Guide complet sur le fonctionnement des machines de gravure au laser
Vous êtes-vous déjà demandé comment des motifs complexes sont gravés sur divers matériaux avec une telle précision ? Cet article plonge dans le monde fascinant des machines à graver au laser, en détaillant leur fonctionnement, leurs mesures de sécurité et leurs principales caractéristiques. Des conseils d'installation aux réglages de la mise au point, vous apprendrez à maximiser l'efficacité et à garantir la sécurité lorsque vous travaillez avec ces appareils de haute technologie. Préparez-vous à explorer les aspects essentiels et complexes de la gravure au laser, afin de vous assurer que vos projets seront parfaits.
Avant d'utiliser l'appareil, les utilisateurs doivent lire attentivement ce manuel d'utilisation et respecter scrupuleusement les procédures d'utilisation.
Le traitement au laser peut présenter des risques. Les utilisateurs doivent examiner attentivement si l'objet à traiter est adapté aux opérations laser.
L'objet traité et ses émissions doivent être conformes aux lois et réglementations locales.
★ Cet appareil utilise un laser de classe 4 (laser intense). rayonnement laser) qui peuvent provoquer les accidents suivants :
1. Enflammer les matériaux inflammables à proximité.
2. Pendant traitement au laserSelon l'objet traité, d'autres radiations et des gaz toxiques ou nocifs peuvent être générés.
3. L'exposition directe au rayonnement laser peut provoquer des lésions corporelles.
Par conséquent, l'endroit où l'équipement est utilisé doit être équipé de matériel de lutte contre l'incendie, et l'accumulation d'articles inflammables ou explosifs autour du poste de travail et de l'équipement est strictement interdite. La ventilation doit être maintenue en permanence.
★ L'environnement dans lequel se trouve l'appareil doit être sec, exempt de pollution, de vibrations, d'électricité forte et d'interférences magnétiques. La température de l'environnement de fonctionnement doit être comprise entre 10 et 35°C, et l'humidité doit être comprise entre 5 et 95% (sans condensation).
La tension de fonctionnement de l'équipement est de 220V AC, 50HZ. N'allumez pas la machine lorsque la tension du réseau est instable ou mal adaptée.
★ La machine à graver et tout équipement connexe doivent être mis à la terre de manière sécurisée avant d'être utilisés.
Lorsque l'équipement est en marche, il doit être surveillé par une personne dédiée. En cas d'anomalie, toutes les alimentations doivent être immédiatement coupées et les mesures correspondantes doivent être prises activement. Toutes les alimentations électriques doivent être coupées avant de quitter l'appareil, et il est strictement interdit de quitter l'appareil sans autorisation.
★ Ne placez pas d'objets à réflexion totale ou diffuse non pertinents dans l'équipement afin d'éviter que des objets à réflexion totale ou diffuse ne soient placés dans l'appareil. réflexions laser sur le corps humain ou sur des objets inflammables.
★ L'équipement doit être tenu à l'écart des appareils électriques sensibles aux interférences électromagnétiques, car l'équipement peut générer des interférences électromagnétiques.
L'équipement laser contient des tensions élevées ou d'autres dangers potentiels. Le démontage par des non-professionnels est strictement interdit.
Chapitre 1 : Introduction aux machines de gravure laser de la série D
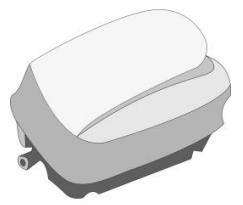
1.1. Apparence de la machine
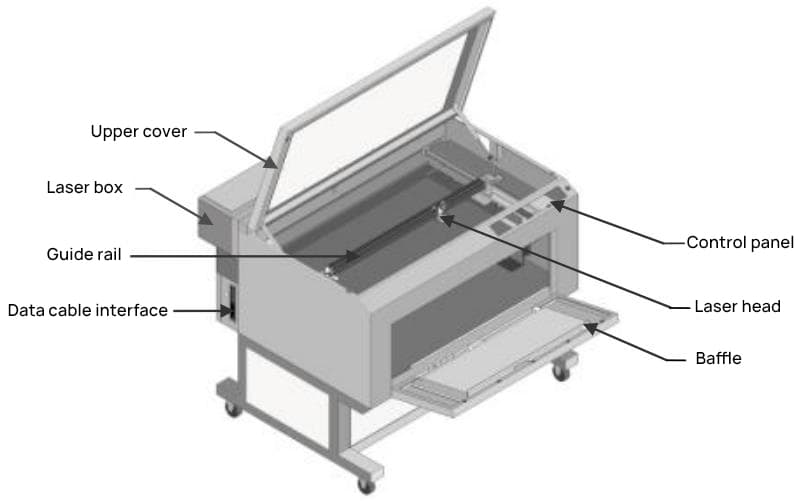
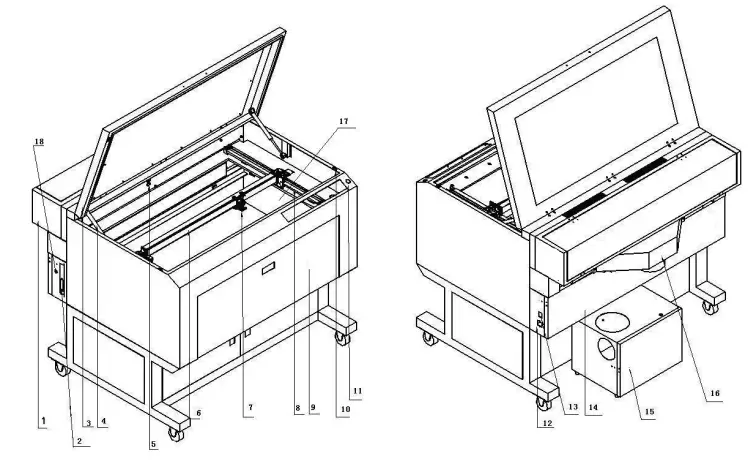
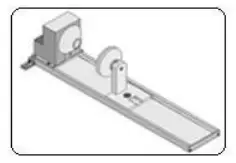
L'aspect de la machine est illustré par les figures 1-1 et 1-2 :
Figure 1-1 Vue avant de la machine
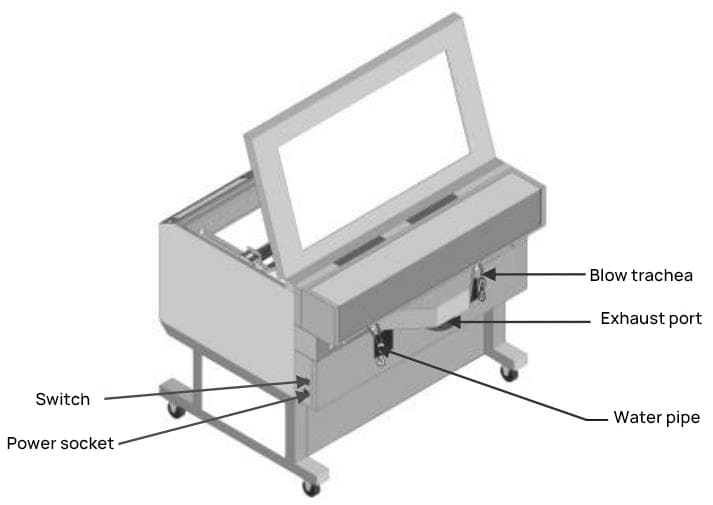
Figure 1-2 Vue arrière de la machine
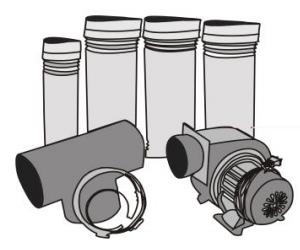
1.2. Pièces accessoires
En plus de la machine à graver principale, votre colis devrait comprendre les accessoires suivants (sous réserve d'un article physique ; les accessoires optionnels ne sont pas inclus dans le colis) :
Pompe à eau
Pompe à air
Soufflerie centrifuge, tuyau d'échappement, joint en té
Cordon d'alimentation
Câble de données (câble d'imprimante)
Socle de la fiche mâle
ACE Software, Bibliothèque de polices de caractères du fondateur
Clé de chiffrement
1.3. Caractéristiques du produit
La machine à graver au laser de la série D (ci-après dénommée "le graveur") est un produit de haute technologie intégrant l'optique, la mécanique et l'électronique, contrôlé par un ordinateur pour le fonctionnement du laser. Elle comprend deux modèles : D80M et D80RF, avec les caractéristiques suivantes :
Large éventail d'applications
Le graveur offre deux méthodes de traitement : la découpe et la gravure. La découpe désigne le traitement par la machine des contours des graphiques ou du texte, avec la possibilité d'une découpe segmentée en couleurs, c'est-à-dire une découpe à différentes profondeurs en fonction des couleurs des lignes définies dans le logiciel. La gravure consiste à traiter l'ensemble du graphique ou du texte, ligne par ligne, en fonction d'une image bitmap.
En mode gravure, il peut effectuer une gravure en dégradé, c'est-à-dire graver une surface inclinée à la base des lignes en relief pour augmenter leur force, ce qui convient à la fabrication de sceaux et à l'impression de plaques de caoutchouc. Le mode de numérisation permet de créer des images en demi-teinte, en utilisant la densité des points pour représenter la profondeur des couleurs, le produit final ressemblant à une photo en noir et blanc.
Ce graveur peut être utilisé pour la découpe et la gravure de textiles et de cuir, ainsi que pour la production d'objets artisanaux, d'enseignes, etc.
Polyvalence des matériaux
Convient aux matériaux non métalliques courants tels que le bambou, le bois, l'acrylique, le plastique, le cuir, les plaques bicolores, les textiles, le papier, le caoutchouc, etc.
Haute qualité de traitement
Avec une précision de résolution de 0,025 mm, il permet d'obtenir des lignes de coupe lisses, sans bords dentelés, des espaces réduits et un ajustement précis des courbes. Lors de la gravure et de la numérisation, il peut produire avec précision des images bitmap, avec des points de maille fins. Les images et photos gravées ou numérisées peuvent rivaliser avec celles produites par des graveurs laser importés.
Facilité d'utilisation
Le graveur est livré avec le logiciel ACE Art Engraving, développé par notre société, qui est convivial et disponible en versions chinoise et anglaise. Les utilisateurs peuvent également installer un système de pilote d'impression pour éditer et produire directement des fichiers à partir de diverses applications Windows telles que Photoshop, CorelDraw, Word, AutoCAD, etc.
Une structure ingénieuse
Équipée d'une table élévatrice automatique, elle peut traiter des pièces d'une épaisseur allant jusqu'à 250 mm.
L'avant et l'arrière du boîtier de la machine sont interconnectés, ce qui permet une alimentation illimitée en matériaux dans la direction Y, augmentant ainsi la surface de traitement.
La table de travail est configurée de manière flexible et peut être ajustée en fonction des différentes méthodes de traitement et des matériaux.
Excellent environnement de travail
Elle est propre, peu bruyante et permet de minimiser les déchets au maximum, réduisant ainsi les coûts.
1.4. Principaux paramètres techniques
Modèle
D80M
D80RF
Surface de travail (mm)
800*500*250(X*Y*Z)
Déplacement de la table de travail sur l'axe Z
0-250(mm)
Mode de fonctionnement
Gravure/Numérisation/Coupe
Vitesse de balayage (mm/s)
Réglable de 0 à 800 mm/s
Vitesse de coupe (mm/s)
Réglable de 0 à 3800 mm/s
Gravure des pentes
Pente de 360°, avec taille de pente librement réglable
Marquage des couleurs
Jusqu'à 256 couches de séparation des couleurs, différentes couleurs peuvent contrôler différentes vitesses, niveaux d'énergie, séquences et autres paramètres.
40W CO2 Glass Laser/30W Imported Radio Frequency Packaged Laser métallique
Système optique
Composants optiques importés des États-Unis, positionnés avec précision à l'aide d'un système de positionnement à lumière rouge.
Système d'exploitation
Windows98/2000/XP
Langues prises en charge
Le passage du chinois à l'anglais se fait en toute transparence, et des options d'interface multilingues sont disponibles en fonction des besoins du client.
Logiciel d'interface
Véritable logiciel de dessin dédié de Zhengtian, AutoCad, CorelDraw, Photoshop, CAXA, et autres.
Caractéristiques du logiciel
L'authentique pilote Zhengtian utilise un algorithme de prédiction intelligent unique et un algorithme de contrôle amélioré. Basé sur la plateforme Windows, ce pilote offre un large éventail de fonctionnalités, traitant l'appareil comme une imprimante Windows standard. Il peut être directement édité à partir de divers logiciels de mise en page tels que Word, Coreldraw, Photoshop, Autocad, CAXA, ce qui le rend plus pratique à utiliser. Grâce à notre système d'optimisation des chemins d'accès développé de manière indépendante, l'efficacité du traitement peut être augmentée de 30%-50%.
Mode de contrôle
La plate-forme intégrée de contrôle des mouvements, équipée d'un vaste système de stockage, peut stocker simultanément 99 fichiers, ce qui témoigne d'un traitement des données à grande vitesse. Elle assure un traitement et une sortie rapides, offre des capacités de dialogue homme-machine et permet des opérations de paramétrage directement à partir de l'interface du panneau de commande.
Caractéristiques principales
Plate-forme à réglage automatique de la hauteur, capacités de gravure et de découpe cylindriques.
Système de protection de la sécurité
Système de protection contre le refroidissement par eau forcée ; système de contrôle de la température de l'eau ; système d'alarme automatique pour le contrôle de la température ; fonction de pause automatique à l'ouverture de la cabine de travail ; mode de fonctionnement du chemin lumineux fermé.
Interface de l'appareil
La transmission USB permet un contrôle un à plusieurs et plusieurs à un. Il prend en charge la sortie du réseau local et peut être utilisé hors ligne.
Accessoire rotatif (en option)
Serrage des cylindres de 8 à 150 millimètres de diamètre.
Laser RF en option : D80RF, également connu sous le nom de "Eagle Series".
L'aide rotative est facultative
La plage de travail se réfère à l'étendue du mode de coupe ; la plage des modes de gravure et de balayage peut être légèrement réduite en raison du contrôle.
1.5. Configuration informatique requise
CPU : Intel ou compatible, fréquence supérieure à 300.
Mémoire : Supérieure à 128M.
Disque dur : Plus de 1G d'espace libre.
Carte graphique : Prise en charge d'au moins 256 couleurs, résolution 800×600 ou supérieure.
Autres : Un CD-ROM, un lecteur de disquettes, une souris et un clavier chacun, avec un port d'imprimante et une interface USB.
Système d'exploitation : Window95/98/ME, Windows2000/NT/XP, Window7, Window10
Chapitre 2 : Installation de la machine et débogage
Un système de travail complet se compose de l'unité principale de la machine de gravure laser, du laser, de la pompe à eau, du réservoir d'eau, de la pompe à air, du ventilateur centrifuge, du tuyau d'échappement, du ventilateur d'échappement ou du purificateur d'air, du câble de communication, etc. Selon les besoins du travail, les utilisateurs configurent leur propre ordinateur, imprimante, scanner, etc.
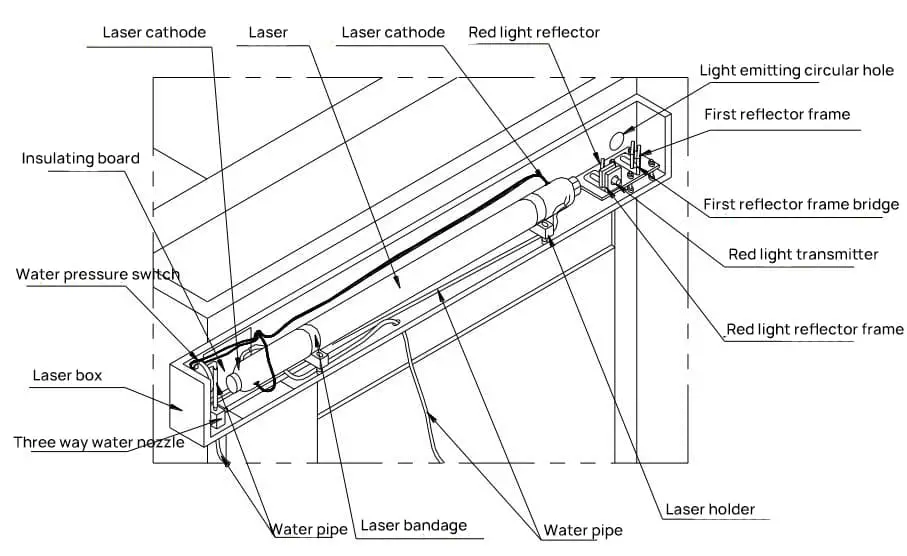
2.1. Installation du laser
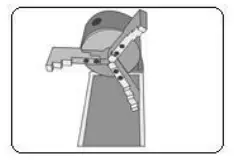
Pour garantir la sécurité du transport, le laser est emballé séparément ; il doit donc être installé en premier, comme le montre la figure 2-1.
Figure 2-1 Schéma d'installation du laser
Première étape : ouvrez le boîtier du laser à l'arrière de l'unité principale et sortez le tube laser.
L'extrémité du laser qui émet de la lumière est le pôle négatif, avec un trou circulaire à l'extrémité négative ; l'extrémité positive est solide, et le tube d'air de retour en spirale du laser se trouve souvent à l'extrémité positive (comme le montre la figure 2-2).
Figure 2-2 Schéma de la structure du laser
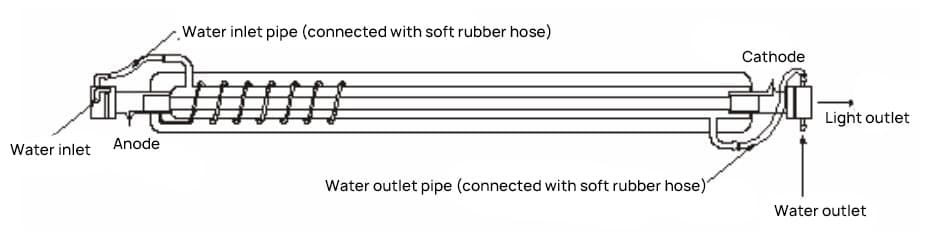
Deuxième étape : fixer le laser sur le siège du laser dans la boîte à laser.
Tout d'abord, fixez un côté de la courroie du laser au siège du laser à l'aide d'une vis M4 (Remarque : ne la serrez pas d'abord), enroulez le caoutchouc vert autour de la position appropriée du laser avec du papier crêpé, placez la partie du laser enveloppée de caoutchouc vert sur le siège du laser, serrez les vis des deux côtés de la courroie et fixez le laser au siège du laser (Remarque : après le serrage, le laser ne peut pas bouger et la courroie a déjà touché le joint de la vis, mais n'utilisez pas trop de force pour éviter de briser le laser). Comme le montre la figure 2-3.
Figure 2-3 Fixation du laser
Troisième étape : Câblage externe du laser.
Connectez les fils positif et négatif du laser (l'extrémité du laser qui émet de la lumière est le pôle négatif, l'extrémité positive est solide, il y a un trou circulaire à l'extrémité négative, et le tube de retour d'air en spirale dans le laser est souvent à l'extrémité positive).
Connectez le pôle positif à la ligne haute tension rouge et le pôle négatif à la ligne jaune négative. La méthode consiste à enrouler le fil métallique dans le fil électrique autour de la tige de tungstène du laser, à mettre en place le tube de protection en caoutchouc et à injecter de la colle 703 pour immerger complètement la partie conductrice exposée (comme le montre la figure 2-4).
Note : Veillez à isoler correctement la haute tension, sinon elle risque de présenter un danger.
Figure 2-4 Traitement de la haute tension
Quatrième étape : Raccordez les tuyaux d'entrée et de sortie à l'entrée et à la sortie d'eau du laser à l'aide de tuyaux en caoutchouc souple (comme illustré à la figure 2-2).
Tournez légèrement le tube laser, ajustez la position du tuyau de sortie de manière à ce que sa hauteur verticale soit inférieure à celle du tuyau d'entrée. Serrez ensuite la vis de fixation du siège du laser.
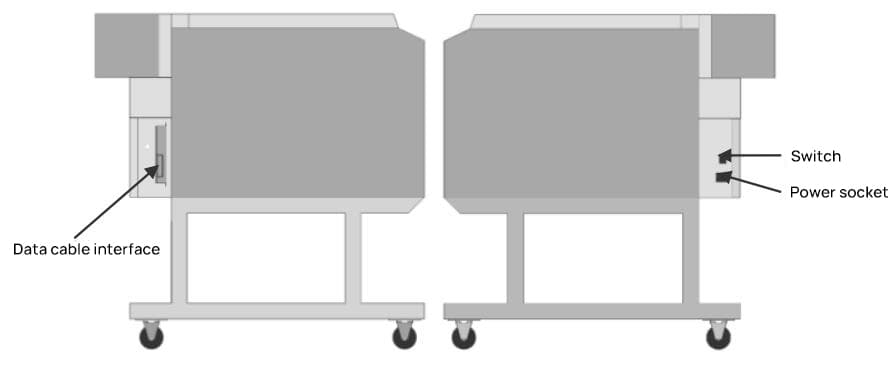
2.2. Câblage externe
Le côté droit du boîtier de la machine à graver abrite la prise d'alimentation, l'interface de données et l'interrupteur d'alimentation (comme le montre la figure 2-5).
Figure 2-5 Vue latérale du boîtier
Étape 1 : Branchez le cordon d'alimentation sur une source de courant alternatif 220V/50Hz pour alimenter l'appareil en électricité.
Étape 2 : Connectez une extrémité du câble de données à l'interface de données de la machine et l'autre extrémité à l'ordinateur pour transmettre les données à la machine à graver.
Remarque : Ne mettez pas la machine à graver sous tension tant que le système de refroidissement de l'eau n'est pas correctement installé.
2.3. Système d'eau de refroidissement
Les lasers à tube de verre génèrent de la chaleur pendant leur fonctionnement. S'ils ne sont pas refroidis à temps, les lasers peuvent se rompre et s'endommager, et l'eau de refroidissement peut affecter l'émission normale de lumière des lasers. Il est donc extrêmement important de maintenir une bonne circulation de l'eau pendant le fonctionnement de la machine à graver.
Remarque : La circulation de l'eau de refroidissement doit être activée avant d'utiliser la machine à graver au laser.
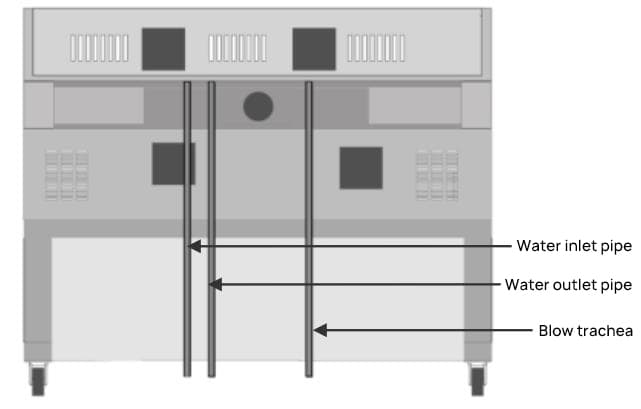
Figure 2-6 Arrière du boîtier
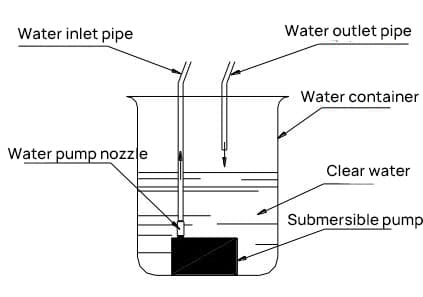
Figure 2-7 Schéma de la pompe à eau de refroidissement
La méthode de raccordement de l'eau de refroidissement est la suivante :
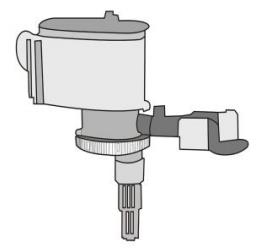
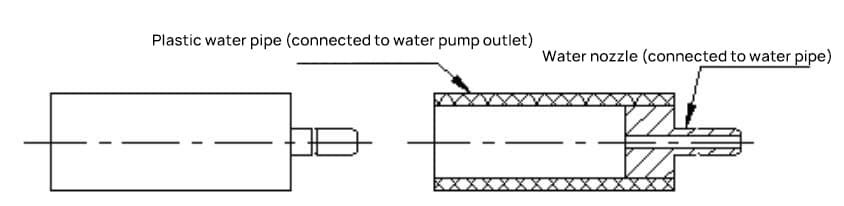
Étape 1 : L'ensemble de la pompe à eau comprend une buse d'eau (comme le montre la figure 2-8).
Placez une extrémité du tube d'eau en plastique sur la buse d'eau dans de l'eau chaude. Une fois que le tube en plastique s'est légèrement dilaté, insérez-le dans la sortie d'eau de la pompe pour servir de transition entre la sortie de la pompe et l'entrée d'eau de la machine.
Figure 2-8 Buse de la pompe à eau
Étape 2 : Remplissez un récipient de plus de 5 litres d'eau propre et placez-y la pompe à eau.
Étape 3 : Raccordez le "tuyau d'arrivée d'eau" situé à l'extérieur du boîtier laser à la buse de la pompe à eau et placez l'autre "tuyau de sortie d'eau" directement dans le récipient d'eau. (Le tuyau d'arrivée d'eau est connecté à la buse d'eau à trois voies à l'intérieur de la boîte à laser).
Étape 4 : Mettez la pompe à eau sous tension et observez la circulation de l'eau de refroidissement. Vous pouvez déterminer si la circulation de l'eau de refroidissement est normale de la manière suivante : Prenez le tuyau d'eau dans le conteneur qui n'est pas connecté à la pompe à eau.
Si l'eau s'écoule de manière régulière et stable, cela signifie que le système de refroidissement fonctionne bien. S'il n'y a pas d'écoulement d'eau ou si l'écoulement n'est pas régulier, vérifiez si le tuyau d'eau et la pompe à eau sont endommagés et si le tuyau d'eau est correctement raccordé.
2.4. Système de dépoussiérage et de ventilation
2.4.1. Raccordement de la pompe à air
Insérer le tuyau de soufflage à l'arrière de la machine à graver (voir figure 2-6) dans la pompe à air. Après avoir mis la pompe à air sous tension, l'orifice de soufflage de la machine à graver s'ouvre. tête de laser commencera à fonctionner.
Le soufflage d'air sur le matériau traité pendant l'usinage permet non seulement de refroidir rapidement la surface, mais aussi d'évacuer les débris produits pendant l'usinage, ce qui garantit la qualité du travail.
2.4.2. Système de dépoussiérage
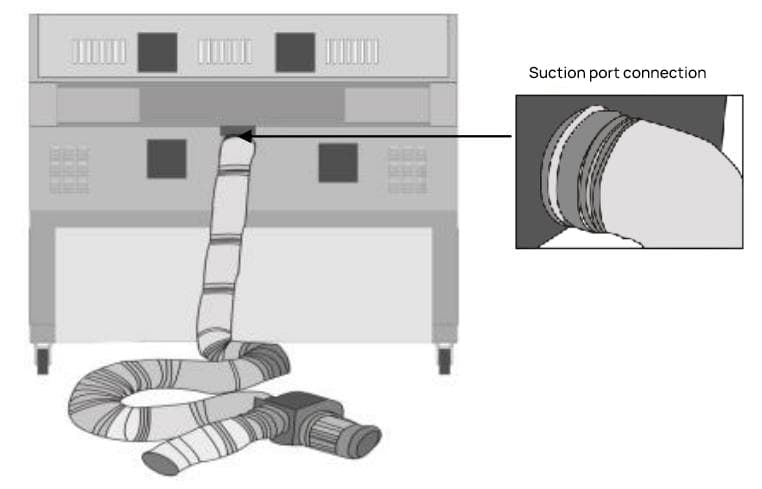
La machine à graver de la série D utilise un échappement arrière. L'échappement est utilisé pour expulser les gaz d'échappement produits lors du traitement. non métallique les matériaux.
Tout d'abord, fixez le boîtier d'échappement arrière à l'arrière du boîtier, raccordez le tuyau d'échappement à l'orifice d'échappement et raccordez le ventilateur d'échappement ou le purificateur d'air à l'aide d'un tube à trois voies, comme illustré à la figure 2-9 :
Figure 2-9 Système d'échappement inférieur
2.5. Ajustement du chemin lumineux
La machine à graver au laser est un instrument optique précis, et les exigences en matière de réglage du trajet optique sont élevées. Si le laser n'est pas tiré à partir du centre de chaque lentille, les résultats de la gravure en seront affectés.
C'est pourquoi le réglage du trajet optique est extrêmement important lors de l'installation et de l'utilisation de la machine à graver au laser. Faites attention aux points suivants lors du réglage le chemin de la lumière:
Le laser étant invisible, ne placez pas votre corps dans la trajectoire de la lumière pour éviter d'être brûlé par le laser. Lorsque vous réglez le trajet de la lumière, essayez de faire en sorte que l'enceinte bloque votre corps et placez-vous à un endroit où la lumière ne peut pas atteindre.
Avant d'ajuster le chemin lumineux, vous devez connecter le câblage externe, installer l'eau de refroidissement et le dépoussiérage. système de ventilationLa machine doit être bien mise à la terre. Ne réglez pas le trajet de la lumière si la circulation de l'eau de refroidissement n'est pas bonne.
2.5.1. Détermination du point d'entrée du faisceau laser
Lors du réglage du trajet optique, la première étape consiste à déterminer le point d'entrée du faisceau laser, ce qui se fait de la manière suivante :
Étape 1 : Mettez le courant de l'ampèremètre à zéro, appuyez sur le bouton "Émission haute tension", puis sur le bouton "Émission manuelle", réglez le courant de manière à ce que le courant de sortie soit faible (environ 4 milliampères), capable de percer le film de polyester en 2 secondes, puis levez le bouton "Émission manuelle".
Étape 2 : Prenez un morceau de film polyester transparent utilisé pour le positionnement et recouvrez-le devant l'objectif (Remarque : le film ne doit pas être trop proche de l'objectif, afin d'éviter de contaminer l'objectif avec du matériel fondu lorsque le laser brûle le film), appuyez rapidement sur le bouton "Émission manuelle", puis soulevez-le.
La position où le faisceau laser brûle un trou rond sur le film correspond à son point d'entrée sur la lentille (parfois deux trous ronds sont brûlés sur le film, le plus petit étant brûlé par le faisceau réfléchi par la lentille, et l'angle formé par le point d'incidence et le point de réflexion peut indiquer grossièrement la direction du trajet de la lumière).
Lorsque les deux miroirs réfléchissants sont éloignés l'un de l'autre, il faut d'abord trouver la direction du trajet de la lumière entre les deux miroirs. La méthode spécifique est la suivante : insérez le film polyester dans le trajet lumineux entre les deux miroirs, et déplacez-vous de la position proche du miroir précédent au miroir suivant, trouvez le trajet lumineux de près à loin, et à chaque fois que le film polyester se déplace d'une certaine distance, appuyez sur le bouton "Émission manuelle", puis relevez-le, afin que chaque laser frappe le film polyester, de manière à trouver la direction du trajet lumineux entre les deux miroirs.
Remarque : avant de régler le trajet optique, vous devez d'abord vous assurer que le point d'émission de la lumière du laser et le centre du support du premier miroir réfléchissant sont à peu près à la même hauteur horizontale, et faire en sorte que la lumière réfléchie du premier miroir réfléchissant puisse sortir du trou de lumière sur le boîtier du laser, et en même temps vous assurer que le centre du premier miroir réfléchissant et le deuxième miroir réfléchissant sont à la même hauteur horizontale.
S'il s'avère qu'ils ne sont pas à la même hauteur horizontale, vous devez ajuster la hauteur du premier pont porte-miroir réfléchissant et du laser.
2.5.2. Principe de l'ajustement du trajet optique
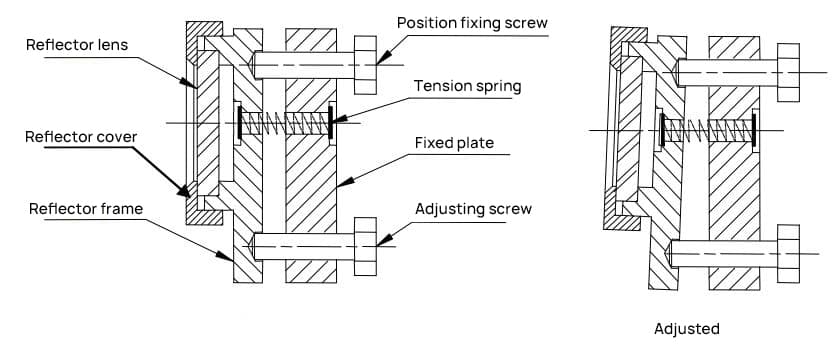
Le réglage de la trajectoire de la lumière s'effectue principalement en ajustant l'angle de déviation du miroir. Il y a trois vis derrière les 1er et 2e supports de miroir, et l'extension et la contraction des vis déterminent l'angle du miroir. Le principe spécifique est illustré dans les figures 2-10 et 2-11 :
Figure 2-10 : Schéma de principe du support du miroir
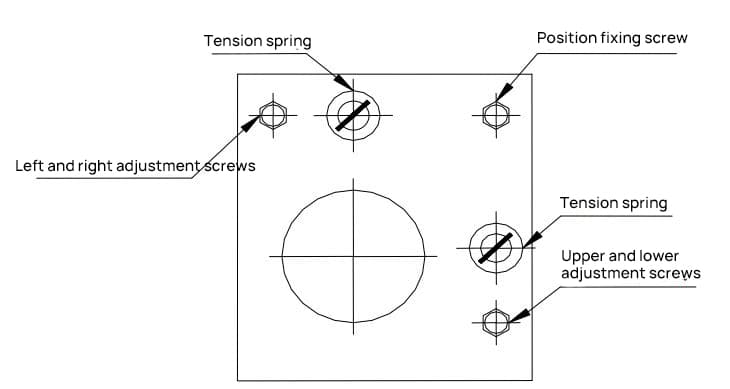
Figure 2-11 : Schéma des vis de réglage du support de rétroviseur
Lors du réglage des vis de réglage gauche et droite du support du miroir précédent, le support tournera autour de l'axe vertical formé par la vis de fixation de la position et la vis de réglage haut-bas, ce qui entraînera un déplacement vers la gauche ou vers la droite du point d'incidence sur le miroir suivant.
Lors du réglage de la vis de réglage haut-bas, le miroir tourne autour de l'axe horizontal formé par la vis de fixation de la position et la vis de réglage gauche-droite, ce qui entraîne le déplacement vers le haut ou vers le bas du point d'incidence sur le miroir suivant.
Lors du réglage de la vis de fixation de la position, le miroir tourne autour de l'axe oblique formé par la vis de réglage gauche-droite et la vis de réglage haut-bas, ce qui entraîne un déplacement simultané du point d'incidence sur le miroir suivant dans les directions gauche-droite et haut-bas.
En raison de la grande taille de la machine et de la longueur du trajet lumineux entre le miroir précédent et le miroir suivant, il convient de procéder à des ajustements mineurs au niveau des trois vis de réglage situées sur le miroir lors du réglage du trajet lumineux.
2.5.3. Méthode d'ajustement du chemin lumineux
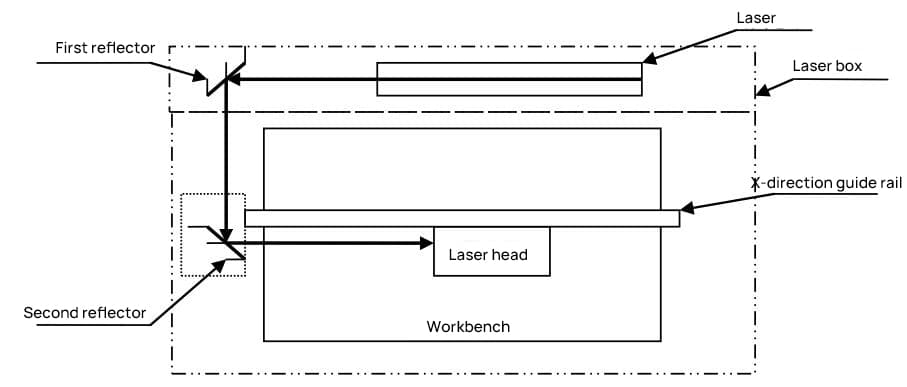
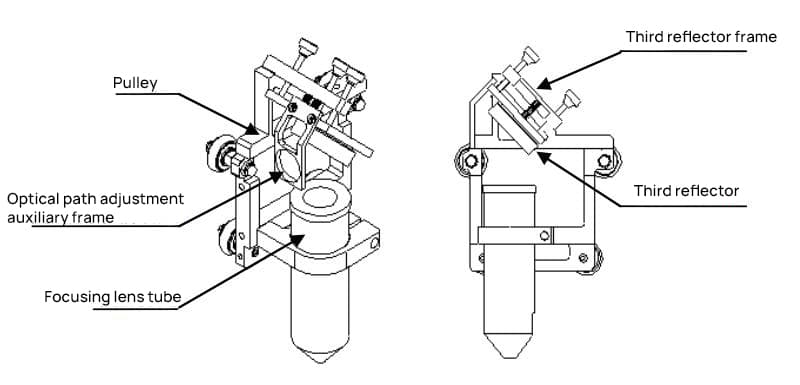
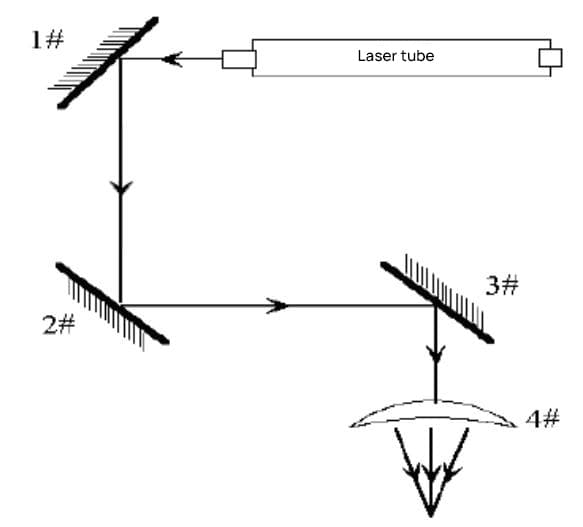
Le trajet lumineux de la machine et la structure de la tête laser sont illustrés aux figures 2-12 et 2-13 :
Figure 2-12 : Schéma du trajet optique
Figure 2-13 : Schéma de la structure de la tête laser
Lors du réglage du trajet lumineux, il faut d'abord régler chaque miroir de manière à ce qu'il soit à peu près perpendiculaire à la surface horizontale et qu'il forme un angle de 45° avec la direction des X. À ce moment-là, les longueurs des trois vis de réglage entre le support du miroir et la plaque de fixation du support doivent être à peu près les mêmes.
Étape 1 : Réglez d'abord le faisceau lumineux émis par le tube laser pour qu'il atteigne le centre du miroir #1 (méthode décrite au point 2.5.1).
Étape 2 : Fixez du ruban adhésif double face (ou un autre matériau permettant de faire des marques) sur le support de réglage du trajet optique du miroir #2, déplacez la traverse jusqu'à la position la plus proche du tube laser, effectuez un tir ponctuel (contrôlez l'intensité lumineuse appropriée) et faites une marque (remarque : pour éviter que le rayonnement laser n'endommage les personnes, utilisez d'abord un morceau de carton pour tester la position approximative de la tache lumineuse, puis ajustez-la).
Étape 3 : déplacez progressivement la traverse jusqu'à la position la plus éloignée du tube laser, effectuez un tir ponctuel et faites une marque.
Étape 4 : Si les deux marques ne coïncident pas, réglez le miroir #1 pour aligner les centres des deux marques.
Étape 5 : Répétez les étapes deux à quatre jusqu'à ce que les centres des deux marques se chevauchent complètement.
Étape 6 : Fixez du ruban adhésif double face (ou un autre matériel de marquage) devant le miroir #3, déplacez le chariot (tête laser) jusqu'à la position la plus proche du miroir #2, effectuez une prise de vue ponctuelle (contrôlez l'intensité lumineuse appropriée) et faites une marque.
Étape 7 : déplacez progressivement le chariot (tête laser) jusqu'à la position la plus éloignée du miroir #2, effectuez un tir ponctuel (de préférence, utilisez d'abord un morceau de carton pour tester la position approximative du point lumineux afin d'éviter toute blessure) et faites une marque.
Étape 8 : Si les deux marques ne coïncident pas, réglez le miroir #2 pour aligner les centres des deux marques.
Étape 9 : Répétez les étapes six à huit jusqu'à ce que les centres des deux marques se chevauchent complètement.
Étape 10 : Fixez du ruban adhésif double face sur le point d'entrée de la lumière du barillet de la lentille de mise au point sous le miroir #3, effectuez une prise de vue ponctuelle et faites une marque. Si le repère est au centre, le test est réussi.
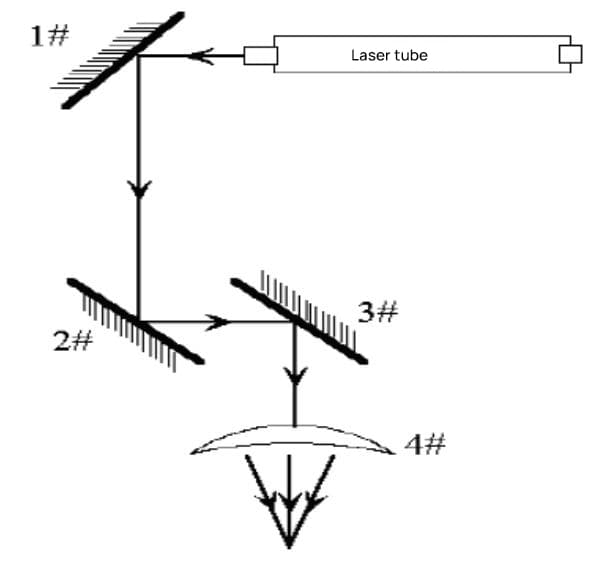
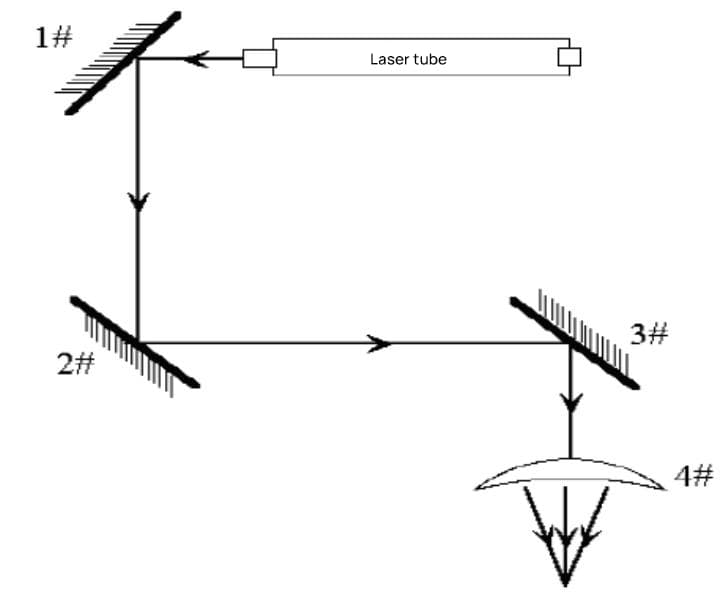
Étape 11 : Si le laser ne tombe pas au centre du point d'entrée de la lumière, comme le montre la figure ci-dessous :
Déviation verticale : Le tube laser ne peut être que levé ou abaissé.
Déviation horizontale : Le tube laser ne peut être réglé que vers l'intérieur ou l'extérieur.
Dans ce cas, le point d'atterrissage se trouve au-dessus et à l'extérieur. Il faut donc abaisser le tube laser, puis recommencer à partir de la première étape.
Note : Les travaux ci-dessus doivent être effectués par un opérateur ayant suivi une formation professionnelle.
2.6. Réglage de la mise au point
Une gravure efficace nécessite un petit spot laser et une puissance concentrée. Ce n'est qu'à ces deux conditions que la précision et la profondeur de la gravure peuvent être assurées. Lorsque le faisceau laser est émis pour la première fois, son diamètre est d'environ 3 millimètres, la densité de puissance est faible et il ne peut pas graver.
Après avoir été focalisé par la lentille de focalisation, le faisceau au point focal est plus fin, avec un diamètre d'environ 0,1 millimètre, et constitue la position optimale pour la gravure. Par conséquent, la fixation du plan à graver au point focal de la lentille de focalisation est une condition préalable à la réussite de la gravure.
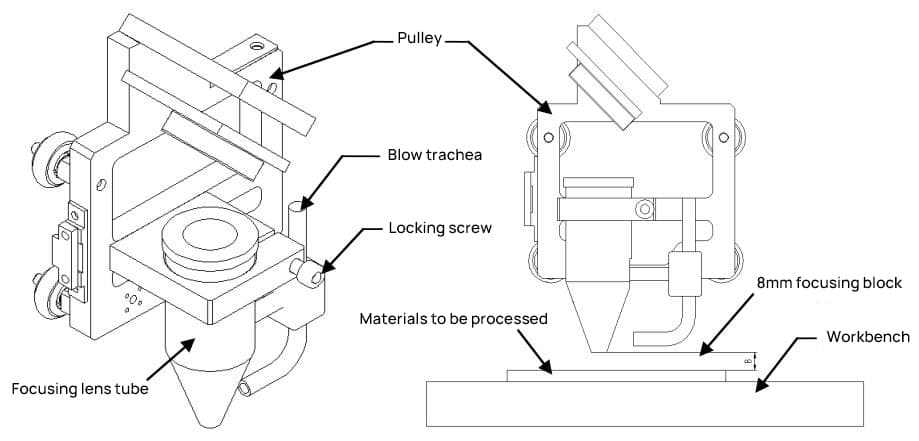
2.6.1. Mise au point simple
La lentille de mise au point est installée à l'intérieur du tube de la lentille de mise au point. Après avoir desserré la vis de blocage de la pince de la tête laser de style stylo, le tube de la lentille de mise au point peut se déplacer de haut en bas à l'intérieur de la pince (voir figure 2-14). Le plan focal se trouve à 8 mm sous le bord inférieur du tube de la lentille de focalisation. Les accessoires de la machine comprennent un bloc de mise au point en acrylique de 8 mm d'épaisseur pour déterminer le plan focal.
Figure 2-14 Réglage de la longueur focale
Lors du réglage de la longueur focale, placez le matériau à traiter sur l'établi, puis placez le bloc de mise au point sur la surface du matériau. Desserrez la vis de blocage de la pince de la tête laser de type stylo, déplacez le tube de la lentille de mise au point vers le haut et vers le bas de manière à ce que la surface inférieure du tube de la lentille touche le bloc de verre. À ce stade, la surface du matériau à traiter se trouve sur le plan focal. Réglez la hauteur du point focal si nécessaire, puis serrez la vis de blocage.
2.6.2. Mise au point complexe
La longueur focale est déterminée par la lentille de mise au point, et différentes lentilles de mise au point peuvent avoir des longueurs focales légèrement différentes. Par conséquent, lorsqu'une nouvelle lentille de mise au point est remplacée, la position du tube de la lentille de mise au point doit être réajustée comme suit :
Première étape : Appuyez sur le "commutateur haute tension", puis sur le bouton "émission manuelle de lumière", réglez le courant de sortie du laser à environ 5 milliampères, puis levez le bouton "émission manuelle de lumière".
Deuxième étape : Trouvez le point central.
1) Inclinez le verre acrylique et placez-le sur l'établi, sa surface latérale formant un angle d'environ 50 à 60 degrés avec la surface de l'établi.
2) À l'aide des boutons de déplacement du panneau de commande, déplacez la lentille de mise au point dans une position appropriée au-dessus du verre acrylique.
3) Appuyez sur le bouton "émission manuelle de lumière" et déplacez la lentille de mise au point le long de la direction X, pour que le laser dessine une ligne épaisse aux deux extrémités et fine au milieu sur le verre acrylique transparent. Levez ensuite le bouton "émission manuelle de lumière". Le point le plus fin de la ligne correspond à la position du point focal.
Troisième étape : Mesurez la distance entre le point le plus fin du verre acrylique transparent et la surface inférieure du tube de la lentille de mise au point. Cette distance peut être utilisée comme valeur de référence pour ajuster la hauteur du point focal de la lentille de mise au point lors de la gravure ultérieure.
2.7. Ajustement actuel
Mettez l'appareil sous tension, et seulement après avoir assuré une bonne circulation de l'eau de refroidissement, vous pouvez appuyer sur les boutons "interrupteur haute tension" et "émission manuelle de lumière", et régler le courant de sortie en tournant le bouton de réglage du courant sur le panneau de commande. À ce stade, le laser émet de la lumière.
Avertissement : Le laser émet une lumière invisible. N'insérez pas votre main dans le trajet optique pour éviter les brûlures. Vous pouvez insérer un film polyester de positionnement dans le trajet optique pour déterminer si la lumière est émise.
Chapitre 3 : Utilisation de la machine de gravure laser de la série D
3.1. Exigences relatives à l'environnement de placement
Tension
La tension externe doit être conforme à la norme 220V/50Hz. Des tensions élevées ou faibles et instables affecteront le fonctionnement de la machine à graver, les problèmes les plus courants pouvant inclure des erreurs de transmission de données, des tensions instables, une mauvaise qualité de l'air et des problèmes de sécurité. puissance du laserLa durée de vie du laser s'en trouve réduite, etc. En cas de problème de tension d'alimentation, il convient d'installer un stabilisateur de tension.
Température
Pour assurer le fonctionnement normal de l'eau de circulation, la température ambiante doit être maintenue entre 10℃~35℃. Lorsque la température ambiante est élevée ou que le temps de gravure est long, il faut veiller à surveiller la température de l'eau de circulation. Une température élevée de l'eau affaiblira l'effet de refroidissement et affectera l'émission normale de lumière du laser. Si nécessaire, augmentez la quantité d'eau de circulation dans le récipient et changez l'eau fréquemment.
Humidité
Un environnement à haute tension existe à l'intérieur de la machine à graver, et une humidité élevée peut facilement provoquer l'inflammation de la haute tension, ce qui est très dangereux ; il est donc strictement interdit de graver dans un environnement trop humide, et l'intérieur du boîtier de la machine doit être maintenu sec.
En outre, les environnements trop secs et les climatiseurs peuvent facilement provoquer une accumulation d'électricité statique sur la surface du boîtier de la machine, ce qui entraîne des erreurs de transmission de données, qu'il convient également d'éviter. Une bonne mise à la terre peut évacuer l'électricité statique, en particulier si l'alimentation n'a pas de fil de terre, elle doit être mise à la terre conformément à la méthode présentée au chapitre 2.
L'eau
L'eau de refroidissement est essentielle pour la machine à graver. Si l'eau du robinet est trop dure, elle doit être remplacée par de l'eau pure pour éviter que des dépôts de calcaire ne bloquent le laser. L'eau de circulation doit également être maintenue propre.
Propreté
Le traitement du plastique, du cuir et du caoutchouc produit des dépôts d'acide corrosif qui non seulement détruisent le revêtement de l'objectif, mais endommagent aussi irrémédiablement la carte de circuit imprimé. Par conséquent, les résidus de gravure doivent être nettoyés tous les jours et toutes les pièces sujettes à la rouille doivent être nettoyées avec de l'huile pour machine.
Il est également important de veiller à ce que le système de ventilation et de dépoussiérage ne soit pas obstrué. L'orifice d'aspiration, le tuyau d'évacuation et le ventilateur d'évacuation doivent être démontés et nettoyés régulièrement pour garantir l'évacuation en douceur des gaz résiduels et des poussières.
3.2. Utilisation du panneau de contrôle
Le panneau de commande, situé à l'avant droit de la machine, est responsable du réglage du courant, de l'émission manuelle de lumière et de la commande manuelle des mouvements X et Y de la machine à graver. Comme le montre la figure 3-1 :
Figure 3-1 : Panneau de contrôle
Les fonctions des différents éléments du panneau de contrôle sont les suivantes :
Bouton RST : Bouton de réinitialisation logicielle. Lorsqu'il est actionné, le fichier de traitement en cours est annulé et l'appareil est réinitialisé à la position de départ en haut à droite.
Bouton ↑ : Bouton de sélection des menus. Utilisé pour sélectionner les menus sur l'écran LCD.
Bouton lumineux/↓Button : Bouton multifonction. Bouton de sélection du menu vers le bas. Lorsque l'écran affiche "Adjust light path (on)", ce bouton commande le commutateur du trajet optique. En appuyant sur ce bouton, le laser émet de la lumière. Les touches "OK" et "Esc" permettent de contrôler l'élévation de la table de travail.
Bouton OK : Modifier l'état du chemin lumineux ; accéder au niveau suivant du menu ; confirmer et enregistrer les modifications ; après avoir enregistré les données dans la mémoire, une pression sur ce bouton permet de répéter l'émission des données enregistrées dans la mémoire.
Bouton Esc : Permet de quitter le menu en cours, de revenir au menu précédent et d'annuler l'enregistrement des modifications.
Bouton de positionnement de la tête du laser : Il s'agit des boutons directionnels haut, bas, gauche et droit. En mode de travail hors ligne (lorsque l'ordinateur n'a pas envoyé de données au graveur), le fait d'appuyer sur l'un de ces boutons déplace la tête laser dans la direction indiquée par la flèche.
Bouton F : Bouton de positionnement. Lorsqu'on appuie sur ce bouton, le témoin lumineux situé dans le coin supérieur droit s'allume et les coordonnées de la position actuelle du chariot sont définies comme point d'origine du traitement.
Bouton d'élévation : Appuyez sur ce bouton pour élever la surface de la table de travail.
Bouton d'abaissement : Appuyez sur ce bouton pour abaisser la surface de la table de travail.
Bouton de réglage du courant : ce bouton permet de régler le courant de sortie, en le tournant vers la droite, il l'augmente, en le tournant vers la gauche, il le diminue. En appuyant simultanément sur l'"interrupteur haute tension" et sur la "sortie manuelle de la lumière", vous pouvez voir l'intensité du courant de sortie sur l'ampèremètre. (Remarque : pendant le réglage, il faut d'abord sortir la lentille de mise au point du matériau pour éviter de brûler le matériau de traitement).
Interrupteur haute tension : Après avoir appuyé sur cet interrupteur, l'alimentation du laser fournira une haute tension au laser en fonction de la commande. Avant chaque gravure, veillez à appuyer sur l'interrupteur haute tension, sinon le laser n'émettra pas de lumière.
Sortie manuelle de la lumière : Après avoir appuyé sur l'interrupteur haute tension, appuyez à nouveau sur cet interrupteur et le laser émettra continuellement de la lumière en fonction de la taille du courant indiquée par le "courant de sortie".
" !" Bouton : Bouton de réinitialisation. Après avoir appuyé sur ce bouton, l'appareil redémarre, l'interface de données se reconnecte et l'état initial est rétabli après le démarrage.
Ampèremètre : La lecture de l'ampèremètre est le courant de sortie réel du graveur, qui est lié à la puissance de sortie du laser. Le courant du graveur peut être réglé.
Écran à cristaux liquides : Lors du démarrage et de l'auto-inspection, les options suivantes apparaissent sur l'écran d'affichage :
Navigation dans les fichiers
Paramètres du système
Réglage de la trajectoire de la lumière (Désactivé)
Appuyez sur le bouton OK pour modifier l'état du chemin lumineux.
Utilisez la flèche vers le haut pour naviguer dans le menu. Appuyez sur le bouton OK pour passer en mode de réglage de la trajectoire lumineuse :
Navigation dans les fichiers
Paramètres du système
Réglage de la trajectoire de la lumière (activé)
À ce stade, appuyez sur la touche fléchée lumière/bas pour produire manuellement un faisceau laser, qui peut être utilisé pour ajuster le trajet de la lumière et la mise au point.
Lorsque la machine à graver fonctionne, l'écran affiche :
Répétition du traitement
Positionnement du traitement
Minutage (heure : minute : seconde) XX:XX:XX
Cela correspond au temps nécessaire au traitement du fichier.
Pendant ce temps, le voyant rouge de l'indicateur BUSY est allumé. Le fait d'appuyer sur la touche pause déclenche un signal sonore et fait clignoter le voyant rouge.
3.3. Procédure de base
Étape 1 : Installation du laser, connexion de l'eau de refroidissement et du système d'évacuation des poussières (voir détails aux sections 2.1, 2.3, 2.4). Mettez en marche la pompe à eau, la pompe à air, le ventilateur d'extraction ou le purificateur d'air, et vérifiez que la circulation de l'eau de refroidissement fonctionne correctement. Remarque : il est strictement interdit d'utiliser la machine si la circulation de l'eau de refroidissement ne fonctionne pas correctement afin d'éviter d'endommager le laser.
Étape 2 : Connecter le cordon d'alimentation, la ligne d'impression et le fil de terre (voir détails au point 2.2). S'assurer que le cordon d'alimentation de la machine à graver, la ligne d'impression et le fil de terre sont correctement connectés avant de mettre sous tension la machine à graver et l'ordinateur.
Étape 3 : Ajustez le chemin lumineux. La machine à graver au laser étant un instrument optique de précision, le réglage du trajet de la lumière doit être très précis. Si le laser n'atteint pas le centre de chaque miroir, la qualité de la gravure en sera affectée. Il est conseillé aux utilisateurs de toujours vérifier que le trajet optique fonctionne correctement avant chaque opération (voir la méthode d'utilisation à la section 2.5). Remarque : seuls les opérateurs ayant reçu une formation professionnelle doivent régler le trajet optique.
Étape 4 : Installation des pilotes d'impression, des pilotes de clé USB et du logiciel ACE (voir le manuel du logiciel ACE et le manuel d'utilisation du système de pilotage de l'imprimante).
Étape 5 : Édition graphique. Utilisez le logiciel de gravure ACE pour organiser le contenu et la gravure. Vous pouvez également importer dans le logiciel ACE des fichiers *.Bmp ou *.Plt qui ont été préparés à l'avance (voir les méthodes d'opération spécifiques dans le manuel du logiciel ACE).
Étape 6 : Traitement du positionnement. Une fois la mise en page terminée, vous devez déterminer la position de traitement avant de placer le matériel. La méthode de positionnement du traitement est la suivante : Retirez le matériau à traiter, placez une feuille de papier sur la table de travail, cliquez sur l'icône "Cadre de positionnement" dans le logiciel ACE en fonction de la mise en page réalisée. La machine à graver dessine alors un cadre de positionnement sur le papier (note : utiliser un faible courant à ce moment-là, voir le manuel du logiciel ACE pour les méthodes d'opération spécifiques).
Étape 7 : Détermination des paramètres de traitement. Les paramètres comprennent l'intervalle, la vitesse et le courant. L'intervalle de traitement indique si la matrice de points est éditée ligne par ligne ou avec un intervalle pendant la gravure et le balayage ; la vitesse de traitement indique la vitesse de déplacement de la traverse et du chariot ; le courant de traitement indique le courant du laser.
Les paramètres varient en fonction des méthodes de traitement, des matériaux, des profondeurs de gravure et des profondeurs de coupe. Ceux-ci doivent être réglés en fonction de la propriétés des matériaux Le laser doit être utilisé en fonction des exigences de l'utilisateur et du traitement avant d'être traité et nécessite souvent des expériences. Lorsque le laser a été utilisé pendant une longue période, la puissance de sortie diminue ; il convient donc d'augmenter le courant de sortie en conséquence.
L'intervalle et la vitesse sont réglés dans le logiciel, et il existe deux méthodes pour régler le courant :
Régler directement sur le panneau de commande. Après avoir appuyé sur l'interrupteur haute tension, appuyez sur "Manual Light Emission", puis tournez le bouton de réglage du courant pour ajuster le courant. Le courant affiché sur l'ampèremètre à ce moment-là est le courant de sortie maximum.
Cette méthode doit être utilisée pour régler le courant maximal avant chaque traitement (remarque : retirez le matériel de traitement avant de régler le courant pour éviter de l'endommager).
Régler dans le logiciel. Différents objets de traitement peuvent être réglés sur différentes méthodes de traitement dans le logiciel, et différentes méthodes de traitement peuvent définir différents niveaux de puissance.
Le pourcentage de puissance peut être défini dans le niveau de puissance pour contrôler le courant (voir le manuel du logiciel ACE pour les opérations spécifiques). Le courant réel produit pendant le traitement est le courant réglé manuellement multiplié par le pourcentage de puissance de chaque méthode de traitement.
Une autre façon de contrôler la puissance de sortie est de définir des lignes de différentes couleurs pendant l'édition de l'image, et les pourcentages de puissance sont déterminés par la couleur (voir le manuel du logiciel ACE pour les opérations spécifiques).
Étape 8 : Placement du matériel de travail et mise au point
Assurez-vous que l'option "Émission manuelle" n'est pas activée, puis placez le support de travail dans le cadre de positionnement sur le papier blanc. Réglez la hauteur de la table élévatrice du chariot de manière à ce que la distance entre la surface à traiter et la surface située sous la hotte d'aspiration soit de 8 mm. A ce stade, la surface à traiter se trouve dans le plan focal de l'objectif du condenseur (voir section 2.6 pour plus de détails).
Étape 9 Traitement des données de sortie
Après avoir placé le matériau de travail, générez et envoyez les données à l'ordinateur, et la machine à graver commencera le traitement (pour les méthodes d'opération spécifiques, reportez-vous au manuel d'utilisation du logiciel ACE).
Note : Avant d'émettre des données, assurez-vous que le "commutateur haute tension" a été actionné, mais n'appuyez pas sur "émission manuelle".
Étape 10 : Achèvement du traitement
Une fois le traitement terminé, un message audio est émis. Pendant le traitement, si la circulation de l'eau de refroidissement est anormale, le traitement s'arrête automatiquement jusqu'à ce que la circulation de l'eau de refroidissement revienne à la normale. Une fois le traitement terminé, veillez à nettoyer l'établi et à maintenir la machine à graver propre.
Chapitre 4 : Structure de la machine de gravure laser de la série D
Équipé d'un système domestique de captage et de stockage du CO2 des lasers à radiofréquence importés peuvent également être configurés.
4.2.2. Système de chemin lumineux
Comprend trois miroirs réfléchissants et une lentille de mise au point. La lumière produite par le laser est réfléchie par les miroirs et frappe la lentille de mise au point, puis elle est concentrée par la lentille de mise au point en un faisceau utilisable. Le premier miroir réfléchissant se trouve dans la boîte à laser, le deuxième miroir peut se déplacer le long de la direction Y avec la traverse, et le troisième miroir et la lentille de focalisation se trouvent tous deux dans la tête du laser (figure 4-1).
4.2.3. Alimentation du laser
L'alimentation du laser est installée en bas de l'arrière du boîtier de la machine à graver (figure 4-1). Elle convertit le courant alternatif de 220 V en haute tension requise par le laser. L'alimentation doit être configurée en fonction de la puissance du laser.
4.3. Section de contrôle
4.3.1. Tableau principal
La carte principale est installée sur le côté droit du boîtier de la machine à graver. En tant que principal composant de contrôle de la machine à graver au laser, elle analyse et convertit les données reçues de l'ordinateur, puis transmet les données à la machine à graver au laser, achevant ainsi le traitement en fonction du contenu édité dans le logiciel. (Voir l'annexe 3 pour le schéma de connexion électrique)
4.3.2. Planche inférieure
La carte inférieure est installée à côté de la carte principale. Sa fonction principale est d'entraîner le moteur, de fournir un courant de travail à la carte principale et de transmettre l'état de fonctionnement de chaque composant à la carte principale, ce qui permet à cette dernière de contrôler le fonctionnement de la machine. (Voir l'annexe 3 pour le schéma de connexion électrique)
4.3.3. Panneau de contrôle
Le panneau de commande est situé à l'avant droit de la machine. Pour plus de détails sur l'utilisation et les fonctions, voir la section 3.2.
4.4. Table de travail
La table de travail offre une configuration flexible et un réglage automatique de la hauteur. En fonction des méthodes de traitement et des matériaux, il est possible de choisir différentes configurations de table.
Table plate - Convient à la production de plaques de caoutchouc et au traitement d'autres matériaux courants.
Table à couteaux - Convient à des fins telles que la découpe de l'acrylique (en option).
Table en nid d'abeille - Convient à la découpe de textiles, de cuir et d'autres matériaux (en option).
Pendant le traitement, placez le matériau directement sur la table de travail. Pour les matériaux plus légers ou sujets à des déformations thermiques, utilisez des poids pour maintenir les bords ou du ruban adhésif double face pour les coller à la table de travail. Des montages personnalisés peuvent également être utilisés en fonction de besoins spécifiques.
4.5. Autres pièces auxiliaires
4.5.1. Système de circulation de l'eau (applicable aux lasers à tubes domestiques)
Le système de circulation de l'eau comprend des tuyaux d'entrée et de sortie et une pompe submersible. Le système de circulation d'eau comprend des tuyaux d'entrée et de sortie et une pompe submersible. tube laser s'échauffe pendant le fonctionnement.
S'il n'est pas refroidi rapidement, le laser risque de se rompre et d'être endommagé. C'est pourquoi les machines à graver équipées de lasers à tube doivent assurer une bonne circulation de l'eau pendant leur fonctionnement. Ce point est très important lors de l'utilisation d'une machine de gravure laser à tube et doit faire l'objet d'une attention particulière.
Cette série de machines à graver au laser est équipée d'un dispositif d'alarme en cas de manque d'eau. Si la circulation de l'eau de refroidissement à l'intérieur du laser est anormale, la machine à graver déclenche une alarme et s'arrête de fonctionner jusqu'à ce que la circulation de l'eau de refroidissement soit rétablie.
4.5.2. Système de ventilation et de dépoussiérage
Le système d'extraction des poussières et de ventilation comprend une pompe à air, un tuyau de soufflage d'air, un purificateur d'air (ou un ventilateur d'extraction) et un tuyau d'extraction. L'air soufflé permet non seulement de refroidir rapidement la surface de traitement, mais aussi d'évacuer la poussière et les autres débris produits au cours du processus, ce qui garantit la qualité du traitement.
De nombreux matériaux non métalliques produisent un gaz piquant pendant le traitement au laser, ce qui nécessite l'utilisation d'un purificateur d'air (ou d'un ventilateur d'extraction) pour évacuer le gaz. Cette série de machines à graver au laser utilise une méthode d'évacuation par l'arrière (Remarque : le purificateur d'air est un accessoire optionnel qui doit être acheté séparément ; cette machine à graver n'est livrée qu'avec un ventilateur d'évacuation).
4.6. Accessoire rotatif (en option)
L'accessoire rotatif est un accessoire optionnel principalement utilisé pour le traitement d'objets cylindriques. Son utilisation dépasse les limites du traitement bidimensionnel et permet de traiter des objets tels que des porte-stylos et des trophées, ce qui élargit considérablement les possibilités de traitement de l'utilisateur.
Il existe trois types d'accessoires rotatifs : les grands, les petits et les trois mâchoires, comme suit :
Figure 4-3 Petit accessoire rotatif
Peut contenir des cylindres d'un diamètre de 5~20 millimètres
Figure 4-4 Attachement rotatif de grande taille
Peut contenir des cylindres d'un diamètre de 8 à 100 millimètres
Figure 4-5 Attachement rotatif à trois mâchoires
Peut contenir des cylindres d'un diamètre de 160~260 millimètres
Chapitre 5 : Précautions et principaux points d'entretien
5.1. Précautions et entretien quotidien
1. Ce produit est une technologie avancée intégrant l'optique, la mécanique et l'électronique. Pour assurer votre sécurité et le bon fonctionnement de l'appareil, n'ouvrez pas arbitrairement le couvercle arrière de la machine à graver et ne modifiez pas la structure interne de l'appareil.
2. La machine à graver doit être placée sur une surface plane et doit être maintenue stable pour éviter qu'elle ne bascule. Veillez à éviter les collisions lorsque vous déplacez la machine.
3. Raccorder le tuyau de ventilation du ventilateur d'extraction ou du purificateur d'air à l'extérieur afin de maintenir une bonne ventilation.
4. Veillez à ce que l'intérieur de la machine à graver reste propre et sec. L'accumulation de poussière et d'humidité peut réduire considérablement la durée de vie de la machine. Évitez de l'utiliser dans un environnement excessivement humide (l'humidité relative doit être inférieure à 80%) ; empêchez l'entrée d'eau ou l'exposition à l'humidité à l'intérieur de la machine.
5. Avant toute utilisation, inspectez l'eau de refroidissement, les câbles de données et les lignes électriques. Il est strictement interdit de fonctionner sans eau de refroidissement afin d'éviter que le laser ne s'éteigne. L'eau de refroidissement doit rester propre et pure. Le calcaire et les débris contenus dans l'eau sale peuvent bloquer les tuyaux et le laser, ce qui affecte l'effet de gravure et peut même provoquer des explosions.
Si des dépôts de calcaire sont trouvés dans le laser, ils doivent être traités immédiatement. Vous pouvez ajouter de l'acide chlorhydrique (environ 10%) à l'eau en circulation, faire fonctionner la pompe pendant environ 20 minutes et, une fois que vous avez observé la dissolution du tartre dans le tuyau en verre, le remplacer par de l'eau propre afin d'éliminer les dépôts.
6. Le système de dépoussiérage des gaz d'échappement a tendance à accumuler de la fumée et de la poussière. S'il n'est pas nettoyé à temps, il peut se bloquer. Il doit être nettoyé au moins une fois par semaine. Lors du nettoyage, retirez d'abord le tuyau d'échappement, videz la poussière à l'intérieur, puis nettoyez les pales du ventilateur d'échappement et l'entrée d'air à l'aide d'un chiffon humide.
7. Le miroir de réflexion et le miroir de mise au point sont des éléments consommables. S'ils ne sont pas entretenus en temps voulu, la fumée et la poussière produites par le processus de gravure peuvent corroder le revêtement de la surface du miroir.
Un revêtement endommagé ne peut pas refléter ou transmettre entièrement le laser ; il absorbe plutôt la chaleur générée par le laser, ce qui affecte non seulement l'effet de la gravure, mais peut également entraîner l'éclatement du miroir. La méthode spécifique d'entretien des miroirs est la suivante :
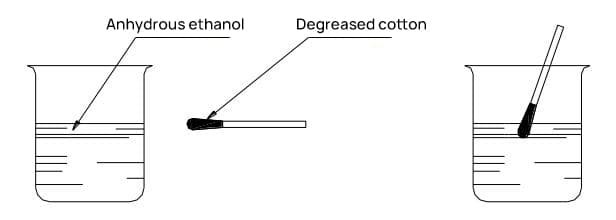
Figure 5-1 Schéma de nettoyage des miroirs réfléchissants
Inspectez les miroirs réfléchissants, dont la surface est recouverte d'un film d'or. Lorsqu'ils sont correctement nettoyés, ils doivent présenter une couleur dorée uniforme. Si des taches ou des traces sont présentes, essuyez-les délicatement avec un coton-tige dégraissant trempé dans de l'éthanol anhydre, comme le montre la figure 5-1.
Pour nettoyer la lentille de mise au point, dévissez le capuchon de la lentille, retirez la lentille, nettoyez-la à l'aide d'un coton-tige dégraissant imbibé d'éthanol anhydre, puis réinsérez-la dans le tube de la lentille de mise au point de la tête laser comme elle l'était.
Si le revêtement est endommagé, les miroirs réfléchissants et la lentille de mise au point doivent être remplacés rapidement. Pour changer l'objectif, il faut d'abord dévisser le capuchon de l'objectif, retirer l'ancien objectif, insérer le nouvel objectif dans le capuchon de l'objectif, puis le revisser.
La face la plus claire du miroir réfléchissant est la face de travail et doit être alignée sur le trajet de la lumière. Lors de l'installation de la lentille de mise au point, veillez à ce que le côté convexe soit orienté vers le bas. Après le remplacement de la lentille, le trajet optique et la longueur focale peuvent légèrement changer ; veuillez les ajuster en conséquence. Reportez-vous à la section 2.5 pour connaître la méthode de réglage du trajet optique.
Remarque : l'objectif est en verre fragile ; manipulez-le avec précaution lors du nettoyage et du remplacement.
8. Le laser est un élément consommable. Avec le temps, ses gaz internes seront consommés et sa puissance diminuera par la suite, ce qui est normal. Lorsque vous constatez une diminution significative de la profondeur de gravure avec les mêmes paramètres, vous pouvez envisager d'augmenter le courant de sortie. Si, au bout d'un certain temps, même le courant maximal ne permet pas de répondre aux exigences de la gravure, envisagez de remplacer le laser.
9. La machine à graver est un instrument de précision dont les exigences en matière de réglage du trajet lumineux sont élevées. Si le trajet de la lumière du laser n'est pas correct, l'effet de la gravure en sera affecté. Si vous remarquez une déviation du trajet de la lumière pendant la gravure, réglez-la rapidement. Reportez-vous à la section 2.5 pour connaître la méthode de réglage spécifique.
10. Avant la transformation nouveaux matériauxL'expérience permet de déterminer si le matériau se prête à la gravure au laser et d'établir les paramètres de gravure.
11. Il est strictement interdit d'introduire une partie du corps dans le trajet de la lumière afin d'éviter les brûlures.
12. Le laser, la lentille de mise au point et les miroirs réfléchissants sont des éléments consommables et ne sont pas couverts par la garantie. Veillez à les entretenir soigneusement. Si des pièces de rechange sont nécessaires, veuillez les acheter au prix indiqué.
5.2. Dysfonctionnements courants et dépannage Machine à graver au laser
Numéro de série
Symptômes d'erreur
Méthodes de résolution
1
Après la sortie des données, la machine à graver cesse de fonctionner.
Mettez l'appareil hors tension et vérifiez que les câbles d'alimentation et de données de la machine à graver sont correctement connectés.
2
Le laser n'émet pas de lumière.
S'assurer que l'interrupteur haute pression a été activé.
Inspectez le bouton de "réglage du courant" pour vous assurer qu'il est réglé sur zéro (tourné complètement dans le sens inverse des aiguilles d'une montre, le laser devant alors être dans un état de non-émission). Si c'est le cas, veuillez l'ajuster à une position appropriée.
Vérifiez que le système d'eau de refroidissement fonctionne correctement. Si l'eau de refroidissement ne circule pas ou si le volume de circulation est trop faible, arrêtez immédiatement la machine et inspectez le système de circulation. Il existe généralement deux scénarios courants : ☆ La pompe submersible cesse de fonctionner. Dans ce cas, vérifiez l'alimentation électrique de la pompe. Si l'alimentation est normale, cela indique que la pompe a mal fonctionné et qu'elle doit être remplacée. La pompe submersible utilisée dans les machines à graver de la série C nécessite une hauteur de chute de plus de 3 m et un débit de plus de 3000L/h. ☆ La pompe submersible est en bon état. A ce stade, il est nécessaire de vérifier si les tuyaux d'eau ainsi que l'entrée et la sortie du laser ne sont pas obstrués. En cas d'obstruction ou de fuite, il faut immédiatement y remédier. Il convient d'être particulièrement prudent lors du nettoyage de l'entrée et de la sortie du laser afin d'éviter d'endommager la coque en verre. Remarque : La pompe ne peut être remise en marche pour le refroidissement par circulation que lorsque la température du laser a baissé jusqu'à la température ambiante.
Si la puissance du laser a diminué progressivement avant cela, cela pourrait signifier la fin de sa durée de vie, et il devrait être remplacé rapidement.
3
Après inspection, bien que le laser fonctionne normalement et que les paramètres de traitement soient exacts, les résultats de l'usinage sont médiocres.
Vérifier si le plan de traitement se trouve sur le plan focal de l'objectif de mise au point.
Déterminez si la puissance du laser a commencé à diminuer. Si c'est le cas, envisagez d'augmenter de manière appropriée le courant de sortie ou de remplacer le laser.
Examiner si le trajet optique est dévié, se référer à la section 3.2.4 pour les méthodes de réglage du trajet optique.
4
Des lignes excédentaires apparaissent au cours du processus d'usinage.
Inspectez le câble de données et remplacez-le par un nouveau si nécessaire.
Vérifier la mise à la terre du châssis de la machine à graver et du châssis de l'ordinateur, en s'assurant que les connexions des fils de terre fonctionnent correctement.
5
Pendant la coupe, les lignes présentent un motif dentelé.
Diminuez la vitesse de coupe pendant le réglage des paramètres de coupe pour améliorer la qualité de la coupe.
6
Lors du traitement, seule une partie du dessin a été produite.
Le problème peut être dû au fait que la mise en page a dépassé les limites lors du formatage. Il devrait être résolu en déplaçant les graphiques dans l'interface de mise en page du logiciel d'édition.
Attention : Ce produit est une intégration de haute technologie de systèmes optiques, mécaniques et électriques. Pour assurer votre sécurité et le fonctionnement normal de l'équipement, n'ouvrez pas arbitrairement le boîtier de commande électrique de la machine à graver et ne modifiez pas sa structure interne.
Annexe A : Règles et précautions en matière d'entretien
I. Règles d'entretien :
1. Dans le cadre d'une utilisation normale, cette machine à graver est garantie un an.
2. Tous les consommables ne sont pas couverts par la garantie. Cela comprend les lasers, les miroirs et les lentilles de mise au point.
3. Frais pour les consommables : Les frais sont basés sur les normes de frais de maintenance unifiés de l'entreprise.
4. La maintenance quotidienne des logiciels et des équipements couverts par la formation n'est pas incluse dans la garantie.
II. Précautions :
Ce produit est une intégration de haute technologie de l'optique, de la mécanique et de l'électronique. Pour garantir une utilisation sûre et un fonctionnement normal de l'équipement, veuillez respecter les points suivants :
1. N'ouvrez pas arbitrairement le couvercle arrière de la machine à graver et ne modifiez pas sa structure interne.
2. Évitez de soumettre l'appareil à de fortes vibrations ou de l'incliner.
3. Évitez d'utiliser l'appareil dans des environnements trop humides ; évitez les intrusions d'eau ou l'humidité.
4. Nettoyez les lentilles internes en temps voulu (suivez strictement les procédures de nettoyage décrites dans ce manuel).
5. Pendant le fonctionnement, assurez une bonne circulation de l'eau de refroidissement et maintenez sa qualité. Nettoyez-la rapidement si vous constatez la présence de tartre afin d'éviter la surchauffe, voire l'éclatement du laser.
6. Évitez d'endommager l'extérieur du laser pour des raisons telles que le gel de l'eau de refroidissement, l'obstruction par le calcaire ou la saleté, les chocs mécaniques, etc.
7. La table de travail et les autres éléments doivent être nettoyés régulièrement.
8. Éviter que le châssis ne se corrode et n'endommage les composants électroniques en raison d'une accumulation excessive de fumée et d'humidité.
9. Pour d'autres précautions et points d'entretien, veuillez vous référer aux précautions et points d'entretien dans le manuel du produit.
Annexe B : Guide de démarrage rapide pour l'utilisation de la machine
Première étape : s'assurer que l'équipement se trouve dans un environnement sec, exempt de pollution et de vibrations.
La machine à graver fonctionne sous haute tension. Une humidité excessive peut provoquer des décharges de haute tension et endommager la carte mère et le bloc d'alimentation. Il est donc strictement interdit de graver dans des environnements trop humides !
Deuxième étape : vérifier la tension de fonctionnement.
La tension de fonctionnement de l'équipement est de 220V±10V, 50HZ. Si la tension du réseau est instable, un stabilisateur de tension doit être installé.
Troisième étape : Installez le laser, raccordez l'eau de refroidissement et le système de ventilation pour l'extraction des poussières.
Le laser à tube de verre s'échauffe pendant son fonctionnement. S'il n'est pas refroidi à temps, le laser se cassera et s'endommagera. En outre, une température élevée de l'eau affectera le rendement lumineux normal du laser. Ne mettez pas l'appareil sous tension avant d'avoir correctement raccordé l'eau de refroidissement !
Si l'eau du robinet est dure, remplacez-la par de l'eau pure pour éviter le dépôt de calcaire et l'obstruction du laser.
Quatrième étape : Branchez le cordon d'alimentation, le cordon de l'imprimante et le fil de terre.
Un environnement trop sec ou l'air conditionné peuvent provoquer une accumulation d'électricité statique à la surface du châssis. Une mauvaise mise à la terre peut entraîner des erreurs de transmission de données, affecter les résultats de la gravure et potentiellement provoquer d'autres incidents de sécurité.
Cinquième étape : Ajustez le trajet optique.
Les machines de gravure laser sont des instruments optiques de précision. Elles requièrent des exigences élevées en matière d'ajustement du chemin optique. Si le laser n'entre pas au centre de chaque miroir, les résultats de la gravure en seront affectés. Il est recommandé aux utilisateurs de toujours vérifier le chemin optique avant de commencer à travailler. (Pour la méthode de fonctionnement, voir 2.5)
Note : Seuls des opérateurs professionnellement formés doivent effectuer le travail de réglage du trajet optique.
Sixième étape : Installer les pilotes d'imprimante, les pilotes de clé USB et le logiciel ACE.
Veillez à régler les préférences du pilote d'imprimante sur ce modèle de machine. (Pour la méthode d'utilisation, se référer au manuel d'utilisation du système de pilotage de l'imprimante)
Septième étape : L'édition graphique.
Entrez dans le logiciel de gravure ACE. Utilisez les différentes fonctions du logiciel ACE pour organiser le contenu de la gravure et de la découpe. Vous pouvez également utiliser le logiciel pour charger dans le logiciel ACE des fichiers *.Bmp ou *.Plt créés à l'avance. (Pour la méthode d'utilisation, se référer au manuel du logiciel ACE)
Huitième étape : Positionnement pour le traitement.
Une fois la mise en page terminée, vous devez d'abord déterminer la position de traitement avant de placer les matériaux de traitement. (Pour la méthode d'opération, se référer au manuel du logiciel ACE)
Neuvième étape : Déterminer les paramètres de traitement.
Les paramètres de traitement comprennent l'intervalle, la vitesse et le courant. Avant le traitement, vous devez définir les paramètres de traitement en fonction des propriétés du matériau et des exigences du traitement. Cela nécessite généralement une expérimentation. (Pour la méthode de travail, voir 3.2)
Dixième étape : Placer le matériel de traitement, ajuster la longueur focale.
S'assurer que le bouton "Manual Light Output" n'est pas enfoncé, puis régler la mise au point. (Pour la méthode de fonctionnement, voir 2.6)
Onzième étape : Sortie des données pour traitement.
Après avoir placé les matériaux de traitement, générer et sortir les données dans l'ordinateur, et la machine à graver commence le traitement. (Pour la méthode d'utilisation, se référer au manuel du logiciel ACE)
Remarque : Avant d'émettre des données, assurez-vous que le "commutateur haute tension" est enfoncé, mais n'appuyez pas sur "Sortie manuelle de la lumière".
Douzième étape : Achèvement du traitement.
Une fois le traitement terminé, une alerte sonore est émise. Pendant le traitement, veillez à ce que l'eau de refroidissement circule normalement.
Après le traitement, veuillez nettoyer l'établi et maintenir la machine à graver propre.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà eu du mal à trouver la vitesse de gravure laser idéale ? Dans cet article de blog, nous allons explorer les tenants et les aboutissants des diagrammes de vitesse de gravure laser. Notre expert en ingénierie mécanique...
Les machines de marquage laser et de gravure laser peuvent sembler similaires, mais elles servent des objectifs différents avec des techniques distinctes. Le marquage laser modifie subtilement les surfaces en vue d'une identification précise. Il est souvent utilisé dans l'électronique et...
Vous êtes-vous déjà demandé comment des motifs complexes sont gravés sur des surfaces métalliques avec une précision extrême ? La technologie de la gravure laser révolutionne ce processus en utilisant des faisceaux laser concentrés pour graver des motifs détaillés....
Pourquoi des matériaux comme le bois, l'acrylique et le verre se prêtent-ils idéalement à la gravure laser ? Dans cet article, nous explorons les propriétés uniques de ces matériaux et d'autres, en révélant leur impact sur la gravure...
Vous êtes-vous déjà demandé comment faire fonctionner parfaitement une machine à graver au laser ? Cet article fournit un guide clair, étape par étape, pour assurer un démarrage en douceur, un fonctionnement précis et un arrêt en toute sécurité de votre machine à graver au laser....
Vous êtes-vous déjà demandé qui était à la tête de l'industrie des machines de marquage laser en Chine ? Cet article explore les dix premiers fabricants qui excellent en matière d'innovation et de fiabilité. De National Bowlder Technology à...
Qu'est-ce qui fait qu'un laser est meilleur qu'un autre pour des tâches spécifiques ? Qu'il s'agisse de découper du métal ou de marquer des composants avec précision, le choix du laser peut avoir un impact considérable sur l'efficacité et la qualité. Cet article...
Avez-vous déjà réfléchi à la façon dont les lasers révolutionnent la fabrication ? De la découpe de précision au prototypage rapide, la technologie laser a transformé les processus industriels, les rendant plus rapides, plus propres et plus efficaces. Dans cet article,...
Vous êtes-vous déjà demandé comment les lasers pouvaient découper des matériaux avec une telle précision ? Cet article explore le monde fascinant des lasers nanoseconde, picoseconde et femtoseconde. Vous apprendrez comment ces lasers...
Faites passer votre entreprise à la vitesse supérieure