Prévention des fissures dues au traitement thermique des pièces d'arbres : Analyse des causes et prévention
1. Préambule Le 42CrMo est un acier allié à haute résistance connu pour ses excellentes propriétés mécaniques telles qu'une résistance et une ténacité élevées, une bonne trempabilité et l'absence de fragilité à la trempe. Après trempe et revenu, il présente une limite de fatigue élevée, une résistance aux chocs et une bonne résistance aux chocs à basse température, ce qui le rend idéal pour la fabrication de composants en acier de grande et moyenne taille qui [...]
Le 42CrMo est un acier allié à haute résistance connu pour ses excellentes propriétés mécaniques telles qu'une résistance et une ténacité élevées, une bonne trempabilité et l'absence de fragilité à la trempe.
Après trempe et revenu, il présente une limite de fatigue élevée, une résistance aux chocs et une bonne ténacité à basse température, ce qui le rend idéal pour la fabrication de composants en acier de grande et moyenne taille qui nécessitent à la fois résistance et ténacité.
Notre société a choisi l'acier 42CrMo pour fabriquer un grand pivot, et le processus de fabrication comprend les étapes suivantes : forgeage de l'ébauche, normalisation, usinage grossier, trempe et revenu, finition, trempe par induction excircle, et rectification excircle.
La structure du pivot est illustrée à la figure 1.
Fig. 1 Structure du pivot
2. Aperçu des pièces défectueuses
Des fissures peuvent se produire sur l'arbre pivot pendant les processus de trempe, de revenu et de revenu.
La fissure apparaît généralement dans la zone de l'arc de transition entre le pied de l'arbre pivot et la bride.
L'ensemble de l'arbre pivot se brise dans le sens radial et s'étend jusqu'à la grande bride d'extrémité.
L'arbre pivot peut se fissurer entièrement. La forme et l'emplacement de la fissure sont indiqués à la figure 2.
Fig. 2 Morphologie des fissures après trempe, revenu et trempe
Les trempe et revenu Le processus de fabrication de cette pièce consiste à la maintenir à 840 ℃ pendant 3 heures, puis à la refroidir à l'huile une fois qu'elle est sortie du four. Le temps de trempe est de 30 minutes et l'huile Houghton K est utilisée comme agent de trempe. huile de trempe.
Plusieurs lots de ce produit ont été produits sans aucune fissure.
Pour analyser les causes des fissures, une pièce fissurée a été prélevée au niveau de la bride de la grande extrémité, et sa composition chimique, sa structure métallographique et ses fissures ont été analysées. Des échantillons ont été prélevés sur la fissure de la bride (voir figure 3) pour analyse.
Fig. 3 Échantillonnage à la bride
Voir le tableau 1 pour les résultats de l'analyse de la composition chimique
Tableau 1 Composition chimique (fraction de masse) des produits suivants 42CrMo Pivot en acier (%)
Élément
Valeur standard
Valeur mesurée
C
0.38~0.45
0.43
Si
0.17~0.37
0.28
Mn
0.5~0.8
0.68
S
≤0.035
0.007
P
≤0.035
0.016
Cr
0.9~1.2
1
Mo
0.15~0.25
0.2
Ni
≤0.30
0.034
Cu
≤0.30
0.046
Al
–
0.026
La structure métallographique est illustrée à la figure 4.
Fig. 4 Structure métallographique de la fissure et de la surface
Les résultats de l'analyse indiquent que la composition chimique de l'acier 42CrMo répond aux exigences techniques. La dureté de surface mesurée est de 296HBW, ce qui correspond à la plage requise de 277-331HBW. La structure métallographique est une sorbite trempée, et la structure centrale est une sorbite trempée+ferrite.
La fissure de la pièce est en forme d'arc, et il n'y a pas de décarburation de part et d'autre de la fissure, ce qui indique qu'il n'y avait pas de fissure avant la trempe et le revenu, et aucune autre anomalie n'a été observée.
Les analystes physico-chimiques attribuent la fissure à une contrainte excessive lors de la trempe, du revenu et de la trempe, en se basant sur l'échantillon.
Cependant, en raison de la taille de la pièce et de la difficulté de l'échantillonnage, l'auteur suggère que la position de coupe de l'échantillon pourrait correspondre à la zone de croissance de la fissure plutôt qu'au site d'initiation de la fissure, et qu'une analyse plus approfondie est nécessaire.
Comme la source de la fissure ne peut être identifiée par la surface de rupture, il est proposé de couper la pièce pour localiser la source de la fissure. La flamme ou le découpe au plasma peut avoir un impact sur l'emplacement de la fracture, il est donc recommandé de procéder à un découpage par fil pour localiser la fissure dans la zone de transition de l'arbre de la pièce défectueuse.
Lorsque la coupe atteint 1/3 du diamètre, l'arbre pivot se brise en deux parties, ce qui permet une analyse plus poussée de la cause de la fissure.
3. Analyse des causes des fissures
La morphologie de la fracture après découpe du fil est illustrée à la figure 5.
Fig. 5 Position de la fissure après le découpage au fil métallique
Le centre de la fracture apparaît brun, tandis que la partie extérieure présente une coloration normale du métal. La coloration brune au centre est anormale et est probablement due à l'oxydation.
L'analyse indique que des fissures existaient probablement au centre de la pièce avant la trempe, le revenu et les processus ultérieurs de forgeage, de normalisation et de trempe. Les fissures auraient subi une oxydation au cours de ces processus, ce qui aurait entraîné une décoloration brune.
Pour confirmer cette hypothèse, un échantillon a été prélevé dans la zone brune et analysé. L'échantillon a été coupé à partir du centre dans une direction axiale. Après découpage et traitement, il a été découvert que de nombreuses fissures étaient réparties radialement, comme le montre la figure 6.
Fig. 6 Emplacement de la fissure
L'analyse de l'échantillon montre qu'il présente une structure en bandes évidente (grade 4), comme le montre la figure 7.
Fig. 7 Structure métallographique du centre de la fissure
Les fissures, multiples et grossièrement parallèles, sont réparties le long de la direction de la structure en bandes et perpendiculairement à la direction du forgeage.
L'auteur pense qu'il y avait des fissures avant le processus de trempe et de revenu de l'arbre pivot, et que ces fissures étaient situées au centre, aucune fissure n'étant visible à la surface.
Au cours du processus de trempe et de revenu, les fissures se sont élargies sous l'influence des contraintes organisationnelles et thermiques, la structure en bandes jouant également un rôle.
Par conséquent, il est nécessaire de procéder à une analyse plus approfondie pour déterminer s'il y a eu des problèmes tels qu'une température de forgeage insuffisante et un rapport de forgeage déraisonnable au cours du processus de forgeage.
Pour éviter que des pièces défectueuses n'arrivent sur le marché, les produits en cours de fabrication ont fait l'objet d'un examen approfondi.
Tous les produits en cours de fabrication ont fait l'objet d'un contrôle non destructif (CND) à l'aide d'un détecteur de défauts à ultrasons.
Après enquête, deux produits anormaux ont été découverts et leurs numéros de série de production ont été vérifiés.
Les numéros de série des deux produits anormaux se sont avérés faire partie du même lot de produits falsifiés contenant les pièces fissurées.
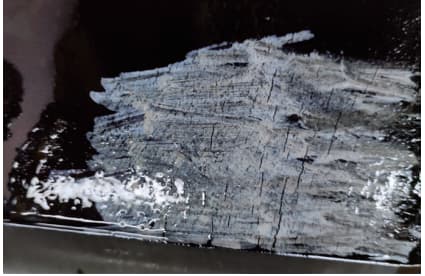
Afin de valider l'analyse et le jugement précoces, un découpage au fil a été effectué sur les parties anormales trouvées le long de la direction axiale.
La surface de coupe a clairement révélé la présence de plusieurs fissures détaillées, qui étaient perpendiculaires à la direction de forgeage, comme illustré dans la figure 8.
Fig. 8 Surface de coupe des pièces défectueuses
Une vérification plus poussée a permis d'établir que la fissure avait été générée pendant le forgeage.
4. Conclusion
1)La rupture de l'arbre pivot peut être directement attribuée à la fissure de forgeage formée pendant le processus de forgeage de la pièce. Cette fissure s'est agrandie pendant la trempe et le revenu, et la présence d'une structure en bandes a également contribué à sa croissance.
2)Lors de l'analyse des défauts, il est important de localiser soigneusement la source de la fissure. Différents lieux d'échantillonnage peuvent avoir un impact significatif sur les résultats de l'analyse. Il est donc essentiel d'analyser et d'identifier la cause à partir de la source afin d'éviter les erreurs d'orientation.
3)Le renforcement de l'inspection des matières premières à la réception est essentiel pour empêcher les pièces défectueuses d'entrer dans le processus de production.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure