Plieuse de plaques à 4 rouleaux : Structure et précautions
La machine à laminer les plaques est un équipement de forgeage couramment utilisé qui permet de donner aux plaques de métal une forme conique, sphérique ou tubulaire, entre autres. La machine est appelée "à quatre cylindres" en raison de ses quatre cylindres. Quelle est la structure de la machine à laminer les tôles à quatre cylindres ? Quelles sont les précautions à prendre lors de l'utilisation de la machine ? [...]
La machine à laminer les plaques est un équipement de forgeage couramment utilisé qui permet de donner aux plaques métalliques des formes coniques, sphériques ou tubulaires, entre autres.
La machine est appelée "four rolls" en raison de ses quatre rouleaux.
Quelle est la structure de la machine à laminer les plaques à quatre rouleaux ?
Quelles sont les précautions à prendre lors de l'utilisation de la machine ?
Explorons ces sujets plus en détail.
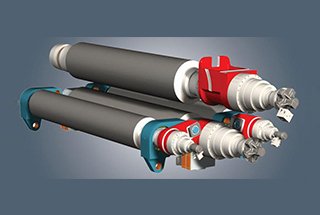
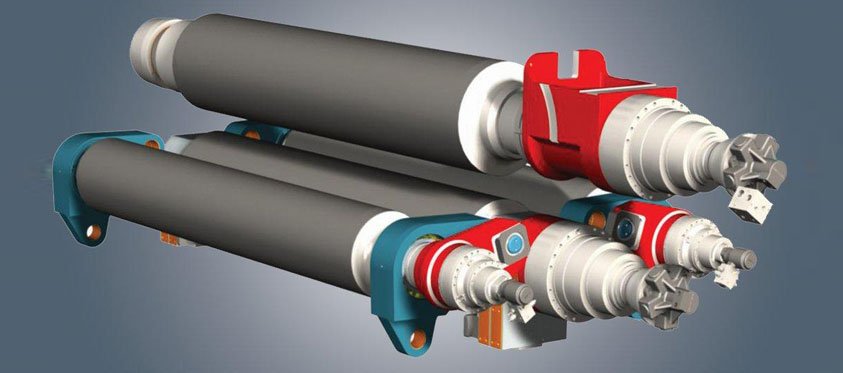
Structure de la cintreuse de plaques à quatre rouleaux
Le rouleau supérieur d'un rouleau de cintrage de plaques à quatre rouleaux est un rouleau d'entraînement, tandis que le rouleau inférieur et le rouleau latéral sont des rouleaux asservis.
La position du rouleau supérieur est fixe, tandis que les rouleaux inférieurs et latéraux peuvent être soulevés et déplacés.
Le rouleau supérieur est entraîné par un moteur hydraulique, tandis que la rotation des rouleaux inférieurs et latéraux est entraînée par la friction entre le rouleau inférieur et le rouleau latéral. tôle d'acier et les rouleaux.
Le rouleau inférieur et le rouleau latéral sont soulevés par les cylindres à huile situés aux deux extrémités.
L'inversion du corps de roulement avant du rouleau supérieur est assurée par un cylindre à huile inversé. Les corps de roulement des rouleaux et les cylindres à huile sont montés aux extrémités gauche et droite du châssis.
Les châssis gauche et droit constituent le corps principal de la machine à quatre rouleaux et l'ensemble de la base est installé avec un système d'entraînement. structure de soudage.
Quant au dispositif de poussée, après que la pièce a été laminée, le cylindre à huile renversé la pousse lorsqu'elle est mise en place.
L'ensemble des opérations de la machine s'effectue sur la table d'opération.
Les rouleaux de la machine à quatre rouleaux machine à rouler peut serrer la plaque d'acier pour éviter qu'elle ne glisse pendant le pliage.
Le rouleau latéral peut positionner la plaque d'acier, ce qui permet de la calibrer pendant l'alimentation. Cela facilite le pliage des formes coniques, elliptiques et autres.
La plaque d'acier ne peut pas être inversée pendant le pré-pliage et le laminage circulaire sur la cintreuse à quatre rouleaux.
Précautions pour l'utilisation d'un rouleau à quatre roues cintrage des rouleaux machine
Si un bruit anormal, un choc, une vibration, une fuite électrique ou une température élevée (>60℃) sont détectés dans l'huile hydraulique, le moteur ou les roulements, la machine doit être immédiatement arrêtée pour être inspectée.
Lors du contrôle de la rondeur avec un échantillon, il faut le faire après l'arrêt de la machine à rouler.
Il est strictement interdit d'étendre la tête pendant le laminage de la tôle d'acier.
Les opérateurs de la machine doivent se tenir sur les côtés de la plaque d'acier en cours de laminage et ne doivent pas se tenir devant ou derrière les rouleaux de pliage de la plaque (surface de travail effective du rouleau supérieur). Personne ne doit se tenir sur la plaque pendant le processus de laminage afin d'éviter que la plaque d'acier ne s'étire ou ne tombe et ne cause des dommages aux personnes.
Les spécifications de la feuille laminée ne doivent pas dépasser les limites indiquées dans les spécifications de l'équipement et le tableau des capacités.
La pression du rouleau ne doit pas être modifiée sans autorisation.
L'opérateur doit surveiller en permanence les conditions d'utilisation.
Toutes les feuilles enroulées doivent l'être au centre du rouleau et le dérapage n'est pas autorisé pendant le processus d'enroulement.
Pendant le processus de laminage, l'opérateur doit constamment observer les différentes conditions de fonctionnement et la feuille ne doit pas glisser du rouleau. Le chantier ne doit pas être accessible aux personnes extérieures.
Lors du basculement du cadre, la direction horizontale du rouleau supérieur doit être en position médiane, et il peut être renversé lorsque la direction verticale est au point le plus haut. Le rouleau supérieur ne doit pas être déplacé horizontalement lorsqu'il est en contact avec le rouleau inférieur.
Lorsque le soudage initial est effectué sur le cylindre de la machine à laminer, le fil de terre de la machine à souder doit être en bon contact avec le corps du cylindre.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure