Notions de base du soudage de cordons de soudure de premier niveau à pénétration totale
1. Exigences générales Le soudage par transfert de contrainte englobe les soudures de premier niveau à pleine pénétration qui peuvent supporter tous les types de contraintes de manière similaire au métal de base, les soudures d'angle qui résistent principalement aux forces de cisaillement et les soudures de deuxième niveau à pénétration partielle. Lorsqu'elles sont entièrement gérées, les soudures de premier niveau à pénétration totale, à l'exception de la fatigue à faible contrainte et à cycle élevé, comme les poutres à couronne, [...]
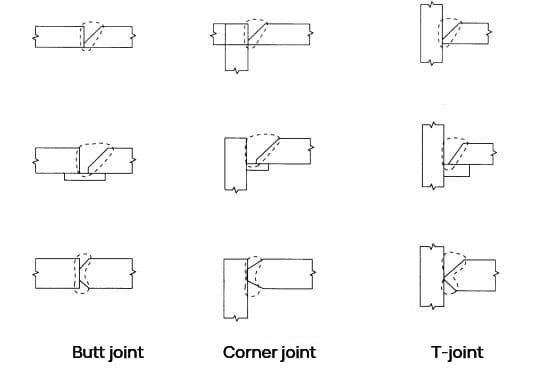
La figure 1 montre que les joints soudés avec des soudures de première classe à pénétration totale peuvent être classés en joints d'about, joints d'angle et joints en T en fonction de la forme du composant.
Le soudage par transfert de contrainte englobe les soudures de premier niveau à pénétration complète qui peuvent supporter tous les types de contraintes de la même manière que le métal de base, soudures d'angle qui résistent principalement aux forces de cisaillement, et les soudures de deuxième niveau à pénétration partielle.
Lorsqu'elles sont entièrement gérées, les soudures de premier niveau à pénétration totale, à l'exception de la fatigue à faible contrainte et à cycle élevé telle que les poutres à couronne, sont considérées comme présentant la même performance que le métal de base sous toutes les charges, y compris les tremblements de terre et autres charges répétées dans l'acier de construction couramment utilisé.
La soudure de premier niveau à pénétration complète doit être entièrement soudée sur toute la section et la résistance de la position de soudage doit être égale ou supérieure à celle du métal de base.
L'épaisseur de la gorge de la soudure de premier niveau à pénétration complète ne doit pas être inférieure à l'épaisseur du métal de base (l'épaisseur du métal de base le plus mince doit être utilisée si les épaisseurs du métal de base sont différentes, et l'épaisseur du métal de base à souder bout à bout doit être utilisée si des joints d'angle et des joints en T sont utilisés).
Si l'épaisseur de la gorge est inférieure à l'épaisseur du métal de base, non seulement elle ne respectera pas la tolérance de conception, mais elle deviendra également une source de concentration de contraintes.
De même, si la couronne de soudure est trop haute, elle provoquera également une concentration de contraintes, et il est nécessaire de maintenir la couronne de soudure à une taille raisonnable.
Joint soudé de premier niveau à pénétration totale
Par exemple, lorsque les joints en T et les joints d'angle sont soumis à des forces qui tirent les plaques d'acier dans le sens de l'épaisseur de la plaque, il est important de noter que, bien qu'il n'y ait pas d'effet de levier, il n'y a pas d'effet de levier sur les plaques d'acier. défauts de soudureLes plaques d'acier peuvent encore se fissurer en raison de leur faible résistance.
Il est bien connu que le rapport entre la résistance ou l'allongement dans le sens de l'épaisseur et le sens du laminage de acier laminé est généralement réduite.
En particulier, lorsque non métallique (comme le MnS) sont déviées pendant le laminage de l'acier, elles peuvent se fissurer ou se détacher sous une contrainte très faible.
Par conséquent, les plaques d'acier utilisées pour les pièces soumises à des forces de traction dans la direction de l'épaisseur de la plaque, telles que l'aile supérieure du poteau en cas de pénétration du poteau ou l'aile de la poutre des poteaux extérieurs et des poteaux d'angle en cas de pénétration de la poutre, doivent être soigneusement examinées et prises en compte.
Dans la coulée continue, les différences de température de solidification ou les réductions de la température de surface peuvent entraîner une déviation des composants MnS au centre de l'épaisseur de la plaque et une tendance à la ségrégation d'Al2O3 sur la couche de surface. Toutefois, ces problèmes se sont améliorés au cours des dernières années.
Récemment, avec l'augmentation de l'échelle des constructions, plusieurs rapports ont fait état de fissures lamellaires dues au soudage multicouche de plaques d'acier épaisses.
Les joints soudés de première classe à pénétration totale de type T sont généralement utilisés dans les joints poteau-poutre des structures en acier qui subissent des contraintes maximales et des déformations plastiques répétées. Cette partie est la plus susceptible d'être fissurée par le soudage en couche.
Il est donc nécessaire de choisir un produit de haute qualité. tôle d'acierIl convient également de revoir la conception du soudage et les méthodes de construction, et d'accorder une attention particulière à la gestion du préchauffage afin d'éviter la fissuration à basse température d'autres pièces affectées par la chaleur.
2. Forme de la rainure
La forme de la rainure dans le joint soudé est un facteur crucial pour la stabilité des deux côtés de l'articulation.
Un écart entre les racines ou un angle de rainurage incorrect peut avoir un impact négatif sur la qualité de la joint soudé.
Il est donc important de déterminer la forme appropriée de la rainure en fonction de l'état de santé de la personne. le type de soudage la méthode et l'articulation utilisées.
Pour les produits conventionnels méthodes de soudageLa forme de la rainure standard pour le type de joint et la taille de la surface de la racine est acceptable tant que la taille de la surface de la racine est inférieure à 2 mm lors de l'utilisation d'une plaque d'appui.
Pour les méthodes de soudage ou les types de joints spécialisés, les données doivent être évaluées afin de s'assurer que la forme de la rainure répond aux normes de qualité et de construction, sur la base de leurs conditions spécifiques.
3. Couronne de soudure
Pour éviter la concentration des contraintes, la couronne de soudure dans la soudure à pénétration complète du premier niveau ne doit pas être trop prononcée. La couronne de soudure doit présenter une surface lisse et ininterrompue par rapport au métal de base, avec une hauteur comprise entre 0 et 3 mm.
4. Hauteur de la couronne du joint en T
La couronne de soudure dans les joints en T doit réduire la concentration de contraintes autour de la zone de soudure, ce qui est essentiel pour éviter la fissuration ou l'écaillage de la plaque d'about. La figure 2 montre la couronne de soudure souhaitée, et il est important que le cordon de soudure soit lisse. La hauteur de la couronne de soudure (h) doit être égale à 1/4 de l'épaisseur du joint d'about, ou à 10 mm si l'épaisseur est supérieure à 40 mm.
Fig. 2 Hauteur de la couronne du joint en T
5. Assiette de passage
Une mauvaise pénétration ou des trous d'air sont souvent observés au début du soudage, tandis que des fissures en forme de cratère et d'autres défauts apparaissent souvent à la fin. Pour éviter de tels défauts lors d'un soudage efficace, une plaque d'acier de forme appropriée doit être placée au début et à la fin du soudage, comme le montre la figure 3.
Il n'est pas nécessaire d'enlever la plaque d'appui après le soudage et ses résidus ne posent pas de problème, comme l'indique la figure 4. Toutefois, si l'épaisseur de la dalle dépasse 50 mm et que le poteau et la poutre ont la même largeur, elle doit être coupée.
Par exemple, lorsque la poutre du bloc-couronne est soumise à de faibles contraintes et à une fatigue à cycle élevé, elle doit être coupée et affinée à l'aide d'une meuleuse.
Il n'est pas recommandé d'assembler et de souder directement la plaque de remontée au niveau du joint de la poutre du poteau. En effet, le court cordon de soudure créé lors du soudage d'assemblage de la patte de fixation réduit la résistance à la rupture de la zone affectée par la chaleur, ce qui peut constituer le point de départ d'une rupture fragile de l'ensemble de la plaque d'appui.
La figure 5 donne un exemple de coup d'arc l'assemblage des plaques et le soudage au niveau de la jonction entre la colonne et la poutre.
Le dispositif de plaque de roulement est assemblé et soudé sur la plaque d'appui. S'il est inévitable de le faire dans la rainure, la construction doit garantir pleinement la qualité de la partie soudée après le soudage positif. Toutefois, dans la pratique, les conditions de construction sont plus strictes que le soudage à l'avancement, ce qui entraîne un assemblage inadéquat qualité du soudage.
Il est nécessaire d'enlever ou de refondre le cordon de soudure de l'assemblage pendant le soudage en aval, en particulier pour les joints critiques tels que soudage par pénétration complèteen utilisant l'une des méthodes suivantes :
Retirer le cordon de soudure de l'assemblage à l'aide d'un arc à gaz avant de procéder au soudage.
Utiliser une pelleteuse pour enlever les résidus de soudure de l'assemblage à la première extrémité de la soudure.
Refondre le cordon de soudure assemblé sans défauts résiduels.
Le soudage d'assemblage est effectué à l'aide d'une machine électrique ou d'une machine soudage sous protection gazeuse. Lors du soudage de tôles d'acier plus épaisses avec une longueur de cordon de soudure plus courte, la partie soudée peut se durcir par chauffage et refroidissement rapides et des fissures peuvent se produire en raison de la quantité d'hydrogène diffusible et du degré de contrainte. Cette tendance est d'autant plus prononcée que les tôles sont épaisses ou que la composition de l'alliage est élevée.
Par conséquent, il convient d'utiliser des électrodes à faible teneur en hydrogène pour le soudage d'assemblages recouverts. soudage électriqueIl est donc recommandé d'utiliser systématiquement des électrodes à faible teneur en hydrogène lors du soudage électrique sous gaine. Cependant, il peut être difficile de changer d'électrode en fonction de l'épaisseur et de la qualité de l'acier, c'est pourquoi il est recommandé d'utiliser systématiquement des électrodes à faible teneur en hydrogène lors de l'utilisation du soudage électrique par recouvrement.
Le soudage sous protection gazeuse est également efficace pour prévenir la fissuration en raison de la faible diffusion de l'hydrogène et doit être utilisé pour le soudage d'assemblage. Le préchauffage est également efficace pour prévenir la fissuration et doit être effectué dans les mêmes conditions que le soudage normal pendant l'assemblage et le soudage.
D'autres méthodes pour remplacer la méthode des plaques de frottement comprennent l'utilisation de plaques de frottement fixes frittées faites de flux, de céramiques ou de plaques d'acier embouties, ou l'utilisation de la méthode de la plaque d'appui, de la méthode de soudage arrière, de la méthode d'enlèvement des extrémités et d'autres méthodes pour éliminer les plaques de frottement.
Cette méthode est applicable au soudage à plat et aux aciers Q235 et Q345. Toutefois, si le soudabilité confirme que la qualité de la partie soudée est égale ou supérieure à celle de la méthode de construction des plaques d'acier, elle peut être utilisée en dehors de ce champ d'application.
Le technicien en soudage doit être qualifié dans la méthode de soudage équivalente et reconnue par le maître d'œuvre grâce à l'examen supplémentaire suivant technologie du soudage pour la méthode de la plaque équivalente.
Les considérations les plus courantes pour les tabliers de type fixe dans les méthodes de construction sont décrites ci-dessous :
Pour maintenir la performance du joint, le matériau de la languette de type fixe ne doit pas interférer avec le métal de soudage à la position de soudage.
La plaque d'appui est en place pour empêcher le métal de s'égoutter à la fin de l'opération de soudage. processus de soudage et doit dépasser d'environ 10 mm l'extrémité du métal de base.
La languette de type fixe est solidement fixée au métal de base à l'aide de méthodes telles que le fil d'acier ou les fixations magnétiques.
En ce qui concerne la méthode de soudage, comme le montre la figure 6, l'arc est amorcé au point où l'extrémité du métal de base pénètre de 15 à 20 mm, puis revient en arrière pour assurer une pénétration complète à l'extrémité pendant la couche initiale de soudage.
6. Joints avec différentes épaisseurs de plaques
Lorsque les matériaux utilisés dans la fabrication des bouts soudage des joints ont des épaisseurs différentes, le soudage doit être effectué du matériau le plus fin vers le matériau le plus épais afin d'assurer une répartition homogène des contraintes.
Comme le montre la Fig. 7 (a), lorsque la différence d'épaisseur dépasse 10 mm en raison de la variation de l'épaisseur de la plaque ou lorsque la poutre du bloc-couronne est soumise à une faible pression et à une forte fatigue cyclique, la tôle la plus épaisse doit être inclinée à moins de 1/2,5 et la rainure doit être rendue plus mince. Les tôles doivent être à la même hauteur.
Cependant, comme le montre la figure 7 (b), lors du soudage du joint de la plaque d'aile d'une poutre SRC formée par une tête d'arc des deux côtés (pelleteuse), si la différence d'épaisseur de la plaque est supérieure à 10 mm, le renfort soudure d'angle doit être utilisé.
Il convient également de noter que le soudage d'un seul côté de la plaque d'appui doit être approuvé par le superviseur du projet.
7. Gougeage à l'air
Lors du soudage des deux côtés, le gougeage à l'air doit être effectué en principe avant de souder la première couche sur le dos.
La première couche de soudage en surface est souvent sujet à des défauts tels que la fissuration, une mauvaise pénétration et l'inclusion de scories en raison de sa vitesse de refroidissement rapide. Pour remédier à ces problèmes, il est nécessaire de procéder à un gougeage à l'air pour éliminer tous les défauts de la première couche de la surface.
Toutefois, si un essai de construction ou un contrôle non destructif est utilisé pendant le soudage à l'arc submergé pour vérifier que la première couche sur le dos a une bonne pénétration, le gougeage à l'air peut être omis.
8. Plaque d'appui
Pour assurer une bonne pénétration des racines lors de l'utilisation d'une plaque d'appui, il faut prévoir un espace suffisant entre les racines afin de garantir un raccordement étroit. Si la plaque d'appui n'est pas complètement serrée et que l'espace entre les racines est trop petit, il peut en résulter défauts de soudure comme une mauvaise pénétration ou l'inclusion de scories à la racine.
La plaque de support doit généralement être fabriquée en matériau Q345B. Pour les autres matériaux, il est important d'examiner leur composition chimique (P, S, Cu, C, etc.) pour confirmer qu'ils conviennent au soudage.
En général, la plaque d'appui du joint poteau-poutre doit être installée à l'intérieur de la plaque d'aile. Cependant, la plaque inférieure de la bride peut être installée à l'extérieur si cela s'avère nécessaire pour le soudage sur site. La position de la plaque d'appui est illustrée à la figure 8.
Le soudage d'assemblage de la plaque d'appui est soumis à des contraintes de traction et à des contraintes de flexion mineures, le soudage d'angle subissant la contrainte maximale. Le soudage d'angle subit la contrainte la plus forte. le type de soudage est relativement simple, mais elle est également susceptible de se briser. Dans de nombreux cas, le soudage d'assemblage est effectué sans préchauffage du soudage d'angle.
Bien que la longueur du cordon de soudure d'origine puisse être suffisante, la résistance à la rupture du métal de soudure ou de la zone affectée thermiquement (ZAT) est faible, ce qui peut entraîner une rupture fragile de l'ensemble du joint en cas de rupture de la soudure d'angle.
Par conséquent, l'assemblage et le soudage de la plaque d'appui au niveau du joint de la poutre-poteau ne doivent pas être effectués à moins de 10 mm de l'une ou l'autre des extrémités de l'aile de la poutre ou à moins de 10 mm du bord R ou du bord de la soudure d'angle de l'âme [Figure 9 (1)]. L'assemblage et le soudage doivent être effectués à la position de la plaque de roulement [Figure 9 (2)] ou à 1/4 de la largeur de la plaque de l'aile de la poutre [Figure 9 (3)]. Si la plaque de roulement est installée à l'extérieur de la plaque d'appui ou de la bride de la poutre, elle ne doit pas être assemblée et soudée à l'extérieur de la bride de la poutre et de la bride du poteau [Figure 9 (2)].
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Le soudage par pénétration totale est-il toujours supérieur au soudage par fusion profonde ? Cette question intrigue de nombreux acteurs de l'industrie métallurgique. Cet article analyse les forces et les faiblesses des deux techniques, en détaillant...
Imaginez que vous obteniez une soudure parfaite en une seule passe ! Le soudage sur une seule face et le formage sur deux faces rendent cela possible, garantissant une pénétration totale et une qualité irréprochable sans avoir à retravailler la face arrière. Cet article se penche...
Vous êtes-vous déjà demandé comment les soudeurs parvenaient à réaliser des joints parfaits dans des positions difficiles ? Le soudage 6GR est une technique spécialisée permettant de souder des pipelines avec un anneau d'obstacle à un angle de 45°, ce qui est crucial pour...
Vous êtes-vous déjà demandé comment calculer avec précision la consommation de baguettes de soudure ? Dans cet article de blog, nous allons explorer les méthodes et les formules utilisées par les experts de l'industrie pour estimer la consommation de baguettes de...
Vous êtes-vous déjà demandé comment les professionnels réalisent des coupes précises dans des métaux épais sans avoir recours aux méthodes traditionnelles ? Le gougeage à l'arc au carbone est peut-être la réponse que vous cherchez. Ce procédé, qui utilise...
Et si vous pouviez vous assurer que vos soudures sont toujours parfaites ? Dans cet article, nous allons explorer l'évaluation du processus de soudage, une méthode cruciale pour tester et affiner les techniques de soudage. Vous...
Vous êtes-vous déjà demandé comment le soudage transforme des pièces métalliques séparées en un tout unifié ? Cet article explore le monde fascinant des joints soudés, en examinant leurs types, leurs caractéristiques mécaniques et les...
Le soudage de l'acier à basse température exige une connaissance approfondie des propriétés du matériau, car les conditions extrêmes peuvent entraîner des ruptures fragiles. L'article traite des exigences techniques relatives à l'acier à basse température, en soulignant l'importance...
Pourquoi le soudage de l'acier au carbone est-il à la fois un art et une science ? Il est essentiel de comprendre la soudabilité des différents aciers au carbone, qu'ils soient à faible ou à forte teneur en carbone, pour garantir la solidité et la durabilité des assemblages. Cette...
Faites passer votre entreprise à la vitesse supérieure