Courbe C du traitement thermique : Tout ce qu'il faut savoir
Comment la vitesse de refroidissement affecte-t-elle la microstructure de l'acier ? La courbe C du traitement thermique révèle la transformation fascinante de la microstructure de l'acier au carbone pendant le refroidissement. Cet article examine les différences entre les méthodes de refroidissement isotherme et continu, et explique comment les différentes vitesses de refroidissement conduisent à la formation de structures de perlite, de bainite et de martensite. En comprenant la courbe C, vous saurez comment contrôler les propriétés de l'acier pour obtenir la dureté et la résistance souhaitées. Plongez dans la science qui sous-tend la transformation de l'acier et apprenez à optimiser vos processus de traitement thermique.
Le traitement thermique est un processus crucial dans la fabrication des métaux qui modifie les propriétés physiques et parfois chimiques d'un matériau. Cette procédure contrôlée de chauffage et de refroidissement peut améliorer de manière significative la résistance, la dureté, la ductilité et d'autres propriétés mécaniques du métal sans en modifier la forme. Le principe du traitement thermique réside dans la manipulation de la microstructure du matériau.
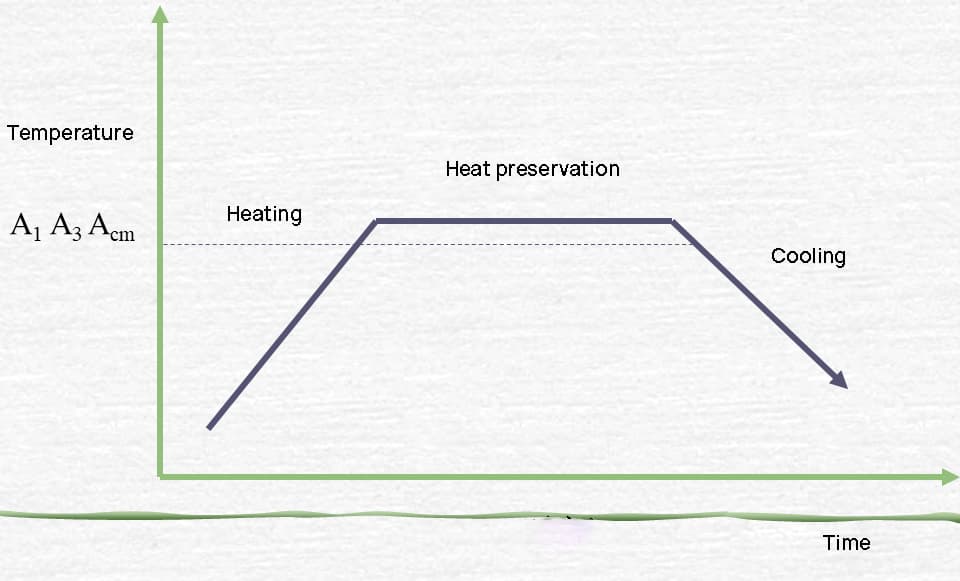
Le processus comporte généralement trois étapes principales :
Chauffage : Le métal est chauffé à une température spécifique, souvent supérieure à son point de recristallisation ou à sa température de transformation de phase. Cette température varie en fonction du matériau et du résultat souhaité.
Maintien : Le métal est maintenu à la température cible pendant une durée prédéterminée. Cela permet une distribution complète et uniforme de la chaleur dans l'ensemble du matériau, ce qui permet aux changements microstructuraux souhaités de se produire.
Refroidissement : Le métal est refroidi à une vitesse contrôlée. La méthode de refroidissement (par exemple, trempe dans l'eau ou l'huile, refroidissement à l'air ou refroidissement lent dans un four) influence grandement les propriétés finales du matériau.
Les différents procédés de traitement thermique, tels que le recuit, la normalisation, la trempe et le revenu, utilisent des variations de ces étapes pour obtenir des résultats spécifiques. Par exemple, la trempe implique un refroidissement rapide pour augmenter la dureté, tandis que le recuit utilise un refroidissement lent pour améliorer la ductilité et réduire les contraintes internes.
L'efficacité du traitement thermique dépend de plusieurs facteurs, notamment la composition chimique du métal, sa microstructure initiale, la température de chauffage, le temps de maintien et la vitesse de refroidissement. Les procédés modernes de traitement thermique font souvent appel à un contrôle précis de la température, à des atmosphères protectrices et à des systèmes de refroidissement contrôlés par ordinateur pour garantir des résultats constants et optimaux.
Transformation de l'acier pendant le chauffage
Transformation de l'acier pendant le chauffage
Lorsque l'acier est chauffé, il subit plusieurs transformations de phase critiques qui modifient considérablement sa microstructure et ses propriétés. Ces transformations sont fondamentales pour les processus de traitement thermique et influencent grandement les caractéristiques finales de l'acier.
À température ambiante, l'acier au carbone présente généralement une structure ferrite-perlite. À mesure que la température augmente, les transformations suivantes se produisent :
Transition magnétique (point de Curie) : Vers 770°C (1418°F), l'acier perd ses propriétés magnétiques. Ce changement, qui n'est pas une transformation structurelle, est intéressant pour certains procédés de fabrication.
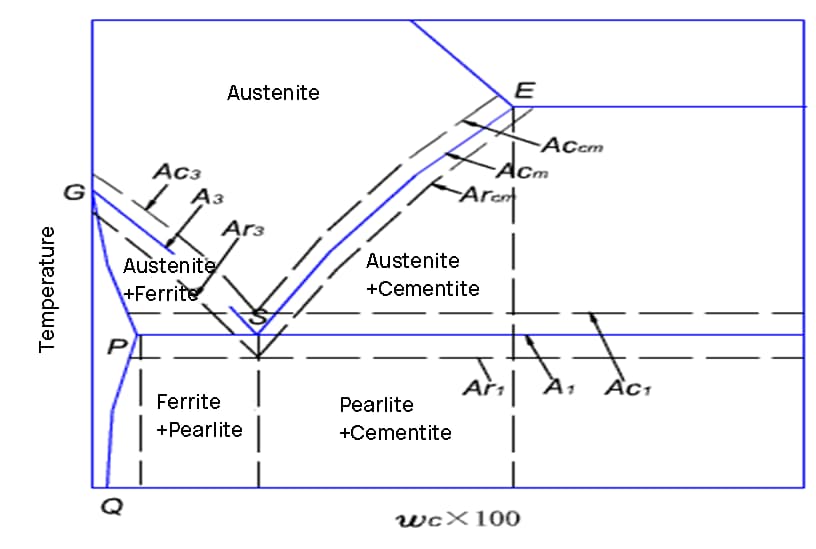
Transformation eutectoïde : À environ 727°C (1341°F), appelée température A1, la perlite commence à se transformer en austénite. Ce processus implique la dissolution de la cémentite (Fe3C) et la conversion de la ferrite en austénite.
Austénitisation complète : Lorsque le chauffage se poursuit au-dessus de la température A3 (qui varie en fonction de la teneur en carbone, généralement 800-900°C ou 1472-1652°F pour la plupart des aciers au carbone), toute la ferrite se transforme en austénite. La structure entièrement austénitique qui en résulte est essentielle pour les traitements thermiques ultérieurs.
Croissance des grains : Si la température augmente encore ou si le temps de maintien est prolongé, les grains d'austénite grossissent, ce qui affecte les propriétés finales de l'acier après refroidissement.
Dissolution des carbures : Dans les aciers alliés, divers carbures peuvent se dissoudre dans la matrice d'austénite à des températures plus élevées, influençant la trempabilité et les propriétés finales.
Il est essentiel de comprendre ces transformations pour optimiser les processus de traitement thermique tels que le recuit, la normalisation, la trempe et le revenu. La vitesse de chauffage, la température maximale et le temps de maintien jouent tous un rôle essentiel dans le contrôle de la microstructure et des propriétés finales de l'acier.
Le traitement thermique moderne fait souvent appel à un contrôle précis de la température et à des équipements spécialisés tels que des réchauffeurs à induction ou des fours à atmosphère contrôlée pour obtenir les transformations souhaitées tout en minimisant les effets néfastes tels que la décarburation ou la croissance excessive du grain.
Courbe en C
La courbe C, également connue sous le nom de diagramme Temps-Temps-Transformation (TTT), est un outil essentiel en métallurgie, utilisé pour analyser la transformation de la microstructure de l'acier au carbone pendant le refroidissement après l'austénitisation. Cette courbe fournit des informations précieuses sur la cinétique des transformations de phase et aide les ingénieurs à optimiser les processus de traitement thermique pour obtenir les propriétés mécaniques souhaitées.
Il existe deux méthodes principales pour refroidir l'acier au cours du processus de traitement thermique :
Transformation isotherme : Ce procédé consiste à refroidir rapidement l'acier austénitisé à une température spécifique inférieure à la ligne critique A1 (température eutectoïde), puis à le maintenir à cette température constante. Cela permet à l'austénite de subir une transformation structurelle contrôlée, aboutissant à des microstructures spécifiques telles que la perlite, la bainite ou la martensite, en fonction de la température et de la durée de maintien choisies.
Transformation par refroidissement continu : Cette méthode consiste à refroidir l'acier à différentes vitesses depuis la région de l'austénite jusqu'à la température ambiante sans aucun maintien isotherme. La vitesse de refroidissement influence considérablement la microstructure et les propriétés finales de l'acier.
Dans la production industrielle pratique, le refroidissement continu est la méthode la plus couramment employée en raison de sa simplicité et de son efficacité. Cependant, la compréhension des deux processus de transformation est cruciale pour la conception et l'optimisation du traitement thermique de l'acier.
La courbe C est un outil fondamental pour prédire l'évolution de la microstructure et concevoir des cycles de traitement thermique afin d'obtenir des propriétés mécaniques spécifiques dans les aciers au carbone et les aciers faiblement alliés. Elle permet aux métallurgistes et aux ingénieurs d'adapter le processus de refroidissement afin d'obtenir les combinaisons souhaitées de résistance, de dureté et de ductilité dans les composants en acier.
1. Méthode de refroidissement de l'acier pendant le traitement thermique
Courbe de transformation isotherme du sous-refroidissement austénite dans l'acier eutectoïde
a. Transition à haute température
Les austénite d'un acier eutectoïde est refroidi à une température comprise entre A1 et 550°C, ce qui donne lieu à une structure perlite par le biais du processus de transformation isotherme. Cette transformation de l'austénite en perlite est le résultat de la nucléation et de la croissance alternées de la ferrite et de la cémentite, comme le montre la figure 3-7.
Formation de la perlite
Tout d'abord, le noyau des cristaux de cémentite se forme sur le joint de grain de l'austénite.
Les teneur en carbone de la cémentite est plus élevé que celui de l'austénite, ce qui entraîne l'absorption d'atomes de carbone de l'austénite environnante.
En conséquence, la teneur en carbone de l'austénite voisine est réduite, ce qui crée des conditions propices à la formation de ferrite et à la transformation de cette partie de l'austénite en ferrite.
La faible solubilité du carbone dans la ferrite signifie que l'excès de carbone doit être transféré à l'austénite adjacente au fur et à mesure de sa croissance, ce qui entraîne une augmentation de la teneur en carbone de la zone d'austénite adjacente et crée les conditions nécessaires à la formation d'une nouvelle cémentite.
Au cours de ce processus, l'austénite est finalement entièrement transformée en une structure de perlite avec des couches alternées de ferrite et de cémentite.
La formation de la perlite nécessite le déplacement d'atomes de carbone, la distance de déplacement déterminant la largeur des lamelles de perlite. À haute température, le mouvement des atomes de carbone est plus important, ce qui donne des lamelles de perlite plus larges.
À l'inverse, à basse température, les atomes de carbone se déplacent difficilement et les lamelles de perlite sont donc plus denses. La microstructure transformée de 727°C à 650°C est la perlite.
La structure obtenue par la transformation entre 650°C et 600°C est connue sous le nom de sorbite, également appelée perlite fine. La transformation entre 600°C et 550°C aboutit à la formation de troostite, également appelée perlite très fine.
Ces trois types de structures perlitiques ne se distinguent que par leur espacement lamellaire et ne présentent pas de différences fondamentales.
b. Transition de température intermédiaire
Les produits de la transformation isotherme de l'austénite dans l'acier eutectoïde, de la surfusion à une plage de température de 550°C à 240°C, appartiennent à la structure bainite. La bainite supérieure se forme dans la partie supérieure de cette plage de température, tandis que la bainite inférieure est obtenue dans la partie inférieure. La bainite inférieure présente une dureté et une résistance améliorées, ainsi qu'une plasticité et une ténacité accrues. Cependant, la bainite supérieure n'a pas d'applications pratiques.
c. Transition à basse température
Il est très difficile pour les atomes de carbone de l'austénite de se déplacer en dessous de 240°C.
L'austénite ne subit qu'une transformation isomorphe, passant d'une structure cubique à faces centrées (y-fer) à une structure cubique à corps centré (α-fer).
Tous les atomes de carbone de l'austénite d'origine restent dans le réseau cubique centré, ce qui donne un fer α sursaturé.
Cette solution solide sursaturée de carbone dans l'α-fer est appelée martensite.
Austénite retenue
Lorsque l'austénite de l'acier eutectoïde est refroidie à 240°C (MS), elle commence à se transformer en martensite.
Au fur et à mesure que la température continue à baisser, la quantité de martensite augmente tandis que l'austénite sous-refroidie diminue.
Lorsque la température atteint -50°C (MF), l'austénite sous-refroidie s'est complètement transformée en martensite.
Ainsi, la structure entre MS et MF est constituée de martensite et de austénite retenue.
En raison des variations de la teneur en carbone, la martensite se présente sous deux formes.
La martensite à forte teneur en carbone prend une forme d'aiguille, appelée martensite en aiguille.
La martensite à faible teneur en carbone, en revanche, est en forme de plaque et est appelée martensite en forme de plaque.
Tissus
Teneur en carbone (%)
Propriétés mécaniques
HRC
(Mpa)
ak J/cm2
Ψ(%)
Faible teneur en carbone
0.2
40~45
1500
60
20~30
Haute teneur en carbone
1.2
60~65
500
5
2~4
Tableau 4-5 comparaison des propriétés de l'acier martensitique à faible teneur en carbone 15MnVB et de l'acier martensitique à faible teneur en carbone 15MnVB. trempé et revenu Acier 40Cr
Qualité de l'acier
15MnVB40Cr
État
État de trempe et de revenu de la martensite à faible teneur en carbone
HRC
4338
σo.2/MPa
1133800
σb/MPa
13531000
δ5(%)
12.69
φ(%)
5145
ak/Jcm-2
9560
ak(-50℃)/J.cm-2
70≤40
(2) Refroidissement continu
Fig. 3-9 Courbe de transformation par refroidissement de l'acier eutectoïde
a. Refroidissement par four
Lorsque la courbe de refroidissement croise la ligne de départ de la transformation en perlite, la transformation de l'austénite en perlite commence.
Lorsque la courbe de refroidissement croise la ligne d'arrivée de la transition, la transformation est terminée.
La transformation qui se produit dans la région de la perlite entraîne la formation d'une structure de perlite.
b. Refroidissement dans l'air
En raison de la vitesse de refroidissement rapide, la transformation a lieu dans la région de la sorbite, produisant de la ferrite comme produit de transformation.
c. refroidissement de l'huile
La courbe de refroidissement ne croise que la ligne de départ de la transformation de la perlite (dans la zone de transformation de la troostite), mais ne croise pas la ligne de fin.
Par conséquent, seule une partie de l'austénite est transformée, ce qui entraîne la formation de troostite comme produit de transformation. La partie restante de l'austénite se transforme en martensite lors du refroidissement jusqu'à la ligne MS.
Il s'agit du produit qui a été refroidi dans l'huile.
d. Refroidissement à l'eau.
En raison de la vitesse de refroidissement rapide, la courbe de refroidissement ne recoupe pas la ligne de départ de la transformation de la perlite.
Lorsqu'elle est refroidie en dessous de la ligne de départ de la transformation en martensite, l'austénite se transforme en martensite.
Comparaison entre la courbe de refroidissement continu et la courbe C isotherme
La courbe de refroidissement continu se situe en bas à droite de la courbe C isotherme, avec une température de transformation P plus basse et une durée plus longue.
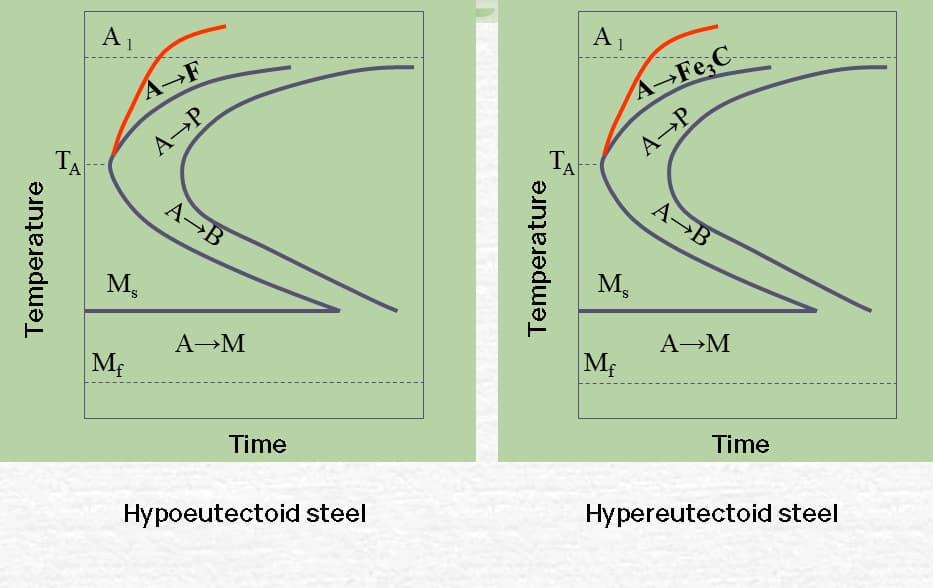
Les aciers eutectoïdes et hypereutectoïdes présentent une ligne de terminaison de la transformation P, mais pas de transformation de type B pendant le refroidissement continu.
Pour l'acier hypoeutectoïde, le sous-refroidissement dans une plage de température spécifique pendant le refroidissement continu peut entraîner une transformation partielle en B.
La détermination de la courbe de transformation par refroidissement continu est un défi, c'est pourquoi de nombreux aciers ne disposent pas encore de cette information.
Dans la pratique du traitement thermique, le processus de transformation par refroidissement continu est souvent estimé en se référant à la courbe C.
Comparaison de la courbe TTT et de la courbe CCT de l'acier au carbone eutectoïde
Courbe TT des aciers hypoeutectoïdes et hypereutectoïdes
2. Durcissement de l'acier
(1) Concept de trempabilité
La dureté de l'acier fait référence à la profondeur à laquelle l'acier peut être durci pendant la trempe, ce qui est une caractéristique de l'acier.
Pendant la trempe, la vitesse de refroidissement varie selon les différentes sections de la pièce.
Lorsque la vitesse de refroidissement diminue vers le centre, si la vitesse de refroidissement à une certaine profondeur à partir de la surface tombe en dessous de la vitesse de refroidissement critique requise pour la formation de martensite dans l'acier, la pièce ne sera pas complètement durcie car une structure non martensitique sera présente après la trempe.
(2) Effet de la trempabilité sur les propriétés mécaniques
Les propriétés mécaniques des aciers à bonne trempabilité sont uniformes tout au long de la section, alors que celles des aciers à mauvaise trempabilité varient le long de la section. Les propriétés mécaniques, en particulier la ténacité, diminuent au fur et à mesure que l'on se rapproche du centre.
Fig. 5-53 comparaison des propriétés mécaniques d'aciers de trempabilité différente après traitement de trempe et de revenu
a) Arbre trempé
b) Arbre non trempé
(3) Détermination et expression de la trempabilité
Il existe plusieurs méthodes pour déterminer la trempabilité. La méthode la plus répandue, telle que spécifiée dans le document GB225, est l'essai de trempe en bout pour l'acier de construction. Cet essai mesure l'épaisseur de la couche durcissable.
Une autre mesure couramment utilisée de la trempabilité est le diamètre critique. Cette valeur représente le diamètre maximal de la structure semi-martensitique (50%) qui peut être atteint au centre de l'acier après la trempe dans un milieu de refroidissement. Elle est notée Do.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Quels sont les facteurs qui peuvent déformer la forme d'un engrenage lors d'un traitement thermique ? Il est essentiel de comprendre ces facteurs pour améliorer la qualité des engrenages. Cet article explore 12 éléments clés affectant la distorsion, de la composition des matériaux...
Vous êtes-vous déjà demandé pourquoi des fissures apparaissent dans les pièces métalliques au cours de la fabrication ? Dans cet article de blog, nous allons plonger dans le monde intrigant des fissures de forgeage, des fissures de traitement thermique et des fissures de...
Comment éviter que vos moules ne se fissurent pendant le traitement thermique ? Cet article se penche sur le processus complexe du traitement thermique des moules, en soulignant les défauts courants tels que les fissures de trempe et les...
Vous êtes-vous déjà demandé comment l'aluminium passe du stade de métal brut à celui de matériau robuste et polyvalent dont nous nous servons tous les jours ? Cet article dévoile les fascinants processus de traitement thermique à l'origine de l'aluminium et de ses...
Vous êtes-vous déjà demandé comment traiter thermiquement les métaux sans les déformer ? Cet article présente des techniques et des conseils essentiels pour minimiser la déformation pendant le traitement thermique. Du recuit de détente aux méthodes de trempe optimales,...
Vous êtes-vous déjà demandé pourquoi l'huile de trempe est cruciale dans le traitement thermique ? Cet article examine les principes et les méthodes de sélection de l'huile de trempe appropriée, en mettant l'accent sur son rôle dans le contrôle du refroidissement...
Et s'il était possible d'améliorer la résistance et la durabilité des composants métalliques par un simple traitement de surface ? Le traitement thermique chimique permet d'atteindre cet objectif en infusant des éléments dans la surface du métal, ce qui...
Et si le secret des matrices de forgeage en acier plus durables résidait dans l'art précis du traitement thermique ? Cet article explore la manière dont la matrice de forgeage à chaud pour engrenages en acier 5CrNiMo...
Imaginez que vous investissiez du temps et des ressources dans la fabrication de couronnes dentées de précision et que vous constatiez qu'elles sont déformées après le traitement thermique. Pourquoi cela se produit-il et comment peut-on le contrôler ? Cet article...
Faites passer votre entreprise à la vitesse supérieure