Guide des techniques de soudage et de coupage au gaz
Vous êtes-vous déjà demandé comment fonctionne le soudage au gaz et pourquoi il est si important en génie mécanique ? Cet article présente les principes, les types de flammes et les matériaux utilisés dans le soudage au gaz. À la fin, vous comprendrez comment les différents gaz et fils de soudure influencent la qualité et la sécurité des processus de soudage.
L'oxygène est un gaz à température et pression normales, dont la formule moléculaire est O2.
L'oxygène lui-même n'est pas combustible, mais il peut aider d'autres substances combustibles à brûler et a un fort effet de promotion de la combustion.
La pureté de l'oxygène a un impact direct sur la qualité, la productivité et la consommation d'oxygène du soudage au gaz et du soudage à l'arc. coupe au gaz.
Plus la pureté de l'oxygène est élevée, meilleure est la qualité du soudage et du coupage au gaz.
(2) Acétylène
L'acétylène est un composé hydrocarboné incolore à l'odeur particulière, obtenu par l'interaction du carbure de calcium et de l'eau, dont la formule moléculaire est C2H2.
L'acétylène est un gaz combustible et la température de la flamme générée lorsqu'il est mélangé à l'air est de 2350°C, tandis que la température de la flamme générée lorsqu'il est mélangé à l'oxygène et brûlé est de 3000-3300°C.
L'acétylène est un gaz dangereux qui est explosif dans certaines conditions de pression et de température.
(3) Gaz de pétrole liquéfié (GPL)
Le gaz de pétrole liquéfié est principalement composé d'hydrocarbures tels que le propane (C3H8), le butane (C4H10) et le propylène (C3H6).
Il existe sous forme de gaz à pression normale, mais peut être liquéfié à une pression de 0,8 à 1,5 MPa pour le stockage et le transport, d'où le nom de gaz de pétrole liquéfié.
Comme l'acétylène, le GPL est explosif lorsqu'il est mélangé à l'air ou à l'oxygène, mais il est beaucoup plus sûr que l'acétylène.
2. Types et propriétés des flammes de gaz
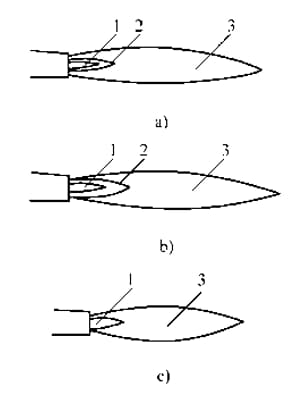
(1) Flamme oxy-acétylène.
La structure et la forme de la flamme d'oxy-acétylène :
a) Flamme neutre b) Flamme de cémentation c) Flamme d'oxydation
1- Centre de la flamme 2- Flamme intérieure 3- Flamme extérieure
Type de flamme
Rapport de mélange entre l'oxygène et l'acétylène
Température maximale de la flamme/℃
Caractéristiques de la flamme
Flamme neutre
1.1-1.2
3050-3150
L'oxygène et l'acétylène sont entièrement brûlés, sans excès d'oxygène ni d'acétylène. Le cœur de la flamme est brillant, avec des contours clairs, et la flamme intérieure présente un certain degré de réductibilité
Flamme de carbonisation
<1.1
2700-3000
L'acétylène est excédentaire, et il y a du carbone et de l'hydrogène libres dans la flamme, ce qui a un fort effet de réduction et également un certain effet de carbone. La flamme entière de la flamme de carbonisation est plus longue que celle de la flamme neutre.
Flamme d'oxyde
>1.2
3100-3300
Il y a un excès d'oxygène dans la flamme, qui a de fortes propriétés oxydantes. La flamme entière est courte et les couches de la flamme intérieure et de la flamme extérieure ne sont pas claires.
Flamme d'oxygène et de gaz de pétrole liquéfié
La structure de la flamme oxygène-gaz de pétrole liquéfié est fondamentalement la même que celle de la flamme oxy-acétylène et peut également être classée en flamme oxydante, flamme carburante et flamme neutre.
Le centre de la flamme subit des réactions de décomposition partielle, mais avec moins de produits de décomposition.
La flamme intérieure n'est pas aussi brillante que celle de l'acétylène et apparaît légèrement bleutée, tandis que la flamme extérieure est plus claire et plus longue que celle de l'oxyacétylène.
En raison de son point d'ignition plus élevé, le gaz de pétrole liquéfié est plus difficile à enflammer que l'acétylène et nécessite une flamme directe pour s'enflammer.
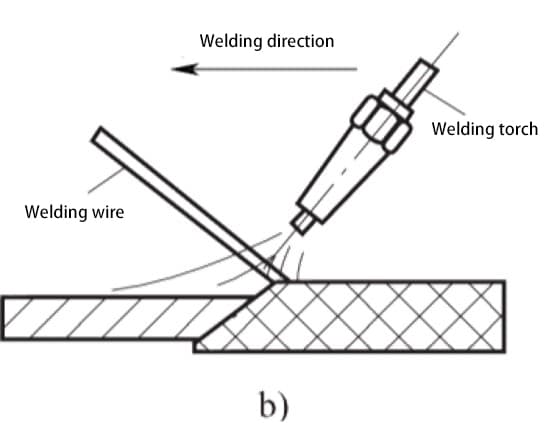
Soudage au gaz
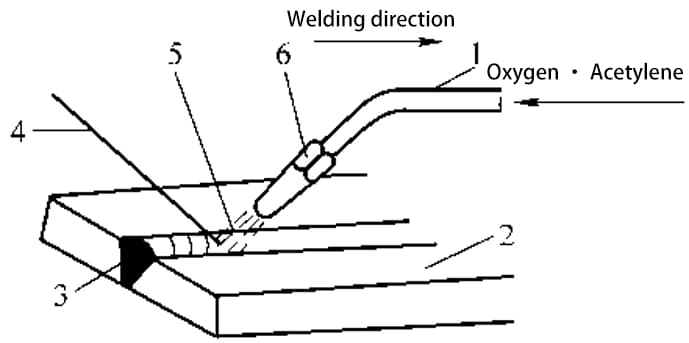
1. Principes, caractéristiques et applications du soudage au gaz.
1 - Tube mélangeur de gaz ; 2 - Pièce à travailler ; 3 - Joint de soudure ; 4 - Fil d'apport ; 5 - Flamme de soudage au gaz; 6 - Torche de soudage.
(2) Caractéristiques et applications du soudage au gaz
Les avantages du soudage au gaz sont qu'il nécessite un équipement simple, qu'il est facile à utiliser, qu'il est peu coûteux et qu'il est très adaptable. Il peut être utilisé dans des endroits dépourvus d'alimentation électrique pour faciliter le soudage.
Les inconvénients du soudage au gaz sont les suivants : la température de la flamme est basse, le chauffage est dispersé, la zone affectée par la chaleur est large, la pièce est facilement déformée et surchauffée, et la qualité du gaz est faible. joints de soudure n'est pas aussi facile à garantir qu'avec le soudage à l'arc à l'électrode.
La productivité est faible et il est difficile de souder des métaux épais. Il est également difficile de parvenir à l'automatisation.
2. Matériaux de soudage au gaz
(1) Fil de soudage au gaz
Tableau 3-2 Qualité et utilisation des fils de soudage en acier courants.
Fil à souder en acier de construction au carbone
Fil à souder en acier de construction allié
Fil de soudure en acier inoxydable
Grade
objectif
Grade
objectif
Grade
Objet :
H08
Soudage de structures générales en acier à faible teneur en carbone
H10Mn2
Même objectif que HO8Mn
H03Cr21Ni10
Soudage d'acier inoxydable à très faible teneur en carboneJointage d'acier inoxydable de type 18-8
H08Mn2Si
H08A
Soudage d'importants aciers à faible et moyen carbone et de certains aciers à faible teneur en carbone. acier allié structures
H10Mn2MoA
Soudage d'acier ordinaire faiblement allié
H06Cr21Ni10
Soudage d'acier inoxydable de type 18-8
H08E
Même objectif que le H08A, avec de bonnes performances en matière de processus
H10Mn2MoVA
Soudage d'acier ordinaire faiblement allié
H08Cr21Ni10
Soudage d'acier inoxydable de type 18-8
H0SMn
Soudage d'importantes structures en acier au carbone et en acier ordinaire faiblement allié, telles que les chaudières, les appareils à pression, etc.
Tableau 3-6 : qualités, performances et applications des flux de soudage au gaz couramment utilisés.
Qualité du flux de soudure
nom
Performance de base
Application
CJ101
Flux de soudage au gaz pour l'acier inoxydable et l'acier résistant à la chaleur
Il a un point de fusion de 900℃ et possède de bonnes propriétés de mouillage, ce qui peut empêcher l'oxydation du métal fondu. Le laitier est facile à enlever après le soudage.
Il a un point de fusion de 650℃ et a une réaction alcaline. Il est déliquescent et peut éliminer efficacement les silicates et les oxydes générés pendant la phase gazeuse. soudage de la fonte. Il a également pour fonction d'accélérer la fusion des métaux.
Utilisé pour le soudage au gaz de pièces en fonte
CJ301
Flux de soudage au cuivre
C'est un sel à base de bore, qui est sujet à la déliquescence et a un point de fusion d'environ 650℃. Il a une réaction acide et peut dissoudre efficacement l'oxyde de cuivre et l'oxyde cuivreux.
Le point de fusion est d'environ 560℃, il a une réaction acide et peut efficacement détruire le film d'oxyde d'aluminium. Cependant, en raison de sa forte hygroscopicité, il peut causer des dommages à l'environnement. corrosion de l'aluminium dans l'air. Après le soudage, le laitier doit être nettoyé soigneusement.
Les qualités de flux de soudage au gaz sont représentées par CJ suivi de trois chiffres, et la méthode de codage est la suivante : CJxxx.
3. Matériel et outils de soudage au gaz.
La composition du matériel de soudage au gaz :
1. Tuyau d'oxygène
2. Torche de soudage
3. Tuyau d'acétylène
4. Bouteille d'acétylène
5. Régulateur d'acétylène
6. Régulateur d'oxygène
7. Bouteille d'oxygène
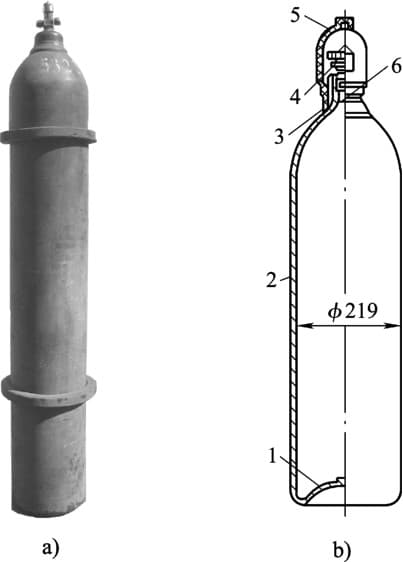
1. Bouteille d'oxygène
a) Apparence b) Structure
1. Fond de bouteille
2. Corps du cylindre
3. Cerceau à bouteilles
4. Valve de la bouteille d'oxygène
5. Bouchon de bouteille
6. Culasse
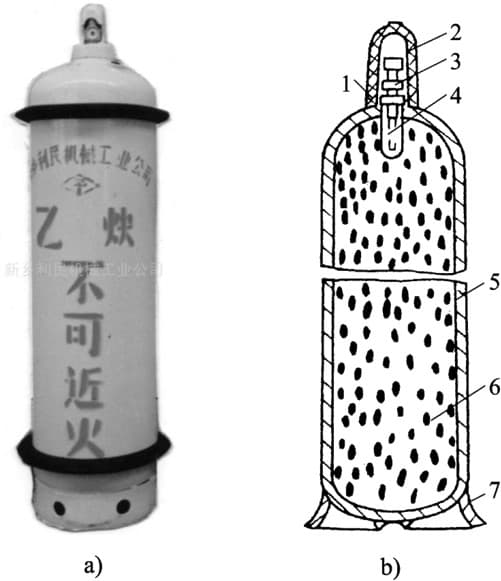
2. Bouteille d'acétylène
a) Apparence b) Structure
1. Bouche de la bouteille
2. Bouchon de bouteille
3. Soupape du cylindre
4. L'amiante
5. Corps du cylindre
6. Matériau de remplissage poreux
7. Fond de bouteille
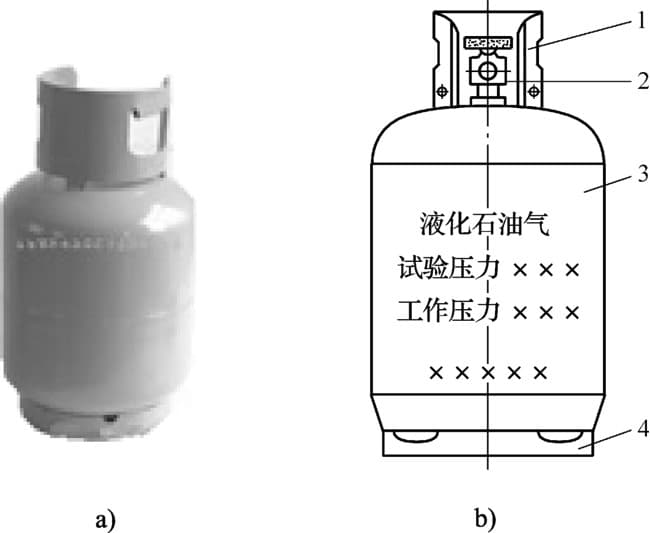
3. Bouteille de gaz de pétrole liquéfié (GPL)
a) Apparence b) Structure
1. Bouclier de protection
2. Soupape du cylindre
3. Corps du cylindre
4. Base
4. Régulateur de pression
(1) Fonctions et types de détendeurs de pression
La fonction d'un détendeur est de réduire le gaz à haute pression dans la bouteille à la pression requise pour le fonctionnement et de maintenir une pression stable pendant le fonctionnement.
Les détendeurs de pression peuvent être classés en détendeurs d'oxygène, détendeurs d'acétylène, détendeurs de gaz de pétrole liquéfié, etc. en fonction de leur utilisation.
En fonction de leur structure, ils peuvent être classés en régulateurs à un ou deux étages. Selon leurs principes de fonctionnement, ils peuvent être classés en régulateurs à action directe et à action inverse.
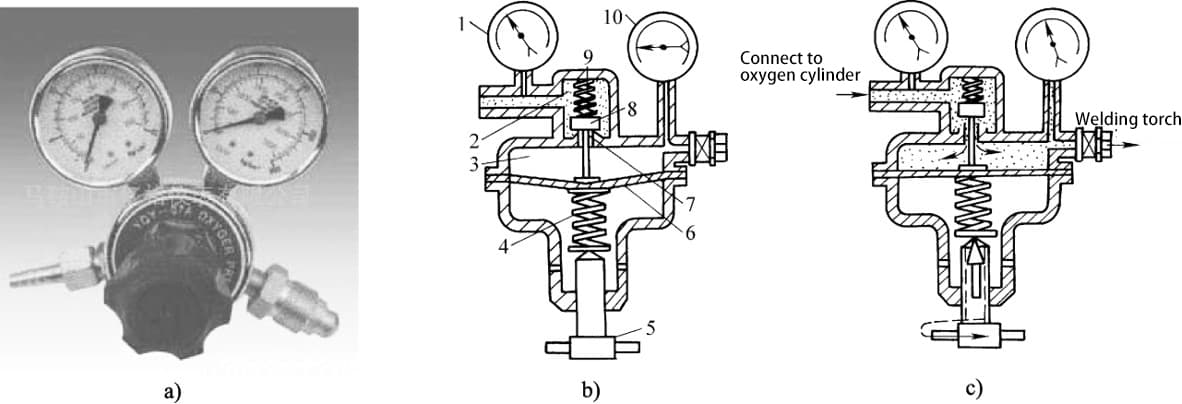
(2) Régulateur d'oxygène
Détendeur d'oxygène à simple étage et à action inverse a) Apparence b) État de non-travail c) État de travail
Le régulateur de gaz de pétrole liquéfié a pour fonction de réduire la pression dans la bouteille de gaz jusqu'à la pression de travail et de stabiliser la pression de sortie afin d'assurer une alimentation en gaz régulière.
En général, les régulateurs à usage domestique peuvent être légèrement modifiés pour être utilisés pour la coupe générale. épaisseur de la tôle d'acier.
En outre, le régulateur de gaz de pétrole liquéfié peut également être utilisé directement avec un régulateur de propane.
La fonction d'un chalumeau est de mélanger le gaz combustible et l'oxygène dans une certaine proportion et de les pulvériser à une certaine vitesse pour la combustion, générant ainsi une flamme avec une certaine énergie, une certaine composition et une forme stable.
Selon les différentes manières de mélanger le gaz combustible et l'oxygène, les torches de soudage peuvent être divisées en torches de soudage à injection (également connues sous le nom de torches à basse température).soudage sous pression ) et les torches de soudage à pression égale.
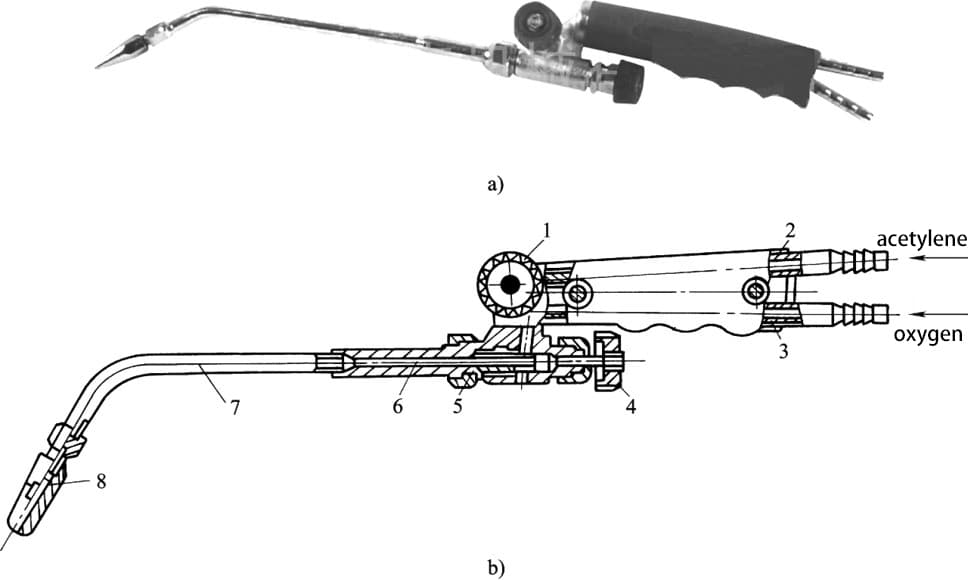
(2) Structure et principe de la torche de soudage par injection
Torche de soudage par injection a) Apparence b) Structure
1. Soupape d'acétylène
2. Conduit d'acétylène
3. Conduite d'oxygène
4. Soupape à oxygène
5. Buse
6. Tube d'injection
7. Conduite de gaz mixte
8. Paire de buses de soudage
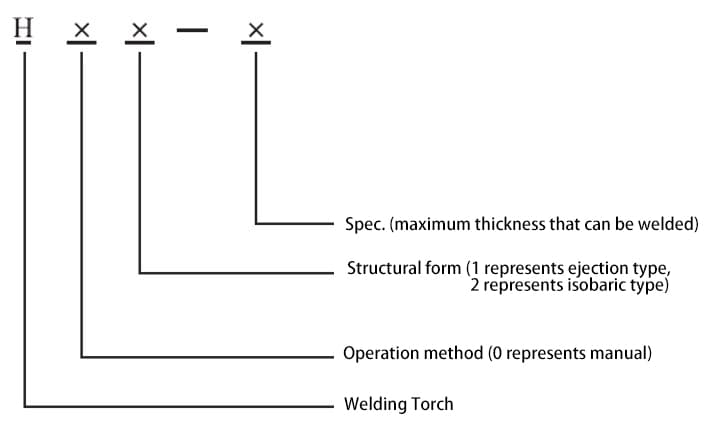
(3) Représentation du modèle de torche de soudage
Le modèle de torche de soudage est composé de la lettre pinyin "H" suivie du numéro de série et de la spécification qui représente la forme structurelle et le mode de fonctionnement.
6. Tuyau de gaz
Les gaz contenus dans les bouteilles d'oxygène et d'acétylène doivent être transportés jusqu'à la torche de soudage ou de coupe par des tuyaux en caoutchouc.
Selon la norme nationale "Tuyau en caoutchouc pour le soudage au gaz, le coupage et les opérations similaires", le tuyau d'oxygène est bleu et le tuyau d'acétylène est rouge.
La longueur du tuyau relié à la torche de soudage ne doit pas être inférieure à 5 mètres, mais s'il est trop long, il augmentera la résistance à l'écoulement du gaz.
En général, une longueur de 10 à 15 mètres est recommandée. Le tuyau en caoutchouc utilisé pour la torche de soudage ne doit pas être contaminé par de l'huile, ni fuir le gaz, et il est strictement interdit d'interchanger les tuyaux entre différents gaz.
7. Autres outils auxiliaires
(1) Lunettes de soudage
(2) Pistolet d'allumage
Un pistolet d'allumage est le moyen le plus sûr et le plus pratique d'allumer la torche de soudage.
En outre, les outils de soudage comprennent également des outils de nettoyage tels que des brosses métalliques, des marteaux et des limes ; des outils pour connecter et fermer les passages de gaz, tels que des pinces, des fils, des colliers de serrage, des clés et des aiguilles de nettoyage pour les buses de soudage.
4. Procédé de soudage au gaz
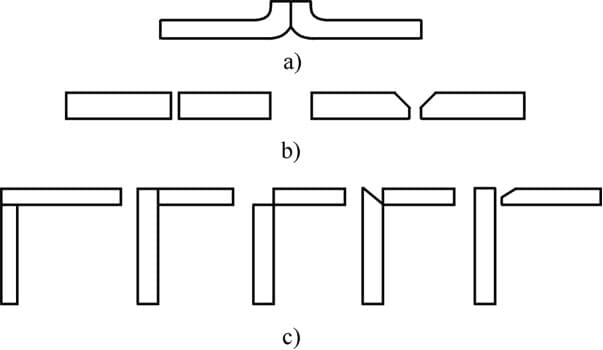
1. Forme de l'accord
Formes de joints en soudage au gaz
a) Joint de recouvrement
b) Joint en bout de ligne
c) Joint d'angle
Tableau 3-7 Forme et dimensions des joints à recouvrement et des joints bout à bout pour l'acier à faible teneur en carbone
Formulaire commun
Épaisseur de la plaque/mm
Bords courbés et émoussés/mm
Écart/mm
Angle de la rainure
Diamètre du fil de soudure/mm
Joint de sertissage
0.5-1.0
1.5-2.0
pas besoin
Joint bout à bout à rainure en forme de I
1.0-5.0
1.0-4.0
2.0-4.0
Joint d'about à rainure en V
>5.0
1.5-3.0
2.0-4.0
Méthode de soudage à gauche 80°, méthode de soudage à droite 60°.
3.0-6.0
2. Paramètres de soudage au gaz
(1) Type, qualité et diamètre du fil de soudure
Epaisseur de la soudure/mm
1-2
2-3
3-5
5-10
10-15
Diamètre du fil de soudure/mm
1-2 ou sans fil de soudure
2-3
3-3.2
3.2-4
4-5
(2) Flux de soudage au gaz
Le choix du flux de soudage au gaz doit être basé sur la composition et les propriétés de la pièce à usiner. En général, l'acier de construction au carbone ne nécessite pas de flux de soudage pour le soudage au gaz.
Toutefois, l'acier inoxydable, l'acier résistant à la chaleur, la fonte, le cuivre et les alliages de cuivre, ainsi que l'aluminium et les alliages d'aluminium nécessitent l'utilisation d'un flux de soudage au gaz pour le soudage au gaz.
(3) Propriétés et efficacité des flammes
1) Propriétés des flammes
2) Efficacité des flammes
Tableau 3-9 Sélection des flammes de soudage au gaz pour divers matériaux métalliques.
Type de matériau
Type de flamme
Type de matériau
Type de flamme
Acier à faible et moyen carbone
Flamme neutre
Aluminium nickel acier
Flammes neutres ou légèrement plus neutres à l'acétylène
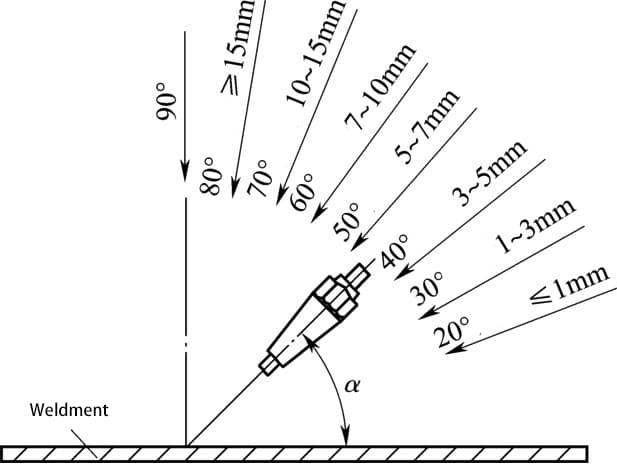
(4) Taille de la buse et angle d'inclinaison de la torche de soudage
La buse est la sortie du gaz mixte oxy-acétylène. Chaque torche de soudage est équipée d'un jeu de buses de différents diamètres. Pour souder des pièces plus épaisses, il convient de choisir une buse plus large.
Tableau 3-10 Sélection des buses pour les soudures de différentes épaisseurs.
Numéro de la buse de soudage
1
2
3
4
5
Epaisseur de la soudure/mm
<1.5
1~3
2~4
4~7
7~11
Relation entre l'angle d'inclinaison de la torche de soudage et l'épaisseur de la pièce soudée
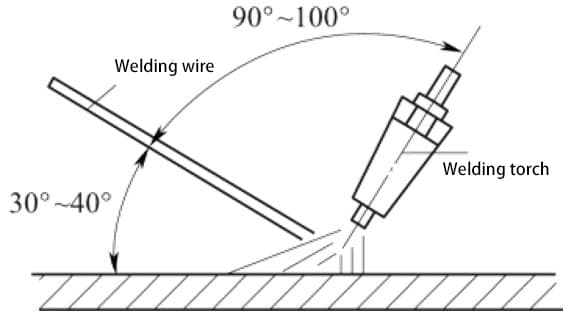
Position du fil de soudage par rapport à la torche de soudage et à l'élément soudé
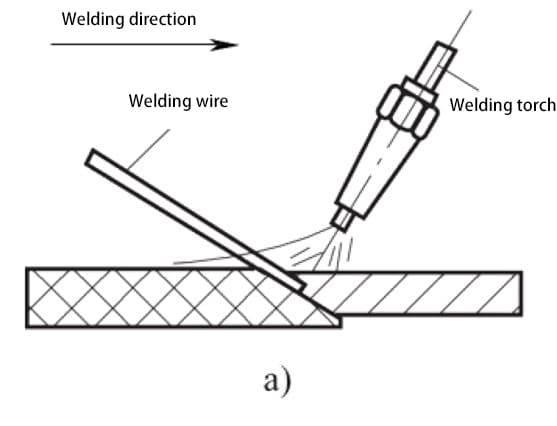
(5) Direction de soudage.
a) Méthode de soudage vers la droite
b) Méthode de soudage vers la gauche
(6) Vitesse de soudage.
Impact des paramètres de soudage au gaz sur Qualité du soudage et la formation de Weld Seam.
Trop rapide, il est facile de provoquer la fusion des soudures
Trop lent, risque de surchauffe de l'élément soudé
Diamètre du fil de soudage :
Trop fine, elle risque de provoquer une fusion incomplète des cordon de soudure
Trop épais, il est facile de surchauffer les parties soudées
Numéro de la buse de soudage :
Grand nombre, haute efficacité de la flamme
Petit nombre, faible taux d'énergie de flamme
État de surface du matériau de base :
Les surfaces présentant des taches de peinture ou de rouille peuvent facilement produire des porosités.
Un nettoyage incomplet des soudures peut entraîner l'inclusion de scories.
Distance entre l'extrémité de la buse de soudage et la pièce à souder :
S'il est trop grand, le taux d'énergie de la flamme diminue, ce qui peut facilement conduire à une fusion incomplète du cordon de soudure.
Trop petit, risque de surchauffe de l'élément soudé
3. Coupe au gaz
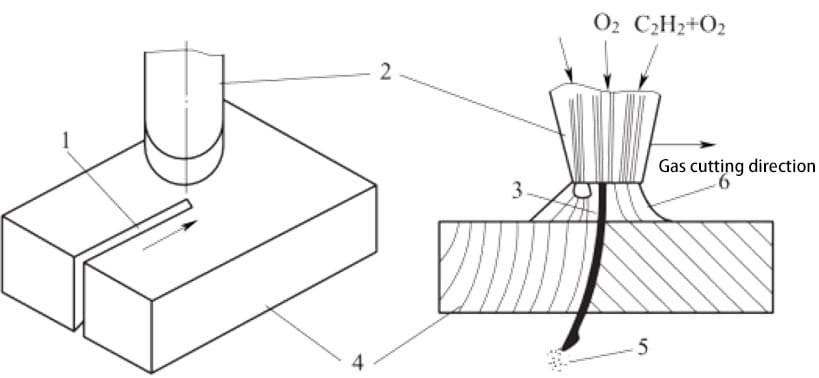
1. Principe, caractéristiques et applications du découpage au gaz
1. Principe du découpage au gaz
Le découpage au gaz est une méthode de découpage qui utilise l'énergie thermique d'une flamme de gaz pour préchauffer la zone de découpage d'une pièce à la température d'allumage, puis pulvérise un flux d'oxygène de découpage à grande vitesse, le faisant brûler et libérer de la chaleur, réalisant ainsi le processus de découpage.
2. Caractéristiques et applications de l'oxycoupage
(1) Avantages du découpage au gaz :
Efficacité de coupe supérieure, en particulier pour l'acier, surpassant la plupart des méthodes de coupe mécanique en termes de vitesse.
Économiquement viable pour les formes et les épaisseurs de sections transversales complexes qui posent des problèmes aux méthodes mécaniques.
Investissement initial réduit par rapport aux équipements de coupe mécanique, avec des outils portables et légers adaptés aux opérations sur le terrain.
Manœuvrabilité exceptionnelle, permettant des changements de direction rapides lors de la coupe de petits arcs ou de motifs complexes.
Polyvalence dans les opérations de coupe manuelle et mécanisée, offrant une grande flexibilité dans de nombreuses applications.
(2) Inconvénients du découpage au gaz :
Précision dimensionnelle réduite par rapport aux méthodes de découpe mécanique de précision, avec des tolérances plus larges.
Risques de sécurité, y compris les risques d'incendie, les risques d'endommagement de l'équipement et les risques de brûlure de l'opérateur en raison des flammes de préchauffage à haute température et de l'éjection de scories chaudes.
Nécessité de systèmes robustes de contrôle des poussières et de ventilation pour gérer les gaz de combustion et les sous-produits de l'oxydation des métaux, afin de garantir la sécurité sur le lieu de travail et le respect de l'environnement.
Limitations des matériaux, principalement efficaces sur les métaux ferreux qui subissent des réactions exothermiques pendant la coupe.
(3) Applications du découpage au gaz
Le découpage au gaz est largement adopté par l'industrie en raison de sa grande efficacité, de sa rentabilité et de sa simplicité d'utilisation. Il excelle dans :
Découper des plaques d'acier et fabriquer des pièces de forme complexe dans différentes orientations et positions.
Ouverture de biseaux de soudure précis pour les opérations de soudage ultérieures, cruciales dans la fabrication de charpentes métalliques.
Élimination efficace des contremarches de coulée dans les opérations de fonderie, ce qui améliore le traitement après la coulée.
Applications de coupe intensive, capables de couper des épaisseurs d'acier allant jusqu'à 300 mm ou plus, ce qui les rend indispensables dans la construction navale, la fabrication de machines lourdes et les projets de construction à grande échelle.
2. Conditions et propriétés d'oxycoupage des métaux
1. Conditions pour le découpage au gaz
(1) Le point d'ignition du métal dans l'oxygène doit être inférieur à son point de fusion. Il s'agit de la condition la plus fondamentale pour le processus normal d'oxydation.coupure de combustible.
(2) Le point de fusion de l'oxyde métallique produit au cours du processus d'oxycoupage doit être inférieur au point de fusion du métal lui-même, et il doit avoir une bonne fluidité afin que l'oxyde puisse être évacué par soufflage de l'outil de coupe. kerf à l'état liquide.
Tableau 3-11 Points de fusion des métaux communs Matériaux métalliques et leurs oxydes.
(3) La combustion des métaux dans le jet d'oxygène de coupe doit être une réaction exothermique. En effet, le résultat d'une réaction exothermique est la production d'une grande quantité de chaleur provenant de la combustion de la couche métallique supérieure, qui joue un rôle de préchauffage pour la couche métallique inférieure.
(4) La conductivité thermique du métal ne doit pas être trop élevée. Dans le cas contraire, la chaleur dégagée par l'oxydation pendant la flamme de préchauffage et les procédé de coupage au gaz sera conduit et dissipé, rendant impossible le démarrage ou l'arrêt à mi-chemin de la coupe de gaz.
2. Propriétés de coupage au gaz des métaux courants
(1) L'acier à faible teneur en carbone et l'acier faiblement allié peuvent répondre aux exigences, de sorte que le découpage au gaz peut être effectué en douceur.
(2) La fonte ne peut pas être découpée par oxycoupage.
(3) L'acier à haute teneur en chrome et l'acier chrome-nickel produiront de l'oxyde de chrome et de l'oxyde de nickel à haute fusion (environ 1990℃), ce qui rendra le découpage au gaz difficile.
(4) Le cuivre, l'aluminium et leurs alliages ont des points d'ignition plus élevés que leurs points de fusion et une bonne conductivité thermique, ce qui rend le découpage au gaz difficile.
3. Matériel et outils de coupage au gaz
1. Torche de coupe
(1) Fonction et classification de la torche de coupe
La fonction d'un chalumeau de découpe est de mélanger du gaz combustible et de l'oxygène dans une certaine proportion et d'une certaine manière pour former une flamme de préchauffage d'une certaine énergie et d'une certaine forme, et de pulvériser de l'oxygène de découpe au centre de la flamme de préchauffage pour la découpe au gaz.
Les chalumeaux de coupe peuvent être divisés en deux types : le chalumeau de coupe à injection et le chalumeau de coupe à pression égale, en fonction des différentes manières de mélanger le gaz combustible et l'oxygène.
Selon les différents types de gaz combustible, on distingue les chalumeaux coupeurs à acétylène, les chalumeaux coupeurs à gaz de pétrole liquéfié, etc.
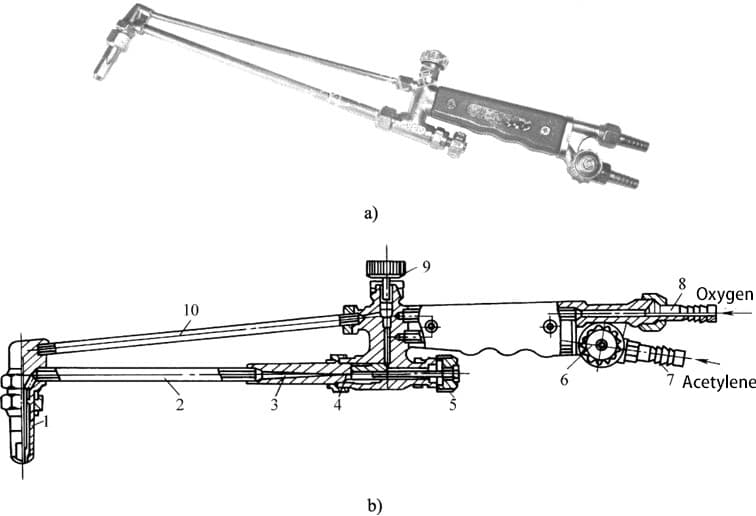
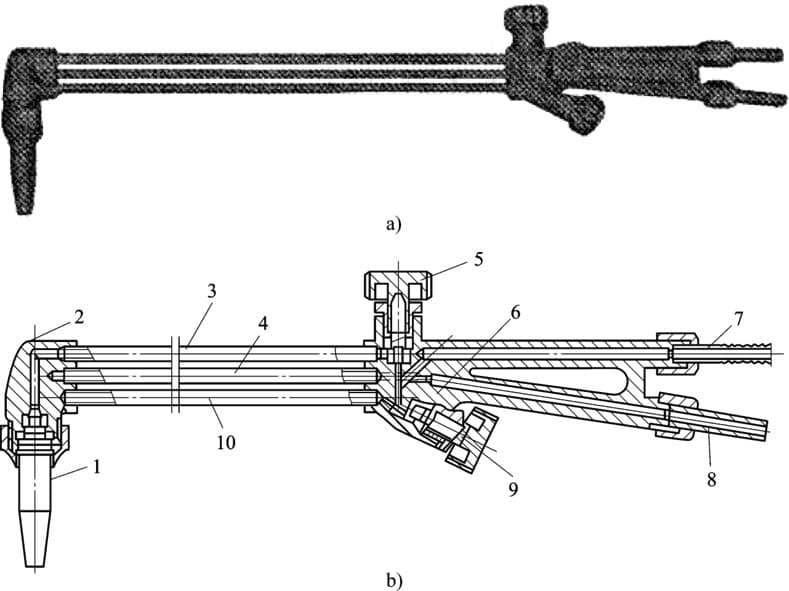
(2) Structure et principe de la torche de coupe à injection
Structure de la torche de coupe à injection.
Torche de coupe à injection a) Apparence b) Structure
1. Buse de coupe
2. Tuyau de mélange de gaz
3. Tuyau d'injection
4. Buse
5. Vanne du régulateur d'oxygène de préchauffage
6. Valve du régulateur d'acétylène
7. Connecteur d'acétylène
8. Connecteur d'oxygène
9. Soupape de régulation de l'oxygène de coupe
10. Coupe du tuyau d'oxygène.
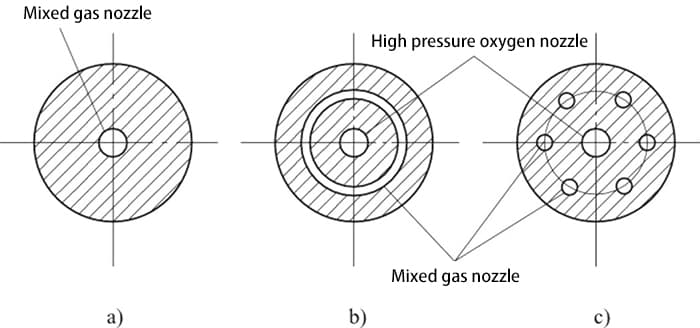
Buse de coupe et buse de soudage a) Buse de soudage b) Buse de coupe circulaire c) Buse de coupe en forme de fleur de prunier.
Pendant la découpe au gaz, ouvrez d'abord la vanne de régulation de l'oxygène de préchauffage et la vanne de régulation de l'acétylène, et allumez-les pour produire une flamme de préchauffage afin de préchauffer la pièce à usiner.
Lorsque la pièce est préchauffée jusqu'au point d'allumage, ouvrez la vanne du régulateur d'oxygène de coupe.
À ce moment-là, l'oxygène de coupe à haute vitesse circule dans le tuyau d'oxygène de coupe et est pulvérisé à partir du trou central de la buse de coupe pour effectuer la coupe au gaz.
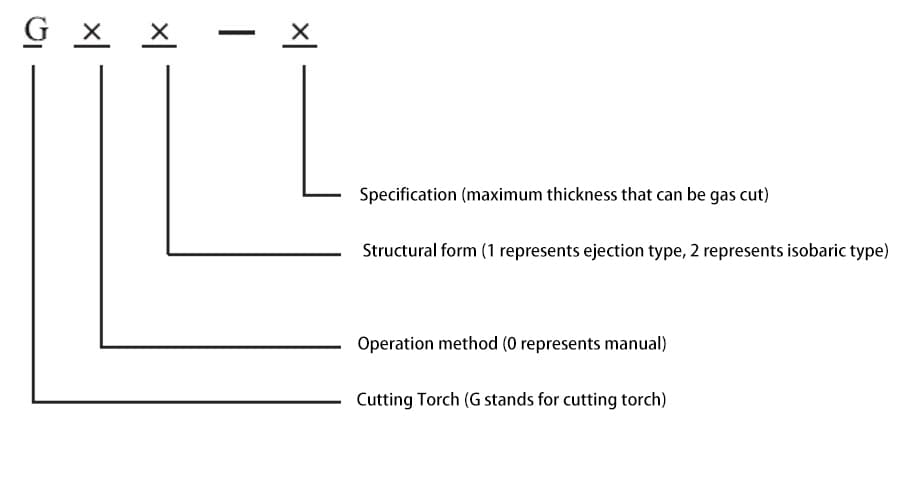
(3) Représentation du modèle de la torche de coupe
Le modèle de torche de coupe est composé de la lettre Pinyin chinoise G et d'un nombre qui représente la structure et le mode de fonctionnement, ainsi que les spécifications.
(3) Méthode de représentation du modèle de torche de coupe
Le modèle de torche de coupe est composé de la lettre chinoise Pinyin G et d'une séquence de chiffres et de spécifications qui représentent la forme structurelle et le mode de fonctionnement.
(4) Torche de coupe à gaz de pétrole liquéfié
Pour les chalumeaux coupeurs à gaz de pétrole liquéfié, en raison des caractéristiques de combustion différentes entre le gaz de pétrole liquéfié et l'acétylène, le chalumeau coupeur à injecteur utilisé pour l'acétylène ne peut pas être utilisé directement.
Il est nécessaire de modifier le chalumeau ou d'utiliser une buse de coupe spéciale pour le gaz de pétrole liquéfié.
Outre l'auto-modification, les chalumeaux coupeurs à gaz de pétrole liquéfié peuvent également être achetés en tant qu'équipement spécialisé.
(5) Torche de coupe à pression égale.
Torche de coupe à pression égale a) Apparence b) Structure
1- Buse de coupe
2- Joint de buse
3- Coupe du tuyau d'oxygène
4- Tuyau de gaz acétylène
5- Régulateur d'oxygène de coupe
6- Corps principal
7- Joint d'oxygène
8- Joint d'acétylène
9- Régulateur d'oxygène de préchauffage
10- Préchauffage du tuyau d'oxygène
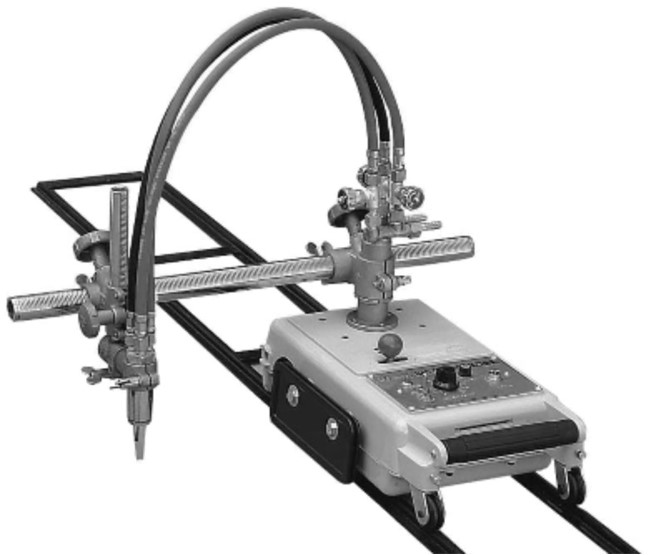
2. Machine de découpe au gaz
Une machine de découpe au gaz est un équipement mécanisé qui remplace les chalumeaux manuels pour la découpe au gaz.
(1) Machine semi-automatique de découpe au gaz.
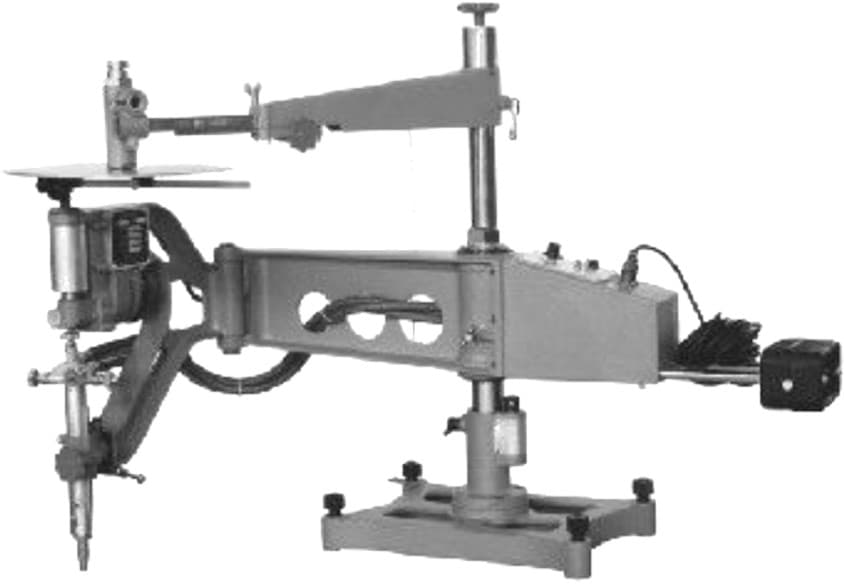
(2) Machine à découper les profilés au gaz.
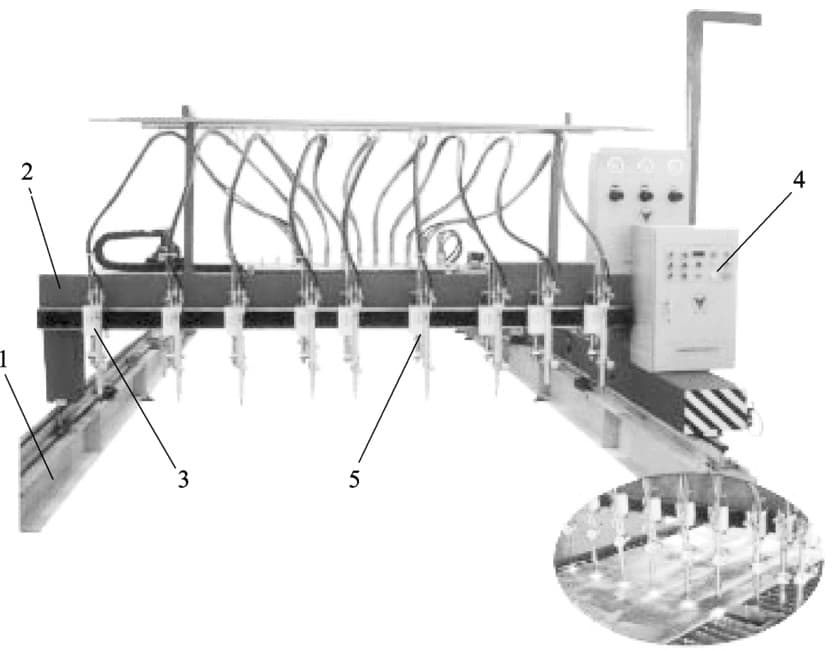
(3) Machine de découpe au gaz à commande numérique.
1- Rail de guidage 2- Portique 3- Chariot 4- Mécanisme de commande 5- Torche de coupe.
4. Processus de découpe au gaz
1. Paramètres de coupe au gaz.
Tableau 3-12 : Relation entre Tôle d'acier Épaisseur de coupe du gaz, vitesse de coupe et pression d'oxygène.
(3) Propriétés et efficacité de la flamme de préchauffage.
Le but de la flamme de préchauffage est de chauffer les pièces métalliques et de maintenir une température qui peut brûler dans le flux d'oxygène, tout en provoquant le décollement et la fonte de la peau d'oxyde à la surface de l'acier, ce qui facilite la combinaison du flux d'oxygène avec le fer.
L'efficacité de la flamme de préchauffage est exprimée en termes de quantité de gaz combustible consommée par heure et doit être sélectionnée en fonction de l'épaisseur de la pièce à découper.
En règle générale, plus la pièce à découper est épaisse, plus l'efficacité de la flamme de préchauffage doit être élevée.
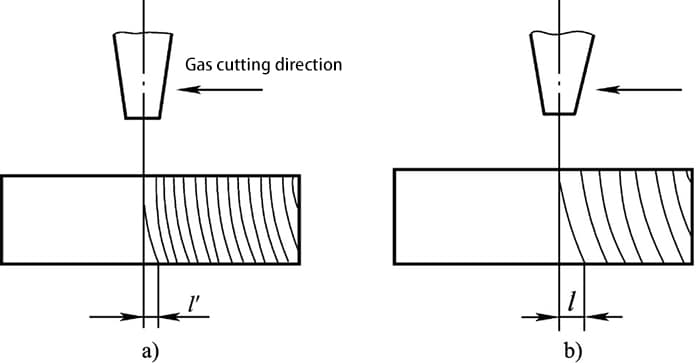
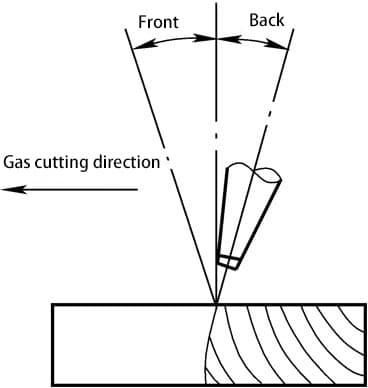
(4) Angle d'inclinaison de la buse de coupe et de la partie coupante.
Relation entre l'angle d'inclinaison de la buse de découpe et l'épaisseur de la pièce découpée.
Epaisseur de coupe /mm
<6
6-30
>30
Commencer à couper
Après avoir découpé
Arrêter de couper
Direction de l'angle d'inclinaison
Basculer vers l'arrière
Vertical
Inclinaison vers l'avant
Vertical
Basculer vers l'arrière
Angle d'inclinaison
25°-45°
0°
5~10°
0°
5°~10°
(5) Distance entre la buse de coupe et la surface de la pièce à couper.
La distance entre la buse de découpe et la surface de la pièce à découper doit être déterminée en fonction de la longueur de la flamme de préchauffage et de l'épaisseur de la pièce à découper, généralement entre 3 et 5 mm.
Cette condition de chauffage est optimale et minimise le risque de cémentation de la surface de coupe.
Lorsque l'épaisseur de la pièce à découper est inférieure à 20 mm, la flamme peut être plus longue et la distance peut être augmentée de manière appropriée.
Lorsque l'épaisseur de la pièce à découper est supérieure ou égale à 20 mm, la flamme doit être plus courte et la distance doit être réduite de manière appropriée en raison de la vitesse plus lente de la découpe au gaz.
2. Trempe du coupage au gaz (soudage).
(1) Le tuyau de transport du gaz est trop long, trop étroit ou trop tordu.
(2) Le temps de coupage (soudage) au gaz est trop long ou la buse de coupage (soudage) est trop proche de la pièce à usiner.
(3) L'extrémité de la buse de coupe (soudage) adhère à trop de particules de métal fondu projetées.
(4) Des particules carbonées solides ou d'autres substances adhèrent au passage du gaz à l'intérieur du tuyau de transport du gaz ou de la torche de coupe (soudage).
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Quel est le secret des soudures impeccables et des coupes précises dans le domaine du soudage et du coupage au gaz ? Tout dépend de la flamme. Cet article explore les différents types de flammes utilisés...
Comment obtenir une soudure parfaite ? Il est essentiel de comprendre les subtilités du réglage du courant et de la tension de la machine à souder. Cet article explore les facteurs clés qui influencent les réglages idéaux pour...
Imaginez le soudage sans gaz - chaotique et faible. Le gaz de soudage est le champion silencieux, essentiel pour protéger les soudures des contaminants, stabiliser l'arc et assurer la solidité des joints. Cet article explore...
Votre machine à souder est-elle bloquée par le flux de gaz ? Ce problème courant peut avoir de graves répercussions sur la qualité du soudage, en provoquant des défauts tels que des porosités et des fissures. Dans cet article, nous allons explorer les causes principales...
Pourquoi le choix du bon mélange gazeux est-il crucial pour la réussite du soudage ? Cet article explique comment le choix du mélange gazeux approprié peut améliorer considérablement la qualité du soudage en affinant les gouttelettes, en réduisant les éclaboussures,...
Vous êtes-vous déjà demandé ce qui rend les gaz de soudage à la fois si essentiels et si complexes ? Cet article explore les différents types de gaz de soudage, leur rôle dans la protection et la stabilisation des...
Pourquoi le soudage sous protection gazeuse au CO2 entraîne-t-il souvent des porosités et comment les éviter ? Cet article se penche sur les causes profondes de ces défauts de soudure gênants et explique comment une...
Quelle est la technique de soudage qui résiste le mieux à l'épreuve du temps : le soudage manuel à l'arc ou le soudage sous protection gazeuse au CO2 ? Cet article explore les principales différences, les avantages et les inconvénients de ces deux...
Pour obtenir une soudure parfaite, il faut plus que des compétences ; il faut maîtriser l'interaction entre la tension et le courant. Ces deux paramètres sont l'élément vital du soudage, car ils déterminent...
Faites passer votre entreprise à la vitesse supérieure