1. Les normes relatives à la rouille et au dérouillage de la surface de l'acier sont basées sur la norme nationale GB8923-88, connue sous le nom de "Grade of Rust and Derusting of Steel Surface Before Coating" (qualité de la rouille et du dérouillage de la surface de l'acier avant le revêtement).
2. La norme divise les dérouillage Il existe trois types de décapage : le décapage par grenaillage ou abrasion, le décapage manuel et mécanique, et le décapage à la flamme.
3. Le grenaillage ou sablage est représenté par la lettre "sa" et est divisé en quatre catégories :
sa1 - sablage léger. La surface de l'acier ne présente aucune trace de graisse, de saleté, de calamine non adhérente, de rouille, de peinture ou d'autres résidus.
sa2 - sablage complet. La surface de l'acier ne présente aucune graisse visible, aucune saleté et les résidus, tels que la calamine et la rouille, sont fondamentalement éliminés.
sa2.5 - sablage très minutieux. La surface de l'acier ne présente aucune trace de graisse, de saleté, de calamine, de rouille, de peinture ou d'autres résidus, et les éventuelles traces restantes ne sont que de légères taches ou stries.
sa3 - sablage très propre. La surface de l'acier ne présente aucune trace de graisse, de saleté, de calamine, de rouille, de peinture ou d'autres résidus, et la surface présente une couleur métallique uniforme.
Grades de dépoussiérage manuel
St1 - nettoyage approfondi des outils manuels et électriques :
Lorsqu'elle est observée sans grossissement, la surface doit être exempte d'huile, de graisse et de poussière résiduelles. Il ne doit pas y avoir de peau oxydée, de rouille, de peinture ou de corps étrangers non fixés. Les contaminants restants doivent être fermement collés.
St2 - dérouillage minutieux des outils manuels et électriques.
La surface de l'acier doit être exempte de graisse et de saleté visibles, et ne doit pas présenter d'écailles, de rouille ou de couches de peinture non adhérentes.
St3 - un dépoussiérage manuel et à l'aide d'outils électriques très minutieux.
La surface de l'acier ne doit pas présenter de graisse ou de saleté visible, ni de calamine, de rouille ou de couche de peinture mal adhérée. Le dérouillage doit être plus complet que pour St2 et la partie exposée du substrat doit présenter un éclat métallique.
Traitement de surface est essentiel pour obtenir un bon effet de revêtement. L'investissement dans le traitement de surface en vaut la peine. C'est pourquoi il convient d'accorder une attention particulière à la sélection des méthodes de traitement de surface et des systèmes de peinture correspondants.
Il est important d'utiliser des normes internationales pour mesurer le degré de traitement de surface, comme la norme suédoise : SIS055900 ou ISO08501.
Niveaux de corrosion
La pierre angulaire des normes de traitement de surface repose sur quatre niveaux de corrosion distincts :
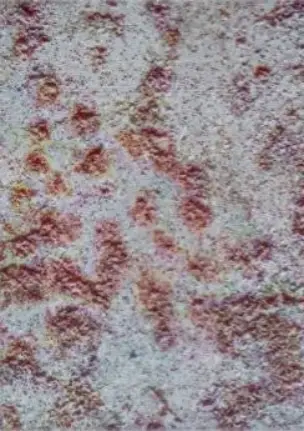
Niveau A : La surface de l'acier est entièrement recouverte de calamine adhérente, pratiquement sans rouille.
Niveau B : La surface de l'acier a commencé à rouiller et la calamine commence à s'écailler.
Niveau C : La calamine sur la surface de l'acier est rouillée ou peut être grattée, mais de petites taches de rouille sont visibles à l'œil nu.
Niveau D : La calamine de la surface de l'acier est rouillée et décollée, avec un grand nombre de points de rouille visibles à l'œil nu.
Niveau de prétraitement
Selon la norme SIS055900, le traitement de surface de ces niveaux de corrosion est effectué conformément aux normes de qualité suivantes pour le brossage métallique et le sablage :
- St - Normes de brossage des fils métalliques St2, St3
- Sa - Normes de grenaillage Sa1, Sa2, Sa2.5, Sa3
1. Brossage métallique - St
- St1 - Nettoyage approfondi des outils manuels et électriques
Lorsqu'elle est observée sans grossissement, la surface doit être exempte d'huile, de graisse et de poussière résiduelles. Il ne doit pas y avoir de peau oxydée, de rouille, de peinture ou de corps étrangers non fixés. Les contaminants restants doivent être fermement collés.
- St2 - Nettoyage approfondi des outils manuels et électriques.
La surface doit être exempte de graisse visible, de saleté, de calamine, de rouille, de couches de peinture et de matières étrangères.
- St3 - Nettoyage très complet des outils manuels et électriques.
Semblable à St2, mais doit être traité plus en profondeur que St2, le substrat métallique présentant un éclat métallique.
Ces normes fournissent des conseils et une assistance importants pour le traitement de surface. Les fournisseurs de peinture fixent généralement des normes et des exigences correspondantes en matière de traitement de surface pour chaque type de peinture.
2. Décapage par abrasion - Sa
Avant le grenaillage, il convient d'éliminer toutes les couches épaisses de rouille sur la surface. Les huiles, graisses et saletés visibles doivent également être éliminées. Après le décapage, la surface doit être propre, exempte de poussière et de débris.
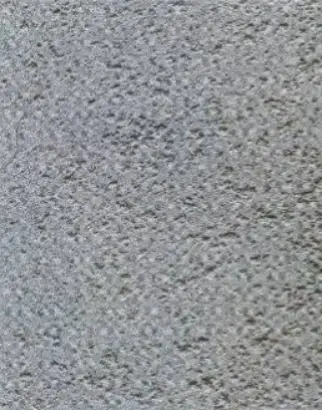
- Qualité Sa1 : Sablage léger Élimination de la rouille
La surface doit être exempte de graisse visible, de saleté, de couches d'oxydation instables, de rouille, de couches de peinture et d'impuretés.
- Catégorie Sa2 : Décapage au jet de sable de la rouille
La surface doit être essentiellement exempte de graisse visible, de saleté, de couches d'oxydation, de rouille, de couches de peinture et d'impuretés, et les substances restantes doivent être fermement adhérées.
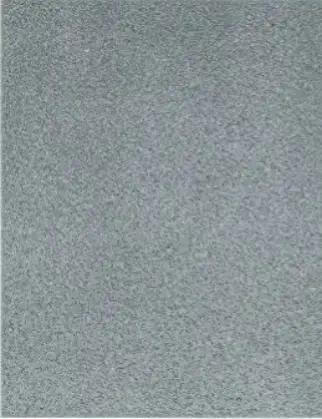
- Qualité Sa2.5 : Décapage très poussé de la rouille par sablage
La surface doit être exempte de graisse visible, de saleté, de couches d'oxydation, de rouille, de couches de peinture et d'impuretés. Les traces résiduelles ne doivent apparaître que sous la forme de légères décolorations tachetées ou rayées.
- Qualité Sa3 : Décapage de la rouille par sablage pour nettoyer la surface de l'acier
La surface doit être exempte de graisse visible, de saleté, de couches d'oxydation, de rouille, de couches de peinture et d'impuretés, et présenter un éclat métallique uniforme.
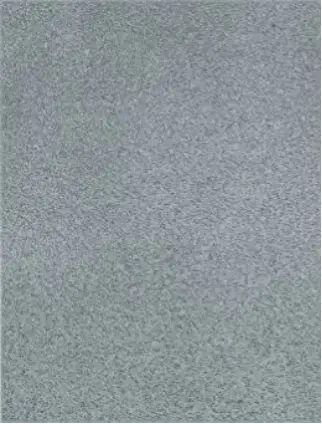
- Qualité Sa4 : propreté observable de la surface de l'acier
Sans grossissement, la surface doit être exempte d'huile, de graisse et de poussière résiduelles, de toute couche d'oxydation non fixée, de rouille, de peinture et de corps étrangers, et présenter un éclat métallique uniforme.
3. Nettoyage de la flamme - Fl
Avant le nettoyage à la flamme, il convient de gratter les couches épaisses de rouille et d'éliminer les résidus visibles, les huiles et la saleté. Après le nettoyage à la flamme, la surface doit être brossée à l'aide d'une brosse métallique motorisée.
(Le nettoyage à la flamme comprend l'élimination finale des sous-produits à l'aide d'une brosse métallique motorisée. Une brosse métallique manuelle ne permet pas d'obtenir une surface satisfaisante pour la peinture).
- Fl - Nettoyage de la flamme :
Sans grossissement, la surface doit apparaître exempte d'oxydation, de rouille, de peinture et de substances étrangères. Toute matière résiduelle ne doit se manifester que par une décoloration de la surface (ombres de différentes couleurs).
Le terme "matières étrangères" comprend les sels solubles et les scories de soudure. Ces contaminants ne peuvent pas être entièrement éliminés par le sablage à sec, les outils manuels et électriques ou les flammes. Il convient donc d'utiliser des méthodes de sablage humide ou de pulvérisation d'eau.
Les oxydes, la rouille et la peinture qui peuvent être enlevés à l'aide d'un grattoir en pierre oléagineuse sont considérés comme peu adhérents. Avant le sablage, il convient de gratter les couches épaisses de rouille et d'éliminer les résidus visibles d'huile, de graisse et de saleté. Après le sablage, la poussière et les résidus doivent être nettoyés.