9 facteurs clés qui influencent la qualité de la découpe laser
Vous êtes-vous déjà demandé comment la précision de la découpe laser était obtenue ? Cet article explore les facteurs cruciaux qui influencent la qualité de la découpe laser, tels que l'état de la buse, la position du foyer et la pression du gaz auxiliaire. En comprenant ces éléments, vous serez mieux à même d'optimiser vos processus de découpe laser pour obtenir des résultats supérieurs. Plongez dans cet article pour découvrir les secrets d'une découpe impeccable !
L'efficacité et la qualité de la découpe laser sont influencées par plusieurs facteurs critiques :
① Caractéristiques de la buse
Diamètre et état (intégrité/dommage)
Précision de la hauteur et de l'alignement
Installation et fixation correctes
② Intégrité de l'anneau céramique
Solidité structurelle
Etanchéité efficace avec les composants adjacents
③ Alignement de la tête de coupe et du trajet optique
Propreté des miroirs de collimation, de focalisation et de protection
Alignement coaxial entre le chemin optique et la buse
④ Paramètres du gaz d'assistance
Pureté et composition du gaz
Optimisation du débit
Régulation de la pression
⑤ Positionnement du point focal
⑥ Vitesse de coupe
⑦ Puissance de sortie du laser
⑧ Caractéristiques de la pièce à usiner
Composition et propriétés des matériaux
Tendances à la déformation thermique
Qualité de la surface (oxydation, contaminants, etc.)
Parmi ces facteurs, quatre sont particulièrement importants pour optimiser les performances de la découpe laser :
Vitesse de coupe
Puissance de sortie du laser
Positionnement du point focal
Pression du gaz d'assistance
Ces quatre paramètres constituent la pierre angulaire du contrôle du processus de découpe laser. Les variations d'autres facteurs se manifestent généralement par leur influence sur ces variables primaires.
Les sections suivantes fournissent une analyse approfondie de chacun de ces facteurs critiques et de leurs relations dans le processus de découpe au laser.
Effet de la buse sur la qualité de la découpe laser
Le type de buse, l'ouverture de la buse, l'intégrité de la buse, la hauteur de la buse (distance entre la sortie de la buse et la surface de la pièce), etc. affectent l'effet de coupe.
Sélection du type de buse et de l'ouverture dans la découpe laser
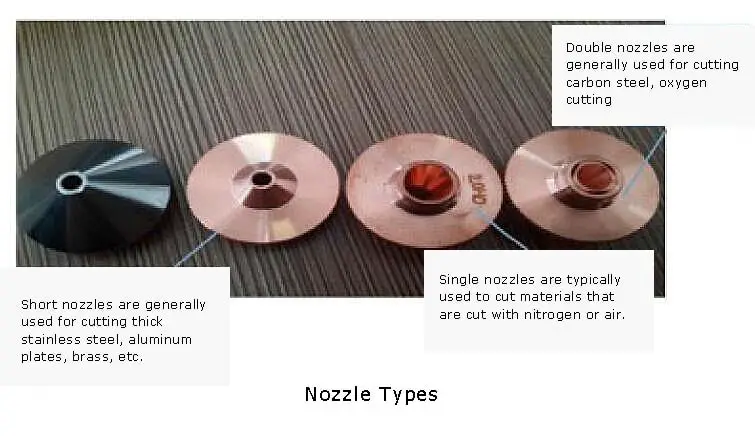
La sélection de buses appropriées est cruciale pour obtenir une qualité de coupe et une efficacité optimales dans les processus de découpe laser. Actuellement, trois principaux types de buses sont largement utilisés dans les applications industrielles : les buses simples, les buses doubles et les buses courtes. Chaque type offre des avantages spécifiques en fonction du matériau, de l'épaisseur et des exigences de découpe.
Buses de coupe simples : Ces buses présentent une gamme de tailles d'ouverture : Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 et Φ4,0 mm. Les buses simples sont polyvalentes et adaptées à une grande variété de tâches de coupe, offrant un bon équilibre entre la qualité de coupe et la vitesse pour de nombreux matériaux.
Buses à double coupe : Les buses doubles offrent la même gamme de tailles d'ouverture que les buses simples : Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5 et Φ4,0 mm. Ces buses présentent une conception à double flux, qui peut améliorer les performances de coupe, en particulier pour les matériaux plus épais ou lorsque des vitesses de coupe plus élevées sont nécessaires.
Buses de coupe courte : Les buses courtes sont disponibles dans des tailles d'ouverture plus grandes : Φ3.0, Φ3.5, et Φ4.0 mm. Ces buses sont spécialement conçues pour la découpe de matériaux épais, offrant une meilleure dynamique du flux de gaz et une distance d'écartement réduite, ce qui peut se traduire par des coupes plus nettes et une réduction de la formation d'écume dans les applications de découpe à usage intensif.
En principe :
La plaque mince adopte la buse avec une petite ouverture, et la plaque épaisse adopte la buse avec une plus grande ouverture.
Découpe de petites buses :
La surface de coupe sera plus fine ; lorsque la plaque épaisse est coupée, la zone de diffusion du gaz est petite, et l'utilisation n'est donc pas stable.
Découpe des grandes buses :
La buse avec une petite section de coupe est légèrement plus épaisse ; la zone de diffusion du gaz est importante et le débit du gaz est lent, ce qui lui confère une bonne stabilité lors de la coupe.
Comparaison des ouvertures des buses :
Ouverture de la buse
Débit de gaz
Capacité d'élimination de la fonte
petit
rapide
grand
grand
lent
petit
Effet de la rupture de la buse sur la qualité de coupe
Pendant le processus de coupe, lorsque la buse entre en collision ou frotte contre la pièce à usiner, elle est facilement déformée.
Lorsque la perforation se produit dans le trou ou la pièce à découper ne peut être coupéLa buse a tendance à fondre et la bouche de la buse est bloquée, ce qui affecte la qualité de la coupe.
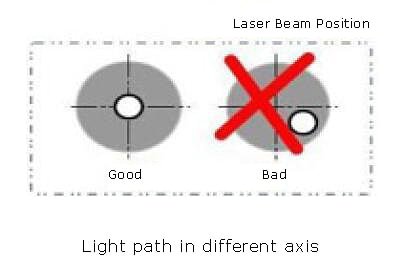
Lorsque la buse est déformée ou fondue, les effets négatifs suivants se produisent :
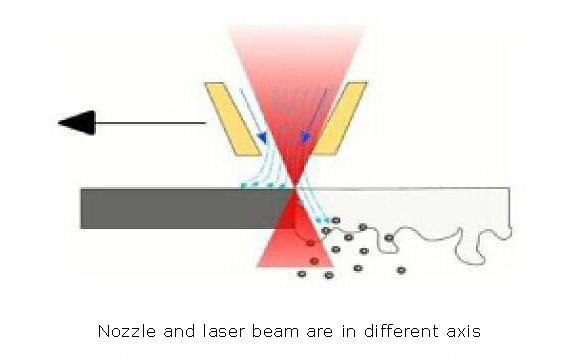
1). La buse et le faisceau laser sont sur des axes différents
La coaxialité du centre du trou de sortie de la buse et du faisceau laser est l'un des facteurs importants affectant la qualité de la découpe.
Plus la pièce est épaisse, plus l'impact est important.
Lorsque la buse est déformée ou fondue, cela affecte directement la coaxialité.
Par conséquent, la buse doit être soigneusement stockée et correctement installée pour éviter les chocs et les déformations.
S'il est nécessaire de modifier les conditions au moment de la coupe en raison du mauvais état de la buse, il est préférable de la remplacer par une buse neuve.
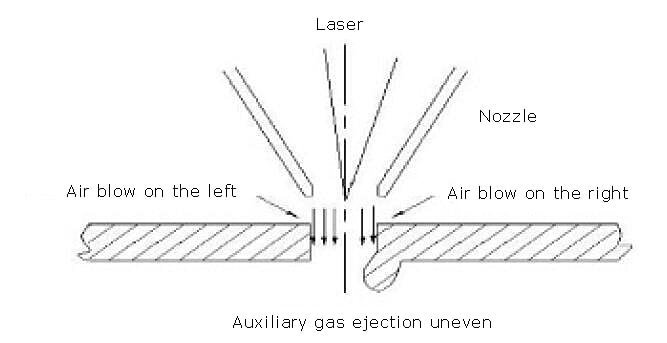
2). Lorsque le gaz auxiliaire est soufflé par la buse, la quantité de gaz n'est pas uniforme, et il y a un phénomène dans lequel un côté est fondu ou brûlé, et l'autre côté ne l'est pas.
Lors de la découpe d'une plaque mince de 3 mm ou moins, son influence est faible ; lors de la découpe d'une plaque de plus de 3 mm, l'effet est grave et il arrive que la plaque ne puisse pas être découpée.
3) Impact sur les angles vifs
Lorsque la pièce présente un angle aigu ou un petit angle, une sur-fusion est susceptible de se produire ; les plaques épaisses ne peuvent pas être coupées.
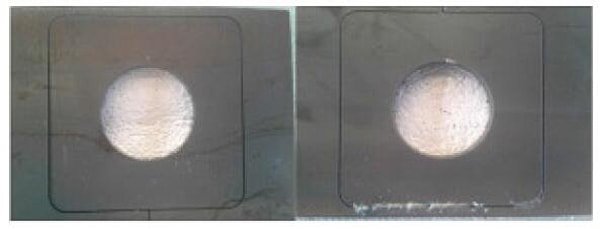
4). Effet sur la perforation
La perforation est instable, le temps n'est pas facile à contrôler, la plaque épaisse sera trop fondue, la condition de pénétration est difficile à saisir et l'influence sur la plaque mince est faible.
L'effet de la distance entre la buse et la pièce sur la qualité de coupe (la distance est la distance entre la sortie de la buse et la surface de la pièce).
La distance de sécurité a un effet important sur la qualité de la coupe, ce qui est souvent négligé au cours du processus de coupe.
Lors d'une coupe normale, la hauteur de l'élément suiveur doit généralement être comprise entre 0,8 mm et 1,2 mm.
Si elle est trop basse, la buse entre facilement en collision avec la surface de la pièce ;
Si elle est trop élevée, le flux d'air provenant de la buse se dispersera, ce qui entraînera une modification de la concentration et de la pression du gaz auxiliaire, et donc une baisse de la qualité de la coupe.
La modification de la hauteur de la buse (vers le haut ou vers le bas) entraîne également une modification de la position du foyer (vers le haut ou vers le bas) qui affecte la qualité de la coupe.
Les principaux facteurs influençant la hauteur de suivi :
La surface de la buse détecte les corps étrangers métalliques à la surface de la plaque ou fait exploser le laitier lors du perçage, ce qui entraîne un changement important de la hauteur de suivi.
La vérification de suivi est incorrecte.
La défaillance des capteurs est due à l'endommagement de dispositifs tels que les anneaux en céramique et les fils des capteurs.
La pièce est soulevée ou la plaque est déformée thermiquement et arquée.
Effet de la bague en céramique et de la bague d'étanchéité sur la qualité de la découpe laser
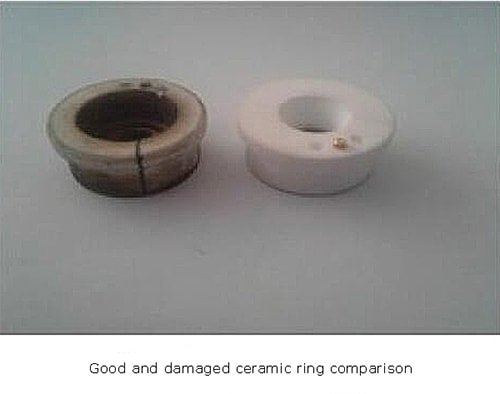
Pendant le processus de coupe, lorsque la tête de coupe entre en collision avec la pièce soulevée, il est facile de fissurer ou de pulvériser l'anneau en céramique.
Lorsque l'anneau en céramique est fissuré, le gaz auxiliaire s'échappe facilement, ce qui entraîne un débit de gaz auxiliaire insuffisant et nuit à la qualité de la coupe.
Lorsque la bague en céramique est cassée, l'opérateur doit remplacer la nouvelle bague en céramique à temps.
Lors du remplacement, il faut veiller à ce que la bague d'étanchéité entre la bague en céramique et la tête de coupe soit pressée et comprimée.
Ne le perdez pas, sinon cela entraînera facilement une fuite de gaz auxiliaire et affectera la qualité de la coupe.
Effet de la tête de coupe et de l'état du chemin optique sur la qualité de la découpe laser
Les principaux composants de la tête de coupe sont les miroirs de collimation, les miroirs de focalisation et les miroirs de protection.
Toute contamination de la lentille peut affecter le chemin de la lumièrece qui affecte la qualité de la coupe.
Les différents axes du laser et de la buse posent également des problèmes de transmission du chemin optique, ce qui peut également entraîner une défaillance de la découpe.
Principalement dans les domaines suivants :
3 arêtes : l'effet de coupe de la pièce est bon, 1 arête n'est pas bonne
le bord de la pièce est brûlé, comme indiqué ci-dessous :
la pièce ne peut pas être découpée.
Effet de la position du foyer sur la qualité de la découpe laser
Lors de la découpe de différents matériaux, la position de la mise au point doit être ajustée en fonction des différentes exigences du processus de découpe.
La direction de la position du point excentré doit être distinguée lorsqu'un paramètre de position du foyer est donné.
Nous définissons la position du foyer comme étant 0 sur la surface supérieure de la feuille.
La focalisation est négative sous la surface supérieure de la feuille et positive au-dessus de la surface supérieure de la feuille.
Comme indiqué ci-dessous :
Sélection de la position de mise au point
La position de mise au point est l'un des quatre éléments du processus de découpage.
Il est donc nécessaire de déterminer si la position du foyer est correctement ajustée en fonction des différentes plaques et des paramètres de référence du processus avant chaque découpe.
Les principaux facteurs qui influencent la position du foyer sont les suivants :
Les facteurs affectant la hauteur de suivi auront une incidence sur la position de la mise au point.
La contamination de la lentille provoque des anomalies dans le trajet optique, ce qui entraîne également un transfert d'énergie et des changements dans la position de la mise au point.
Après le remplacement de la lentille de collimation ou de mise au point, la position de la mise au point peut changer et l'ingénieur doit la vérifier.
Effet du gaz auxiliaire sur la qualité de la découpe laser
Effet des gaz auxiliaires sur le processus de coupe
Lors de la sélection du type et de la pression du gaz auxiliaire de coupe, il convient de tenir compte des aspects suivants :
En général, l'oxygène est utilisé pour couper l'acier ordinaire au carbone, comme l'acier à basse pression. forageet la coupe à basse pression.
En général, l'azote est utilisé pour couper l'acier inoxydable, plaque d'aluminiumazote à basse pression pour la perforation, azote à haute pression pour la perforation, azote à haute pression pour la perforation.
Effet de la pureté du gaz auxiliaire sur la qualité des produits coupés
(1) l'effet d'une pureté insuffisante du gaz lors du découpage de l'acier au carbone avec de l'oxygène :
Pour les tôles minces en acier au carbone (l~5mm), la pureté est insuffisante et le débit de gaz doit être augmenté pendant la coupe.
Pour les tôles épaisses en acier au carbone (6amm+), l'exigence de pureté du gaz est très stricte, et si la pureté est insuffisante, la qualité de la découpe sera très mauvaise, voire impossible.
(2) l'effet d'une pureté insuffisante du gaz lorsque coupe de l'acier inoxydableLes produits de l'industrie de l'aluminium, de la plaque d'aluminium, du laiton, etc. sont traités à l'azote :
Pour l'acier inoxydable et le laiton, la qualité de la section transversale est médiocre et la section est rugueuse.
Pour la plaque d'aluminium, la qualité de la section transversale est médiocre et le laitier est difficile à manipuler.
Effet de la pression du gaz auxiliaire sur la qualité de coupe
(1) Le gaz contribue à la dissipation de la chaleur et à la combustion, et évacue la surface fondue, de sorte que la surface coupée est de meilleure qualité.
(2) L'effet sur la coupe lorsque la pression du gaz est insuffisante :
La surface coupée est fusionnée ou ne peut pas être coupée.
La vitesse de coupe ne peut pas être augmentée, ce qui affecte l'efficacité.
(3) L'influence sur la qualité de la coupe lorsque la pression du gaz est trop élevée.
La surface de coupe est plus épaisse et la fente plus large.
La partie coupée est fondue et il n'est pas possible d'obtenir une bonne qualité de coupe.
Effet du gaz auxiliaire sur la perforation
(1) Lorsque la pression du gaz est trop faible, il n'est pas facile de couper et le temps augmente.
(2) Lorsque la pression du gaz est trop élevée, le trou est dynamité, ce qui provoque la fusion du point de pénétration et la formation d'un point de fusion important.
Par conséquent, pour les tôles d'acier au carbone, la pression de la perforation de la tôle mince est généralement plus élevée, et la pression de la tôle épaisse est plus faible.
Lorsque la plaque épaisse est perforée, la pression du gaz et le rapport d'air doivent être réduits de manière appropriée lors du grenaillage du trou, et le temps de perforation doit être allongé.
Facteurs affectant le gaz d'assistance :
Pureté du gaz auxiliaire
Lorsque la pureté du gaz d'assistance est faible, la pression du gaz correspondant doit être augmentée, et vice versa.
Ouverture de la buse
À une pression donnée, plus la taille des pores est petite, plus le débit est faible ; plus la taille des pores est grande, plus le débit est important.
La taille du flux affecte l'effet de coupe et la capacité à éliminer la matière fondue.
Hauteur de la buse
Plus la buse est éloignée de la plaque, plus le flux d'air est dispersé ; plus la plaque est basse, plus le flux d'air est concentré.
L'importance du débit influe sur l'effet de coupe et la capacité d'élimination de la matière fondue.
Rupture de buse
Si la sortie d'air de la buse est endommagée, le flux d'air sortant sera irrégulier, ce qui affectera directement la capacité de coupe.
Bague en céramique et son joint d'étanchéité
L'endommagement des bagues et des joints en céramique peut provoquer des fuites de gaz, ce qui affecte la pression et le débit d'air.
Vitesse de coupe
La vitesse est trop rapide, de sorte que le gaz auxiliaire ne peut pas éliminer efficacement la matière fondue, ce qui entraîne l'accumulation de scories ou l'impossibilité de découper la matière.
Puissance du laser
S'il y a une perte de puissance du laser, une pression plus importante est généralement nécessaire pour éliminer la matière fondue.
Position de mise au point
Si la mise au point n'est pas correcte, l'énergie du laser sur la plaque est incertaine.
On peut comprendre que si l'énergie est trop importante, la pression de l'air doit être faible ; si l'énergie est faible, la pression de l'air doit être plus importante.
Qualité des feuilles
Si la qualité de la feuille n'est pas bonne, cela affectera directement la coupe ;
Si la surface de la tôle est rouillée, etc., cela ne favorise pas la combustion de l'oxygène et l'élimination de la matière fondue.
Effet de la vitesse de coupe sur la qualité de la découpe laser
L'effet d'une vitesse de coupe trop rapide
(1) Il peut provoquer un phénomène de décollement et de pulvérisation inversée, voir la figure ci-dessous.
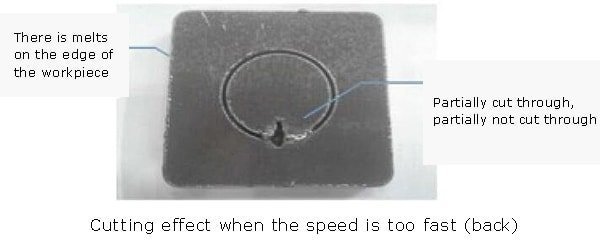
(2) Certaines zones peuvent être coupées, mais d'autres ne peuvent pas l'être.
(3) L'ensemble de la face frontale est plus épaisse, mais aucune fusion n'est générée.
(4) La section coupée est représentée par un grain transversal et la moitié inférieure est fondue.
En général, la vitesse de coupe est trop rapide, la pression du gaz est faible, la puissance est faible et, par conséquent, la coupe est insuffisante.
L'effet de la vitesse d'avance est trop lent
(1) La sur-fusion est provoquée et la surface de coupe est rugueuse.
(2) La fente est également élargie et fondue lorsque l'angle vif est coupé.
(3) Affectation de l'efficacité de la coupe.
En général, la vitesse de coupe est trop lente, la pression de l'air est trop élevée et la puissance est trop importante, ce qui entraîne un phénomène de sur-fusion de la coupe.
Sélection appropriée de la vitesse d'alimentation
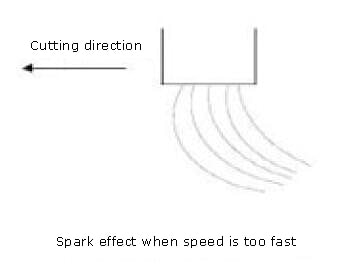
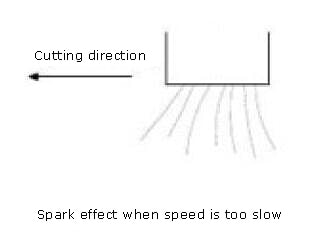
L'étincelle de coupe permet de déterminer si la vitesse d'avance peut être augmentée ou diminuée ; lorsque la vitesse de coupe est correcte, l'étincelle se propage de haut en bas.
Si l'étincelle est inclinée, la vitesse d'avance est trop rapide, le gaz auxiliaire n'est pas complètement évacué du laitier et la tête de coupe s'est déplacée vers l'avant.
Les étincelles ne diffusent pas et sont moins nombreuses, et lorsqu'elles sont condensées, la vitesse est trop lente et le gaz auxiliaire est excessivement soufflé, de sorte que la section de la pièce à usiner est facilement rugueuse.
En réglant la vitesse d'avance appropriée, la surface de coupe présente une ligne plus lisse, et il n'y a pas de fonte dans la partie inférieure.
Effet de la puissance du laser (W) sur la qualité de la découpe laser
La puissance du laser (W) est trop faible pour être découpée.
La puissance du laser (W) est réglée sur une valeur trop élevée et toute la surface découpée est fondue.
La puissance du laser (W) est insuffisamment réglée, et la matière fondue est générée après la découpe.
La puissance du laser (W) est réglée correctement, la surface de coupe est bonne et il n'y a pas de fusion.
Facteurs affectant la puissance du laser (W) ;
A) la pollution par les lentilles
B) la position de mise au point est incorrecte
C) il y a des taches de rouille et des taches d'huile sur la surface de la planche :
Effet du type et de la qualité de la tôle sur la qualité de la découpe laser
La plupart des métaux ferreux et non métallique Les métaux peuvent être découpés au laser.
Chaque matériau a sa propre réponse au laser (longueur d'onde 1.080u).
L'aptitude d'un matériau à être découpé au laser dépend de l'interaction du matériau avec la longueur d'onde et l'énergie du laser.
Ils ont des capacités de coupe, une vitesse de coupe et une qualité différentes.
En général, les éléments qui affectent la capacité de découpe laser des matériaux sont les suivants :
État de surface
Diffusion thermique
Conductivité
Le traitement de la surface du matériau tel que l'aluminium-zinc, le placage, le revêtement, la rouille, la coloration, la peinture et les revêtements protecteurs a généralement un impact négatif sur la découpe laser.
Il y a des taches de rouille sur la surface de la tôle (face avant) et les taches de rouille ne sont pas découpées (face arrière).
Les plaques présentant des taches de broderie et des taches d'huile sur la surface doivent d'abord être traitées, puis découpées.
S'il n'est pas possible de la nettoyer complètement, il faut envisager de réduire la vitesse de coupe, d'augmenter la pression d'air auxiliaire et d'accroître la puissance pour éviter que la feuille ne puisse être découpée.
La découpe laser présente un phénomène d'absorption de chaleur et de diffusion thermique, et la température du matériau a une influence non négligeable sur la qualité de la découpe laser.
En général, lorsque la température du matériau dépasse 90 °C, elle a un effet néfaste sur la découpe au laser (facile à décaper et à surmouler).
Afin de réduire l'effet négatif des changements de température sur la coupe, la méthode de la coupe en saut peut généralement être utilisée.
La découpe par saut consiste à découper un contour dans une petite zone et à passer à d'autres zones pour poursuivre la découpe, de sorte que le matériau de traitement ne soit pas chauffé trop fortement dans une petite zone.
Effet des fils sur la qualité de la découpe laser
Le démarrage et l'arrêt de la machine ainsi que le changement de direction du mouvement affectent la stabilité de la qualité de coupe.
Il est très important d'ajouter une coupe de plomb dans la coupe actuelle.
Les méthodes et le champ d'application sont présentés dans le tableau suivant :
Mode plomb
Champ d'application
Ligne droite angle droit plomb
Feuille de 0,5 à 3 mm
Ligne droite avec arc de cercle
4-6mm
Fil droit tangent
8-16mm
La longueur recommandée du fil est la suivante :
Épaisseur de la feuille (mm)
Diamètre rond (d, mm)
Longueur du fil (a,mm)
1-6
d<10
En partant du centre du cercle
d>10
5
8-12
d<20
En partant du centre du cercle
d>20
10
15-20
d<30
En partant du centre du cercle
d>30
15
Lors de la découpe d'acier au carbone épais (supérieur ou égal à 6 mm), il est nécessaire d'allonger l'avance afin d'éviter que le laitier généré par le grenaillage du trou n'affecte la découpe.
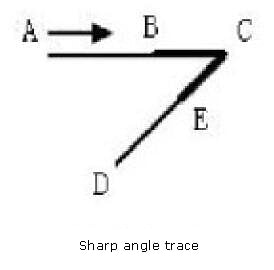
Processus de coupe à angle vif
Causes des brûlures angulaires aiguës
Lorsque l'angle aigu est coupé, l'axe de la machine passe par un processus de décélération et d'accélération, et la vitesse change, tandis que la puissance de sortie du laser reste inchangée.
L'énergie laser concentrée dans les coins est deux fois plus importante que la ligne de coupe.
Les coins brûleront à cause de la chaleur excessive.
Technique de traitement à angle vif
Dans le cadre de la processus de découpe au laserLes changements brusques de vitesse et de direction doivent être évités, car ils entraînent facilement une surchauffe locale de la pièce, ce qui affecte la qualité de la coupe.
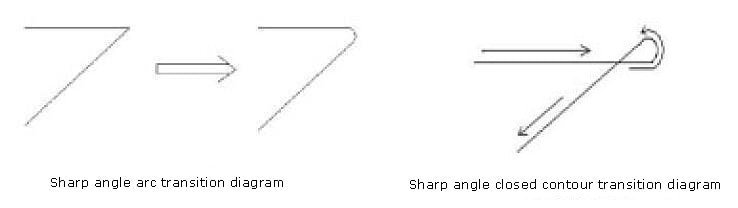
Les angles vifs sont généralement traités selon les méthodes suivantes :
1) Transition avec un arc de cercle
S'il n'y a pas d'exigence particulière concernant l'angle aigu, il est généralement possible d'utiliser le petit arc R1-2mm pour la transition.
Les changements de vitesse et de direction de la coupe sont efficacement amortis.
Comme indiqué ci-dessous :
2) Surcoupe de la transition des contours fermés
Comme le montre la figure, cette procédure ajoute une trajectoire fermée de surcoupe dans l'angle, de sorte que la vitesse et la direction de coupe ne soient pas brusquement modifiées dans les angles, afin de rendre la chaleur uniforme partout, et donc de découper l'angle aigu avec clarté. arêtes vives.
Vous connaissez maintenant les 9 facteurs qui affectent la qualité de la découpe laser, ainsi que la méthode pour améliorer la qualité de la découpe laser.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les lasers pouvaient découper l'acier avec une précision extrême ? Dans cet article, nous dévoilons les secrets de la découpe laser. Des modes laser aux réglages des buses, découvrez comment chaque...
Vous êtes-vous déjà demandé comment garantir une qualité irréprochable en matière de découpe laser ? Cet article présente neuf normes essentielles pour évaluer la précision et l'efficacité des découpes au laser. Vous apprendrez à évaluer les facteurs...
Avez-vous déjà remarqué les ondulations frustrantes sur les tôles découpées au laser ? Ces imperfections peuvent nuire à la précision et augmenter les coûts. Cet article explore les facteurs critiques à l'origine des ondulations de découpe...
Pourquoi votre machine de découpe laser ne parvient-elle pas toujours à produire des coupes précises ? La réponse se trouve peut-être dans l'alignement du chemin optique. Ce guide vous présente les étapes à suivre pour ajuster...
Imaginez que vous puissiez découper sans effort des tôles épaisses avec la précision d'un scalpel. Cet article de blog dévoile l'essentiel de la découpe laser de tôles, une méthode révolutionnaire qui combine...
Vous êtes-vous déjà demandé quels étaient les facteurs qui influaient sur la qualité de la découpe laser ? Dans cet article de blog, nous allons nous plonger dans les subtilités de l'interaction entre le laser et le matériau et explorer comment les caractéristiques du faisceau, la puissance, la vitesse et...
Les lasers ont révolutionné la fabrication, mais connaissez-vous les principales entreprises à l'origine de l'innovation dans ce domaine ? Dans cet article de blog, nous allons explorer les acteurs clés qui façonnent l'avenir du laser...
Avez-vous déjà eu du mal à choisir la buse de découpe laser adaptée à votre projet ? Le choix de la buse optimale est crucial pour obtenir des coupes nettes et précises et maximiser l'efficacité. Dans ce...
Vous êtes-vous déjà demandé comment fonctionne une machine de découpe laser ? Dans cet article de blog, nous allons nous plonger dans les rouages de ces machines de haute précision qui ont révolutionné le...
Faites passer votre entreprise à la vitesse supérieure