6 facteurs influençant le rayon de courbure de la tôle
Vous êtes-vous déjà demandé pourquoi certains métaux se plient parfaitement alors que d'autres se fissurent ou se déforment ? Cet article plonge dans le monde fascinant du pliage de la tôle, en explorant les facteurs cruciaux qui déterminent le rayon de pliage optimal. Vous apprendrez comment l'épaisseur du matériau, la force de pliage et le choix de la matrice influent sur le pliage final, garantissant ainsi que vos projets métalliques sont impeccables.
La position correspondante de la direction de flexion et de la direction de la fibre
Vertical
Parallèle
Vertical
Parallèle
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
45, 50
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Aluminium
0.1t
0.35t
0.5t
1.0t
Laiton
0.1t
0.35t
1.0t
2.0t
Laiton doux
0.1t
0.35t
0.35t
0.8t
Laiton semi-rigide
0.1t
0.35t
0.5t
1.2t
Bronze phosphoreux
/
/
1.0t
3.0t
Les données figurant dans le tableau ci-dessus sont les données préférentielles à titre de référence uniquement. En effet, les coins arrondis des presse plieuse sont généralement de 0,3, et un petit nombre de coins arrondis du poinçon de la presse plieuse sont de 0,5.
Pour les plaques d'acier ordinaire à faible teneur en carbone, les plaques d'aluminium antirouille, le cuivre jaune, le cuivre violet, etc., le rayon intérieur de 0,2 ne pose pas de problème, mais pour certaines plaques d'acier à faible teneur en carbone, le rayon intérieur de 0,2 ne pose pas de problème. acier à haute teneur en carboneL'utilisation d'un rayon de 0,2 conduira à une rupture par flexion ou à une fissure du rayon extérieur.
Facteurs pouvant affecter le rayon de courbure
Quels sont les facteurs susceptibles d'affecter le rayon de courbure de l'arbre ? tôle?
Plusieurs facteurs peuvent influer sur le rayon de pliage de la tôle, notamment l'épaisseur du métal, le matériau dont il est constitué, le rayon du poinçon supérieur, le rayon de la matrice inférieure, le rayon de l'outil de pliage et le rayon de l'outil de pliage. force de flexion et la température de travail.
J'espère que cet article, basé sur mon expérience personnelle, sera utile aux lecteurs.
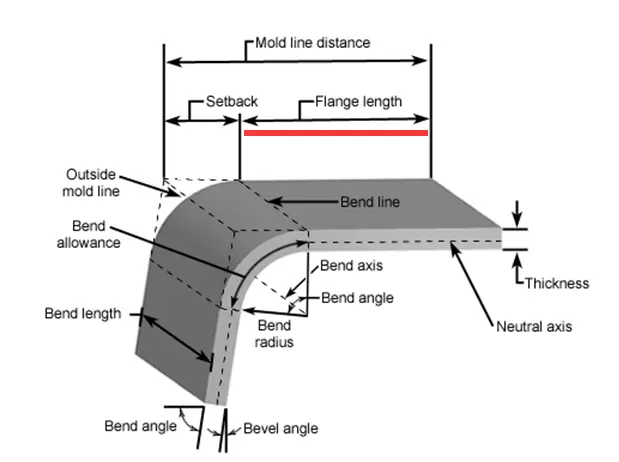
Angle de pliage
L'angle de pliage de la tôle est le facteur clé qui affecte l'épaisseur de la tôle. indemnité de pliage.
Par exemple, si le pliage de la tôle à l'aide de grand rayonSi l'angle de flexion est aigu, la marge de flexion sera plus importante ; si l'angle de flexion est aigu, la marge de flexion sera moins importante que la marge de flexion. indemnité de pliage sont déduits.
Épaisseur de la tôle
Dans les applications pratiques, il a été observé que le rayon de courbure augmente avec l'épaisseur du matériau.
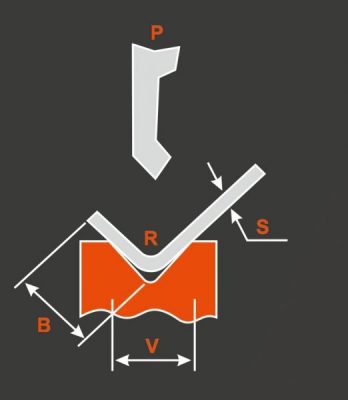
Nous sommes conscients qu'une plaque plus épaisse nécessite une plus grande force de flexion et une plus grande ouverture en V dans le système d'étanchéité. filière inférieure.
Qu'est-ce qui affecte alors l'angle de courbure r ?
Matériel de tôlerie
La marge de pliage pour des tôles de même épaisseur peut varier légèrement, ce qui montre que propriétés des matériaux jouent un rôle dans la détermination du rayon de courbure.
La résistance du matériau à la flexion peut influencer directement le rayon de flexion.
Bien que le matériau ait un impact sur le rayon de courbure, il n'a qu'un effet limité sur notre utilisation réelle.
Nous pouvons créer un tableau de surépaisseur de pliage personnalisé pour différents matériaux.
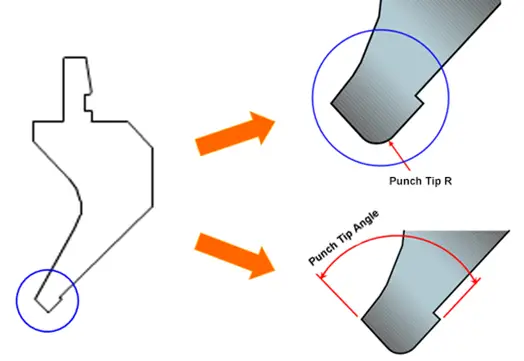
Rayon de la pointe du poinçon
Le rayon standard du moule de pliage ne doit pas dépasser r1, et le rayon minimal du poinçon ne doit pas être inférieur à 1.
S'il n'y a pas d'exigences spécifiques pour le rayon de cintrage, il aura un impact limité sur le processus de cintrage.
Toutefois, pour le pliage de tôles nécessitant un rayon de pliage spécifique inférieur à 1 ou nettement supérieur à 1, il n'est pas uniquement déterminé par le rayon du poinçon supérieur.
Par conséquent, le rayon du poinçon supérieur affecte directement le rayon de courbure final.
Il est important de garder à l'esprit que lorsque le rayon de la pointe du poinçon est supérieur au rayon généré par la matrice en V utilisée dans le pliage, cela affectera le rayon interne du profilé.
Par exemple :
Acier doux de 1 mm à plier
Die a choisi V = 8 mm, ce qui, comme indiqué ci-dessous, produit un rayon de courbure interne de 1 mm.
Le rayon de courbure interne sera :
r= 1 mm, lorsque le rayon de la pointe du poinçon est inférieur à Imm
ou r = rayon de la pointe du poinçon lorsque le rayon de la pointe du poinçon est supérieur à 1 mm.
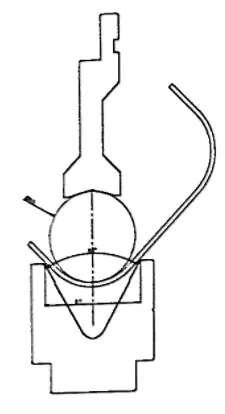
Un exemple typique de ce principe est représenté par les porte-outils à rayon qui peuvent être utilisés pour obtenir des courbes à grand rayon dans de petites matrices. Dans ce cas, le rayon interne requis est produit par la forme de la pointe du poinçon.
Si, au contraire, vous souhaitez rétablir le rayon de courbure interne produit par la fonction la pointe idéale du poinçon rdius peut être calculée à l'aide de l'équation suivante :
Rayon idéal de la pointe du poinçon = (R produit par la matrice) x (2/3)
Grâce à ce rapport, la surface du poinçon est proportionnelle à la force nécessaire pour plier la tôle, ce qui empêche la pointe du poinçon de pénétrer dans la tôle. Cela permet d'éviter les problèmes esthétiques ou les fissures dans le matériau à l'intérieur du pli.
En outre, avec un rayon de pointe trop petit et des angles aigus, il est possible que la tôle soit presque coupée et que le profil se referme sur le poinçon, produisant ainsi un angle différent de celui qui était prévu.
Il n'est pas toujours facile de respecter l'équation susmentionnée en raison de l'absence de différentes radiations de pointe de flexion dans de nombreux ateliers.
Cependant, opérateurs de presses plieuses doit utiliser le rayon de pointe le plus proche de l'idéal. En particulier pour les tôles épaisses, qui nécessitent une force importante pour être pliées, les opérateurs doivent utiliser des rayons de pointe de poinçon appropriés afin d'éviter les déformations de la tôle, les problèmes dimensionnels ou les problèmes d'apparence ou de fissuration.
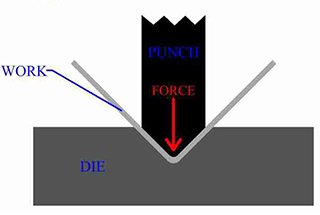
Force de flexion
Plus la tôle est épaisse, plus elle résiste à la déformation par flexion.
La force de flexion doit donc être adaptée en conséquence.
La force de flexion ne peut pas être constamment augmentée et doit être réglée à un niveau approprié.
La force de flexion est directement proportionnelle à l'épaisseur de la tôle et inversement proportionnelle à la largeur de la fente inférieure de la matrice.
Lors du pliage, l'épaisseur de la tôle est fixe et la largeur de la fente inférieure de la matrice est sélectionnée en fonction de l'épaisseur du métal.
Par conséquent, la force de flexion devient une constante, déterminée par d'autres facteurs.
Le rayon de courbure ne peut être déterminé avec précision sans tenir compte de la force de courbure.
Filière inférieure
La largeur de la fente inférieure de la matrice est directement liée à l'épaisseur de la tôle.
Dans les applications réelles, le rayon de courbure augmente avec l'épaisseur du métal.
Pour une même épaisseur de tôle, le rayon de courbure peut également varier en fonction de la largeur de l'ouverture du coude.
Il est donc clair que la largeur de la fente inférieure de la matrice joue un rôle crucial dans la détermination du rayon de courbure.
Température de fonctionnement
En général, la température de l'environnement de travail est la température ambiante, ce qui peut être ignoré.
Conclusion
La force de flexion contribue aux variations du rayon de flexion, mais elle est déterminée par l'épaisseur de la tôle et la largeur de la fente inférieure de la matrice.
Tous les facteurs jouent un rôle dans la détermination du rayon de courbure, et ils ne peuvent être limités que sur la base d'exigences spécifiques.
Par exemple, s'il n'y a pas d'exigences spécifiques pour le rayon de courbure, il convient de limiter tous les facteurs et d'utiliser un tableau de facteurs de courbure normalisé.
Si un rayon de courbure beaucoup plus grand que 1 est souhaité, le rayon de la matrice supérieure peut être modifié et un facteur de courbure personnalisé peut être utilisé.
Cependant, il n'est pas conseillé de modifier la largeur de la fente inférieure de la matrice, car cela aura un impact sur le rayon de courbure et la marge de courbure.
La modification de la largeur de la fente inférieure de l'outil peut être utilisée pour modifier la surépaisseur et le rayon de courbure.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi l'acier se fissure parfois lors du cintrage ? Dans cet article, nous explorons le monde fascinant de la technologie du cintrage de l'acier, en découvrant les raisons de défauts courants tels que les coins et les...
Vous êtes-vous déjà demandé comment la tôle est pliée de manière experte pour obtenir des formes complexes ? Cet article explore six types de processus de pliage des presses plieuses : le pliage, l'essuyage, le pliage à l'air, l'emboutissage, l'emboutissage et le pliage en trois points. Vous...
Vous êtes-vous déjà demandé comment une presse plieuse réalise des pliages aussi précis ? Cet article explore le monde fascinant des axes de presses plieuses, révélant les secrets de leurs rôles et de leurs fonctions. Apprenez comment...
Avez-vous déjà eu du mal à obtenir des pliages parfaits dans la tôle ? Cet article présente des conseils et des astuces essentiels pour maîtriser le pliage de la tôle, de l'ordonnancement du processus à l'analyse de la pliabilité....
Imaginez que vous puissiez transformer des matières premières en composants industriels précis en une seule étape. C'est la merveille de la fabrication de matrices pour presses plieuses. De l'extrusion mécanique au moulage par injection, les méthodes sont...
Imaginez que vous achetiez une presse plieuse et que vous vous rendiez compte qu'elle ne répond pas à vos besoins - une erreur coûteuse ! Ce guide explique les principes et les facteurs essentiels à prendre en compte lors de l'achat d'une presse plieuse. De...
Vous êtes-vous déjà demandé ce qui rend les matrices de presse plieuse si fascinantes ? Dans cet article de blog captivant, nous allons nous plonger dans le monde complexe de ces outils essentiels qui façonnent le métal...
Vous êtes-vous déjà demandé comment les pièces de tôle sont conçues et fabriquées avec précision ? Dans cet article de blog, nous allons plonger dans le monde fascinant de la surépaisseur de pliage - un élément crucial...
Vous êtes-vous déjà demandé comment calculer avec précision la force de flexion nécessaire à la fabrication de tôles ? Dans cet article de blog, nous explorerons les subtilités du calcul de la force de flexion, du dessin...
Faites passer votre entreprise à la vitesse supérieure