Coulée par gravité ou coulée sous pression : Quelle est la meilleure solution ?
Choisir entre le moulage par gravité et le moulage sous pression peut sembler une décision décourageante pour les fabricants. Devriez-vous opter pour la simplicité et la rentabilité de la coulée par gravité, ou pour la précision et l'efficacité de la coulée sous pression ? Cet article explore les principales différences, les avantages et les limites des deux méthodes, afin de vous aider à comprendre quelle technique répond le mieux aux besoins de votre produit. À la fin de l'article, vous saurez clairement quelle méthode de coulée correspond aux exigences de votre projet, ce qui vous permettra d'obtenir des performances et une rentabilité optimales.
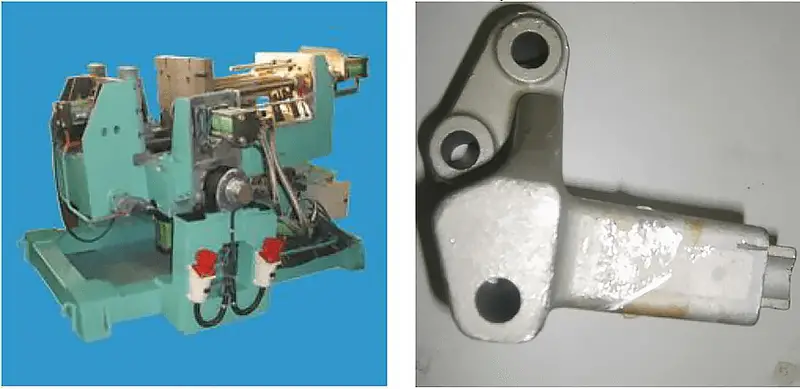
La coulée par gravité est le processus qui consiste à injecter du métal en fusion dans un moule sous l'effet de la gravité, également connu sous le nom de coulée.
La définition plus large du moulage par gravité englobe diverses méthodes, notamment le moulage en sable, le moulage en métal, le moulage en motte, le moulage en disparition et le moulage en argile.
Toutefois, dans un sens plus étroit, la coulée par gravité se réfère spécifiquement à la coulée de moules métalliques.
Le moulage des métaux est une technique moderne qui utilise des moules résistants à la chaleur. acier allié pour créer des moules.
Le métal liquide est généralement versé manuellement dans la porte, et le produit final est fabriqué en remplissant la cavité du moule, en ventilant, en refroidissant et en ouvrant le moule sous l'effet de la force du poids du métal liquide.
Le processus comprend les étapes suivantes : fusion, coulée du matériau dans le moule, ventilation, refroidissement, ouverture du moule, traitement thermique et post-traitement.
Les caractéristiques de la coulée par gravité sont les suivantes :
Le moulage présente peu de pores, ce qui permet un traitement thermique. Il en résulte une amélioration significative de la résistance, supérieure à celle des produits coulés sous pression.
Le produit a une faible densité. En raison de son moulage par poids propre, la densité est inférieure à celle des produits de l'UE. moulage sous pressionLa résistance est donc légèrement inférieure, mais l'allongement est plus élevé.
L'état de surface du produit n'est pas optimal. Le refroidissement et le rétrécissement peuvent entraîner la formation de cratères semblables à ceux produits par le grenaillage.
Le processus de remplissage est lent et l'efficacité de la production est faible. Avec une efficacité de seulement 1/4 de la coulée à haute pression, le coût du produit est inférieur.
La filière a une durée de vie plus longue et un coût inférieur à celui du moulage sous pression.
La procédure est simple.
La coulée par gravité n'est pas adaptée à la production de pièces à parois minces.
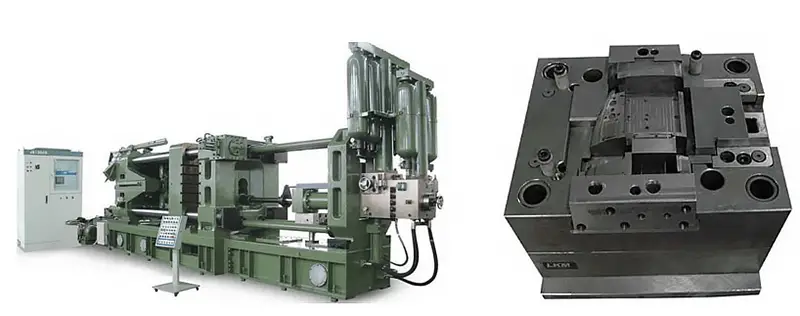
Introduction de la coulée sous haute pression
Le moulage sous pression se divise en deux catégories : le moulage à haute pression et le moulage à basse pression.
Le moulage sous haute pression est une technique de moulage dans laquelle l'alliage en fusion est rapidement versé dans la cavité d'un moule en acier à l'intérieur d'une chambre à pression, se solidifiant ainsi sous haute pression.
(1) Le métal liquide est introduit dans la cavité sous pression et se solidifie par cristallisation, généralement sous une pression comprise entre 15 et 100 MPa.
(2) Le liquide métallique est introduit dans la cavité à grande vitesse, avec des vitesses allant de 10 à 50 m/s et, dans certains cas, dépassant même 80 m/s, par l'intermédiaire de la porte interne. Il en résulte un temps de remplissage très court du métal liquide, généralement de 0,01 à 0,2 seconde, en fonction de la taille de la pièce moulée.
Les caractéristiques du moulage à haute pression sont les suivantes
Remplissage rapide et production efficace.
Le moulage à haute pression permet d'obtenir un produit présentant une densité, une résistance et une dureté de surface élevées, mais un faible allongement.
Un excellent état de surface, généralement jusqu'à Ra6.3 et dans certains cas jusqu'à Ra1.6.
La capacité de produire des pièces avec des parois de faible épaisseur, le moulage sous pression de l'aluminium pouvant atteindre une épaisseur de 0,5 mm.
Le remplissage rapide élimine la présence de gaz internes, ce qui permet d'obtenir un produit à faible porosité.
Le moulage sous haute pression ne nécessite pas de traitement thermique, car le gaz interne se dilate pendant le traitement thermique, ce qui provoque des défauts tels que des bombements ou des fissures.
De faibles tolérances d'usinage sont nécessaires (idéalement moins de 0,25 mm), car un traitement excessif peut endommager la couche superficielle dense et révéler les pores internes, réduisant ainsi la résistance du produit.
Cependant, le moulage sous haute pression a des coûts de moule élevés et une faible durée de vie.
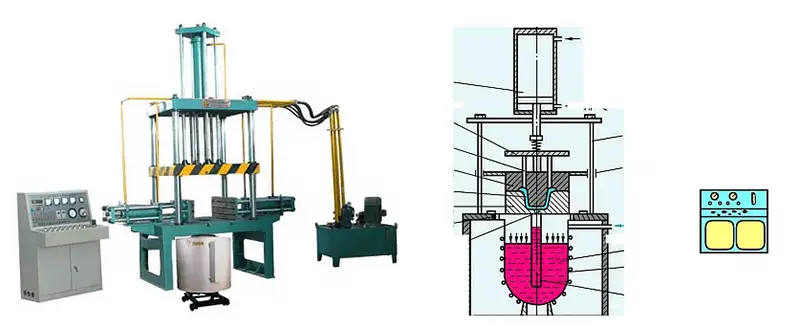
Introduction de la coulée à basse pression
Le processus de la technologie de coulée à basse pression est le suivant : De l'air sec et comprimé est introduit dans le creuset ou le réservoir scellé. Sous l'influence de la pression du gaz, le métal liquide s'élève le long de la colonne montante et dans la carotte, entrant ainsi en douceur dans la cavité du moule. La pression du gaz est maintenue au niveau du liquide dans le creuset jusqu'à ce que la pièce soit entièrement solidifiée.
Après la solidification, la pression du gaz sur la surface du liquide est relâchée, ce qui entraîne le retour du métal liquide dans le creuset.
Enfin, le moule est ouvert et la pièce est retirée.
Le moulage à basse pression diffère considérablement du moulage à haute pression en termes d'équipement, de processus et de performance du produit.
La pression appliquée dans la coulée à basse pression est relativement faible, généralement comprise entre 20 et 60 kPa, et la source de pression est fournie par le gaz.
En raison de la faible pression, le remplissage du produit est plus lent et l'efficacité de la production est moindre, mais la porosité du produit est améliorée, ce qui lui permet de subir un traitement thermique.
En général, la coulée à basse pression est un équilibre entre les avantages de la coulée à haute pression et de la coulée par gravité.
Comparaison des avantages et des inconvénients
Techniques
Coût des moisissures
Durée de vie
Porosité
Traitement thermique
Allocation d'usinage
Finition de la surface
Produits adaptés
Efficacité de la production
Coulée à haute pression
complexe
élevé
court
mauvais
non
petit
élevé
Pièces à parois minces
élevé
Coulée à basse pression
simple
faible
long
bon
oui
grand
élevé
Parties de la paroi centrale
moyen
Coulée par gravité
simple
faible
long
bon
oui
grand
faible
Pièces à parois épaisses
faible
La force des alliages d'aluminium peuvent varier considérablement en raison des différences entre les matières premières. Les produits moulés sous pression, en revanche, ont une densité et une résistance élevées du fait qu'ils sont formés sous haute pression. Par exemple, les produits moulés sous pression de l'A380 ont une résistance de 360MPa et un allongement de seulement 3,7%.
Les produits moulés par gravité ont généralement une résistance plus faible que les produits moulés sous pression. Par exemple, le ZL101A a une résistance de 310MPa après traitement thermique, mais avec un allongement de 5-6%. Il existe également des matériaux, tels que ZL201a et ZL204a, dont la résistance est supérieure à 380MPa.
Lors du choix d'un processus de production, l'épaisseur de la paroi du produit est le principal élément à prendre en considération. Le moulage sous haute pression est un procédé très efficace et devrait être le premier choix tant que le procédé de production et les performances du produit répondent aux exigences. Toutefois, si l'épaisseur de la paroi du produit est supérieure à 8 mm, la coulée à haute pression peut ne pas répondre aux exigences de résistance souhaitées en raison des pores internes, auquel cas la coulée par gravité ou la coulée à basse pression peuvent être envisagées.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà interrogé sur le monde fascinant du moulage ? Ce processus de fabrication ancien, mais en constante évolution, façonne notre vie quotidienne d'innombrables façons. Dans cet article de blog, nous explorerons les...
Vous êtes-vous déjà demandé comment sont fabriquées les pièces complexes de votre voiture ? Cet article révèle le monde fascinant du moulage automobile, en détaillant les technologies et méthodes avancées qui façonnent...
Cet article plonge dans le monde fascinant de la production de pièces moulées, révélant le processus étape par étape qui transforme les matières premières en composants essentiels. Découvrez les techniques, les matériaux et les contrôles de qualité impliqués,...
Vous êtes-vous déjà demandé comment des pièces métalliques complexes étaient fabriquées avec une telle précision ? Entrez dans le monde du moulage sous pression, où le métal en fusion à haute pression est injecté dans des moules durables, créant tout, des voitures...
Et si le choix entre le zinc et l'aluminium pouvait révolutionner votre processus de fabrication ? Dans le monde du moulage sous pression, il est essentiel de comprendre les forces et les faiblesses de chaque matériau. Cette...
Pourquoi certaines pièces moulées échouent-elles alors que d'autres excellent ? La réponse se trouve dans les propriétés des alliages coulés. Cet article explore l'impact de facteurs tels que la fluidité, le retrait, l'oxydabilité et l'absorption de gaz...
Quelle est la véritable différence entre l'aluminium moulé et l'aluminium moulé sous pression ? Cet article se penche sur les processus de fabrication et les propriétés qui distinguent ces deux types d'aluminium. De la...
Vous êtes-vous déjà demandé pourquoi le moteur de votre voiture fonctionne sans à-coups ou comment les machines lourdes fonctionnent sans à-coups ? Le secret réside dans les huiles utilisées - l'huile de lubrification et l'huile hydraulique. Cet article explore...
Vous êtes-vous déjà demandé ce qui rend les pièces du moteur de votre voiture si durables et si efficaces ? Cet article dévoile les secrets du moulage des alliages d'aluminium, les champions méconnus de l'ingénierie automobile. Apprenez...
Faites passer votre entreprise à la vitesse supérieure