Les principales caractéristiques du formage par emboutissage de la porte antivol sont : une pression de formage élevée et une petite surface de table.
À l'heure actuelle, le principal équipement pour former cette partie est le système à quatre colonnes. presse hydraulique ou une presse hydraulique à cadre divisé avec une structure conventionnelle.
Ces dispositifs posent principalement les problèmes suivants dans le processus d'application :
(1) La précision des quatre colonnes La presse hydraulique est médiocre.
Après une utilisation prolongée, la précision de l'équipement se détériore et ne peut être ajustée ou restaurée. Pour les modèles complexes exigeant une grande précision, ils ne peuvent pas répondre aux exigences de formage ;
(2) Le cadre en deux parties presse hydraulique Cependant, pour les conditions de travail avec une pression nominale élevée et un petit plateau, le cylindre à huile avec une structure conventionnelle ne peut pas être placé dans le plateau efficace, de sorte que le plateau de la presse hydraulique doit être ajouté, ce qui entraîne une mauvaise contrainte sur le bloc coulissant, une structure complexe et un coût élevé pour le système d'équipement.
La presse hydraulique de formage de portes antivol présentée dans cet article est une nouvelle structure de presse hydraulique spécialement conçue pour les conditions de travail de grand tonnage et de petite table.
Il permet de résoudre efficacement les problèmes liés à la structure conventionnelle à quatre poteaux et à la structure à cadre divisé dans le cadre de l'application de l'embossage de la porte antivol.
En même temps, il présente les avantages d'une grande précision et d'une bonne rétention de la précision.
Le formage par emboutissage de la porte antivol est utilisé pour les plaques avant et arrière de la porte antivol, ce qui permet principalement d'augmenter la résistance antivol et l'esthétique de la porte (Fig. 1).

Fig. 1. Schéma de la forme de fleur de la porte antivol
La dimension totale de la pièce (longueur × largeur) est de 2200 mm × 520 mm, le matériau est de l'acier au carbone ordinaire et l'épaisseur de la plaque est de 0,4 ~ 0,8 mm.
Dimension totale (longueur) de matrice de formage × largeur) est d'environ 2400mm × 1450mm, l'épaisseur de la pièce est de 5 ~ 25mm.
La force de formage varie en fonction de la complexité du motif, généralement de 20000 ~ 30000kN.
La structure de la filière est illustrée à la figure 2.

- 1 - base supérieure de la matrice
- Porte-blocs à 2 volets
- 3 - noyau supérieur du moule
- 4-noyau inférieur du moule
- 5 - mécanisme de guidage
- 6-filière inférieure plaque d'appui
- 7 - tampon en caoutchouc
- 8 - coffrage inférieur
Fig. 2 Schéma de l'outil de formage par embossage
Au cours de la production, le porte-flanc presse d'abord la périphérie de la pièce et forme le modèle requis à travers les noyaux supérieur et inférieur de l'outil.
Le processus de formage impose des exigences élevées en matière de précision de l'équipement. Lorsque la précision est médiocre, les pièces sont susceptibles de présenter des fissures, des fleurs excentrées, des lignes de rupture des vagues, une surface de plaque inégale et d'autres défauts.
Caractéristiques structurelles de la presse hydraulique de formage par emboutissage pour les portes antivol
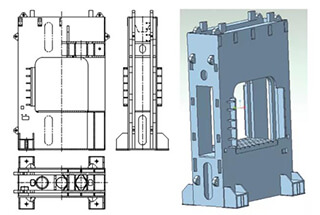
La structure de la carrosserie adopte la structure du cadre général en plaques laminées.
La structure en plaques laminées est la superposition de plaques d'acier indépendantes, ce qui permet de relâcher efficacement l'effet de serre. stress interne générés pendant le fonctionnement de la presse hydraulique (Fig. 3) ;

Fig. 3 Schéma structurel
Dans le même temps, afin de renforcer l'ensemble de l'économie de l'Union européenne, la Commission européenne a décidé de mettre en place un système d'alerte précoce. la résistance et la rigidité du fuselage, les plaques stratifiées sont assemblées en une structure en caisson par soudage (Fig. 4).

Fig. 4 Schéma de la structure du corps
Cette structure présente le double avantage d'une structure en plaques laminées et d'une structure en caisson.
En fonction des caractéristiques structurelles de la presse hydraulique à grand tonnage et à petite table, la structure du cylindre est adoptée.
La presse hydraulique conventionnelle se compose d'un bloc cylindrique fixé sur la poutre supérieure et d'un bloc coulissant entraîné par le mouvement du piston ou du plongeur pour obtenir la pression nominale.
La structure dynamique du cylindre consiste à fixer le piston sur le plan inférieur de la poutre supérieure de la presse hydraulique, à combiner le bloc-cylindre et le coulisseau en un seul, et à entraîner le coulisseau à travers le bloc-cylindre pour réaliser la pression nominale de la presse hydraulique, comme le montre la figure 5.

Fig. 5. Schéma de la structure dynamique du cylindre
L'avantage du système amélioré est que la structure est compacte, de sorte que la pression d'un grand tonnage peut être réalisée dans une petite table.
En raison de la petite surface de la table de la presse hydraulique, les cylindres à piston sont utilisés des deux côtés dans la conception, et le tonnage principal est réalisé avec le cylindre intermédiaire pendant le pressage.
En même temps, il est utilisé comme cylindre de retour lors du retour du coulisseau.
Le tonnage principal de la presse hydraulique est réalisé par trois cylindres à huile.
Le cylindre plongeur de grand tonnage situé au centre adopte la structure dynamique du cylindre.
Le bloc cylindrique et le bloc coulissant forment une structure fermée par soudage (Fig. 6).

Fig. 6 Structure du bloc coulissant du cylindre
La tige du plongeur est fixée sur le plan inférieur de la poutre supérieure, et un trou d'huile est placé au milieu du plongeur pour réaliser l'entrée d'huile dans le cylindre.
Il y a deux petits cylindres à piston d'un tonnage égal des deux côtés, qui peuvent réaliser les fonctions de pression et de retour du coulisseau.
Le mode d'installation des deux petits cylindres à piston est le mode d'installation conventionnel, c'est-à-dire que le bloc-cylindre est fixé sur la poutre du fuselage et que la tige de piston entraîne le bloc coulissant pour le mouvement de pression et de retour.
La structure de ce type de cylindre à huile est compacte, et la taille minimale de la table de la presse hydraulique avec une pression nominale de 30000kN peut être de 2600mm × 1500mm.
Ces dernières années, avec l'amélioration de la diversité des formes de portes antivol, les modèles deviennent de plus en plus complexes et les exigences en matière de précision des équipements et des moules sont de plus en plus élevées.
Le guide de glissement de la presse hydraulique à gaufrer les portes antivol adopte un rail de guidage réglable à coins inclinés en forme de X (Fig. 7), qui présente une grande précision de guidage, une forte capacité d'ajustement et une rétention de précision.

Fig. 7 Structure de guidage du coulisseau
La plaque de guidage du bloc coulissant est fabriquée en alliage de cuivre, ce qui permet de conserver une bonne précision.
La plaque du rail de guidage sur le corps adopte 42CrMoqui présente une bonne résistance à l'usure après un traitement thermique spécial.
Parallèlement, afin d'améliorer la précision de fonctionnement du coulisseau, la longueur de guidage du cylindre plongeur principal est allongée, ce qui permet d'améliorer la précision de fonctionnement du cylindre principal lui-même.
Afin d'améliorer la qualité de la conception, la presse hydraulique structurelle adopte la modélisation tridimensionnelle de l'analyse par éléments finis au stade de la conception pour effectuer une analyse détaillée et une démonstration de la résistance, de la rigidité et de la contrainte du fuselage et des pièces clés de la glissière (Fig. 8 et Fig. 9).
Le schéma de conception est optimisé en fonction des résultats de l'analyse.

Fig. 8 Analyse par éléments finis du corps

Fig. 9 Analyse par éléments finis du coulisseau
Résultats pratiques
Ce type d'équipement a fonctionné de manière stable chez l'utilisateur (Fig. 10 et Fig. 11), avec des performances fiables et une haute précision, et peut répondre au formage par emboutissage de portes antivol avec divers motifs complexes.
Le coût de cet équipement structurel est 30% inférieur à celui de la presse hydraulique à cadre conventionnelle, et la précision peut atteindre celle de la presse hydraulique à cadre conventionnelle.
Le réglage de la précision est pratique, stable et fiable.

Fig. 10 Application pratique de l'équipement

Fig. 11 Pièces formées
La recherche et le développement de l'équipement structurel facilitent la popularisation et l'application du processus de formage par embossage de la porte antivol, et fournissent une solution fiable pour la conception d'équipements de grand tonnage et de petite table.