Cisailles guillotine : Analyse et optimisation des performances mécaniques
Vous êtes-vous déjà demandé comment la précision et l'efficacité se conjuguent dans la découpe industrielle ? Cet article explore le monde fascinant des cisailles guillotines, en détaillant leurs avantages et leurs défis. Apprenez comment l'analyse et l'optimisation mécaniques peuvent améliorer les performances et vous assurer une longueur d'avance dans le domaine de l'ingénierie mécanique.
La cisaille guillotine offre une efficacité, une précision et une fiabilité accrues par rapport à la cisaille à balancier, car elle élimine le jeu dans la structure et permet de régler l'angle de cisaillement.
Cependant, lors de la découpe de plaques larges et lourdes ou de plaques minces à haute résistance, la cisaille guillotine peut être confrontée à des problèmes tels que la déformation de la machine qui a un impact sur la précision de la découpe.
La plupart des recherches dans ce domaine se concentrent sur l'impact des paramètres de cisaillement sur la précision, la conception et l'automatisation du système de contrôle, ou la simulation du processus de cisaillement à l'aide de points discrets.
Cependant, les recherches sur l'analyse des propriétés mécaniques et l'optimisation de la structure des cisailles à guillotine sont limitées.
Cet article vise à combler cette lacune en analysant les caractéristiques statiques et dynamiques de la machine-outil et en simulant le processus de cisaillement des plaques. Cette analyse permet d'obtenir des données de cisaillement en continu et de proposer un schéma d'optimisation.
2. Analyse statique
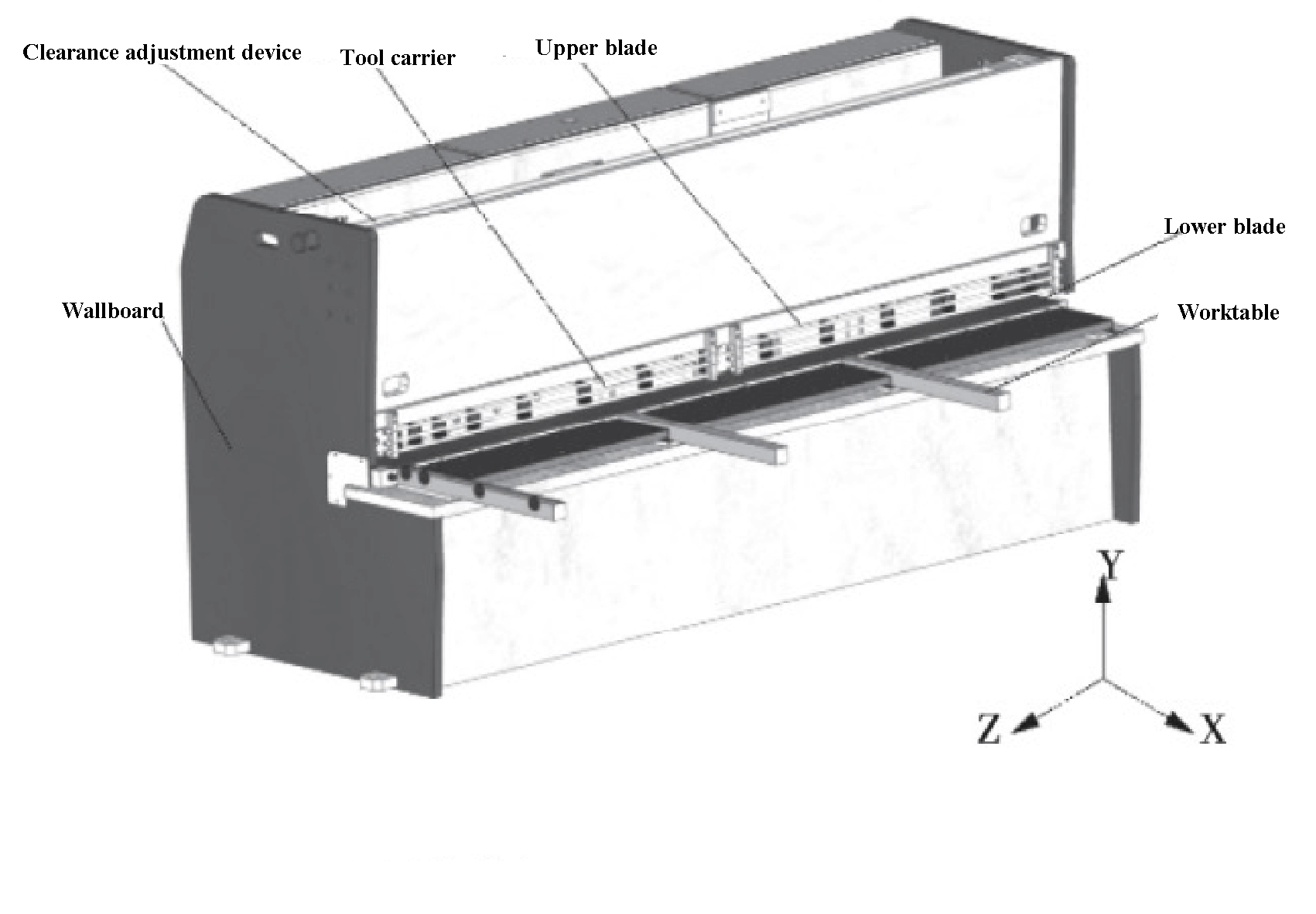
Modèle structurel d'une machine 6 x 3200 NC cisaille guillotine est illustré à la figure 1. En cours de fonctionnement, le dispositif de butée arrière, entraîné par la vis à rouleaux, règle la longueur de coupe. Le cylindre de pression est ensuite comprimé par la plaque de cisaillement.
Une fois que les paramètres de coupe, tels que le jeu des lames et l'angle de cisaillement, sont réglés, les cylindres hydrauliques situés aux deux extrémités entraînent les lames supérieures et inférieures pour qu'elles se déplacent et terminent la coupe. découpe de plaques processus.
Dans l'analyse de simulation, le congé de transition et le trou fileté ne sont pas pris en compte et un modèle tridimensionnel simplifié est importé dans un logiciel d'analyse par éléments finis. Les deux côtés du porte-outil supérieur sont fixés par des contraintes, et un contact contraignant est établi pour simuler le soudage et la fixation du filetage des pièces du porte-outil supérieur.
Fig. 1 Modèle structurel de la cisaille guillotine 6 × 3200 NC
Selon la formule de Norsali :
Dans la formule :
σb - Limite de résistance de la plaque à découper ;
δs - Ductilité de la feuille à découper ;
h - Epaisseur de la feuille à découper ;
α - Angle de cisaillement ;
x、y、z - Les force de flexion la valeur relative du jeu latéral de l'arête de coupe et le coefficient de pression.
L'effort de cisaillement vertical (P1) est calculé à 212,8 kN à l'aide de la formule (1), tandis que l'effort de cisaillement horizontal (P2) est estimé à 30% de l'effort de cisaillement vertical, soit 63,8 kN. Les forces de cisaillement verticales et horizontales sont appliquées à la tourelle supérieure et résolues à l'aide d'ANSYS Workbench.
La déformation dans chaque direction au début, au milieu et à la fin du cisaillement est comparée et analysée. Comme le montre le tableau 1, la déformation du chariot supérieur dans la direction Y est la plus importante, et les déformations dans les directions X et Z peuvent être considérées comme négligeables en comparaison.
Les positions de départ et d'arrivée de la déformation dans la direction Y sont à peu près égales et bien inférieures à la position médiane. Pendant le processus de cisaillement, la déformation du porte-outil supérieur présente une tendance concave.
Tableau 1 Contrainte équivalente maximale et déformation maximale dans les directions X, Y et Z du porte-outil supérieur
Position de cisaillement
Contrainte équivalente maximale /MPa
Déformation maximale dans la direction X /mm
Déformation maximale dans la direction Y /mm
Déformation maximale dans la direction Z /mm
Début
137.7
0.020
0.141
0.074
Moyen
135.3
0.090
0.183
0.650
Fin
137.2
0.013
0.151
0.085
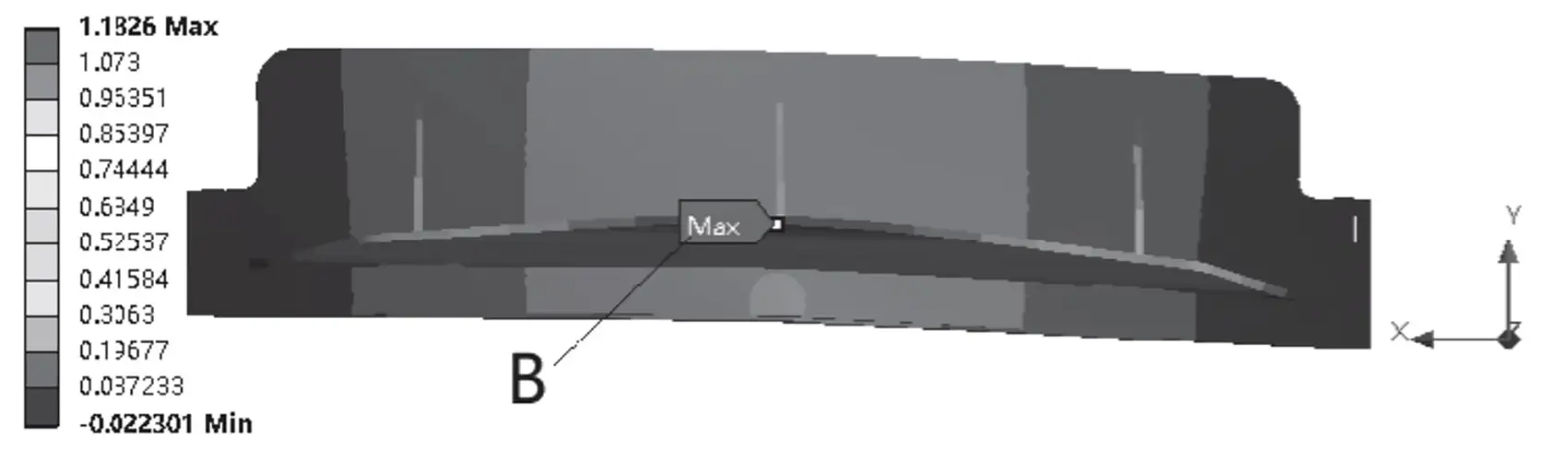
Les figures 2 et 3 montrent respectivement la contrainte équivalente maximale au milieu et la déformation maximale dans la direction Y.
Fig. 2 Contrainte équivalente maximale du porte-outil supérieur
Fig. 3 Déformation maximale du porte-outil supérieur dans la direction Y
L'analyse du tableau 1 et des figures 2 et 3 permet de déterminer que la contrainte équivalente du porte-outil supérieur est la plus élevée au début du processus de cisaillement. Cette contrainte est située à la position du cylindre hydraulique et a une valeur de 137,7 MPa, ce qui est inférieur à la contrainte équivalente du support supérieur. limite d'élasticité de 235 MPa pour le porte-outil supérieur.
Au milieu du processus de cisaillement, la déformation maximale du porte-outil supérieur dans la direction Y est observée au niveau de la plaque de support arrière B, avec une taille de 1,183 mm. Parallèlement, la déformation de la lame dans la direction Y est de 0,346 mm, ce qui est inférieur à 1 mm et répond aux exigences requises.
3. Analyse dynamique transitoire
Dans la simulation dynamique, un curseur est placé à la position initiale de la lame supérieure et est constamment soumis à la force de cisaillement à une vitesse spécifiée. Le mouvement du curseur est utilisé pour simuler le processus de cisaillement de la plaque.
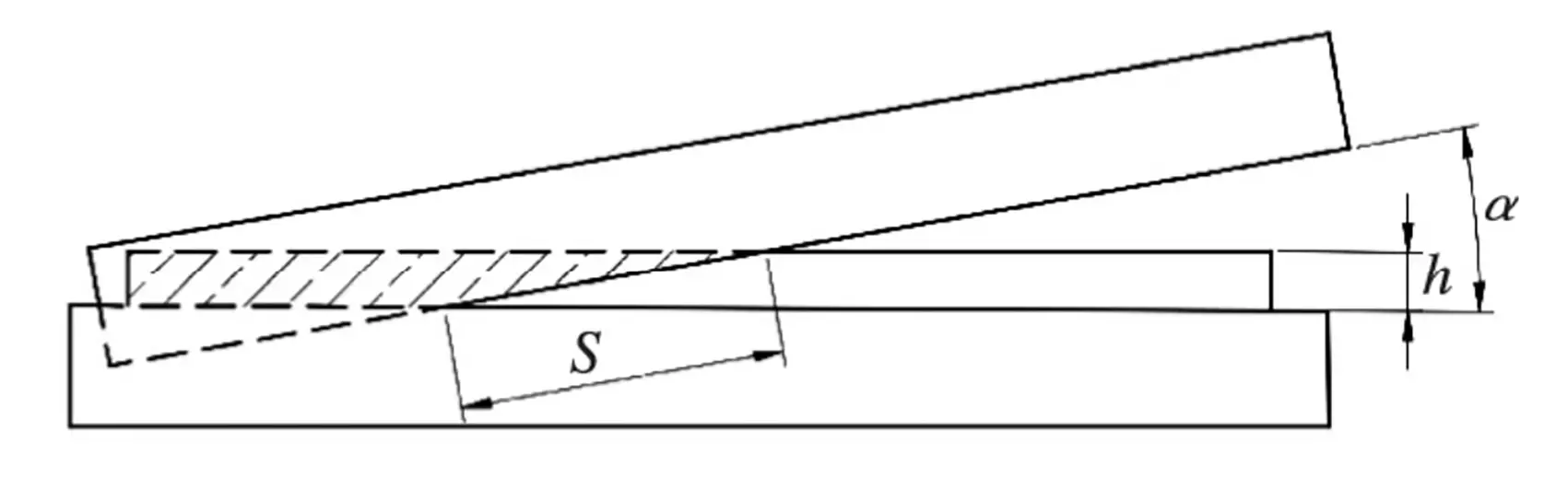
Comme le curseur ne transmet qu'une force de cisaillement, il a été réglé pour avoir un contact sans frottement avec la lame supérieure. Pendant la coupe de la tôleLe contact entre la lame supérieure et la tôle à découper est illustré à la figure 4. La longueur de contact (s) est de 8:1.
Fig. 4 Diagramme de coupe
Pour simplifier le calcul, on suppose que la force de cisaillement est uniformément répartie sur une zone rectangulaire ayant la longueur (s) et la largeur (t) de la lame. Par conséquent, le coulisseau est modélisé comme un parallélépipède de même longueur (s) et de même largeur (t), comme le montre la figure 5.
Fig. 5. Schéma de la simulation de la glissière
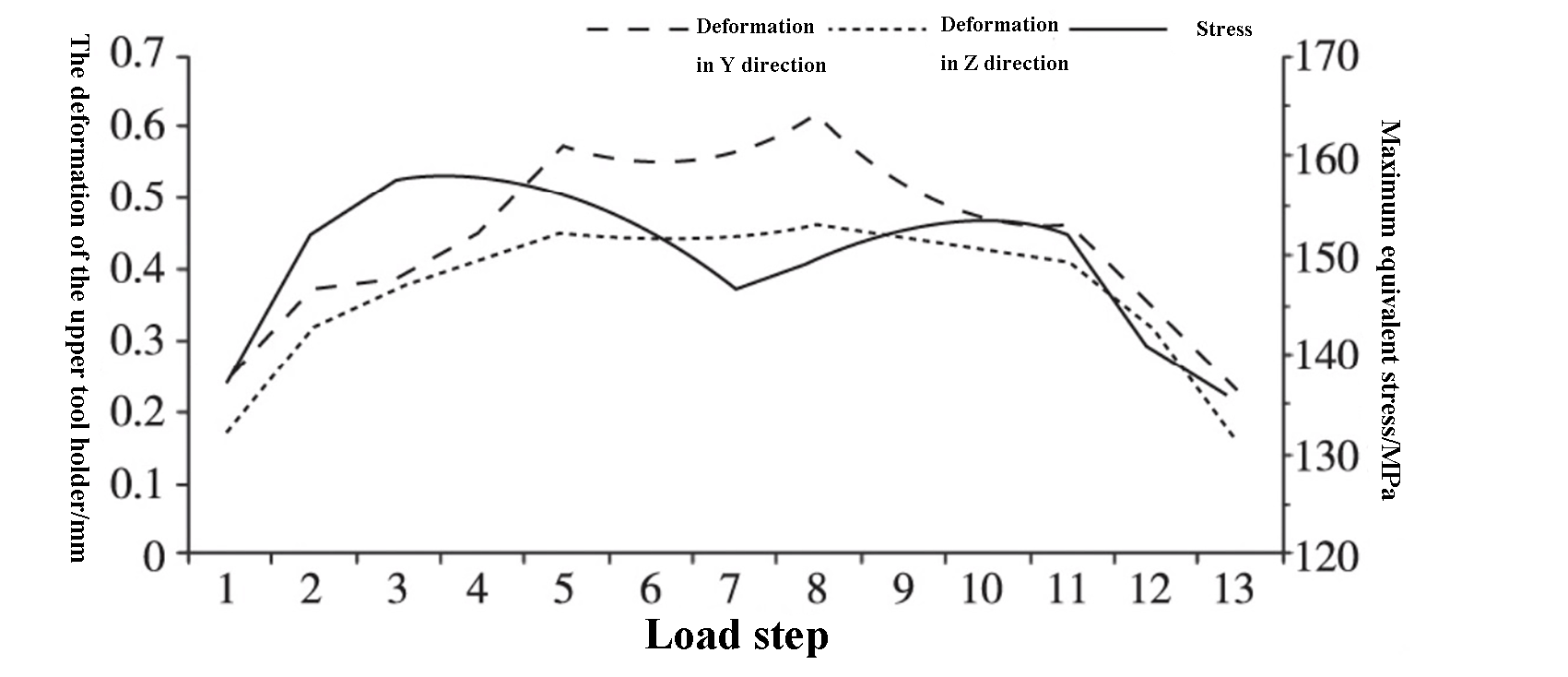
En résolvant la contrainte équivalente maximale et la déformation maximale dans les directions Y et Z à chaque position, les résultats sont présentés dans le tableau 2. La tendance de la déformation et de la contrainte du porte-outil supérieur pendant le processus de cisaillement est illustrée à la figure 6.
Tableau 2 - Contrainte équivalente maximale et déformation maximale dans les directions Y et Z du porte-outil supérieur à chaque étape de la charge
Étape de chargement
Contrainte équivalente maximale /MPa
Déformation maximale dans la direction Y /mm
Déformation maximale dans la direction Z /mm
1
138.1
0.265
0.181
2
153.2
0.380
0.330
3
158.4
0.403
0.386
4
159.2
0.469
0.426
5
157.5
0.592
0.463
6
153.8
0.571
0.454
7
148.1
0.580
0.461
8
150.3
0.635
0.478
9
153.7
0.543
0.458
10
154.9
0.477
0.446
11
153.2
0.482
0.425
12
141.8
0.358
0.336
13
136.4
0.250
0.175
Comme le montrent le tableau 2 et la figure 6, la déformation du porte-outil supérieur varie en fonction de la position de cisaillement. La déformation est importante au milieu et relativement faible et symétrique des deux côtés, ce qui correspond aux résultats de la simulation statique.
La déformation maximale du porte-outil supérieur dans les directions Y et Z se produit à l'étape de charge 8, avec des valeurs de 0,635 mm et 0,478 mm, respectivement, qui sont inférieures à 1 mm.
La contrainte équivalente maximale est trouvée à l'étape de charge 4 et a une valeur de 159,2 MPa, ce qui est inférieur à la limite d'élasticité de 235 MPa pour le porte-outil supérieur.
Fig. 6 Déformation et contrainte équivalente maximale du porte-outil supérieur dans les directions Y et Z
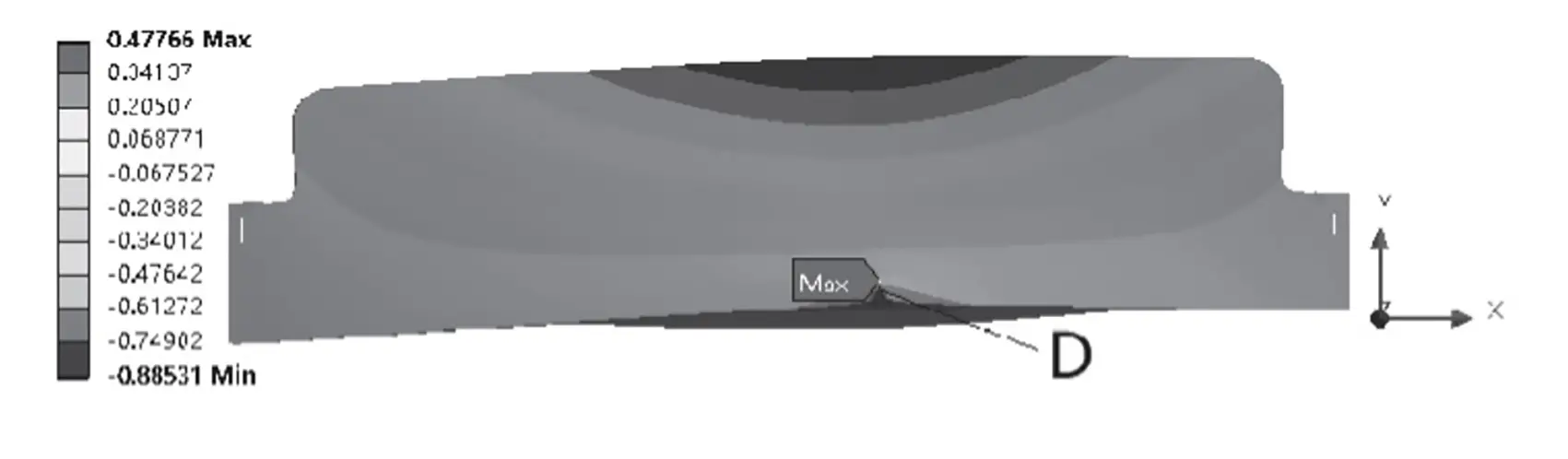
Les figures 7, 8 et 9 montrent la déformation maximale et la contrainte équivalente maximale dans les directions Y et Z, respectivement.
Fig. 7 Déformation maximale du porte-outil supérieur dans la direction Y
Fig. 8 Déformation maximale du porte-outil supérieur dans la direction Z
Fig. 9 Contrainte équivalente maximale du porte-outil supérieur
Les figures 7, 8 et 9 montrent que la déformation maximale du tablier supérieur dans la direction Y se produit au niveau de la lame C, tandis que la déformation maximale dans la direction Z se produit au niveau de la lame D. Les deux déformations sont inférieures à 1 mm, ce qui est conforme aux exigences de conception.
La contrainte équivalente maximale se produit à la position E du porte-outil supérieur sous l'influence du cylindre hydraulique. La contrainte sur la lame est minimale et démontre une bonne rigidité.
4. Analyse modale du cadre
Dans l'analyse modale, les quatre bases du cadre sont fixées et maintenues en place par des contraintes. La méthode Block Lanczos est choisie comme méthode d'extraction des modes et le nombre de modes étendus est fixé à 4 pour résoudre les quatre premières fréquences naturelles de la structure du cadre.
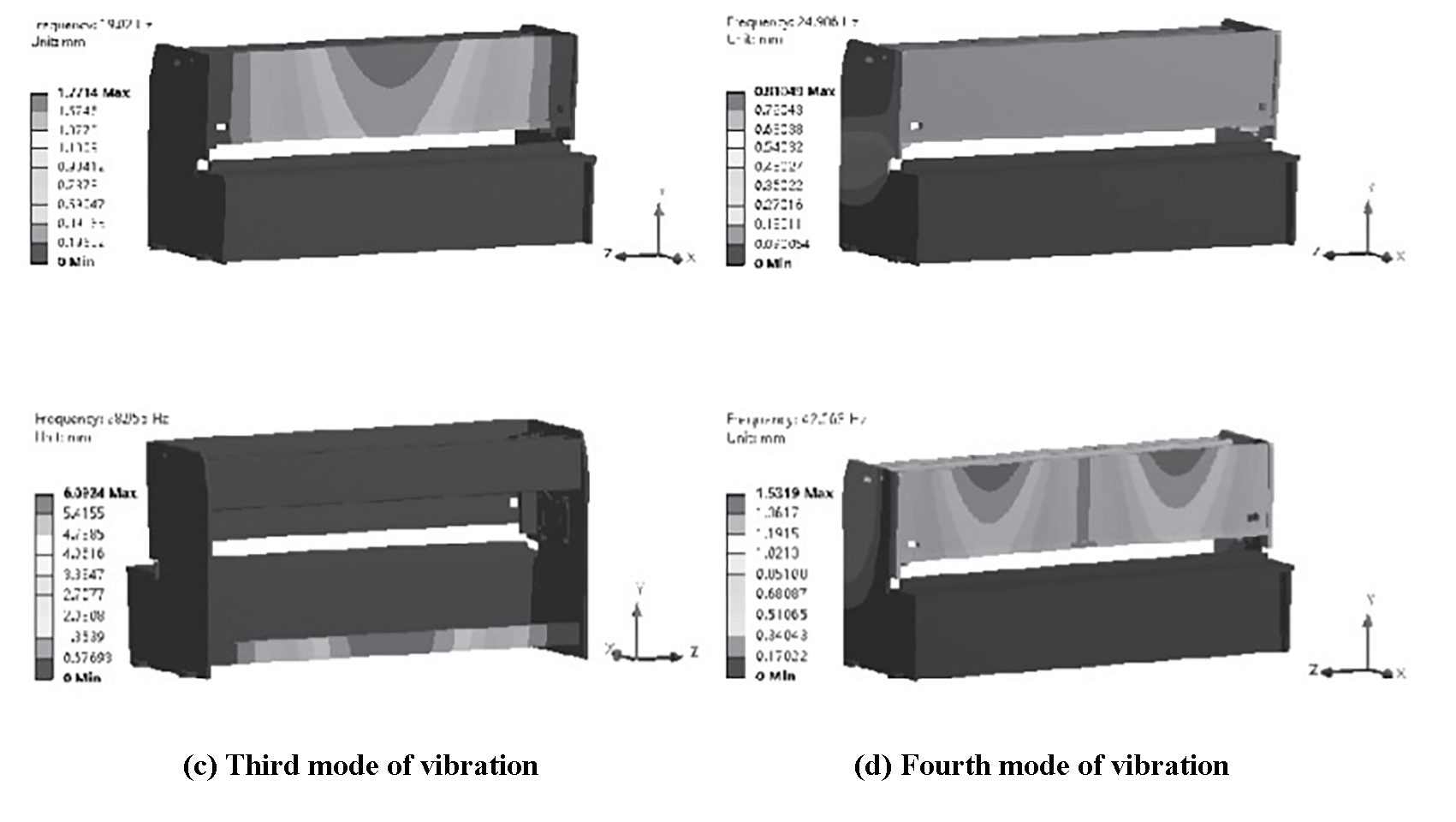
Les quatre modes de vibration sont illustrés à la figure 10, et le tableau 3 présente les fréquences naturelles, les amplitudes et les formes modales des quatre modes de vibration de la structure.
Fig. 10 Les quatre modes de vibration
Tableau 3 Tableau des données de l'analyse modale des cisaillements de plaques
Commande
Fréquence /Hz
Amplitudes /mm
Mode de vibration
1
19.02
1.77
Le panneau frontal est plié vers l'avant dans la direction X
2
24.98
0.81
La partie supérieure du cadre se plie et oscille dans la direction Z
3
28.96
6.09
La poutre de support inférieure est pliée vers l'avant le long de la direction X
4
42.66
1.53
Le panneau frontal est plié d'avant en arrière dans la direction X
La figure 10 et le tableau 3 montrent que la déformation vibratoire du cadre affecte principalement le panneau avant et la poutre de support inférieure, provoquant des vibrations et des bruits importants. Lorsque la fréquence est de 19,02 Hz, l'amplitude du panneau avant est plus élevée, ce qui pourrait avoir un impact négatif sur le processus de cisaillement et diminuer sa précision.
Cependant, la fréquence de cisaillement de la cisaille guillotine NC est de 9 fois par minute, ce qui est nettement inférieur à la fréquence naturelle de premier ordre et répond aux exigences d'un fonctionnement normal.
Il est important de minimiser l'influence des sources de vibrations externes pendant le processus de travail afin d'éviter une déformation excessive due aux vibrations.
5. Conception de l'optimisation
L'analyse des caractéristiques statiques et dynamiques du processus de cisaillement révèle que la déformation de la tourelle supérieure présente une tendance concave pendant le cisaillement, ce qui peut avoir un impact sur la bavure et la précision dimensionnelle du découpage et réduire la qualité globale du cisaillement.
Pour améliorer la qualité de la coupe, le jeu de la lame dans les paramètres de coupe peut être ajusté pour augmenter la rigidité de positionnement du porte-outil supérieur. Dans cet article, un dispositif de réglage du jeu de la lame de type guide biseauté dynamique a été conçu, comme le montre la figure 11.
Fig. 11 Schéma de structure de la cisaille guillotine à rail de guidage incliné
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Avez-vous déjà été confronté au défi de changer les lames d'une cisaille guillotine hydraulique ? Ce guide détaillé vous accompagne tout au long du processus, en garantissant la sécurité et la précision à chaque étape. Du démontage initial...
Qu'est-ce qui différencie les cisailles guillotines hydrauliques des cisailles à longerons oscillants, et pourquoi ces distinctions sont-elles importantes pour vos projets d'usinage des métaux ? Cet article explore les principales différences, notamment le mouvement de la lame, la...
Vous êtes-vous déjà demandé quelles entreprises étaient à la tête de l'industrie des cisailles hydrauliques ? Cet article explore les 26 premiers fabricants mondiaux, en détaillant leur histoire, leurs spécialités et leur portée mondiale. Des entreprises établies de longue date...
La cisaille à tôle, comme son nom l'indique, est une machine utilisée pour couper la tôle. Le choix du matériau est basé sur la tôle Q235 en général. Si l'on coupe de la tôle Q345, alors...
Faites passer votre entreprise à la vitesse supérieure