Commandes du tour CNC FANUC (code G/M) : Un guide complet
Dans cet article de blog, un ingénieur mécanique expérimenté partage des conseils et des techniques pour maîtriser les commandes du tour CNC Fanuc. Découvrez comment optimiser vos compétences en programmation CNC, augmenter votre productivité et faire passer vos projets d'usinage au niveau supérieur.
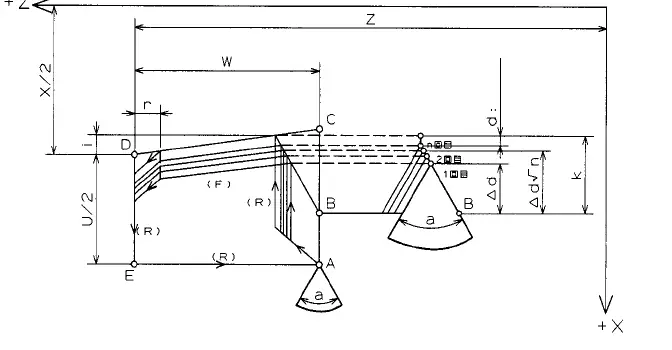
Les valeurs X (U) et Z (W) représentent les coordonnées du point d'intersection hypothétique entre les lignes adjacentes AD et DE dans le système de coordonnées de la pièce, où X et Z sont les valeurs de coordonnées absolues, et U et W les valeurs de coordonnées incrémentales. La valeur C indique la distance par rapport au point de départ du chanfrein. La valeur R indique le rayon de l'arc de congé.
G02 : Interpolation de l'arc dans le sens des aiguilles d'une montre
G02X__Z__R__F__ G02X__Z__ I__K__ F__
R représente le rayon de l'arc. Lorsque l'angle central de l'arc est compris entre 0° et 180°, R prend une valeur positive ; pour un angle central compris entre 180° et 360°, R prend une valeur négative. I et K désignent les coordonnées incrémentales du centre de l'arc par rapport aux axes X et Z à partir du point de départ de l'arc, c'est-à-dire que les coordonnées du centre sont soustraites des coordonnées du point de départ (I est représenté par la valeur du rayon). Lorsque I et K sont nuls, ils peuvent être omis.
G03 : Interpolation de l'arc dans le sens inverse des aiguilles d'une montre
G03 X__Z__R__F__ G03X__Z__ I__K__ F__
Identique à G02.
G04 : Pause
G04 X1.5 ; ou G04 P1500 ; P sans point décimal.
G07.1 (G107) : Interpolation cylindrique
G07.1IPr (entrée en vigueur) ; G07.1IP0 (annulation) ;
G10▲ : Entrée de données programmables
G10 P __X__ Z__R__ Q__
G11 : Annulation de l'entrée des données programmables
G12.1 (G112) : Instruction sur les coordonnées polaires
G13.1▲ : Annulation des coordonnées polaires
G17 : Sélection du plan XY
G18▲ : Sélection du plan XZ
G19 : Sélection du plan YZ
G20 : Entrée en pouces
G21 : Entrée en millimètres
G22 : Activation de la détection de la course mémorisée
G23 : Désactiver la détection de la course mémorisée
G27 : Vérification du retour du point de référence
G27 X(U) Z(W)
Le retour de l'outil aux coordonnées X, Z spécifiées dans le programme est vérifié à l'aide de la commande G00. Si le retour est exact, le voyant s'allume. En revanche, les écarts entraînent des alarmes système sur la machine-outil.
G28 : Retour automatique au point de référence
G28 X(U) Z(W) ; X et Z sont les points passés pendant le processus de retour.
G29 : Retour au point de référence
G29 X(U) Z(W)
Depuis le point de référence, en passant par le point médian jusqu'aux positions X et Z spécifiées, le point médian est le point désigné par G28, par conséquent, cette commande ne peut apparaître qu'après G28.
G30 : Retour au point de consigne
G30 P2/P3/P4 X Z
P2, P3, P4 représentent respectivement les 2e, 3e et 4e points de référence, tandis que X et Z sont les points intermédiaires.
Signification : L'outil passe par les points intermédiaires pour atteindre les positions des 2ème, 3ème et 4ème points de référence.
G31 : Fonction de saut
G32 : Filetage à pas égal
G32X(U)_Z(W)_F_Q_
G32 Z(W) F ; (Filet cylindrique)
G32 X(U) F ; (Filetage de la face frontale)
G32 X(U) Z(W) F ; (Filet conique)
Remarque :
1. Lors de la programmation, les segments d'entrée et de sortie doivent être incorporés dans le programme de tournage du fil.
2. Pour l'usinage de filets coniques, lorsque l'angle α est inférieur ou égal à 45 degrés, l'avance de filetage est spécifiée dans la direction de l'axe Z ; lorsque l'angle α est supérieur à 45 degrés et inférieur ou égal à 90 degrés, l'avance de filetage est spécifiée dans la direction de l'axe X.
3. Q représente l'angle de départ du fil, sans décimale, et l'unité est 0,001°.
G34 : Filet à pas variable
G34 X(U) Z(W) F K ; (Filet conique)
K représente l'incrémentation (valeur positive) ou la décrémentation (valeur négative) du pas par tour, le reste est identique à G32.
G40 : Annulation de la compensation du rayon de la pointe
G41 : Décalage à gauche du rayon de la pointe de l'outil
G41(G42)G01(G00) X Z F G40 G01(G00) X Z F
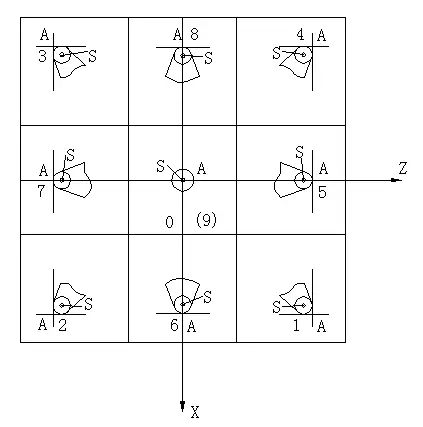
Pour le porte-outil avant, le cercle extérieur est G42 avec le numéro de position 3, et le trou d'alésage est G41 avec le numéro de position 2. La figure suivante montre le numéro de position pour le porte-outil avant, avec les positions 2 et 3, et 1 et 4 inversées sur le porte-outil arrière, le reste demeurant inchangé.
G42 : Décalage à droite du rayon de la pointe de l'outil
G50 : Réglage du système de coordination ou limite de vitesse maximale
G50 X Z ou G50 S
G50.3 : Présélection du système de coordonnées de la pièce
G50.2 : Annulation de la rotation des polygones
G51 : Tournage de polygones
G52 : Système de coordonnées locales
G52 X20 Z20 : Les valeurs X\Z représentent la position de l'origine du système de coordonnées local dans le système de coordonnées original de la pièce.
Si G52 X0 Z0 : cette opération annule le système de coordonnées local et rétablit l'origine du système de coordonnées d'origine.
G53 : Sélection du système de coordonnées de la machine-outil
Désélectionnez le système de coordonnées de la pièce et sélectionnez le système de coordonnées de la machine-outil.
(G90) G53 X_ Y_ Z_ : il est valide dans la commande absolue (G90), mais invalide dans la commande incrémentale (G91).
Remarque :
(1) Le décalage du diamètre de l'outil, le décalage de la longueur de l'outil et le décalage de la position de l'outil doivent être annulés avant d'assigner la commande G53. Sinon, la machine-outil se déplacera en fonction des valeurs de décalage assignées.
(2) Avant d'exécuter la commande G53, manuellement ou à l'aide de la commande G28, ramener la machine-outil à l'origine. En effet, le système de coordonnées de la machine-outil doit être réglé avant l'exécution de la commande G53.
G54▲ : Sélection du système de coordonnées de la pièce 1
G54 ; Mise sous tension par défaut.
G55-59 : Sélection des systèmes de coordonnées de la pièce 2-6
G65 : Appel non modal d'un macro-programme
La classe A utilise le système FANUC 0TD, tandis que la classe B utilise le système FANUC 0I.
Les variables locales sont #1-#33, les variables partagées sont #100-#149, #500-#549, et les variables système sont #1000 et plus.
Les macroprogrammes se terminent par M99 et peuvent être appelés avec M98 ou "G65 P(numéro de programme)L(nombre)".
Le format des programmes de classe A est le suivant : G65 H(a)P(b)Q(c)R(d), où a est le code H, b est la variable de résultat et c, d sont deux variables d'opération.
Commande d'opération de macro-programme de classe B.
Affectation
#i=#j
Fonction d'étage
#i=FUP[#j]
Ajout
#i=#j+#k
Logarithme naturel
#i=LN[#j]
Soustraction
#i=#j-#k
Fonction exponentielle
#i=EXP[#j]
Multiplication
#i=#j*#k
Ou
#iOR#j
Division
#i=#j/#k
Exclusif ou
#iXOR#j
Sine
#i=SIN[#j]
Et
#iET#j
Sinus inverse
#i=ASIN[#j]
Conversion BCD vers BIN
#i=BIN[#j]
Cosinus
#i=CON[#j]
Conversion BIN vers BCD
#i=BCD[#j]
Cosinus inverse
#i=ACON[#j]
Égales
QE
Tangente
#i=TAN[#j]
Pas égal à
NE
Tangente inverse
#i=ATAN[#j]/[#k]
Supérieure à
GT
Racine carrée
#i=SQRT[#j]
Supérieur ou égal à
GE
Valeur absolue
#i=ABS[#j]
Moins de
LT
Arrondissement
#i=ROUND[#j]
Inférieur ou égal à
LE
Plafond
#i=FIX[#j]
Commande de contrôle : GOTO n - Saut inconditionnel
IF [expression de la condition] GOTO n - Instruction de saut conditionnel
WHILE [expression de la condition] DO m (m=1, 2, 3...) - Commande de boucle
...
FIN m ;
G66 : Invocation modale d'un macro-programme
G67 : Annulation de l'invocation modale d'un programme macro
G70 : Tournage cylindrique intérieur et extérieur à cycle fixe
Format de programmation : G70 P(ns) Q(nf)
Où ?
ns représente le numéro du segment de programme de départ du processus d'usinage de précision ;
nf signifie le numéro du segment de fin de programme du processus d'usinage de précision ;
Notes :
(1) La commande G70 ne peut pas être utilisée indépendamment ; elle doit être combinée avec les commandes G71, G72, G73 pour compléter le cycle fixe d'usinage de précision, c'est-à-dire qu'après l'ébauche de la pièce avec les commandes G71, G72, G73, la commande G70 est utilisée pour spécifier le cycle fixe de tournage de précision, en éliminant la surépaisseur laissée par l'ébauche de l'usinage.
(2) Dans ce cas, les commandes F, S, T des segments de programme G71, G72, G73 ne sont pas valides ; seules les commandes F, S, T des segments de programme ns~nf sont effectives. Lorsque les commandes F, S, T ne sont pas spécifiées dans les segments de programme ns~nf, les commandes F, S, T du cycle de tournage d'ébauche sont effectives.
G71 : Tournage cylindrique intérieur et extérieur de précision à cycle fixe
Format de programmation : G71U (△d) R(e) ;
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Où ?
ns : Se réfère au numéro de programme de début du segment d'usinage de précision ;
nf : Désigne le numéro de fin de programme du segment d'usinage de précision ;
△u : Représente la tolérance laissée pour l'usinage de précision dans la direction radiale (direction de l'axe X) (valeur du diamètre) ;
△w : Représente la tolérance laissée pour l'usinage de précision dans la direction axiale (direction de l'axe Z) ;
△d : Représente la profondeur de coupe par temps (valeur du rayon) ;
e est la quantité de retrait radial pendant le retrait de l'outil
F : représente la vitesse d'avance pendant l'usinage d'ébauche ; S : représente la vitesse de la broche pendant l'usinage d'ébauche ;
T : Représente le numéro de l'outil utilisé lors de l'usinage d'ébauche :
(1) Lorsque l'instruction ci-dessus est utilisée pour l'usinage du contour intérieur de la pièce, △u doit être une valeur négative.
(2) Lors de l'utilisation de G71 pour l'ébauche, seules les fonctions F, S, T incluses dans le segment de programme G71 sont efficaces. Les fonctions F, S, T incluses dans le segment de programme ns~nf sont inefficaces pour le cycle d'ébauche, même si elles sont spécifiées. La compensation de l'outil peut être effectuée et la compensation du rayon de la pointe de l'outil peut être programmée avant G70, généralement incorporée dans le mouvement approchant le point de départ. Par exemple : G42G00X55Z2 ; G70P10Q20 ; G40G00X100Z50 ;
(3) Cette instruction s'applique en cas d'augmentation ou de diminution monotone de la coordonnée Z et de changement monotone de la coordonnée X. Le segment de programme Ns doit avancer le long de l'axe X et les valeurs Z ne doivent pas apparaître. Le segment de programme Ns doit avancer le long de l'axe X et les valeurs Z ne doivent pas apparaître.
G72 : Tournage d'ébauche en bout Composite à cycle fixe
Format de programmation : G72W (△d) R(e) ;
G72 P(ns) Q(nf) U (△u) W(△w) F S T ;
2. d : Montant de la coupe arrière dans la direction Z, sans signe ; les autres paramètres sont les mêmes que ceux de G71. Le segment de programme Ns doit avancer dans la direction Z et ne peut pas contenir de valeur X. Lorsque la commande ci-dessus est utilisée pour l'usinage du contour interne de la pièce, △u doit être une valeur négative.
Exemple : Comme le montre la figure, la liste des programmes est la suivante :
O4534;
N10 G50 X100.0 Z100.0;
N20 M03 S1000;
N30 G00 X100.0 Z5.0 M08;
N35 G72W3R0.5
N40 G72 P50 Q120 U0.5 W0.2 D3.0 F300;
N50 G00 Z-60.0;
N60 G01 Z-55.0 F200;
N70 X70.0
N80 X50.0 Z-35.0;
N90 W15.0;
N100 X30;
N110 X20.0 W10.0;
N120 Z5.0
N130 G00 X100.0 Z100.0 M09;
N140 M05;
N150 M30;
G73 : Cycle de duplication des contours
Format de programmation : G73 U(△i) W(△k) R (d) ;
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d : Représente le nombre de cycles dans le tournage d'ébauche (nombre de couches) ;
△i : Pendant le tournage d'ébauche, la surépaisseur totale à enlever dans la direction de l'axe X (quantité de retrait de l'outil) et la direction, valeur du rayon. C'est-à-dire : la taille brute moins la plus petite taille de la pièce divisée par 2. Le trou est une valeur négative.
△k : Pendant le tournage d'ébauche, la surépaisseur totale à enlever dans la direction de l'axe Z (quantité de retrait de l'outil) et la direction ; △k est généralement nulle. Le reste est identique à la commande G71.
m - Le nombre de répétitions d'usinage de précision, peut être compris entre 1 et 99, il s'agit d'une valeur modale.
r - Quantité de chanfrein à l'extrémité du filet (distance de retrait oblique de l'outil dans la direction Z), de 0,0 à 9,9 fois le pas du filet, unité de 0,1S, représentée par deux chiffres de 00 à 99.
α - Angle de la pointe du filet (angle de la dent du filet), vous pouvez sélectionner l'une des six options suivantes : 80°, 60°, 55°, 30°, 29° et 0°, déterminé par deux chiffres. Il s'agit d'une valeur modale.
△d min - Montant minimum du recul de l'outil pendant la coupe, spécifié comme une valeur de rayon, en micromètres, sans décimale.
d - Tolérance d'usinage de précision, représentée par une valeur modale avec une valeur de rayon décimale, en millimètres.
i - La différence de rayon entre les points de départ et d'arrivée du fil. Lorsque i est égal à zéro, cela indique une coupe droite standard.
k - Profondeur du filet. Pour les filetages extérieurs, k est calculé comme 649,5P, pour les filetages intérieurs, k est calculé comme 541,3P, spécifié comme une valeur de rayon en micromètres, sans décimale.
△d - La première profondeur de coupe, spécifiée comme une valeur de rayon, en micromètres, sans décimale.
X, Z - Dans la programmation en valeur absolue, ils représentent les coordonnées du point final du filet dans le système de coordonnées de la pièce. En programmation incrémentale, elles représentent les valeurs incrémentales des coordonnées du point final de coupe par rapport au point de départ du cycle, représentées par U et W.
R indique la moitié de la différence entre la coordonnée X au point de départ et la coordonnée X au point d'arrivée de la découpe de la surface conique. Il peut être négatif, la valeur négative indiquant un cône régulier et la valeur positive un cône inversé. Sans R, il s'agit d'une découpe cylindrique. Vitesse de coupe : G00 - G01 - G01 - G00.
G92 : Cycle de coupe du fil
G92 X(U) Z(W) F R ;
R = (X point de départ - X point d'arrivée) / 2. R est non-modal et doit être inclus dans chaque phrase.
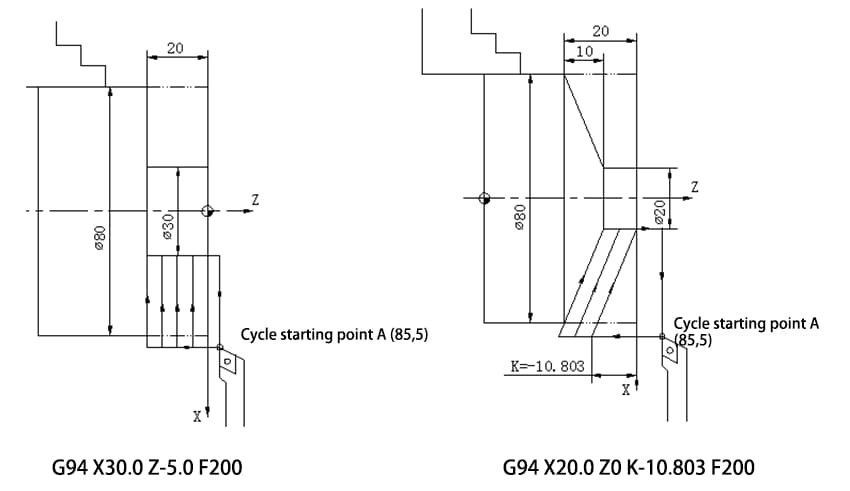
G94 : Cycle de découpe de la face frontale
Format de la commande : G94 X(U) Z(W) F ;
Format de la commande de coupe de la face frontale conique : G94 X(U) Z(W) K F
X et Z représentent les coordonnées absolues de l'extrémité du segment de coupe ;
U, W représentent la valeur de l'incrément de coordonnées du point final du segment de coupe par rapport au point de départ du cycle ; F représente la vitesse d'avance. K représente la différence des valeurs de coordonnées Z entre les points de départ et d'arrivée du segment de coupe (généralement une valeur négative), c'est-à-dire K=point de départ Z - point d'arrivée Z.
G96 : Exécution à vitesse linéaire constante
M3S300 ; Vitesse initiale
G50S1000 ; Vitesse maximale 1000
G96S100 ; Vitesse de la broche 100m/min
…
G97▲ : Annulation de la vitesse linéaire constante, fin de la vitesse.
G97 S300 ; Annulation de la vitesse linéaire constante, la vitesse est de 300r/min
G98 : Avance par minute
Unité : mm/min Exemple : G98 G01 X20 F200
G99▲ : Avance par tour
Unité : mm/rév Exemple : G99 G01 X20 F0.2 ;
M00 : Toutes les actions s'arrêtent.
M01 : Arrêt de la sélection du programme
Il faut appuyer sur : Sélectionner la touche d'arrêt pour qu'elle soit effective, équivalent à M00 ;
M02 : Fin du programme
Le curseur ne revient pas.
M03/M04 : Broche en avant (sens des aiguilles d'une montre) / en arrière (sens inverse des aiguilles d'une montre)
M03 S300 ;
M05 : Arrêt de la broche
M08/09 : Activation/désactivation du liquide de refroidissement
M30 : Fin du programme
Le curseur revient au début du programme.
M98 : Invocation de sous-programmes
Format de programmation : M98 PxxxxL ;
ou M98 Pxxxxxxxx ;
M99 : Retour au programme principal
Les quatre chiffres qui suivent l'adresse P après l'appel représentent le numéro de la sous-routine, et l'appel qui suit l'adresse L représente le temps d'appel. Lorsque la durée d'appel est de 1, elle peut être omise, et la durée d'appel répétée autorisée est de 999 au maximum. Lorsque les huit chiffres suivent l'adresse P, les quatre premiers représentent les heures d'appel et les quatre derniers représentent le numéro de la sous-routine. Lorsque le temps d'appel est égal à 1, il peut être omis.
Si M99 P100 ; représente le retour au segment de programme N100 du programme principal, si le sous-programme exécute M99 L2, cela signifie que le sous-programme est forcé de s'exécuter deux fois, quel que soit le nombre de fois que le programme principal le demande.
T×××× : Commande d'outils
Dans T0101, les deux premiers chiffres représentent le numéro de l'outil, tandis que les deux derniers chiffres indiquent le numéro de compensation de l'outil.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment les engrenages hélicoïdaux sont fabriqués avec précision grâce à la technologie moderne ? Cet article se penche sur le processus complexe d'usinage des engrenages hélicoïdaux à l'aide d'une machine CNC à quatre axes. Il couvre...
Dans cet article, nous allons explorer le monde des fabricants japonais de machines-outils, héros méconnus à l'origine de nombreuses innovations industrielles. Découvrez leurs technologies de pointe, leur savoir-faire éprouvé et leurs contributions significatives à diverses...
Vous êtes-vous déjà interrogé sur les géants de l'industrie des machines CNC ? Dans ce fascinant article de blog, nous allons plonger dans le monde de la fabrication CNC, en explorant les...
Dans le monde de la fabrication, qui évolue rapidement, les machines à commande numérique sont devenues indispensables. Mais avec les nombreux fabricants qui se disputent l'attention, comment choisir la meilleure ? En tant qu'ingénieur mécanique expérimenté,...
Découvrez le langage secret qui donne vie aux machines ! Dans cet article de blog captivant, nous allons plonger dans le monde fascinant du G-code et du M-code, les commandes de programmation essentielles qui...
Vous êtes-vous déjà demandé comment les usines modernes parviennent à une telle précision et à une telle efficacité ? Cet article explore le monde fascinant des systèmes de commande numérique par ordinateur (CNC) et révèle comment ils révolutionnent la fabrication. Découvrez les...
Vous êtes-vous déjà demandé pourquoi votre machine CNC ne cessait de dysfonctionner ? Des accidents de collision aux pannes électriques, les machines CNC sont confrontées à de nombreux défis opérationnels. Cet article explore les problèmes les plus courants et fournit des solutions pratiques...
Vous êtes-vous déjà demandé comment sont fabriquées les machines qui façonnent notre monde ? Cet article explore les principaux fabricants de tours CNC, révélant les secrets de leur technologie de pointe et de leur impact mondial. Découvrez...
Imaginez que votre machine-outil à commande numérique ne soit pas alignée - une minuscule erreur de calcul peut entraîner des erreurs coûteuses. Cet article présente les méthodes essentielles pour un alignement précis des outils sur les fraiseuses CNC...
Faites passer votre entreprise à la vitesse supérieure