Soudage par friction : Principes, classification, processus, facteurs d'influence
Imaginez le soudage sans flammes, sans étincelles et sans même faire fondre le métal. C'est exactement ce que permet le soudage par friction, qui utilise la chaleur générée par le frottement pour assembler des matériaux sans soudure. Cette méthode, connue pour son efficacité et sa solidité, révolutionne la façon dont les industries abordent l'assemblage des métaux. Dans cet article, découvrez le fonctionnement du soudage par friction, ses différents types et les facteurs qui influencent son succès. Préparez-vous à explorer un processus qui pourrait changer l'avenir de la fabrication.
I. Principe et classification du soudage par friction
(1) Le principe du soudage par friction
Soudage par friction : Il s'agit d'une méthode de soudage par pression qui utilise la chaleur générée par le frottement mutuel dans le mouvement relatif des surfaces de contact des pièces à souder pour obtenir un assemblage fiable des matériaux.
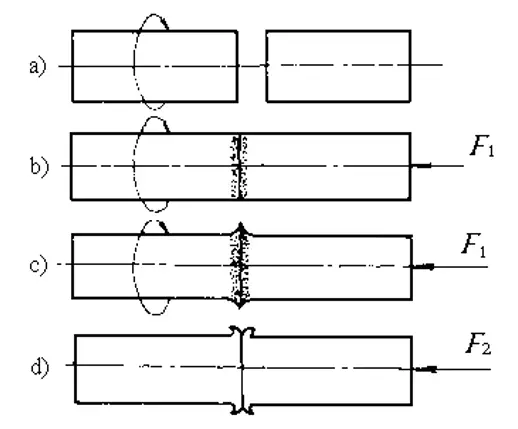
Le processus de soudage se déroule sous pression, où les matériaux à souder génèrent un frottement dû à un mouvement relatif, provoquant une augmentation de l'interface et des températures environnantes pour atteindre un état thermoplastique.
Sous l'effet de la force de choc, le film d'oxyde de l'interface est brisé, le matériau subit une déformation plastique et un écoulement, et un joint se forme par diffusion de l'élément d'interface et par des réactions métallurgiques de recristallisation.
Les processus de soudage n'ajoute pas de métal d'apport, ne nécessite pas de flux et n'utilise pas de gaz protecteur. L'ensemble du processus de soudage ne prend que quelques secondes.
Figure 7-16 Schéma du processus de soudage par friction
Le frottement relatif à grande vitesse sous pression entre les surfaces de jonction des deux pièces soudées produit deux effets :
1) Il détruit le film d'oxyde ou toute autre couche de contamination sur la surface du joint, exposant ainsi le métal propre ;
2) Il génère de la chaleur, formant rapidement une couche thermoplastique sur la surface du joint. Sous l'effet du couple de frottement et de la pression axiale, ces oxydes brisés et une partie de la couche plastique sont extrudés hors de la surface du joint pour former une bavure, et le métal plastique déformé restant constitue le métal de la soudure. Le métal restant, déformé par le plastique, constitue le métal de la soudure. Le refoulement final fait subir au métal de la soudure un forgeage supplémentaire, formant ainsi un métal de bonne qualité. joint de soudure.
Le processus de soudage montre que le joint de soudage par friction est formé en dessous du point de fusion du métal soudé, de sorte que le soudage par friction appartient à la méthode de soudage à l'état solide.
(2) Classification du soudage par friction :
Le soudage par friction peut être classé en trois types : rotation de la pièce, pièce stationnaire et autres mouvements. Ces trois types peuvent être divisés comme suit :
1. Rotation de la pièce :
Soudage par friction en continu
Soudage par friction à inertie
2. Pièce stationnaire :
Soudage par friction radiale
Soudage par friction-malaxage
3. Autres mouvements :
Revêtement par friction
Soudage par friction linéaire
Soudage par friction en orbite
2. Classification du soudage par friction
(1) Soudage par friction en continu
Il s'agit d'un type courant de soudage par friction. Pendant le processus de soudage, la pièce est continuellement entraînée par le moteur de la broche pour tourner à une vitesse constante jusqu'à ce qu'elle atteigne le temps de frottement ou la déformation de frottement spécifiés. La pièce cesse alors immédiatement de tourner et commence le soudage à la forge.
1. Rotation
2. Le freinage
3a. Dispositif de rotation
3b. Dispositif non rotatif
4a. Pièce en rotation
4b. Pièce non rotative
5. Cylindre de la pièce à usiner
(2) Soudage par friction à inertie
L'extrémité rotative de la pièce à usiner est serrée dans le volant d'inertie. Au début du processus de soudage, le volant et l'extrémité rotative de la pièce sont accélérés jusqu'à une certaine vitesse, puis le volant est désengagé du moteur principal.
En même temps, l'extrémité mobile de la pièce se déplace vers l'avant. Une fois que la pièce est entrée en contact, elle commence à chauffer par friction. Pendant le processus de chauffage du soudage par friction, le volant est freiné par le couple de frottement et la vitesse diminue progressivement. Lorsque la vitesse atteint zéro, le processus de soudage s'achève.
1- Rotation
2- Caisse d'inertie réglable
3a- Pince rotative
3b- Pince non rotative
4a- Pièce en rotation
4b- Pièce non rotative
5- Cylindre de la pièce à usiner
(3) Soudage par friction radiale
Une bague annulaire à surface biseautée est montée sur la surface d'extrémité d'un tuyau à ouverture fendue. Pendant le soudage par friction, l'anneau est mis en rotation et des forces de friction radiales sont appliquées aux deux extrémités du tuyau. Lorsque le frottement est terminé, la rotation de la bague s'arrête et une pression de refoulement est appliquée.
Figure 6 : Schéma du soudage par friction radiale
1 - Anneau rotatif
2 - Tube à souder
n - Vitesse de l'anneau
Po - Pression axiale de forgeage
P - Pression radiale
(4) Soudage par friction-malaxage
Le principe de fonctionnement du soudage par friction-malaxage est le suivant : Une aiguille d'agitation d'une certaine forme en matériau dur résistant aux hautes températures est tournée et insérée profondément dans le bord de deux matériaux à souder.
La tête d'agitation ajuste la rotation, générant une grande quantité de chaleur de friction sur les bords des deux pièces soudées, formant ainsi une zone de ramollissement métallo-plastique au niveau de la connexion.
Cette zone de ramollissement plastique est agitée et comprimée sous l'action de la tête d'agitation et s'écoule vers l'arrière le long de l'axe d'agitation. cordon de soudure avec la rotation de la tête d'agitation, formant un flux de métal plastique. Lors du processus de refroidissement après le départ de la tête d'agitation, il est pressé pour former un joint de soudure en phase solide.
La tige de métal de surfaçage tourne à grande vitesse et applique une pression de frottement sur le métal de base. En raison du grand volume du matériau de base, de la bonne conduction de la chaleur et de la vitesse de refroidissement rapide, la surface de frottement se déplace de l'interface entre le métal de surfaçage et le matériau de base vers le côté du métal de surfaçage.
En même temps, le métal de surfaçage se solidifie et se transforme sur le métal de base pour former une soudure de surfaçage. Lorsque le matériau de base tourne ou se déplace par rapport à la tige de métal de surfaçage, un cordon de soudure de surfaçage se forme sur le matériau de base.
Figure 7 : Schéma du revêtement par friction
1- Tige métallique de surfaçage
2- Partie surfacée
3- Surfaçage du cordon de soudure
(6) Soudage par friction linéaire
L'une des deux pièces à souder est fixe, l'autre se déplace d'avant en arrière à une certaine vitesse, ou les deux pièces se déplacent l'une par rapport à l'autre. Sous l'action de la pression, l'interface des deux pièces génère de la chaleur par frottement, ce qui permet de réaliser la soudure.
Figure 8 : Schéma du soudage par friction linéaire
(7) Soudage par friction orbital
Le soudage par friction orbital est une méthode de soudage nouvellement développée, principalement utilisée pour le soudage de pièces à section non circulaire.
Pour le soudage par friction orbital en ligne droite, la pièce se déplace le long d'une piste en ligne droite, avec une certaine amplitude et une certaine fréquence qui garantissent que la vitesse de vibration atteint la valeur requise, ce qui rend le soudage par friction orbital en ligne droite plus facile et plus rapide. surface de soudage font des frottements vibratoires répétitifs relatifs.
Pour le soudage par friction en orbite circulaire, chaque point de masse de la pièce se déplace avec le même rayon et la même vitesse, se déplaçant le long de l'orbite circulaire pour faire en sorte que la surface de soudage effectue un mouvement relatif de friction. Une fois que le joint est chauffé à la température de température de soudageLe mouvement de frottement de la pièce est stoppé et le refoulement est effectué.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Comment le soudage de l'acier au carbone peut-il être à la fois une pratique courante et un défi complexe ? Ce guide explore le monde complexe du soudage de l'acier au carbone, couvrant les types d'acier au carbone, leurs...
Vous êtes-vous déjà demandé comment des machines complexes restaient connectées de manière transparente ? Cet article plonge dans le monde fascinant du soudage bout à bout, une méthode très efficace utilisée pour assembler les métaux. Vous en apprendrez plus sur...
Le soudage des alliages d'aluminium présente des défis uniques en raison de leur faible point de fusion et de leur conductivité thermique élevée. Cet article examine les différentes méthodes de soudage, telles que le TIG, le MIG et l'arc plasma...
Imaginez un monde où les métaux fusionnent de manière transparente à l'aide d'une simple étincelle. C'est l'essence même du soudage par points, une technique qui permet d'assembler des pièces métalliques avec précision et solidité. Dans ce...
La technologie du soudage est un processus d'assemblage de métaux ou d'autres matériaux thermoplastiques à l'aide de méthodes traditionnelles telles que le soudage par fusion, le soudage sous pression et le brasage. Avec le développement continu de la technologie, les...
Comment réunir deux métaux en une seule forme intégrale ? La réponse se trouve dans le monde fascinant du soudage, où la chaleur, la pression ou les deux créent des liens incassables. Ce guide...
Imaginez que vous puissiez transformer de l'aluminium léger en structures solides et polyvalentes grâce au soudage au gaz inerte métallique (MIG). Cette technique permet non seulement d'obtenir des soudures de haute qualité et homogènes, mais aussi de résoudre des problèmes courants tels que le désalignement et...
Cet article explore le monde fascinant du soudage, depuis le soudage manuel à l'arc jusqu'aux techniques avancées sous protection gazeuse. Vous découvrirez les méthodes, les avantages et les applications des différents procédés de soudage. Préparez-vous à...
Imaginez un monde sans soudure. Des gratte-ciel aux machines complexes, le tissu même de notre société moderne s'effilocherait. Dans cet article, nous explorons le domaine fascinant du soudage...
Faites passer votre entreprise à la vitesse supérieure