Analyse des défaillances du système hydraulique de la cisaille guillotine
Quelles sont les causes de défaillance du système hydraulique d'une cisaille guillotine ? Cet article explore les problèmes courants tels que la perte de pression, les dysfonctionnements des valves et la chute automatique du pied presseur. En comprenant ces problèmes, vous pouvez diagnostiquer et réparer les défaillances du système hydraulique, garantissant ainsi un fonctionnement souple et efficace de votre cisaille guillotine. Poursuivez votre lecture pour découvrir des solutions pratiques qui vous permettront d'assurer le bon fonctionnement de votre équipement.
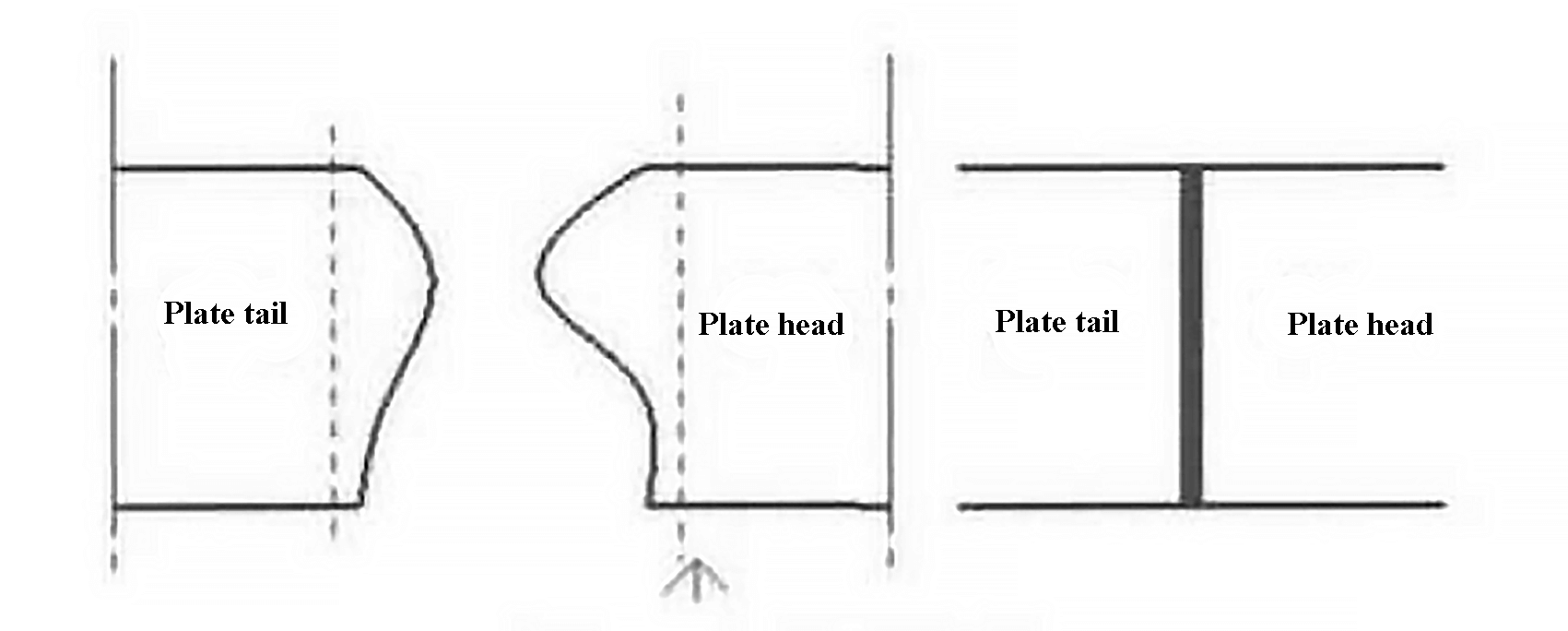
Dans le processus de production de tubes soudés en spirale, l'étape suivante consiste à couper l'extrémité de la bobine laminée à chaud après qu'elle soit passée par le dérouleur et le redresseur. La tête et la queue de la plaque d'acier ont souvent une forme irrégulière après le laminage à chaud, comme le montre la figure 1. Il est nécessaire d'aligner et de souder la tête et la queue de la tôle après les avoir coupées.
Actuellement, les principales méthodes de découpe utilisées sont le cisaillement des plaques et la découpe de l'acier. découpe au plasma. Bien que le découpage au plasma ait une vitesse de coupe inférieure à celle du cisaillage de plaques pour une même largeur de plaque, la plupart des unités de tubes soudés préfèrent encore utiliser le cisaillage de plaques.
Il existe deux types de cisaillement de plaques : le cisaillement à poutre oscillante et le cisaillement à guillotine. La cisaille guillotine présente plusieurs avantages, notamment une grande précision de coupe, une force de coupe élevée et une grande vitesse de coupe, ce qui la rend largement utilisée dans la production de tubes soudés en spirale pour les tubes de grand diamètre à parois épaisses.
Fig. 1 Schéma de la tête
1. Schéma de principe type de freinageassiette système de cisaillement
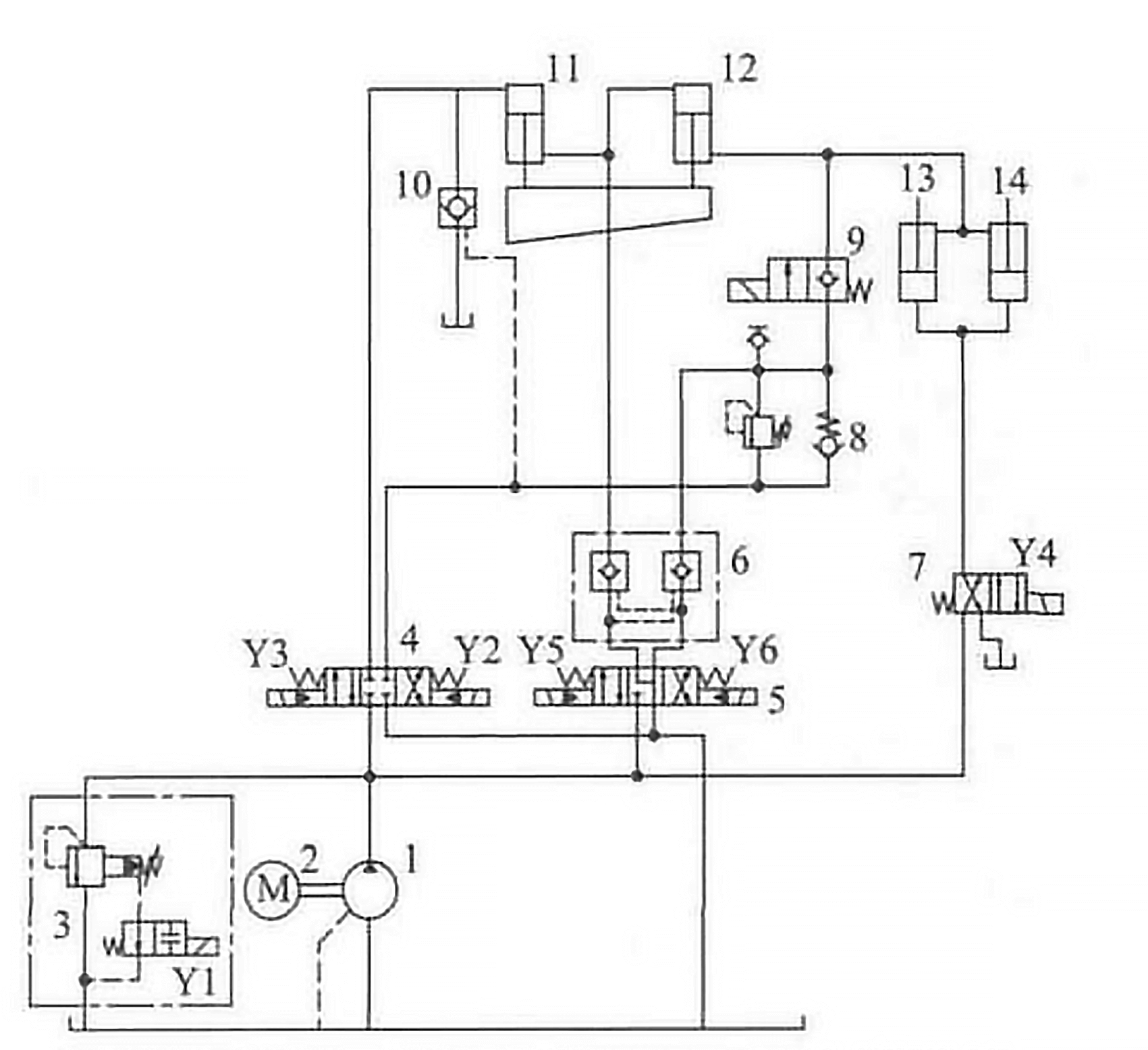
La figure 3 montre le schéma hydraulique d'un cisaille guillotine. Lorsque la cisaille n'est pas utilisée, la pompe est à l'arrêt et l'électroaimant n'est pas alimenté. L'angle de cisaillement est réglé par la vanne d'inversion 5. La figure 2 illustre le processus de cisaillement.
Fig. 2 Schéma de la coupe au pied de biche
Le distributeur 7 est mis sous tension pour activer l'électro-aimant Y4, qui commande le pied-de-biche. vérins hydrauliques 13 et 14 pour serrer la tête ou la queue de la plaque. Le distributeur 4 commande les vérins hydrauliques 11 et 12 en série pour effectuer l'action de cisaillement, et le distributeur 9 s'ouvre pour le retour de l'huile. Le distributeur 4 peut également commander simultanément le levage de l'arête de coupe. La séquence spécifique d'activation de l'électro-aimant est indiquée dans le tableau 1.
Tableau 1 Séquence de mise sous tension de l'électro-aimant
Cisaillement
Y1
Y2
Y4
Y7 est mis sous tension après un délai de 1 s
Ascenseur
Y1
Y3
Angle de cisaillement +
Y1
Y5
Angle de cisaillement-
Y1
Y6
1 - Pompe à engrenage interne ;
2 - Moteur ;
3 - Soupape de sûreté électromagnétique ;
4 - Valve directionnelle électromagnétique ;
5 - Valve directionnelle électromagnétique ;
6 - Clapet anti-retour de la commande hydraulique ;
7 - Valve directionnelle électromagnétique ;
8 - Soupape de sûreté ;
9 - Vanne à bille électromagnétique ;
10 - Clapet anti-retour de la commande hydraulique ;
11 - Cylindre de cisaillement auxiliaire ;
12 -Cylindre de cisaillement principal ;
13 - Cylindre du pied presseur ;
14 - Cylindre du pied presseur
Fig. 3 Schéma hydraulique de la cisaille guillotine
À l'heure actuelle, la force de cisaillement L'estimation des cisaillements de plaques utilise généralement la formule de Nosari :
y - valeur relative du jeu latéral du bord avant ;
x - coefficient d'influence de la presse.
Selon les données, les valeurs de ξx, z, y et x sont respectivement de 0,25, 0,95, 0,083 et 7,7. La figure 4 montre l'analyse quantitative de σb, h et α, qui révèle que la limite de résistance et l'épaisseur de la plaque sont directement proportionnelles à la force de cisaillement F, tandis que l'angle d'inclinaison de la lame est inversement proportionnel à la force de cisaillement.
Sur la base de cette conclusion, les défauts courants du système hydraulique principal de ce type de cisaille à plaques à guillotine ont été analysés et résumés.
2. Analyse du problème
2.1 No la pression dans le système
Pour résoudre le problème, il est important de déterminer d'abord si le moteur s'inverse et de vérifier si l'accouplement entre le moteur et la pompe est endommagé. S'il n'y a toujours pas de pression après que ces deux points ont été écartés, le défaut de la soupape de décharge 3 peut être suspecté. La cause du problème peut être un trou d'amortissement bouché dans la soupape de décharge, une soupape directionnelle bloquée ou une fuite importante dans la soupape de décharge.
2.2 SLa pression du système n'augmente pas
La plupart des pannes sont liées à la vanne. Les fuites internes et un noyau de vanne bloqué peuvent empêcher la pression du système d'augmenter, et ces problèmes peuvent être résolus en contrôlant l'électrovanne correspondante une par une.
Cependant, avant de dépanner la vanne, il est important de vérifier d'abord le réservoir du système. S'il y a beaucoup de bulles dans le réservoir d'huile, cela indique que la pompe ne fonctionne pas correctement. Dans ce cas, vérifiez d'abord le niveau d'huile dans le réservoir. Si le niveau d'huile hydraulique est suffisant, vérifiez que le tampon de fleur de prunier ou la goupille en nylon de l'accouplement ne sont pas endommagés. Si ces problèmes sont écartés, on peut conclure que la pompe a été endommagée. La présence de copeaux de fer et de cuivre dans l'huile indique que la pompe et la vanne sont très usées et provoquent une pression insuffisante.
Ce type de cisaille n'est pas équipé d'un système de refroidissement. Si l'opérateur n'éteint pas les électroaimants Y1 et Y3 une fois le travail terminé, et si le moteur n'est pas éteint, une quantité importante de chaleur sera générée en peu de temps, entraînant une augmentation de la température de l'huile et sa dégradation.
Après le dépannage de la pompe et de la vanne, le problème d'étanchéité du cylindre hydraulique peut être directement identifié, ce qui entraîne une baisse de la pression du système.
Fig. 4 La relation entre le paramètre et F
2.3 Aepose automatique du pied-de-biche et des ciseaux
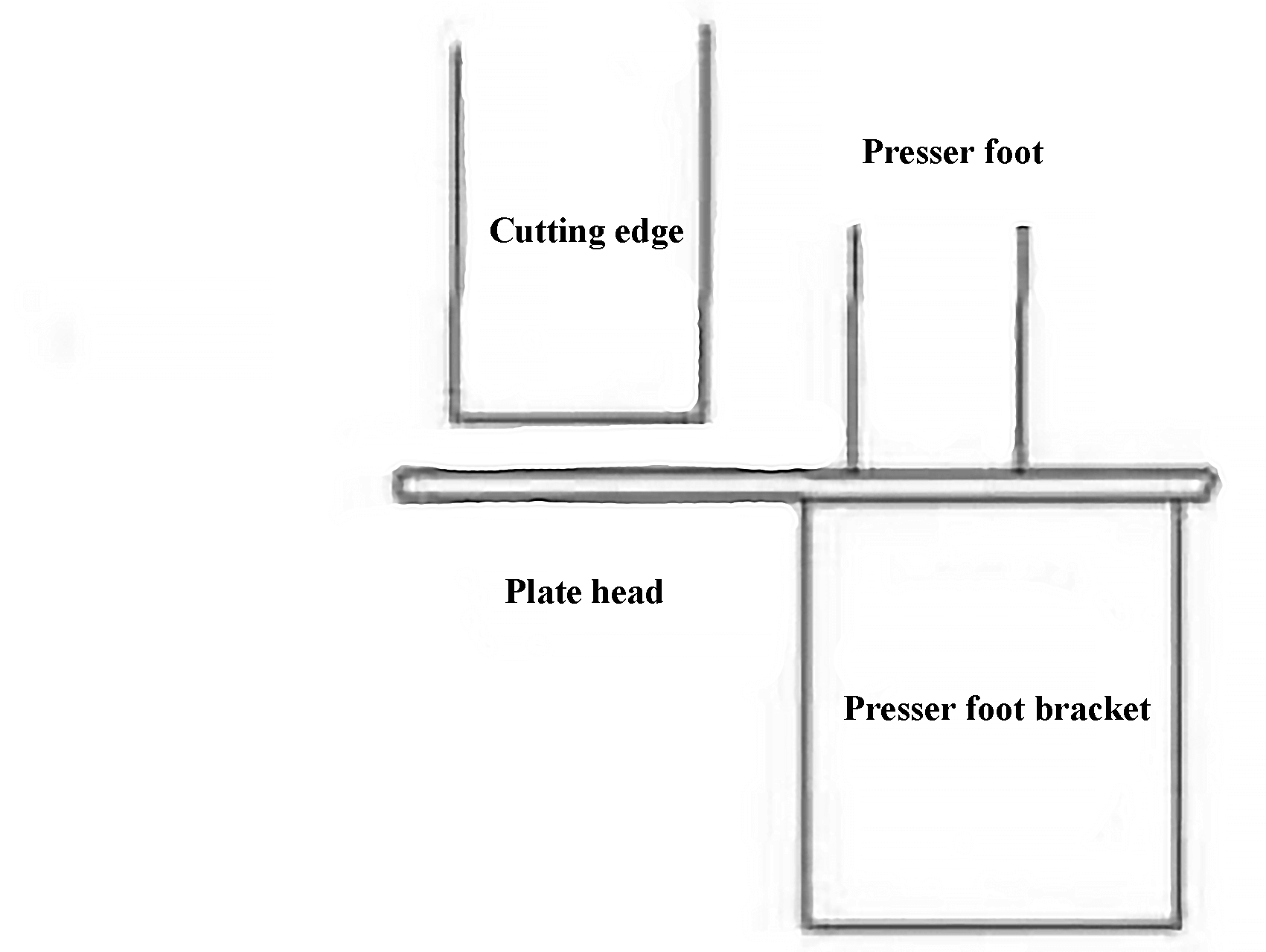
La figure 5 illustre la structure du pied presseur dans une cisaille à plaques. En raison de son poids, le cylindre hydraulique du pied presseur a tendance à tomber. Le schéma permet d'identifier la raison de la chute du cylindre hydraulique du pied presseur.
Comme le montre le schéma, les cavités des tiges des vérins hydrauliques 13 et 14 sont reliées aux cavités des tiges du vérin hydraulique 12 et de l'électrovanne 9. Si le cylindre hydraulique 12 fonctionne correctement, l'électrovanne 9 devrait être le premier point à considérer. Si l'électrovanne 9 est retirée, l'huile contenue dans les cavités des tiges des cylindres hydrauliques 13 et 14 sera connectée à l'orifice B de l'électrovanne directionnelle 4 et à l'orifice d'huile de contrôle du clapet anti-retour de contrôle hydraulique 10, ce qui entraînera des fuites au fil du temps.
Pour éviter les fuites, la valve d'inversion 9 utilise une structure de valve à siège. Si l'électro-aimant Y7 est mal activé ou si la surface d'étanchéité de la soupape à siège perd son effet d'étanchéité, le pied-de-biche retombe.
Une autre cause fréquente de chute du pied-de-biche est l'endommagement des joints des cylindres hydrauliques 11 et 12.
Fig. 5 Mécanisme du pied presseur de la machine à cisailler
En ce qui concerne la chute automatique du tranchant, comme le montre la figure 3, les ciseaux sont commandés par deux cylindres hydrauliques connectés en série. Les distributeurs électromagnétiques 4 et 5 contrôlent les différentes actions des ciseaux. Le diamètre de la tige, le diamètre du cylindre et la course du cylindre hydraulique 11 sont respectivement de 212 mm, 320 mm et 185 mm. Le diamètre de la tige, le diamètre du cylindre et la course du cylindre hydraulique 12 sont respectivement de 212 mm, 240 mm et 185 mm. Si les joints et les articulations des deux cylindres hydrauliques fuient, la lame de coupe tombera automatiquement. Tout comme le pied-de-biche, le clapet à bille électromagnétique 9 tombera également automatiquement.
Une autre cause possible de la chute automatique est l'électrovanne 5 et le verrou hydraulique 6. Si le joint torique du verrou hydraulique 6 n'est pas installé correctement ou si la température de l'huile devient trop élevée, le joint torique peut se coincer dans le verrou hydraulique et bloquer le circuit d'huile, empêchant le verrou hydraulique de se fermer correctement. L'huile des deux cylindres hydrauliques retournera alors dans le réservoir d'huile par le biais du distributeur électromagnétique 5 ("fonction de type J"), ce qui entraînera la chute de l'outil de coupe. Le problème peut être résolu en remplaçant le joint torique.
2.4 L'arête de coupe ne peut pas déplacer la plaque
Il a été déterminé que la limite de résistance du tôle d'acierLa pression, l'épaisseur de la plaque d'acier et l'angle de cisaillement jouent tous un rôle dans le processus de cisaillement. Par exemple, une plaque d'acier X70 de 15,9 mm d'épaisseur nécessite une pression d'environ 12,5 MPa. Cependant, dans la pratique, il est fréquent que la plaque d'acier ne soit pas coupée même lorsque la pression est réglée à 15 MPa ou 20 MPa et qu'il n'y a pas de fuite d'huile dans l'équipement. Dans ce cas, il est nécessaire d'identifier le problème en examinant la structure de l'équipement.
La figure 4 montre que la différence de force de cisaillement entre un angle de lame de 2,5° et de 10° est presque 5 fois, de sorte que l'échec du processus de cisaillement est principalement dû à l'angle de la lame. Pendant le fonctionnement de l'équipement, un mauvais réglage de la limite du vérin hydraulique de cisaillement peut entraîner l'impossibilité d'atteindre l'angle requis pour le processus de cisaillement, ce qui peut être résolu en ajustant la limite du vérin hydraulique de cisaillement.
Comme le montre la figure 6, lors de la découpe, l'arête de coupe est souvent coupée en premier, mais le cylindre du pied-de-biche n'appuie pas, ce qui fait que la plaque d'acier se recroqueville et ne peut être découpée. L'électro-aimant Y2, qui contrôle la cisaille, et l'électro-aimant Y4, qui contrôle le pied-de-biche, sont mis sous tension en même temps, de sorte que le problème n'est pas lié à la séquence de mise sous tension.
La vitesse du cylindre hydraulique de cisaillement 11 est v1=q/s11et la vitesse du cylindre hydraulique du pied presseur est v2=q/2/s13.
Parmi eux, S11 est la surface du piston du cylindre hydraulique 11, avec 0,08 m2.
S13 est la surface du piston du cylindre hydraulique 13, avec 0,0095 m2, donc v2 ≈ 4v1.
Par conséquent, dans ce système, la synchronisation du cisaillement et du pied presseur peut être réglée en ajustant la soupape de décharge à action directe 8.
Fig. 6 Schéma de la rupture par cisaillement
La soupape de décharge 8 a deux fonctions principales dans le système. Premièrement, elle augmente la pression de retour de l'huile pour empêcher le cylindre de cisaillement de ramper. Deuxièmement, elle peut être utilisée pour régler la vitesse de la cisaille et du pied presseur.
L'équation caractéristique du débit est connue sous le nom de :
On peut déterminer que le débit g à travers la soupape de décharge 8 est proportionnel à la différence de pression △p entre P et T.
Lors du cisaillement, la pression p12 à l'articulation de la cavité de la tige du vérin hydraulique 12 est supérieure à la somme des pressions p1314 de la cavité de la tige des deux cylindres hydrauliques 13 et 14 du pied-de-biche.
Par conséquent, lorsque le débit d'huile de retour g ne peut être supérieur ou égal à p12 + p1314, p12 exercera une force de réaction sur les cylindres hydrauliques 13 et 14 afin de ralentir la vitesse de pressage des cylindres hydrauliques 13 et 14, ce qui entraînera la défaillance illustrée à la figure 6.
Actuellement, la pression de la soupape de décharge 8 peut être réglée pour modifier le débit de l'huile de retour (qT), ce qui produit l'effet de pied-de-biche illustré à la figure 2.
Comme le montre la figure 7, le vérin hydraulique de cisaillement est fixé à la crémaillère par les marches du vérin.
Fig. 7 Schéma de principe du vérin hydraulique de cisaillement
Lorsque la marche au point A devient usée, comme au point B, la plaque d'acier applique une force vers le haut sur l'arête de coupe, ce qui entraîne le déplacement du vérin hydraulique vers le haut en raison de la réaction de la force.
Instantanément, l'angle d'inclinaison de la lame augmente et la force de cisaillement diminue, ce qui est une cause importante de l'échec du cisaillement de la plaque d'acier.
3. Conclusion
Cet article examine certains défauts du système hydraulique d'une cisaille guillotine.
D'après l'expérience opérationnelle de ces dernières années, les défaillances de l'équipement sont souvent complexes.
Les pannes mécaniques coïncident souvent avec des pannes hydrauliques, et les pannes hydrauliques coïncident avec des pannes électriques.
Toutefois, en utilisant les dessins de référence, en effectuant des analyses sur place et en établissant une base de données des défaillances des équipements, il est possible de déterminer rapidement la source de la défaillance des équipements et d'assurer un fonctionnement normal.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment ces énormes plaques d'acier étaient découpées avec une telle précision ? Entrez dans le monde des cisailles hydrauliques - les héros méconnus de l'industrie de la fabrication métallique....
Comment s'assurer que votre cisaille guillotine fonctionne en toute sécurité et dure plus longtemps ? Cet article explore les pratiques d'entretien essentielles pour les cisailles guillotine, des contrôles quotidiens aux révisions annuelles. Vous apprendrez...
À quelle fréquence devez-vous lubrifier votre cisaille guillotine pour garantir ses performances optimales ? Dans cet article, nous nous penchons sur les pratiques de lubrification essentielles qui permettent à cet équipement vital de fonctionner en douceur....
Vous êtes-vous déjà demandé quelles entreprises étaient à la tête de l'industrie des cisailles hydrauliques ? Cet article explore les 26 premiers fabricants mondiaux, en détaillant leur histoire, leurs spécialités et leur portée mondiale. Des entreprises établies de longue date...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Vous êtes-vous déjà demandé comment maximiser l'efficacité et la sécurité de votre machine à cisailler ? Ce guide présente des conseils essentiels pour l'utilisation et l'entretien de ces outils puissants. Du choix de la bonne...
Votre cisaille mécanique ne fonctionne pas comme elle le devrait ? Dans ce guide, vous trouverez des étapes de dépannage détaillées pour des problèmes courants tels que des largeurs de cisaillement incohérentes, des problèmes de rectitude de surface, des...
Vous êtes-vous déjà demandé comment d'énormes feuilles de métal sont découpées avec précision et sans effort ? Dans cet article, nous explorons le monde fascinant des cisailles guillotines hydrauliques. Vous en apprendrez plus sur...
Vous êtes-vous déjà demandé comment les usines pouvaient réaliser des coupes de métal précises avec un minimum d'effort ? C'est là qu'intervient la machine à gruger, un outil polyvalent utilisé pour découper des plaques de métal à différents angles. Cet article...
Faites passer votre entreprise à la vitesse supérieure