage sous laitier électrique présente des inconvénients :
Le métal soudé et la zone proche du joint restent à des températures élevées (supérieures à 1000℃) pendant une longue période, ce qui favorise l'apparition de gros grains, de structures surchauffées et d'une réduction de la résistance aux chocs du joint soudé.
Par conséquent, le recuit post-soudure ou le trempe traitement thermique est généralement nécessaire pour certaines nuances d'acier, ce qui est relativement difficile pour les grandes pièces.
Il est nécessaire d'améliorer la résistance à l'impact du joint soudé pendant le soudage sous laitier électrique.
2. Classification du soudage sous laitier électrique
Il existe trois types de méthodes de soudage sous laitier électrique en fonction de la forme de l'électrode :
1. Soudage sous laitier à fil-électrode
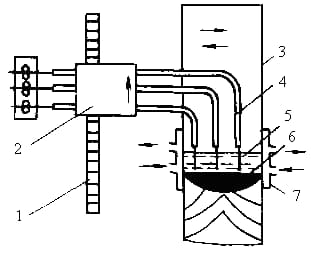
Schéma de principe du soudage sous laitier avec fil-électrode
1 - Rail de guidage 2 - Tête de la machine à souder 3 - Soudure 4 - Buses électriques 5 - Réservoir à scories 6 - Bassin de fusion du métal 7 - Coulisseau de formage refroidi à l'eau
2. Buse Électrode Soudage sous laitier
Schéma de principe du soudage sous laitier électrolytique par buse fusionnée
Schéma de principe du soudage sous laitier à l'électrode tubulaire
Fil de soudure
Rouleau d'alimentation
Porte-électrode
Tube d'acier à électrodes
Revêtement de l'électrode
Pièce à usiner
Coulisseau de formage refroidi à l'eau.
3. Plaque Electrode Soudage sous laitier
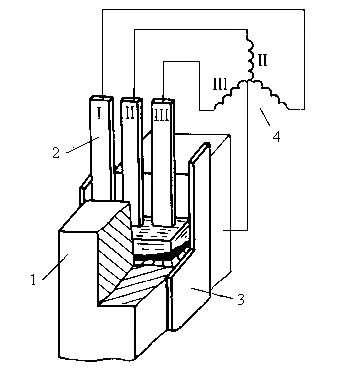
Schéma de principe du soudage sous laitier à l'électrode à plaque
Soudure
Électrode à plaque
Dispositif de formage par forçage
Alimentation électrique.
3. Champ d'application du soudage sous laitier électrique
1. Métaux soudables
Le soudage sous laitier est principalement utilisé pour le soudage de l'acier ou des alliages à base de fer.
L'acier à faible teneur en carbone et l'acier à teneur moyenne en carbone sont faciles à souder. En raison de son refroidissement lent, il convient également au soudage de l'acier à haute teneur en carbone et de la fonte.
Avec des mesures appropriées, les aciers faiblement alliés, les aciers inoxydables et les alliages à base de nickel peuvent également être soudés.
2. Épaisseur soudable
En général, il est conseillé de souder des tôles d'une épaisseur de 30 mm ou plus.
En général, il est conseillé de souder des plaques d'une épaisseur supérieure à 30 mm, tandis que les plaques d'une épaisseur inférieure à 30 mm ne sont pas aussi économiques que le soudage à l'arc submergé et le soudage électrique au gaz. soudage vertical.
Bien qu'il n'y ait pas de limite supérieure à l'épaisseur du soudage sous laitier, en raison des limitations de l'équipement, le soudage sous laitier à fil-électrode peut généralement souder des plaques d'une épaisseur allant jusqu'à 400 mm.
Pour les épaisseurs plus importantes, il est possible d'utiliser le soudage électroslag à l'électrode à plaque et le soudage électroslag à la buse de fusion, avec une épaisseur pouvant aller jusqu'à 1 mètre.
3. Joints soudables
Les joints bout à bout entre plaques d'épaisseur égale sont les plus faciles à souder et les plus couramment utilisés. Viennent ensuite les joints en T, les joints d'angle et les joints transversaux.
4. Structures soudables
La structure la plus utilisée est la structure à plaques épaisses, suivie par les structures à grandes sections, les structures cylindriques et les structures à sections variables (y compris les structures avec des soudures de surface courbes ou incurvées).
Ces structures sont fréquemment rencontrées dans les secteurs industriels tels que la fabrication de machines, les machines lourdes, les chaudières à pression, les navires et les immeubles de grande hauteur.
4. Matériaux de soudage pour le soudage sous laitier électroconducteur
1. Flux de soudage
Fonction : Fondre dans le laitier pour convertir l'énergie électrique en chaleur :
(1) Fait fondre le métal d'obturation et le métal de base ;
(2) Préchauffage de la pièce soudée ;
(3) Prolonge la durée d'existence du bain de fusion et ralentit le refroidissement de la pièce soudée ;
(1) Il doit pouvoir former facilement et rapidement du laitier. Le laitier doit avoir une conductivité appropriée, mais pas trop élevée, sinon il augmentera la déviation du courant autour du fil de soudage, affaiblira l'effet de convection du flux de liquide dans la zone à haute température et entraînera une diminution de la largeur de la fusion, voire une pénétration incomplète.
(2) Le laitier liquide doit avoir une viscosité appropriée. Lorsque la viscosité est trop élevée, il est facile de produire des inclusions de laitier et des contre-dépouilles dans le métal soudé. Si la viscosité est trop faible, le laitier s'échappe facilement de l'espace entre la pièce et la plaque de support, ce qui peut entraîner une interruption du soudage.
2. Matériau de l'électrode
Au cours du processus de soudage sous laitier, l'alliage du métal soudé n'est généralement pas réalisé par le flux, mais principalement par l'ajustement de la composition de l'alliage du métal soudé. matériau d'électrode pour contrôler la composition chimique et les propriétés mécaniques du métal soudé.
Lors du choix d'une électrode de soudage sous laitier, il convient de tenir compte de l'effet de dilution du métal de base sur la soudure.
Lors du soudage d'acier au carbone et d'acier faiblement allié :
(1) La teneur en soufre et en phosphore du matériau de l'électrode doit être contrôlée.
(2) Le la teneur en carbone des de l'électrode doit généralement être inférieur à celui du métal de base, typiquement contrôlé à environ 0,10% W(C).
(3) La diminution des propriétés mécaniques de la soudure qui en résulte peut être compensée par une augmentation de la teneur en manganèse, en silicium et en autres métaux lourds. éléments d'alliage.
Tableau de sélection des fils de soudage sous laitier électrique couramment utilisés pour les matériaux en acier.
Les exigences de base du soudage sous laitier électrique pour puissance de soudage sont les suivants :
1. Maintenir un processus d'arc électrique stable.
Pendant le processus de soudage, il ne doit pas y avoir de décharge d'arc ou de processus mixte de laitier et d'arc, sinon les paramètres normaux du processus de soudage seront détruits.
L'alimentation de l'arc électrique doit être choisie avec des caractéristiques plates (faible tension à vide et faible inductance).
Pendant le soudage sous laitier, le fil de soudage est alimenté à une vitesse constante et les caractéristiques courant-tension dans le bain de laitier sont des courbes ascendantes.
Par conséquent, lorsque la tension du réseau varie et que la vitesse de dévidage du fil change, les le courant et la tension de soudage Les variations causées par la source de courant de soudage à caractéristique plate sont faibles, et son effet d'autorégulation est important.
3. Le soudage sous laitier nécessite une puissance suffisante, une faible tension à vide et une source de courant de soudage à caractéristique plate.
Les sources de courant alternatif sont couramment utilisées pour le soudage sous laitier électrique, avec des modèles tels que BP1-3×1000 et BP1-3×3000 (transformateurs de soudage à l'arc à caractéristiques plates). S'il n'y a pas de source d'énergie de soudage avec des caractéristiques plates, un transformateur de soudage à l'arc avec des caractéristiques plates peut être utilisé. source d'alimentation pour le soudage à l'arc présentant des caractéristiques à la baisse peut également être utilisé temporairement comme substitut.
Soudage sous laitier :
(1) Processus d'arc : Tout d'abord, un arc est généré entre le fil de soudage et la plaque d'électrode. La chaleur de l'arc fait fondre le flux de soudage autour de l'arc. Lorsque le laitier liquide atteint une certaine profondeur, la vitesse d'alimentation du fil est augmentée et la tension de l'arc est abaissée pour insérer le fil de soudage dans le bain de fusion. L'arc s'éteint et le processus suivant commence.
(2) Processus de scories : Lorsque le courant traverse le bain de scories en direction de la pièce, le fil de soudage et la pièce sont fondus par la chaleur de résistance générée par le bain de scories. Le métal fondu se dépose au fond de la piscine de laitier en raison de son poids supérieur à la densité du laitier, formant ainsi une piscine en fusion. Au fur et à mesure que l'électrode continue à fondre et à s'alimenter, le bassin de fusion et le bassin de laitier continuent à s'élever. Le métal refroidi et solidifié au fond du bain de fusion, loin de la source de chaleur, forme la soudure.
5. Caractéristiques métallurgiques
1. Les gaz et le laitier dans le bassin de fusion sont faciles à précipiter, de sorte qu'il n'est pas facile de produire des pores ou des inclusions de laitier.
2. La réaction métallurgique est suffisante et la composition chimique de la soudure est uniforme.
3. Il peut réduire la tendance à la trempe de la soudure et empêcher la formation d'une couche d'ozone. fissures froidesce qui est particulièrement bénéfique pour les aciers à moyenne et haute teneur en carbone.
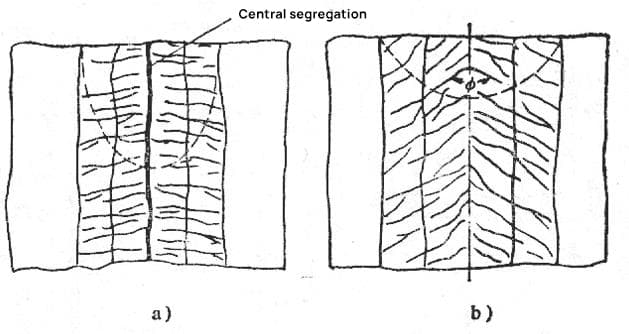
4. La zone affectée thermiquement est large, la taille des grains est grossière et l'indice de ténacité diminue. La soudure présente une cristallisation en zigzag, formant un angle de jonction φ. Plus l'angle de jonction φ est grand, plus la ségrégation et les inclusions ont tendance à se former au milieu de la soudure, ce qui entraîne des fissures. Pour éviter cela, le coefficient de formation (ψ=B/H) doit être augmenté, réduisant ainsi l'angle de jonction φ.
Schéma du coefficient de forme, de l'angle d'intersection et de la ségrégation centrale
a) Facteur de forme ψ = 0,8, grand angle d'intersection Φ, ségrégation centrale importante. b) Facteur de forme ψ = 3,0, petit angle d'intersection Φ.
5. Il offre une bonne protection contre le métal en fusion.
6. Il permet de souder en une seule fois des pièces de grande taille et de forte épaisseur sans biseautage, et l'avantage devient de plus en plus évident à mesure que l'épaisseur augmente.
7. Son coût est faible.
8. Le rapport de fusion est faible, généralement 10-20%, et la composition de la soudure peut être facilement ajustée à l'aide du fil de soudure.
9. Le préchauffage n'est pas nécessaire, mais un traitement thermique post-soudage est nécessaire pour améliorer la ténacité (habituellement recuit ou de la trempe).
10. Le bassin de scories a une grande capacité thermique et n'est pas sensible aux variations à court terme du courant.
6. Défauts courants et méthodes d'amélioration des joints de soudage sous laitier électrique
Inclusion de scories : modification des spécifications ou processus instable de traitement des scories électriques.
Pénétration incomplète : processus de laitier électrique instable ou paramètres de spécification inappropriés.
Zone affectée par la chaleur étendue avec une taille de grain grossière : un traitement thermique de normalisation et de trempe après soudage peut être effectué, ainsi que des mesures telles que la réduction du jeu, l'ajout de métal d'apport et l'augmentation de la vitesse de soudage.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Comment réunir deux métaux en une seule forme intégrale ? La réponse se trouve dans le monde fascinant du soudage, où la chaleur, la pression ou les deux créent des liens incassables. Ce guide...
Pourquoi le soudage de l'acier au carbone est-il à la fois un art et une science ? Il est essentiel de comprendre la soudabilité des différents aciers au carbone, qu'ils soient à faible ou à forte teneur en carbone, pour garantir la solidité et la durabilité des assemblages. Cette...
Qu'est-ce qui détermine si deux pièces de métal peuvent être assemblées sans problème ? Cet article examine les facteurs critiques qui influencent la soudabilité des matériaux métalliques, de la composition des matériaux aux conditions environnementales....
Vous êtes-vous déjà demandé comment de minuscules particules peuvent faire ou défaire vos appareils électroniques ? Dans cet article, nous explorons le monde fascinant du flux de soudure, le héros méconnu du soudage et de la soudure....
Vous êtes-vous déjà interrogé sur l'art du soudage et les différentes positions qu'il implique ? Dans cet article de blog fascinant, nous allons nous plonger dans les subtilités des positions de soudage, de la position à plat à la position...
Pourquoi le soudage de l'acier trempé et revenu à faible teneur en carbone est-il si difficile ? Cet article explore les subtilités du sujet, de la gestion des fissures à froid à la prévention de la fragilisation dans la zone affectée thermiquement. Vous apprendrez les...
Vous êtes-vous déjà demandé ce qui rend le soudage de l'acier inoxydable et de l'acier résistant à la chaleur si difficile ? Cet article présente les complexités du soudage de ces matériaux, des propriétés uniques des différents...
Imaginez que vous êtes dans un atelier, entouré par le grésillement et les étincelles des torches de soudage. Vous êtes-vous déjà demandé ce qui différencie une méthode de soudage d'une autre ? Cet article vous...
Cet article explore le monde fascinant du soudage, depuis le soudage manuel à l'arc jusqu'aux techniques avancées sous protection gazeuse. Vous découvrirez les méthodes, les avantages et les applications des différents procédés de soudage. Préparez-vous à...
Faites passer votre entreprise à la vitesse supérieure