Résoudre les problèmes de nitruration des engrenages : Contre-mesures efficaces
Pourquoi certains engrenages échouent-ils malgré des techniques avancées de nitruration gazeuse ? Cet article examine les étapes critiques et les pièges courants du processus de nitruration gazeuse des engrenages, de l'importance d'un nettoyage préalable minutieux aux effets des vitesses de refroidissement sur la distorsion des engrenages. Les lecteurs obtiendront des informations pratiques sur l'optimisation du processus de nitruration gazeuse afin d'améliorer les performances et la longévité des engrenages et de garantir des résultats de haute qualité à chaque fois.
La nitruration gazeuse présente plusieurs avantages par rapport à la nitruration ionique, notamment la facilité d'utilisation, la reproductibilité élevée du processus, la simplicité de la structure de l'équipement et la possibilité de contrôler automatiquement le processus.
L'un des principaux avantages de la nitruration gazeuse est l'amélioration de l'uniformité de la température et de l'atmosphère au cours du processus.
En particulier, la profondeur de la couche de nitruration sur le pied de dent et le cercle primitif des engrenages à petit module est plus uniforme lors de la nitruration gazeuse que lors de la nitruration ionique.
Ces dernières années, le processus de nitruration gazeuse a connu des avancées significatives, telles que le développement de processus de pré-oxydation et de nitruration gazeuse, ainsi que diverses autres techniques de nitruration gazeuse.
Ces progrès ont permis de réduire la durée du cycle de production entre la nitruration ionique et la nitruration gazeuse à des degrés divers.
Cependant, il est essentiel de prêter attention aux problèmes potentiels lors du processus de contrôle de l'atmosphère pendant la nitruration des engrenages.
2. Nettoyage avant nitruration gazeuse
Avant de subir la nitruration gazeuse et la charge, l'engrenage doit être soigneusement nettoyé pour s'assurer qu'il ne contient pas d'eau ou d'impuretés.
Si cette étape n'est pas correctement réalisée, la surface nitrurée obtenue peut avoir un aspect irrégulier et des taches sombres peuvent apparaître.
Bien qu'il n'y ait pas de différence significative en termes de profondeur de la couche nitrurée, de dureté ou de structure métallographique entre les zones mouchetées et les zones normales, ces mouchetures peuvent avoir un impact significatif sur la qualité de l'aspect général de l'engrenage.
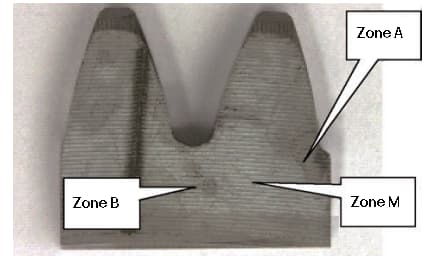
La macro morphologie de ces zones mouchetées irrégulières a été analysée à l'aide d'un stéréomicroscope à ultra-profondeur de champ (voir figure 1).
Fig. 1 : Macromorphologie de la zone de chatoiement de la face frontale de l'engrenage
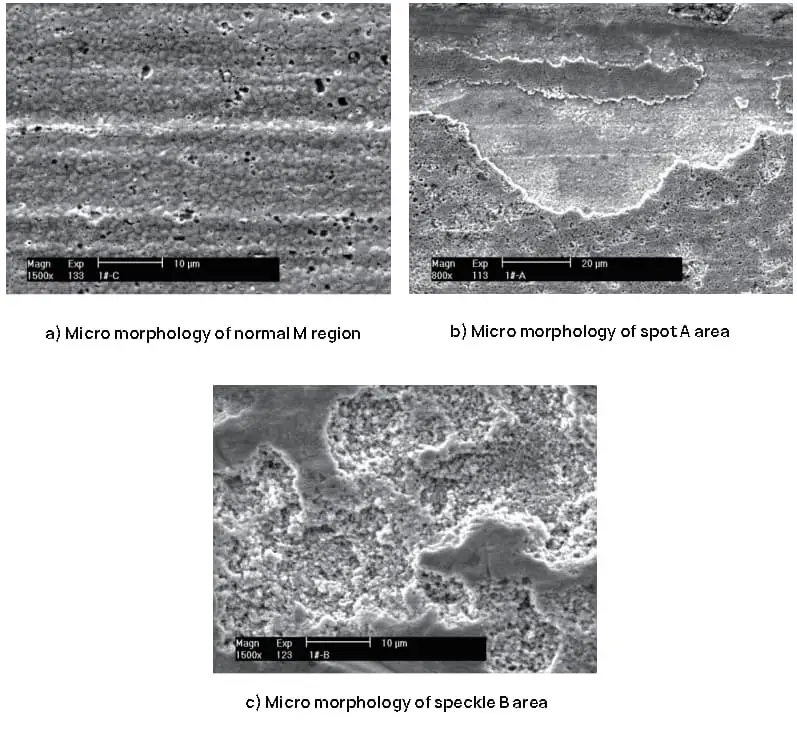
La morphologie microscopique de la zone tachetée a été analysée à l'aide d'un microscope électronique à balayage (voir figure 2). Les zones qui apparaissaient blanches à l'œil nu ont été observées au microscope électronique à balayage.
Fig. 2 Micro-morphologie de la face frontale de l'engrenage zone de speckle
La composition chimique de la zone tachetée présentant un aspect anormal sur la face frontale de l'engrenage a été comparée et analysée par rapport à la zone normale de la face frontale de l'engrenage. Les résultats de cette comparaison sont présentés dans le tableau 1.
Tableau 1 - Résultats de la comparaison (fraction de masse) (%) de la détermination de la composition chimique dans la micro-zone de la face frontale de l'engrenage
Lieu de détection :
C
N
O
Na
Al
Si
P
S
C
K
Ca
Cr
Mn
Fe
Zone M
Surface normale
0.22
0.98
-
-
-
0.26
-
-
-
-
-
0.19
0.63
97.72
0.21
0.99
-
-
-
0.24
-
-
-
-
-
0.25
0.57
97.73
Zone A
Surface de la tache blanche
0.43
1.03
2.91
-
-
0.22
-
-
-
0.09
0.21
0.19
0.35
94.59
0.38
0.89
2.58
-
0.07
0.18
0.05
0.11
0.08
0.10
0.25
0.12
0.31
94.86
Fond plat pelable
0.28
0.73
8.59
-
0.09
0.56
0.04
0.08
0.10
0.12
0.06
0.33
1.40
89.61
0.39
0.84
11.59
0.15
0.10
0.67
0.13
0.11
0.09
0.12
0.06
0.34
1.71
83.71
Zone B
Taches sombres
1.03
0.58
29.53
0.50
0.10
0.51
0.05
0.90
0.39
1.21
0.18
0.26
0.51
64.25
0.80
0.55
28.27
0.38
0.04
0.53
0.07
1.04
0.36
1.33
0.11
0.20
0.50
65.84
Tache ronde blanche
0.62
0.83
3.29
0.25
0.16
0.39
0.10
0.15
0.20
0.22
0.60
0.29
0.58
92.33
0.96
0.66
5.05
030
0.16
0.60
0.06
0.14
0.23
0.30
0.96
0.32
1.09
89.16
Comme le montre le tableau 1, la teneur en élément O de la zone tachetée anormale est plus élevée que celle de la zone normale. Outre une teneur plus élevée en O, elle contient également des traces de Na, S, Cl, K, Ca, Mg, Al et d'autres éléments provenant des résidus d'eau, de produits de nettoyage et d'huile de rasage.
Cette analyse montre que l'apparition de la nitruration gazeuse est due à un mauvais nettoyage avant le processus de nitruration. Les points suivants doivent donc faire l'objet d'une attention particulière lors du nettoyage des engrenages soumis à la nitruration gazeuse :
Lors de l'utilisation d'un produit de nettoyage à base d'eau, la température de l'eau pour le rinçage final ne doit pas être trop élevée. Si la température de l'eau est trop élevée, elle s'évaporera rapidement et laissera des résidus sur la surface de la pièce. Il est préférable de réduire la température de rinçage et d'utiliser un pistolet à air comprimé pour sécher la pièce.
Le nettoyage avec des substances comme l'acétone ou l'essence est possible, mais ces substances ont un point d'éclair bas. Il est important de veiller à une bonne ventilation et à la sécurité incendie dans l'environnement de nettoyage.
La pièce doit être soigneusement séchée avant d'être nettoyée avec un nettoyant à base d'hydrocarbures.
La qualité de l'eau utilisée dans le processus de nettoyage doit être prise en compte et de l'eau pure doit être utilisée autant que possible.
3. Contrôle de la distorsion de la nitruration des engrenages
La distorsion qui se produit lors de la nitruration des engrenages est influencée par plusieurs facteurs, notamment la forme de l'engrenage, les contraintes résiduelles de l'usinage, matériau de l'engrenageLa vitesse de refroidissement de l'engrenage après la nitruration.
Dans une production classique, les gens ont tendance à se concentrer sur les premiers facteurs, mais négligent souvent la vitesse de refroidissement de l'engrenage après la nitruration. Ceci est particulièrement important pour le trou intérieur des engrenages à parois minces, qui sont particulièrement sensibles à la vitesse de refroidissement après la nitruration.
Prenons l'exemple de l'engrenage illustré à la figure 3.
Fig. 3 taille de l'engrenage
La taille du trou intérieur avant nitruration était de φ 52-0,02-0,035 mm. Le tableau 2 présente la relation entre le temps de refroidissement de l'engrenage et l'expansion du trou intérieur.
Tableau 2 Relation entre le temps de refroidissement de l'engrenage et l'expansion du trou intérieur
Temps de refroidissement après nitruration / h
Expansion des trous internes / mm
Taux de réussite (%)
Remarques
≥6
0.012~0.021
75
La taille du trou intérieur dépasse la tolérance supérieure
4~5
0.008~0.012
99
Le trou intérieur se situe en principe dans la fourchette de taille
≤4
0.005~0.01
78
Taille du trou intérieur hors tolérance
Les résultats des essais montrent que la tendance à la déformation des trous intérieurs de l'engrenage à différentes vitesses de refroidissement est cohérente et augmente généralement, mais que l'ampleur de la déformation varie. Lorsque la vitesse de refroidissement après la nitruration est lente, la distorsion du trou intérieur est plus importante, et lorsque la vitesse de refroidissement après la nitruration est rapide, la distorsion du trou intérieur est plus faible.
Pour garantir une déformation stable du trou intérieur de l'engrenage et améliorer le taux de qualification du trou intérieur de l'engrenage après la nitruration, la vitesse de refroidissement de l'engrenage pendant la nitruration au gaz doit être soigneusement contrôlée.
4. Remède à l'oxydation causée par une fuite de gaz du four de nitruration à gaz
Si une fuite de gaz se produit dans le four de nitruration gazeuse en raison d'un problème d'étanchéité ou autre, la surface de la pièce s'oxyde. Cette oxydation n'affecte pas la qualité interne de la pièce mais ne répond pas aux normes de qualité d'aspect. Dans ce cas, le processus de réduction décrit dans le tableau 3 peut être utilisé pour la réparation.
Tableau 3 processus de réparation des pièces oxydées
Température de réparation / ℃
Temps de réparation / min
Taux de décomposition de l'ammoniac (%)
480~500
30~40
30~40
L'aspect de l'engrenage après nitruration au gaz, oxydation par fuite de gaz et réduction est illustré à la figure 4.
Fig. 4. Aspect des engrenages avant et après la réduction des fuites de gaz ammoniac.
Il est important de noter que pendant le processus de réduction d'aspect, la température de nitruration ne doit pas dépasser la première température de nitruration. En général, la température de nitruration pendant la réduction doit être inférieure d'environ 20°C à la dernière température de nitruration. La durée du processus de réduction peut être ajustée en fonction de l'ampleur de l'oxydation.
5. Conclusion
Les trois problèmes et solutions ci-dessus soulignent l'importance de prêter attention à chaque détail du processus de traitement thermique. En examinant attentivement chaque étape, il est possible de résoudre efficacement les problèmes qui peuvent survenir.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé pourquoi vos pièces trempées n'avaient pas la dureté attendue ? Ce problème courant dans les processus de traitement thermique peut avoir un impact important sur les performances de vos composants. Cet article plonge...
Vous êtes-vous déjà demandé comment le monde de l'automatisation prospère ? Cet article explore les principales entreprises pneumatiques à l'origine de l'innovation. Du Japon à l'Allemagne, découvrez comment ces leaders de l'industrie façonnent notre avenir. Attendez-vous à des aperçus...
Vous êtes-vous déjà demandé ce qu'il fallait faire pour choisir la pompe à eau idéale ? Dans cet article de blog, nous allons nous plonger dans le monde des fabricants de pompes et explorer les facteurs clés à...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces complexes de votre voiture ? Cet article révèle le monde fascinant du moulage automobile, en détaillant les technologies et méthodes avancées qui façonnent...
Actuellement, la technologie d'impression 3D est largement utilisée dans la fabrication automobile, l'aérospatiale et la défense, les biens de consommation, les appareils électriques et électroniques, les applications biomédicales, les bijoux culturels et créatifs, l'ingénierie de la construction et l'éducation, entre autres...
Vous êtes-vous déjà demandé quelles marques de roulements étaient les meilleures au monde ? Dans cet article de blog, nous allons explorer les principaux fabricants de roulements connus pour leur qualité exceptionnelle, leur...
Comment éviter que vos moules ne se fissurent pendant le traitement thermique ? Cet article se penche sur le processus complexe du traitement thermique des moules, en soulignant les défauts courants tels que les fissures de trempe et les...
Les systèmes asservis font partie intégrante des produits électromécaniques, offrant le plus haut niveau de réponse dynamique et de densité de couple. C'est pourquoi la tendance dans le développement des systèmes d'entraînement est de remplacer les...
Vous en avez assez des pannes d'onduleur qui perturbent vos activités ? Dans cet article de blog, nous allons plonger dans le monde du dépannage des onduleurs, guidés par les idées d'un ingénieur mécanique chevronné....
Faites passer votre entreprise à la vitesse supérieure