Réussir la découpe laser : 12 facteurs critiques révélés
Vous êtes-vous déjà demandé comment les lasers pouvaient découper l'acier avec une précision extrême ? Dans cet article, nous dévoilons les secrets de la découpe au laser. Des modes laser aux réglages des buses, découvrez comment chaque facteur influence le processus de découpe. Préparez-vous à explorer la danse complexe de la technologie et de la technique qui fait de la découpe laser une merveille de l'ingénierie moderne.
Les facteurs suivants jouent un rôle essentiel dans le processus de découpe au laser :
Mode laser : Onde continue (CW) ou pulsée, affectant l'apport de chaleur et la qualité de la coupe.
Puissance du laser : Détermine la densité d'énergie et la capacité de coupe pour différents matériaux et épaisseurs.
Position du point focal : Positionnement optimal du point focal par rapport à la surface du matériau pour une efficacité de coupe maximale.
Hauteur de la buse : Distance entre l'extrémité de la buse et la pièce à usiner, influençant la dynamique du flux de gaz et la qualité de la coupe.
Diamètre de la buse : Affecte les caractéristiques du flux de gaz et la largeur du trait de scie, ce qui est crucial pour la précision de la coupe.
Type de gaz d'assistance : Sélection de l'oxygène, de l'azote ou de l'air comprimé en fonction du matériau et des propriétés de coupe souhaitées.
Assister la pureté des gaz : des gaz plus purs réduisent l'oxydation et améliorent la qualité des arêtes de coupe.
Débit de gaz d'assistance : Contrôle l'enlèvement de matière, la dissipation de la chaleur et la protection de l'optique.
Pression du gaz d'assistance : influence l'éjection de la matière fondue, la largeur du trait de scie et la qualité du bord de coupe.
Vitesse de coupe : équilibre entre la productivité et la qualité de la coupe, en fonction des propriétés du matériau et des paramètres du laser.
Matériau de la pièce : La composition, l'épaisseur et les propriétés thermiques influencent l'absorption du laser et le comportement de découpe.
État de la surface : La présence d'oxydes, de revêtements ou de contaminants a une incidence sur l'absorption du laser et l'amorce de la découpe.
Qualité du faisceau : Affecte la taille de la tache focale et la distribution de l'énergie, ce qui est crucial pour la précision et l'efficacité.
État des optiques : Des optiques propres et correctement alignées garantissent une distribution optimale du faisceau et une homogénéité de la coupe.
Lentille thermique : Compensation du décalage de la mise au point dû à l'échauffement de l'optique lors d'un fonctionnement prolongé.
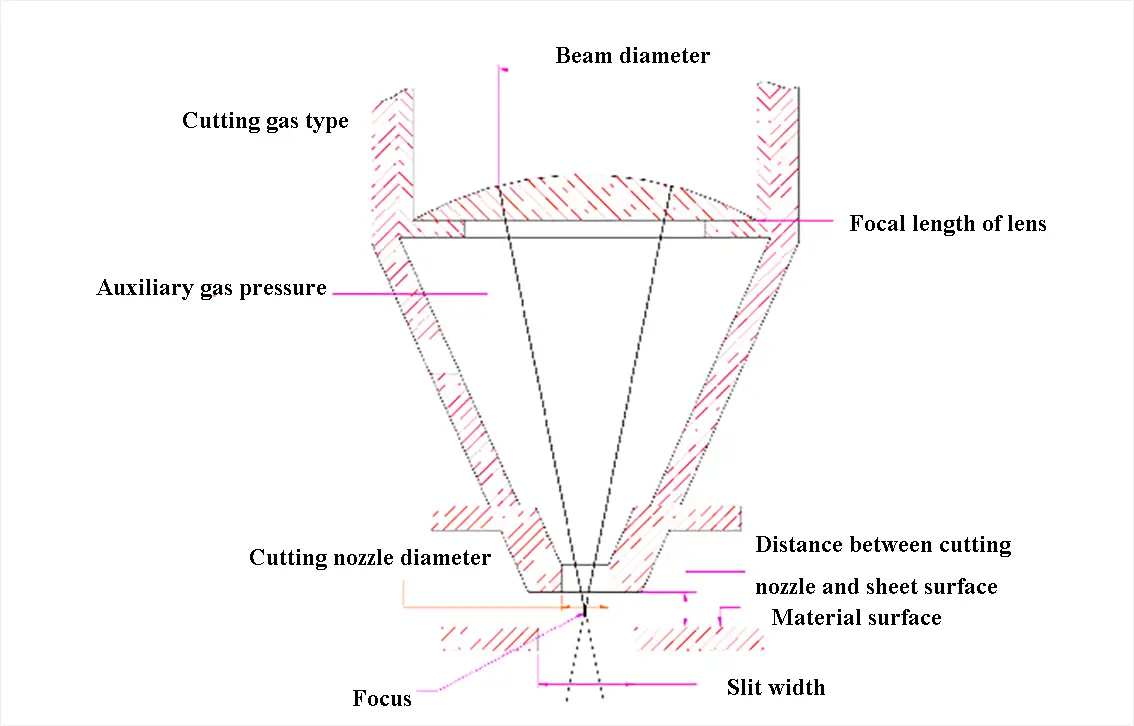
Les paramètres du processus associés à découpe au laser sont présentés dans la figure ci-dessous.
Fig. 1 Paramètres du processus de coupe
I. Mode laser
Le mode laser a une grande influence sur le processus de découpe et permet d'obtenir de meilleurs résultats lorsque acier de coupe Les plaques. Ceci est étroitement lié au mode laser et à la qualité de la lentille optique externe.
La distribution de l'intensité lumineuse sur la section transversale du faisceau laser est appelée mode transversal du laser. Le mode transversal est généralement considéré comme le mode laser.
Les différents modes transversaux sont représentés par le symbole TEMmn, où TEM signifie onde électromagnétique transversale et M et N sont des nombres entiers positifs qui représentent les nombres ordinaux de points avec une intensité lumineuse nulle dans les directions de l'axe X et de l'axe Y, respectivement, connus sous le nom d'ordinaux de mode.
La figure suivante montre les foyers de plusieurs modes transversaux du faisceau laser. Le mode TEM00, également connu sous le nom de mode de base, ne comporte aucun point d'intensité lumineuse nulle. Le mode TEM10 présente un point d'intensité nulle dans la direction X et le mode TEM01 présente un point d'intensité nulle dans la direction Y. Plus les ordinaux de mode M et N sont grands, plus le nombre de points d'intensité lumineuse nulle dans le foyer est élevé.
Les faisceaux laser comportant plusieurs modes transversaux sont dits multimodes.
Fig. 2 Mode Spot
Dans la figure ci-dessus, le mode TEM00 est appelé mode fondamental.
Le mode TEM*01 est un mode à anneau unique et est également connu sous le nom de mode quasi-fondamental. Un astérisque * est ajouté pour le distinguer du mode TEM01.
En réalité, les modes TEM01 et TEM10 peuvent être considérés comme un seul et même mode, car les axes X et Y sont artificiellement divisés. Les stéréogrammes de plusieurs modes sont représentés ci-dessous.
Figure 3 : Stéréogramme du mode TEM00
Figure 4 : Stéréogramme du mode TEM20
Figure 5 : Stéréogramme du mode TEM23
Figure 6 : Stéréogramme du multimode.
II. Position focale
La position de la mise au point est un paramètre crucial et doit être correctement réglée.
1. La relation entre la position du foyer et la surface de coupe
Position focale
Schéma de principe
Caractéristiques
Longueur focale nulle :
L'accent est mis sur la surface de la pièce.
Il convient à l'acier au carbone de faible épaisseur (moins de 5 mm).
(section coupée)
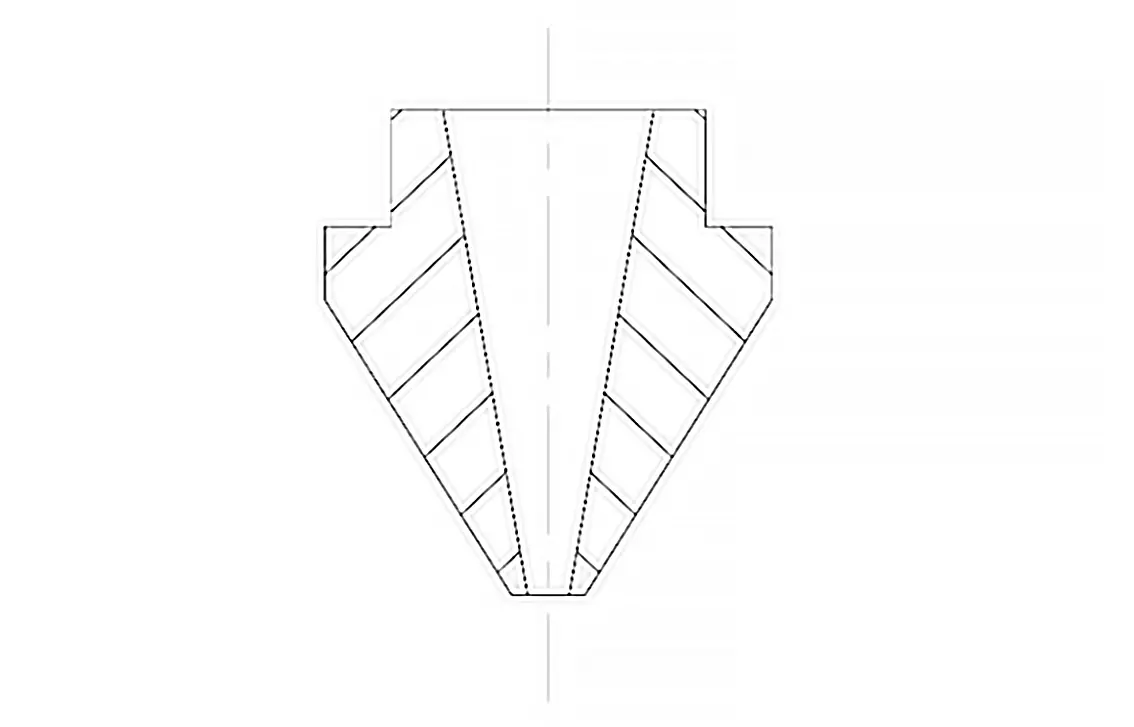
Lorsque l'accent est mis sur la surface supérieure de la pièce, le résultat de la coupe est lisse sur la surface supérieure, mais la surface inférieure n'est pas lisse.
Longueur focale négative :
Le point focal se trouve sous la surface de la pièce à usiner.
L'aluminium, l'acier inoxydable et d'autres pièces à usiner adoptent cette méthode.
(section coupée)
Le foyer est situé au centre et dans la partie inférieure, ce qui permet d'obtenir une plus grande surface lisse. Les résultats indiquent que la largeur de coupe est plus grande et que le flux de gaz de coupe est plus important lorsque le foyer est situé à cet endroit, par rapport à un foyer de longueur focale nulle. En outre, le temps de perforation est plus long à cette position du foyer.
Longueur focale positive :
L'accent est mis sur la surface de la pièce
Quand couper de l'acier épais L'oxygène est utilisé pour la découpe des plaques de verre. L'oxydation de l'oxygène utilisé pour la découpe doit se faire de haut en bas. Pour tenir compte de l'épaisseur de la plaque, une plus grande largeur de coupe est nécessaire, ce qui peut être obtenu en ajustant les réglages. La section de coupe ressemble à celle de coupe au gazL'oxygène est soufflé et produit une section rugueuse.
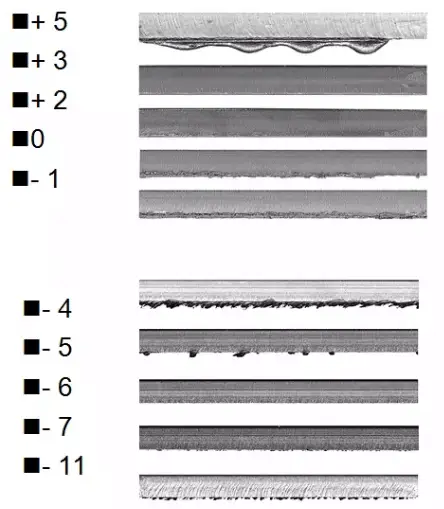
2. L'influence de la position du foyer sur la section de coupe
1,5 mm au-dessus de la surface
0,5 mm au-dessus de la surface
2,5 mm au-dessus de la surface
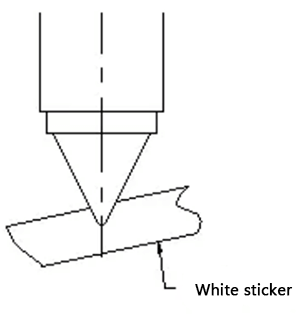
3. Chercher à se concentrer
Le concept de base consiste à utiliser de la colle à masquer pour bloquer la buse et ajuster la distance de mise au point. Ensuite, la taille des trous percés est vérifiée. La position où le trou est le plus petit est le point focal. Enfin, le meilleur foyer pour la découpe est déterminé sur la base du processus de découpe après que le foyer a été trouvé.
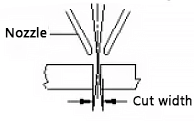
III. Buse
La forme de la buse, son diamètre et sa hauteur (la distance entre la sortie de la buse et la surface de la pièce) ont une incidence sur le résultat de la coupe.
Fig. 7 Buse
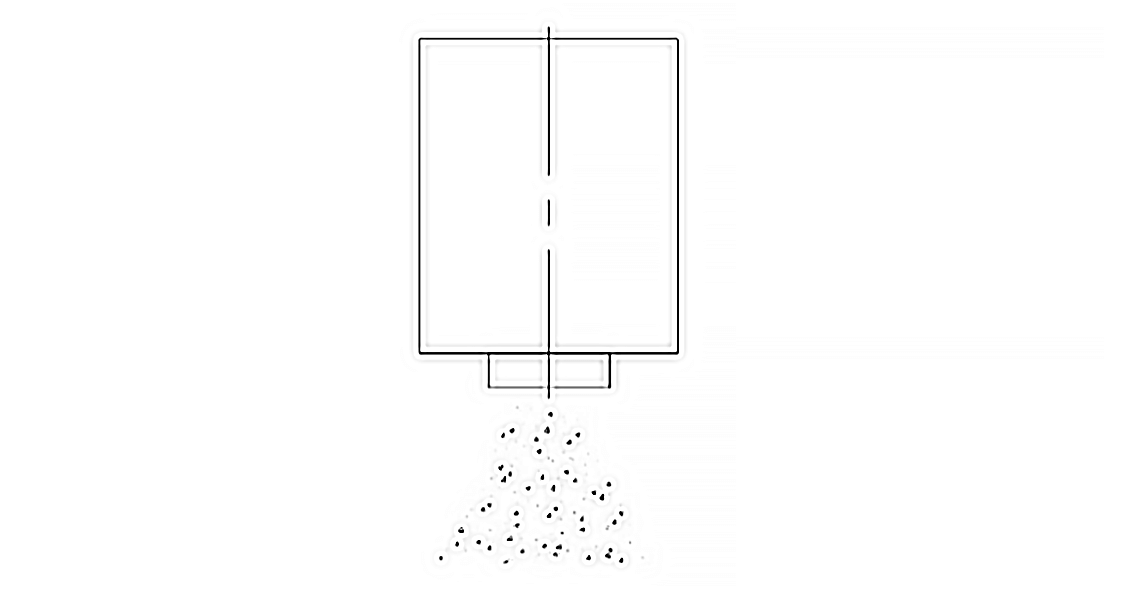
1. Fonction de la buse
Il permet d'éviter que des impuretés telles que les résidus de fusion ne rebondissent vers le haut, ne passent par la buse et ne contaminent la lentille de mise au point.
Il régule la zone et la taille de la diffusion de gaz pour contrôler la qualité de la coupe.
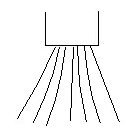
Fig. 8 Ejection de gaz sans buse
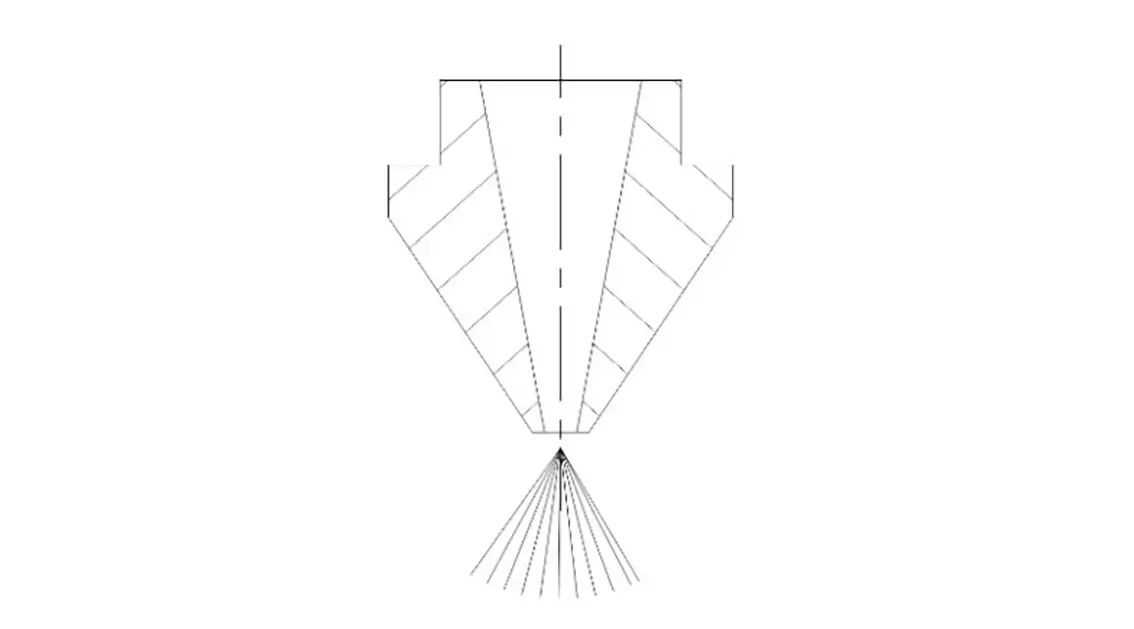
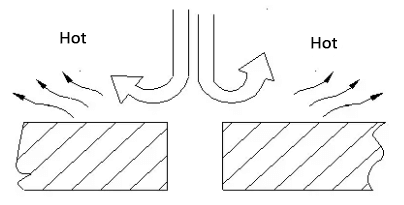
Fig. 9 Ejection de gaz avec une buse
2. Relation entre la buse et la qualité de coupe
La coaxialité entre le centre du trou de sortie de la buse et le faisceau laser est l'un des facteurs importants affectant la qualité de la découpe. Plus la pièce est épaisse, plus l'influence est grande. La coaxialité est directement affectée lorsque la buse se déforme ou qu'il y a une tache de fusion.
Par conséquent, la buse doit être stockée avec soin pour éviter tout dommage et toute déformation. La forme et la taille de la buse sont fabriquées avec une grande précision et il convient de veiller à ce que la méthode d'installation soit correcte.
Si la buse est en mauvais état, il peut être nécessaire de modifier les conditions de découpe et il est préférable de la remplacer par une nouvelle. Si la buse n'est pas alignée avec l'axe du laser, la qualité de la découpe sera affectée comme suit.
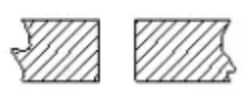
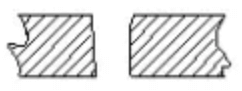
1) Influence sur la section de coupe
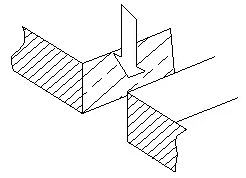
Comme le montre la figure, lorsque le gaz auxiliaire est expulsé de la buse, le volume de gaz devient inégal, avec de la tache fondue d'un côté et pas de l'autre. L'inégalité du volume de gaz a peu d'impact sur la découpe de plaques minces de moins de 3 mm, mais elle devient plus grave lors de la découpe de plaques plus épaisses, empêchant même parfois une découpe réussie.
Fig. 10 Influence de la coaxialité sur la section de coupe
2) Impact sur les angles vifs
Si la pièce présente des angles aigus ou petits, elle est sujette à une sur-fusion, ce qui peut empêcher la découpe de tôles épaisses.
3) Impact sur la perforation
L'instabilité de la perforation, les difficultés à contrôler le temps, la sur-fusion des plaques épaisses et la difficulté à maîtriser les conditions de pénétration peuvent se produire. Toutefois, ces problèmes n'ont que peu d'incidence sur la découpe de plaques minces.
3. Réglage de la coaxialité entre le trou de la buse et le faisceau laser
Les étapes de réglage de la coaxialité entre le trou de la buse et le faisceau laser sont les suivantes :
(1) Appliquer de l'encre sur la face de sortie de la buse (généralement en rouge) et fixer le ruban adhésif sur la face de sortie de la buse, comme indiqué sur la figure.
Fig. 11 Etape 1 du réglage du coaxial
(2) Utiliser une puissance de 10 à 20 watts pour les opérations manuelles. forage.
(3) Retirer le papier autocollant en veillant à maintenir son orientation pour la comparaison avec la buse.
Dans des conditions normales, le laser brûle un point noir sur le papier autocollant. Toutefois, si le centre de la buse s'écarte trop du centre du faisceau laser, la tache noire ne sera pas visible (car le faisceau laser frappera la paroi de la buse).
Fig. 12 Déviation de la buse trop importante
(4) Si le point central est trop grand ou trop petit, vérifiez que les conditions sont cohérentes et que la lentille de mise au point est bien fixée.
Fig. 13 Miroir de mise au point desserré
(5) Observer la direction du point noir par rapport au centre de la buse et ajuster la position de la buse en conséquence.
Fig. 14 Réglage de la position du faisceau laser coaxial
4. Diamètre de la buse
La taille de l'ouverture a un impact crucial sur la qualité de la découpe et de la perforation. Si l'ouverture de la buse est trop grande, le matériau en fusion peut être projeté pendant la découpe et passer à travers le trou de la buse, ce qui risque d'endommager la lentille. Plus l'ouverture est grande, plus la probabilité que cela se produise est élevée, ce qui entraîne une diminution de la protection de la lentille de mise au point et une réduction de la durée de vie de la lentille.
Comparaison de l'ouverture de la buse
Ouverture de la buse
Débit de gaz
Capacité d'élimination de la matière fondue
Petit
Rapide
Grandes
Grandes
Lenteur
Petit
La différence entre la buse φ1 et la buse φ1.5
Diamètre de la buse
Plaque mince (moins de 3 mm)
Plaque épaisse (plus de 3 mm)
Puissance de coupe élevée, temps de refroidissement plus long et temps de coupe
φ1
La surface de coupe est bonne.
La zone de diffusion des gaz est petite et instable, mais elle est fondamentalement disponible.
φ1.5
La surface de coupe est plus épaisse et les coins sont faciles à nettoyer.
La zone de diffusion du gaz est large, la vitesse du gaz est lente et la coupe est stable.
5. Réglage de la hauteur de la buse
La hauteur de la buse correspond à la distance entre la sortie de la buse et la surface de la pièce. La plage de réglage de cette hauteur est comprise entre 0,5 mm et 4,0 mm, avec un réglage typique de 0,7 mm-1,2 mm pour la découpe.
Si la hauteur est réglée trop bas, la buse risque d'entrer en collision avec la surface de la pièce. En revanche, si la hauteur est trop élevée, la pression et la concentration du gaz auxiliaire diminuent, ce qui entraîne une baisse de la qualité de la coupe. Pendant le perçage, la hauteur doit être légèrement plus élevée, de l'ordre de 3,5 à 4 mm, afin d'éviter que la lentille de mise au point ne soit contaminée par les éclaboussures de perçage.
Fig. 15 Hauteur de la buse
Boîtier de contrôle du capteur capacitif
Comme le montre la figure L'élément de réglage de la hauteur de la buse est affiché.
IV. Vitesse de coupe
La vitesse de coupe a un impact direct sur la largeur et la rugosité de l'incision. Il existe une valeur optimale pour la vitesse de coupe qui varie en fonction de l'épaisseur du matériau et de la pression du gaz de coupe. Cette valeur se situe généralement autour de 80% de la vitesse de coupe maximale.
1. Vitesse trop rapide
Une vitesse de coupe trop élevée peut entraîner les problèmes suivants :
Coupes incomplètes avec étincelles aléatoires.
Coupes incohérentes, certaines zones étant coupées et d'autres non.
Une section épaisse sans solution.
La section coupée présente des stries inclinées et des taches de solution à la base.
Fig. 18 Vitesse trop élevée
2. Vitesse trop lente
(1) La sur-fusion entraîne une surface de coupe rugueuse.
(2) La fente s'élargit et les angles vifs se fondent.
(3) Cela a un impact sur l'efficacité de la coupe.
3. Déterminer la vitesse de coupe appropriée
Déterminer s'il faut augmenter ou diminuer la vitesse d'avance en fonction des étincelles de coupe.
1) Les étincelles se propagent de haut en bas
Fig. 19 Vitesse de coupe normale
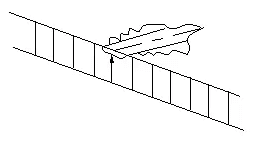
2) Si l'étincelle est inclinée, la vitesse de coupe est trop rapide.
Fig. 20 Vitesse de coupe trop rapide
3) Si les étincelles ne sont pas diffuses et peu nombreuses, et qu'elles se rassemblent, la vitesse est trop lente.
Fig. 21 Vitesse de coupe trop lente
La vitesse d'alimentation est adaptée.
Comme le montre la figure, la surface de coupe présente une ligne relativement lisse et il n'y a pas de fusion sur la moitié inférieure.
Fig. 22 Vitesse de coupe normale
V. Gaz auxiliaire de coupe
Tenez compte des facteurs suivants lors du choix du type et de la pression du gaz auxiliaire de coupe :
L'oxygène est généralement utilisé pour découper l'acier ordinaire au carbone par perçage et découpage à basse pression.
Coupe d'air est couramment utilisé pour la coupe de métaux non ferreux.
La qualité de coupe s'améliore avec l'augmentation de la pureté du gaz.
Pour la découpe de plaques d'acier à faible teneur en carbone, la pureté du gaz doit être d'au moins 99,6%, et pour la découpe de plaques d'acier à teneur en carbone d'une épaisseur supérieure à 12 mm, la pureté de l'oxygène doit être supérieure à 99,9%.
La pureté de l'azote pour la découpe des plaques d'acier inoxydable doit être supérieure à 99,6%.
Une plus grande pureté de l'azote permet d'obtenir des coupes de meilleure qualité.
Une mauvaise pureté du gaz n'affecte pas seulement la qualité de la coupe, mais entraîne également une contamination de la lentille.
1. L'influence du gaz auxiliaire sur la qualité de coupe
(1) Le gaz contribue à la dissipation de la chaleur et à la combustion, élimine la solution et améliore la qualité de la surface de coupe.
(2) Les effets d'une faible pression de gaz sur la coupe.
a. La surface de coupe a fondu.
b. La vitesse de coupe ne peut pas être augmentée, ce qui nuit à l'efficacité.
(3) L'influence de la pression de gaz élevée sur la qualité de coupe
a. Si le flux d'air est trop élevé, la surface de coupe sera plus épaisse et la couture plus large.
b. Si le flux d'air est excessif, la pièce coupée fondra et il ne sera pas possible d'obtenir une bonne qualité de coupe.
2. L'effet du gaz auxiliaire sur la perforation
(1) Lorsque la pression du gaz est trop faible, il devient difficile de pénétrer et le temps augmente.
(2) Lorsque la pression du gaz est trop élevée, le point de pénétration fond et une grande zone de fusion se forme.
Par conséquent, la pression de perforation des plaques minces est plus élevée que celle des plaques épaisses.
3. Gaz auxiliaire pour la découpe du plexiglas
Le plexiglas est inflammable. Pour obtenir une surface de coupe transparente et brillante, l'azote ou l'air est choisi comme retardateur de flamme. Si l'on choisit l'oxygène, la qualité de la découpe ne sera pas suffisante. Il est donc nécessaire de sélectionner la pression appropriée en fonction de la situation réelle lors de la découpe.
Plus la pression du gaz est faible, plus la lumière de coupe est brillante et plus la section des cheveux est étroite. Toutefois, si la pression du gaz est trop faible, la vitesse de coupe sera lente et une flamme apparaîtra sous la surface de la plaque, ce qui peut avoir un impact négatif sur la qualité de la surface inférieure.
VI. Puissance du laser
Les puissance du laser La puissance requise pour la découpe laser dépend principalement du type de découpe et des propriétés du matériau à découper. La puissance laser la plus importante est nécessaire pour la découpe par vaporisation, suivie de la découpe par fusion et de la découpe à l'oxygène.
La puissance du laser a un impact significatif sur l'épaisseur de la coupe, la vitesse et la largeur de l'incision. Lorsque la puissance du laser augmente, l'épaisseur du matériau pouvant être coupé augmente, la vitesse de coupe s'accélère et la largeur de l'incision augmente également.
La puissance du laser joue un rôle crucial dans la détermination du processus de découpe et de la qualité.
1. La puissance est trop faible pour être coupée
Fig. 26 Puissance trop faible
2. Si la puissance est trop élevée, toute la surface de coupe fondra.
Fig. 27 Puissance excessive
3. La puissance est insuffisante, ce qui entraîne taches fondues après la coupe.
Fig. 28 Déficit de puissance
4. La puissance est appropriée, la surface de coupe est bonne sans taches fondues.
Fig. 29 Alimentation correcte
Résumé des paramètres de coupe
Les principaux paramètres de la découpe laser
Vitesse de coupe
Compte tenu de la densité de puissance du laser et du matériau, la vitesse de coupe suit une formule empirique. Tant qu'elle est supérieure au seuil, la vitesse de coupe du matériau est proportionnelle à la puissance du laser, ce qui signifie qu'une augmentation de la densité de puissance peut accroître la vitesse de coupe.
La vitesse de coupe est également inversement proportionnelle à la densité et à l'épaisseur du matériau à couper. Il existe plusieurs façons d'améliorer la vitesse de coupe :
(1) Augmenter la puissance (de l'ordre de 500 à 3 000 W) ;
(2) Modifier le mode de faisceau ;
(3) Réduire la taille de la zone de mise au point (par exemple, en utilisant un objectif à courte distance focale).
Pour les matériaux métalliques, si les autres variables du processus restent inchangées, le vitesse de découpe laser peut être réglée dans une certaine plage tout en conservant une qualité de coupe satisfaisante. Cette plage semble être relativement large pour la coupe de métaux fins.
Position de mise au point
Une fois le faisceau laser focalisé, la taille du spot est proportionnelle à la longueur focale de la lentille. Une lentille à courte longueur focale permet d'obtenir un spot de petite taille et une densité de puissance élevée au point focal, ce qui la rend idéale pour la découpe de matériaux. Cependant, ses inconvénients sont une profondeur de champ très courte et une marge de réglage limitée, ce qui la rend typiquement adaptée à la découpe à grande vitesse de matériaux minces.
Pour les pièces plus épaisses, un téléobjectif avec une plus grande profondeur focale est plus adapté à la découpe, à condition qu'il ait une densité de puissance suffisante.
Dans la plupart des cas, la densité de puissance la plus élevée se trouve au point focal, qui se trouve généralement juste à la surface ou légèrement en dessous de la surface de la pièce pendant la coupe. Le maintien d'une position relative constante entre le point focal et la pièce est essentiel pour obtenir une qualité de coupe stable.
Il est important de noter qu'en cours de fonctionnement, l'objectif peut chauffer en raison d'un mauvais refroidissement, ce qui entraîne une modification de la longueur focale. Dans ce cas, il est nécessaire d'ajuster la position focale en temps utile.
Gaz auxiliaire
Le gaz auxiliaire est pulvérisé le long du même axe que le faisceau laser pour protéger la lentille de la contamination et éliminer le laitier fondu au fond de la zone de coupe. Pour les métaux non ferreux et certains métaux non ferreux, le gaz auxiliaire est pulvérisé le long du même axe que le faisceau laser. matériaux métalliquesL'air comprimé ou un gaz inerte est utilisé pour éliminer les matériaux fondus et évaporés et éviter une combustion excessive dans la zone de coupe.
Pression du gaz auxiliaire
La plupart des découpe laser des métaux utilise un gaz réactif (oxygène) pour créer une réaction exothermique oxydante avec le métal chaud. Cette chaleur supplémentaire peut augmenter la vitesse de coupe de 1/3 à 1/2.
Lors de la découpe de plaques minces à grande vitesse, une pression de gaz plus élevée est nécessaire pour éviter que l'arrière de la découpe n'adhère au laitier. Lors de la découpe de matériaux plus épais ou à des vitesses plus lentes, la pression du gaz peut être réduite en fonction des besoins.
Puissance de sortie du laser
La puissance du laser et la qualité du mode ont un impact significatif sur la découpe. Dans la pratique, la puissance maximale est souvent réglée pour obtenir une vitesse de coupe élevée ou pour découper des matériaux épais.
Enveloppez le tout
Le paragraphe ci-dessus décrit la plupart des facteurs qui peuvent avoir un impact sur les paramètres de l'effet de coupe. Le tableau suivant énumère les valeurs typiques des paramètres de coupe. Ces valeurs ne sont pas spécifiques à un cas particulier, mais elles peuvent être utilisées comme référence pour déterminer les paramètres de départ corrects.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà eu du mal à choisir la buse de découpe laser adaptée à votre projet ? Le choix de la buse optimale est crucial pour obtenir des coupes nettes et précises et maximiser l'efficacité. Dans ce...
Vous êtes-vous déjà demandé comment fonctionne une machine de découpe laser ? Dans cet article de blog, nous allons nous plonger dans les rouages de ces machines de haute précision qui ont révolutionné le...
Vous êtes-vous déjà demandé comment un laser peut couper le métal comme un couteau chaud dans du beurre ? Dans cet article fascinant, nous allons explorer la science qui se cache derrière la technologie de découpe au laser à fibre....
Êtes-vous curieux de connaître la technologie de pointe qui révolutionne la fabrication ? Dans cet article de blog, nous allons nous plonger dans le monde des machines de découpe laser, en explorant leurs avantages et les principaux fabricants qui dominent...
Imaginez les conséquences catastrophiques d'une négligence dans l'entretien des machines de découpe laser. Ne laissez pas votre entreprise être victime de temps d'arrêt et de réparations coûteux ! Dans cet article de blog, nous allons nous pencher sur les...
La découpe laser a révolutionné la fabrication, mais même les machines les plus avancées rencontrent des problèmes. Dans cet article de blog, nous nous penchons sur les problèmes courants rencontrés par les machines de découpe de plaques au laser et fournissons des...
L'art de la découpe laser vous intrigue ? Cet article de blog se penche sur les paramètres critiques qui déterminent la qualité et l'efficacité de la découpe. Découvrez les conseils d'initiés de mécaniciens chevronnés...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Pourquoi la qualité de la découpe laser varie-t-elle avec le même équipement et les mêmes paramètres ? Cet article examine comment la composition des plaques d'acier au carbone affecte leurs résultats de découpe. En explorant les...
Faites passer votre entreprise à la vitesse supérieure