Soudage à distance par laser à fibre de haute puissance : Guide ultime
1. Introduction La technologie du soudage laser à distance (RLW), un procédé de soudage laser robotisé sans contact, a connu des avancées significatives ces dernières années. Cela a permis d'améliorer l'efficacité de la production et la flexibilité du processus de soudage au laser. Le concept de soudage laser robotisé a été introduit pour la première fois en 1996 par John Macken. L'une des principales caractéristiques du RLW [...]
La technologie de soudage laser à distance (RLW), un procédé de soudage laser robotisé sans contact, a connu des avancées significatives ces dernières années. Cela a permis d'améliorer l'efficacité de la production et la flexibilité du processus de soudage au laser.
Le concept de RLW a été introduit pour la première fois en 1996 par John Macken.
L'une des principales caractéristiques de RLW est la combinaison parfaite d'un système de feux de route de grande puissance et d'un système de feux de croisement. laser de qualité avec une longue distance focale (jusqu'à 1600 mm) et un dispositif de balayage galvanométrique.
Par rapport au soudage laser traditionnel, le RLW offre une vitesse plus élevée, des cycles plus courts et une plus grande flexibilité.
La recherche sur la technologie RLW a été appliquée à divers secteurs de l'économie. les types de lasers pendant une longue période. Le laser à fibre haute puissance d'une longueur d'onde de 1080 nm est capable de transmettre le faisceau laser à travers la fibre et d'améliorer la précision de la mise au point et la flexibilité du traitement.
En revanche, le laser CO2 avec une grande longueur d'onde de 10,6μm ne peut pas transmettre le faisceau à travers la fibre optique.
En raison de sa longueur d'onde idéale et de l'excellente qualité de son faisceau, le laser à fibre haute puissance est le choix privilégié pour les applications RLW, surpassant les lasers CO2 traditionnels et les lasers Nd : YAG.
Le principe de fonctionnement du RLW consiste à réfléchir et à diriger le faisceau laser par le biais d'un balayage galvanométrique, ce qui permet une transmission à grande vitesse vers la surface de la pièce à usiner.
Le balayage 2D est le plus couramment utilisé dans le domaine de la RLW. Il se compose d'un système galvanométrique avec deux miroirs de balayage de la lumière qui peuvent être tournés électriquement. Le système peut supporter une puissance de sortie de 5 kW, ce qui le rend plus rentable que le balayage 3D.
Cependant, le RLW est également confronté à plusieurs défis, tels que la nécessité d'un prétraitement, les exigences en matière de qualité et de stabilité du soudage, la mise à disposition de gaz de protectionet le serrage et le positionnement corrects de la feuille plaquée.
Par rapport au soudage laser traditionnel, le soudage au laser à résistance nécessite un plus grand nombre de paramètres de processus, qui peuvent être classés en trois catégories : la qualité du faisceau, les paramètres de traitement et les propriétés des matériaux.
2. Procédé de soudage laser à distance
2.1. Principe du processus
L'idée du soudage laser à distance (RLW) n'est pas entièrement nouvelle. Son principe principal consiste à réfléchir et à positionner le faisceau laser focalisé à une distance spécifique au-dessus de la pièce à l'aide d'un scanner. La longueur focale typique pour le soudage laser à distance se situe entre 1 000 et 1 600 mm.
En 1996, John Macken a réalisé la première expérience de soudage RLW à l'aide d'un laser d'une longueur focale de 1600 mm. Cette expérience a constitué une étape importante dans le développement du procédé RLW, car elle a permis de réaliser le soudage de petits trous.
Le scanner permet de projeter correctement le faisceau laser sur une pièce de grande taille, d'une surface de 1 m x 1 m ou même plus grande, et la vitesse de soudage peut atteindre 30 m/min.
Il existe deux modes de travail généraux pour le processus RLW : le système RLW avec un scanner intégré et le système RLW basé sur un robot.
Le système RLW avec scanner intégré utilise une unité de balayage, généralement un scanner 2D, pour focaliser et positionner le faisceau laser (voir figure 1(a)).
Le système RLW basé sur un robot utilise un système d'éclairage à longue durée de vie.laser de focalisation un miroir optique et un robot à six axes pour le fonctionnement. Le robot est chargé de positionner le faisceau laser sur la surface de la pièce (voir figure 1(b)).
Figure 1. Système RLW avec scanner intégré (a) et système RLW basé sur un robot (b)
Comparé au système RLW robotisé, le système RLW avec scanner intégré offre un plus large éventail d'applications, avec un cycle de traitement plus court et une plus grande précision. Toutefois, ce système est soumis à des exigences beaucoup plus strictes en ce qui concerne la qualité du faisceau laser.
Le tableau 1 compare les performances du système RLW avec scanner intégré, du système RLW robotisé et du soudage laser traditionnel.
Tableau 1. Comparaison des paramètres entre le procédé de soudage à distance et le procédé traditionnel processus de soudage au laser
Pour obtenir des résultats satisfaisants en matière de soudage à distance, les trois conditions suivantes doivent être remplies :
L'utilisation d'un scanner pour assurer la transmission et le positionnement corrects du faisceau laser.
Un laser à fibre de haute qualité et de grande puissance, capable de fonctionner sur une longue distance focale.
Contrôle complet et adéquat des paramètres du processus.
2.2.1. Le scanner
Le scanner veille à ce que le faisceau laser soit correctement guidé le long de la trajectoire de soudage souhaitée sur la surface de la pièce et à ce qu'il soit positionné rapidement.
La tête de balayage très flexible et légère permet au faisceau de se déplacer rapidement entre les points de soudure, réduisant ainsi le temps nécessaire au positionnement par rapport aux processus de soudage laser traditionnels.
La figure 2 illustre les composants typiques d'une tête de balayage. L'unité de balayage se compose principalement d'un ensemble de galvanomètres et d'une lentille.
Lors du soudage à distance, le faisceau laser traverse d'abord la lentille. La lentille peut être réglée le long de l'axe optique pour modifier la position focale. Le faisceau laser est ensuite réfléchi et guidé successivement par les galvanomètres X et Y, pour finalement atteindre le point de soudure établi. cordon de soudure et une mise au point précise sur la surface de la pièce.
La figure 3 montre un système de scanner 2D typique, qui comprend un capteur de suivi des coutures, un dispositif de projection linéaire et une unité de balayage 2D très sensible.
Figure 2. Composants typiques de la tête de balayage
Figure 3. Principaux composants du système de scanner 2D
Ces dernières années, les lasers à fibre de haute puissance ont connu un développement rapide et ont démontré des caractéristiques exceptionnelles dans les applications de traitement des matériaux.
Les lasers à fibre de haute puissance avec des faisceaux de haute qualité peuvent fournir une densité de puissance de crête très élevée, atteignant plusieurs MW/mm2, ce qui est crucial pour le soudage laser à distance, à grande vitesse et sur de longues distances.
Les données de la recherche indiquent que les lasers à fibre de haute puissance présentent plusieurs avantages, tels que
Taux de conversion électro-optique élevé.
Qualité exceptionnelle du faisceau.
Une longue durée de vie, ce qui se traduit par des coûts d'exploitation réduits.
Le faisceau laser transmis par la fibre optique est plus flexible.
Coefficient d'absorption élevé pour la plupart des feuilles de métal.
Une conception compacte qui facilite son déplacement.
Comme le montre la figure 4, une unité RLW équipée d'un laser à fibre de haute puissance est montée sur un robot industriel et dispose d'une tête de soudage.
Les recherches indiquent que les soudage par laser à fibre peut encore augmenter la vitesse de soudage, réduire la perte de fil de soudage et de torche, diminuer les exigences en matière de serrage des outils et des composants, et réduire les coûts de maintenance permanents associés aux procédés de soudage traditionnels.
Figure 4. Unité RLW avec laser à fibre de 5 kW
2.3. Caractéristiques typiques du RLW
Par rapport au laser traditionnel processus de soudageLe système RLW avec scanner intégré présente plusieurs avantages :
Grande flexibilité, cycle de traitement court, vitesse de production rapide, bons résultats de soudage, performances uniformes et stables, automatisation élevée, exigences réduites en matière de matériaux et faibles besoins de maintenance, ce qui permet de réduire les coûts de production.
Le faible apport de chaleur permet de minimiser la déformation thermique.
Le système a une conception compacte et un faible encombrement.
2.3.1. Production efficace
Le système RLW avec scanner intégré est plus efficace en raison de sa vitesse de soudage rapide et de son cycle de traitement court.
Dans des conditions normales, la vitesse de soudage peut être augmentée de 6 m/min à 30 m/min, en fonction de la puissance de sortie du laser configuré.
L'élimination des temps morts pour le scanner permet de raccourcir encore le cycle de traitement de 80%.
Le mouvement ininterrompu et le positionnement rapide de la tête de balayage permettent au système RLW de passer d'une soudure à l'autre en seulement 50 ms, alors que le positionnement d'un robot prend généralement 2 à 3 secondes.
Par conséquent, le cycle de traitement du système RLW avec scanner intégré est 6 à 10 fois plus rapide que la résistance. soudage par points ou le soudage à l'arc.
2.3.2. Une grande souplesse
L'opération à longue distance entre la tête de balayage et la pièce dans le système RLW offre une grande flexibilité pendant le soudage, ce qui n'est pas possible avec les équipements de soudage laser traditionnels.
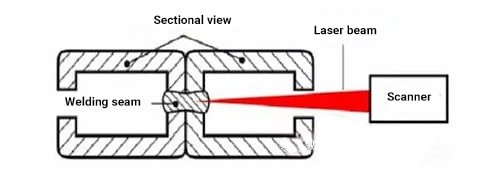
Comme le montre la figure 5, la soudure ne peut être réalisée qu'à longue distance.
Un autre avantage des opérations à longue distance est qu'elles empêchent les vapeurs ou les éclaboussures de métal d'affecter les composants optiques.
En outre, les opérations à longue distance nécessitent moins d'accessoires, ce qui permet de réduire les coûts d'équipement pour les applications impliquant des produits lourds ou de grande taille.
Figure 5. Le RLW est utilisé pour le soudage de pièces peu accessibles.
2.3.3. Avantage en termes de coûts
Le système RLW a déjà démontré sa rentabilité dans la production de BIW. De nombreux résultats de recherche montrent que le système RLW peut réduire les coûts de production de différentes manières, notamment :
Diminution des coûts de production unitaires grâce à la production de masse.
Améliorer l'efficacité et réduire les coûts d'équipement en diminuant le nombre de pistolets de soudage laser.
Diminution des coûts de consommation de matériaux en réduisant la largeur de recouvrement des soudures.
Prolonger la durée de vie des équipements et réduire les coûts de maintenance.
Cependant, le RLW présente également des inconvénients, tels que la nécessité d'un gaz de protection, de faisceaux de haute qualité, de montages et d'un suivi des soudures.
Le plus grand défi de la soudure à l'arc consiste à fournir du gaz de protection à la pièce à souder. Le gaz auxiliaire doit couvrir l'ensemble de la zone de traitement, plutôt que de se déplacer de manière synchronisée avec la soudure. Cela nécessite un grand nombre de buses pour injecter simultanément un gaz protecteur à un débit élevé afin de prévenir l'oxydation et d'éviter la contamination. Par conséquent, une grande quantité de gaz de protection est nécessaire, ce qui augmente le coût du processus.
2.4. Application du RLW
À l'heure actuelle, le soudage par résistance au laser (RLW) est principalement utilisé pour la production en masse d'assemblages de panneaux plats, ce qui implique souvent une quantité importante de soudage.
L'industrie automobile est un domaine d'application clé pour RLW.
À ce jour, environ 70 systèmes RLW ont été mis en œuvre dans divers processus de production, notamment pour la fabrication de sièges de voiture (sièges, cadres, rails et panneaux), de composants de carrosserie (compartiments à bagages, panneaux arrière, portes/pièces de suspension, parois latérales et échangeurs de chaleur) et de structures intérieures (nervures de renfort et tablettes/protecteurs de vitre arrière).
3. Paramètres du processus RLW
Les chercheurs ont mené de nombreux essais et études sur divers paramètres du processus, tels que la vitesse de soudage, la position du foyer, l'inclinaison du faisceau, le gaz de protection, la conception du joint et les propriétés du métal de base, afin d'améliorer les caractéristiques du faisceau de RLW. Ces caractéristiques sont les suivantes puissance du laserLa qualité du faisceau, la longueur d'onde, le diamètre du spot, la longueur focale, le mode et la polarisation.
Les chercheurs ont étudié les RLW équipés de lasers à fibre en utilisant quatre méthodes différentes. types d'acier comme matériaux de base, notamment l'acier doux, l'acier galvanisé, l'acier allié galvanisé et l'acier inoxydable.
Les principaux paramètres du processus sont présentés dans le tableau 2 ci-dessous.
Tableau 2. Liste des paramètres du processus de RLW avec laser à fibre
Matériaux de base
Puissance de sortie
Longueur focale
Spot dia.
Vitesse de soudage
Position de mise au point
L'heure
(Épaisseur mm)
KW
mm
μm
m/min
mm
(réf.)
Acier doux S355 (1.5mm)
(mm) 8
470
640
2-14
0
2008(6)
Acier doux S235
(mm) 8
1053
300-800
2-22
-80-80
2007(15)
Acier galvanisé JAC270EN (1.5mm)
4
1250
360
5
0
2009(35)
Acier allié galvanisé GA60 (1mm)
4
1500
/
4
0
2009(8)
Acier inoxydable 1.4301 (20mm)
(SM) 3
500
109
4-10
0
2009(36)
En outre, les chercheurs ont également examiné de manière approfondie divers paramètres du processus, notamment la puissance de sortie, la vitesse de soudage, l'alimentation en gaz de protection, l'inclinaison du faisceau et la position du foyer.
3.1. Puissance du laser
Dans le cadre de la traitement au laser l'augmentation de la puissance du laser entraîne une augmentation correspondante de la vitesse de soudage.
Selon les données, lors du soudage de l'acier doux avec le soudage laser à distance, si la puissance de sortie du laser à fibre est augmentée de 4 kW à 8 kW alors que le diamètre du point reste constant, la vitesse de soudage augmentera de manière significative. Cependant, l'augmentation de la puissance du laser peut entraîner des problèmes tels que des éclaboussures et des soudures affaissées qui peuvent avoir un impact négatif sur la qualité de la soudure. qualité du soudage.
La figure 7 montre la relation entre la puissance du laser et la vitesse de soudage ainsi que la profondeur de pénétration lors du soudage de l'acier doux S355 à l'aide du soudage laser à distance.
Comme l'indique le graphique, une augmentation de la puissance du laser entraîne une augmentation de la vitesse de soudage et de la profondeur de pénétration.
Figure 7. Influence de la puissance de sortie sur le RLW (avec dispositif d'échappement, sans gaz protecteur, diamètre du spot 640 & mm, longueur focale 470 mm, acier doux S335)
3.2. Vitesse de soudage
La vitesse de soudage est un facteur critique dans le processus de soudage laser par résistance (RLW).
La vitesse de soudage est principalement déterminée par la densité de puissance, la profondeur de pénétration requise, le mode laser, la position du foyer et le nombre de balayages.
La vitesse de soudage influence l'aspect du bain de soudure, la forme du joint de soudure et la profondeur de pénétration.
La figure 8 illustre la relation entre la vitesse de soudage et la profondeur de soudage lorsque le soudage laser à distance est effectué sur de l'acier inoxydable 1.4301 avec différentes puissances de laser.
Comme le montre la figure 8, des vitesses de soudage plus élevées entraînent des profondeurs de soudage plus faibles, et une puissance laser plus élevée entraîne des profondeurs de soudage plus importantes.
Figure 8. Influence de la vitesse de soudage sur la profondeur de soudage RLW
(Acier inoxydable 1.4301, 3 types de puissance de sortie, longueur focale 500mm)
3.3. Gaz de protection
L'utilisation d'un gaz de protection pendant le soudage laser à distance présente plusieurs avantages, notamment la prévention de l'oxydation de la zone de soudage, la réduction des vapeurs métalliques, l'élimination des particules métalliques sur le trajet du faisceau, la stabilisation de la zone de soudage et la réduction de l'impact sur l'environnement. processus de soudageet en empêchant la formation de plasma.
Lors de l'exécution d'un RLW sur de l'acier, les gaz protecteurs les plus couramment utilisés sont l'argon, l'hélium, l'azote et l'air comprimé.
Le débit typique du gaz de protection RLW est d'environ 15 à 20 litres par minute, ce débit variant en fonction de la longueur de la zone de soudage.
Figure 9. Influence du gaz de protection sur la profondeur et la vitesse de soudage RLW
Lors de l'utilisation d'une télécommande à haute puissance soudage par laser à fibreL'impact du gaz de protection sur la profondeur et la vitesse de soudage est illustré à la figure 8.
Indépendamment de l'utilisation d'un gaz de protection, la profondeur de pénétration continue à diminuer au fur et à mesure que la vitesse de soudage augmente.
Cependant, à des vitesses de soudage inférieures à 5 mètres par minute, l'utilisation de gaz de protection devient un facteur significatif affectant le processus de soudage. Cela est probablement dû au fait que la grande quantité de vapeur de métal générée dans les petits trous obstrue le processus de soudage.
Lorsque la vitesse de soudage est passée à 14 mètres par minute, l'effet du gaz de protection sur la profondeur de soudage RLW a commencé à s'accentuer.
3.4. Inclinaison de la poutre
En raison de la longue distance de travail, la gamme des angles d'inclinaison acceptables pour le soudage laser par résistance (RLW) est étendue.
La taille et la forme du spot produit par le faisceau laser sur la surface de la pièce varient en fonction de l'angle d'inclinaison.
Comme la densité de puissance et l'absorbance changent, l'angle du faisceau aura un impact sur la profondeur de pénétration et la largeur de l'interface.
Lorsque l'angle d'inclinaison dépasse 60°, il affecte de manière significative la profondeur de pénétration. En revanche, on observe peu de différence dans le processus de soudage lorsque l'angle d'inclinaison est compris entre 20° et 30°.
Selon les données, lorsque l'angle d'inclinaison est compris entre 0° et 20°, il n'a pas d'impact sur la qualité du soudage.
3.5. Position de mise au point
La position du foyer influence la profondeur de pénétration, la forme du joint de soudure et la qualité de la coupe.
La position focale du faisceau laser varie en fonction de l'épaisseur du matériau de base.
Pour obtenir le meilleur effet de pénétration, la position focale est généralement placée à environ 1 millimètre au-dessus de la surface de la pièce.
La figure 10 illustre la relation entre la position focale et la profondeur de pénétration lorsqu'un laser à disque est utilisé pour le soudage laser à distance de l'acier.
Comme le montre la figure 10, lorsque la position focale est à 0 millimètre sur la surface de la pièce, la profondeur de pénétration est la plus grande.
La profondeur de pénétration diminue à mesure que la distance du faisceau laser focalisé augmente.
Figure 10. Effet de la position du foyer sur la profondeur et la largeur du soudage RLW
4. Conclusion
L'objectif de cet article est d'étudier l'impact de l'utilisation à distance de l'énergie solaire sur la santé. processus de soudage au laser en utilisant des lasers à fibre.
Le procédé de soudage par laser à fibre à distance présente un grand potentiel pour une large gamme d'applications.
En raison de sa productivité élevée, de son excellente flexibilité et de son faible coût global, ce procédé a été adopté par l'industrie automobile.
Pour l'unité de soudage laser à fibre à distance, le scanner est le composant le plus important.
Toutefois, pour obtenir de bons résultats de soudage, les utilisateurs doivent également tenir compte d'une série de paramètres de processus, tels que la qualité du faisceau, la puissance du laser, la vitesse de soudage, l'alimentation en gaz de protection, la position du foyer, et d'autres, pendant le soudage laser à distance.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure