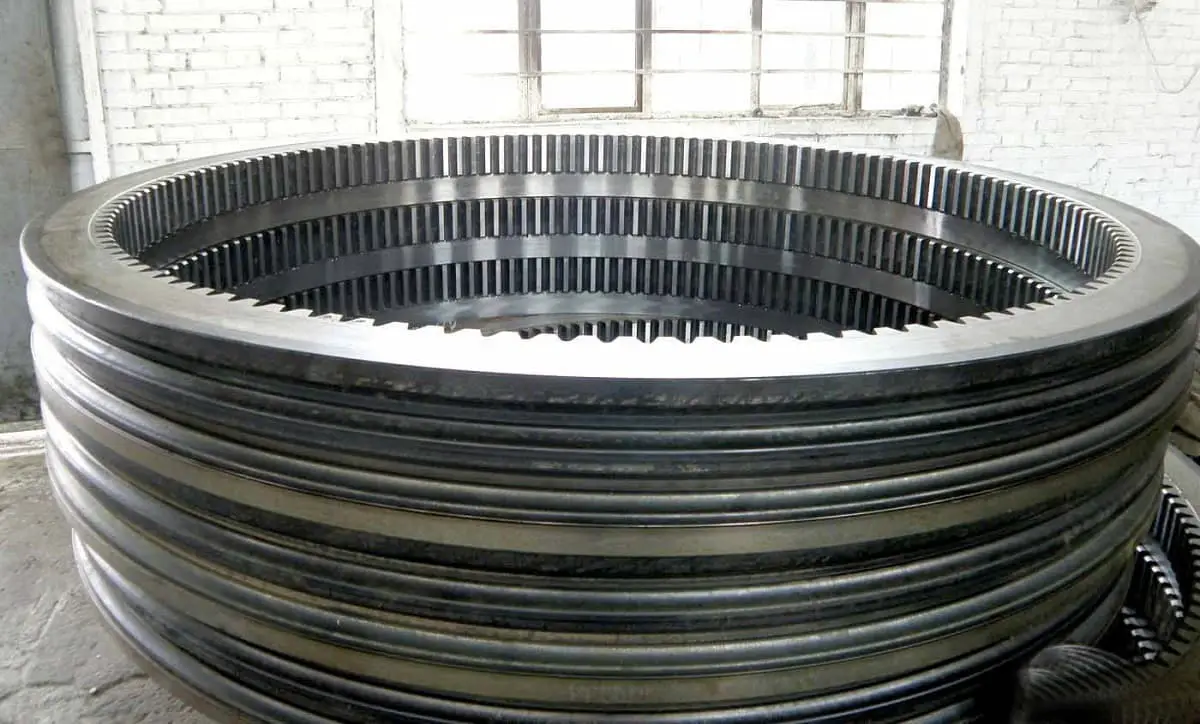
Contrôle de la distorsion due au traitement thermique dans les couronnes dentées
L'écart important entre le diamètre et la largeur/hauteur d'une couronne dentée peut poser des problèmes lors du traitement thermique, entraînant des écarts au niveau de la rondeur du trou intérieur, de la planéité de la face frontale et de la distorsion du cône. La distorsion liée au traitement thermique est un problème courant dans le processus de traitement thermique des couronnes dentées. Le processus d'usinage de [...]
L'écart important entre le diamètre et la largeur/hauteur d'une couronne dentée peut poser des problèmes lors du traitement thermique, entraînant des écarts au niveau de la rondeur du trou intérieur, de la planéité de la face frontale et de la distorsion du cône.
La distorsion liée au traitement thermique est un problème courant dans le processus de traitement thermique des couronnes dentées.
Le processus d'usinage des couronnes dentées est complexe et se traduit par un faible taux de qualification pour la distorsion, des surépaisseurs d'usinage importantes, des taux élevés de produits défectueux, des coûts élevés, une faible précision et des niveaux de bruit élevés, qui ont tous un impact significatif sur la durée de vie du produit.
Pour améliorer le taux de qualification et la précision du traitement de la distorsion due au traitement thermique des couronnes dentées, il est nécessaire de coordonner le traitement à froid et à chaud, d'optimiser les processus, d'améliorer la qualité de l'air et de l'eau. serrage et des fours, et adoptent des processus et des équipements de traitement thermique avancés. Cela permettra de réduire le coût de traitement des produits et de minimiser le nombre de produits défectueux.
Amélioration et optimisation du processus de traitement thermique pour contrôler la distorsion des couronnes dentées
1. Adopter un processus de prétraitement pour réduire la distorsion des grandes couronnes dentées cémentées
Une grande couronne dentée de dimensions φ2180mm (diamètre extérieur), φ1750mm (diamètre intérieur) et 550mm (largeur), fabriquée en acier 17CrNiMo6, est soumise à des exigences strictes en matière de distorsion due au traitement thermique. Cependant, après avoir subi une cémentation et une trempe, on observe souvent une augmentation de la hauteur du sommet de la dent de 4 à 5 mm et, dans certains cas, de 6 à 7 mm.
Pour ce faire, les mesures de contrôle suivantes sont adoptées :
(1) Préparation du processus de prétraitement
La couronne dentée est soumise à un processus de trempe et de revenu, qui consiste à la chauffer à 860°C pour la trempe (20 à 30°C de plus que la température de trempe finale), puis à la tremper à 650°C. Le résultat idéal est de contrôler l'augmentation du diamètre du trou intérieur dans une fourchette de 8 à 10 mm.
Après la cémentation et le refroidissement, le refroidissement à l'air, l'égalisation de la température à (820 ± 10) °C, la trempe dans un bain de nitrate à 170 °C pour le refroidissement, et deux cycles de trempe à 210 °C, le diamètre du cercle supérieur de la dent n'est supérieur que d'environ 2 mm par rapport à la cémentation et à la trempe, ce qui correspond à l'augmentation attendue. En outre, le rondeur et les cônes supérieur et inférieur de la couronne dentée répondent aux exigences.
(2) Points clés du processus
Il est essentiel de maintenir un contrôle strict de la température de trempe pendant le processus de trempe et de revenu. Si la température est trop basse, elle ne réduira pas efficacement la grande distorsion. Inversement, si la température est trop élevée, la taille du cercle de la pointe de la dent après la cémentation et la trempe peut diminuer, ce qui nécessite des tests supplémentaires.
2. Améliorer le processus de traitement thermique pour réduire la déformation due au traitement thermique de la couronne dentée du tricycle.
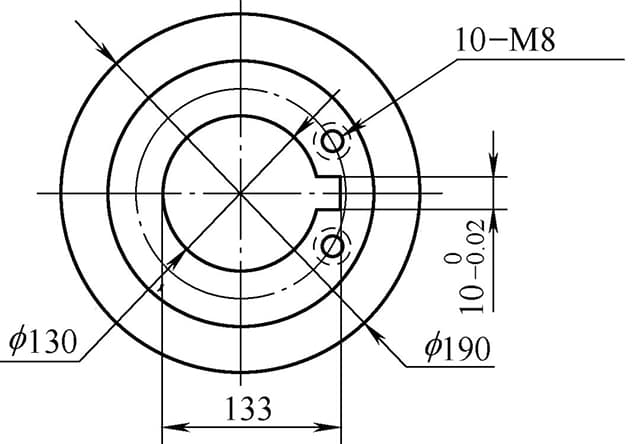
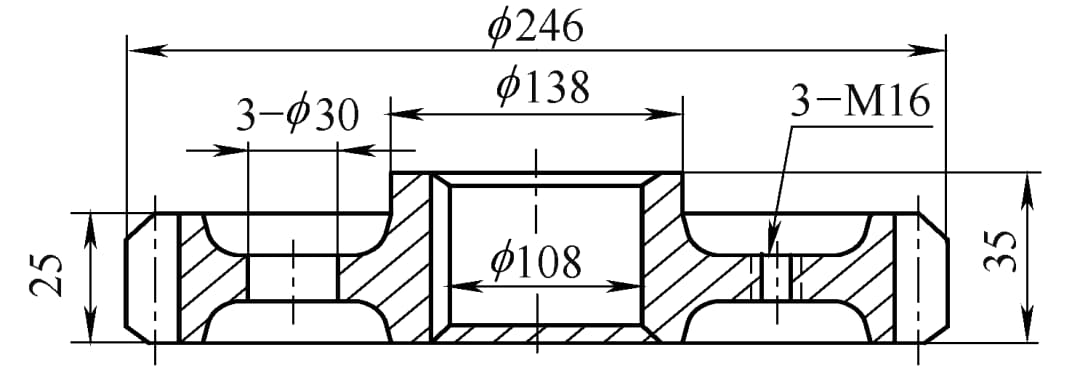
La couronne dentée d'une transmission de tricycle (voir figure 1) est fabriquée en acier 20CrMnTi et doit répondre à des exigences techniques strictes en matière de traitement thermique. La couche profonde de carbonitruration doit être de 0,6 à 1,0 mm, avec une dureté de la surface de la dent de 58 à 64 HRC et une dureté du noyau de 35 à 48 HRC. La tolérance de position du trou fileté et de la rainure de chaîne unique doit être de 0,05 mm.
Avant le chargement, 10 trous de vis M8 sont scellés avec un revêtement anti-suintement. Après avoir subi une carbonitruration entre 850 et 860°C, la bague d'engrenage est directement trempé et revenu.
Lors de l'inspection, il a été constaté que la position du trou fileté et de la rainure de la chaîne unique n'était pas conforme aux tolérances, et que le revêtement anti-suintement n'était pas facile à enlever.
Le processus et l'effet améliorés sont les suivants :
(1) Amélioration du processus
Fabrication et formage d'engrenages → refroidissement lent après carbonitruration → tournage (découpe) de la couche infiltrée, brochage (découpe) de la rainure de clavette, forage et taraudage → chauffage et trempe à 850 ~ 860 ℃ → trempe à basse température → coiffage (protection du trou fileté) grenaillage → meulage (découpe) de la plaque de rayon → inspection.
(2) Effet d'amélioration
L'inspection a révélé que le taux de distorsion du traitement thermique de la couronne dentée entraînée est supérieur à 95%.
Fig. 1. Schéma de la couronne dentée entraînée
3. Adoption d'un nouveau processus de traitement thermique et d'un nouvel outillage pour contrôler la déformation due au traitement thermique des grandes couronnes dentées.
La couronne dentée d'un réducteur de laminoir de mine a une dimension totale de φ1631mm (diamètre extérieur), φ1364mm (diamètre intérieur), et 300mm (largeur), avec un poids d'une seule pièce de 1434kg et un module normal de 20mm. Il comporte 78 dents et est fabriqué en acier 20CrNi2MoA, nécessitant une cémentation et une trempe.
(1) Exigences techniques pour les couronnes dentées modifiées
Afin de contrôler et de minimiser les déformations dues au traitement thermique de la couronne dentée, certaines exigences techniques ont été révisées. Les exigences techniques révisées pour la couronne dentée sont énumérées dans le tableau 1.
Avant d'être cémentée, la couronne dentée subit un traitement de trempe et de revenu, avec une dureté de trempe et de revenu de 217 à 255HBW. La couche durcie effective doit être comprise entre 3,90 et 5,10 mm.
(2) Nouvelles technologies
Les processus de normalisation après le forgeage a été remplacé par une combinaison de normalisation et de trempe à haute température. En outre, une sphéroïdisation recuit a été ajouté après la cémentation pour garantir que la taille des particules de carbure dans la couche de cémentation ne dépasse pas 1 μm.
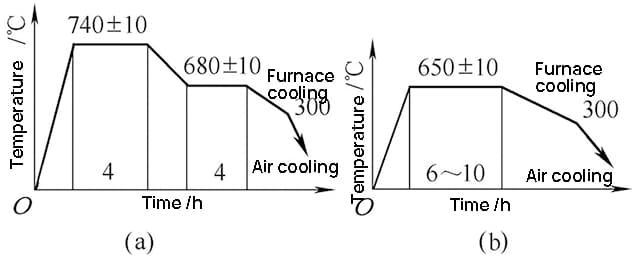
Le processus de recuit de sphéroïdisation est illustré à la figure 2, et les résultats des processus A et B de la figure 2 sont similaires.
(a) Recuit isotherme de sphéroïdisation en deux étapes (b) Recuit isotherme de sphéroïdisation en une étape
Fig. 2 Processus de recuit de sphéroïdisation de 20CrNi2MoA engrenage en acier
Nouvel itinéraire de traitement : forgeage → normalisation + trempe à haute température → tournage grossier → détection des défauts → trempe et revenu → tournage et trempe fine fraisage d'engrenages → cémentation → recuit de sphéroïdisation → trempe et revenu → grenaillage → tournage fin du trou intérieur et de deux plans → rectification du trou intérieur et de deux plans → rectification des engrenages → rainure de clavette → détection des défauts → produit.
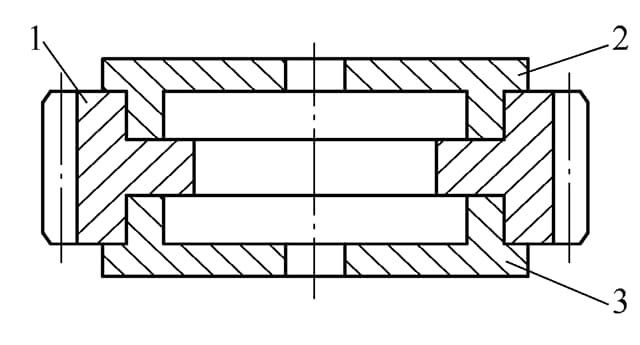
Conception de l'outillage : concevoir les plaques de recouvrement supérieures et inférieures pour contrôler la distorsion de la couronne dentée. Voir la figure 3 pour plus de détails.
Fig. 3 - Dispositif de traitement thermique de la couronne dentée
1. Bague d'engrenage
2. Plaque de recouvrement supérieure
3. Plaque de couverture inférieure
(3) Résultats de l'inspection
La dureté de la surface, la dureté du noyau et la profondeur de la couche durcie effective de la couronne dentée répondent aux exigences techniques. La surface de la couronne dentée a une concentration en carbone de 0,76% (en masse) et la taille des particules de carbure a atteint 0,5 μm.
La structure métallographique est composée de martensite et d'éléments conservés. austénite (grade 2), carbure (grade 1) et ferrite à cœur (grade 2). Tous les indices de propriétés mécaniques sont conformes aux exigences techniques décrites dans les dessins.
L'inspection de la distorsion de la couronne dentée a montré que l'arrondi du trou intérieur est de 0,90 mm, que la variation du diamètre de l'extrémité de la dent est comprise entre +3,1 et +4,0 mm et que la variation normale est comprise entre +0,2 et +0,6 mm, ce qui est conforme aux exigences techniques.
Tableau 1 - Exigences techniques des couronnes dentées modifiées
Profondeur effective de la couche durcie / mm
Dureté de la surface de la dent (HRC)
Dureté du cœur (HRC)
Concentration de carbone en surface de la couche cémentée (%)
Propriétés mécaniques du cœur après traitement thermique
σb/MPa
σs/MPa
δ5(%)
ψ(%)
αk/J-cm-2
3.90~5.10
58~62
30~45
0.75~0.95
≥1100
≥800
≥8
≥35
≥60
4. Améliorer le processus de traitement thermique et adopter la méthode de correction du moule pour contrôler la distorsion de cémentation et de trempe des grandes couronnes dentées ultra-minces.
La couronne dentée interne ultra-mince d'une grande boîte de vitesses a des dimensions globales de φ1120 mm (diamètre extérieur), φ944 mm (diamètre intérieur) et 260 mm (largeur). Il est fabriqué en acier 17CrNiMo6, pèse 550 kg et doit subir un traitement thermique pour répondre aux exigences techniques suivantes :
La profondeur effective de la couche durcie de la trempe par cémentation doit être comprise entre 2,40 et 2,90 mm.
La dureté de la surface de la dent doit être comprise entre 58 et 62 HRC, et la dureté du cœur doit être comprise entre 30 et 38 HRC.
La structure métallographique doit être conforme à la norme de l'entreprise et la taille des grains ne doit pas être inférieure au grade 6.
Exigences en matière de distorsion post-chaleur : conicité ≤ 1,35 mm, rondeur ≤ 1,35 mm, variation de la ligne normale commune ≤ 0,7 ‰, et rétrécissement circulaire du sommet de la dent ≤ 1,5 ‰.
(1) Voie de traitement originale, processus et déformation de la couronne dentée
Voie de traitement originale : ébauche de tournage de pièces forgées → perçage → mise en forme d'engrenages → cémentation et trempe → grenaillage de précontrainte → tournage fin → rectification d'engrenages → produit fini.
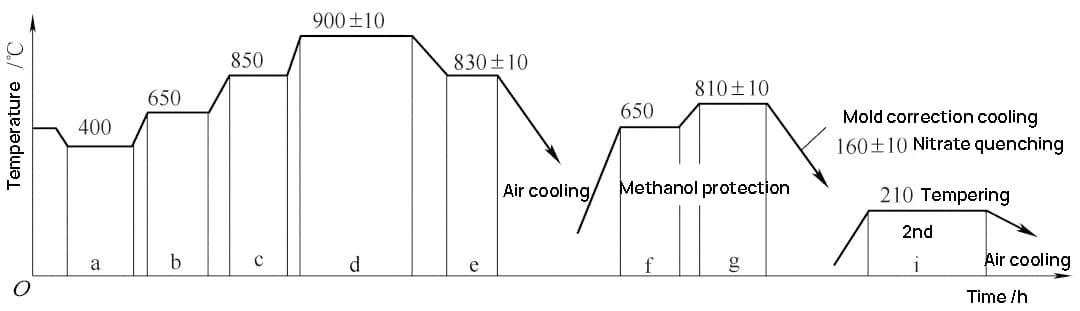
Le procédé original de cémentation est le suivant : préchauffage 650 ℃ × 1h → cémentation (930 ± 10) ℃ × 50h → abaissement de température, isolation thermique 830 ℃ avant déchargement × 2h → refroidissement de l'air sortant → trempe haute température (680 ℃) × 4h → trempe et chauffage (820 ± 10) ℃ × 2,5h → trempe isotherme au sel (160 ± 10) ℃ → trempe basse température (210 ± 20) ℃ × 10h → refroidissement de l'air sortant.
Après avoir nettoyé la couronne dentée, appliquer un revêtement anti-suintement sur 5 pièces par four.
L'atmosphère de cémentation est un gaz enrichi de méthanol et d'isopropanol.
Après inspection, il a été constaté que si tous les autres éléments répondent aux exigences techniques, la bague d'engrenage présente une déformation importante.
(2) Amélioration du processus
La normalisation à haute température doit être effectuée après l'usinage grossier et avant la mise en forme de la couronne dentée.
Pour réduire contrainte résiduelle et les contraintes thermiques et abaisser la température de cémentation, le nombre d'étapes de chauffage est augmenté au début de la phase.
Suite à ces améliorations, les températures isothermes de 400°C et 850°C ont été augmentées, et la température de trempe a été réduite de manière appropriée.
L'inspection a révélé que si la distorsion de la couronne dentée s'est améliorée d'un degré, il y a encore des cas occasionnels où elle sort de la tolérance. Voir la figure 4 pour le processus de cémentation.
La correction de la cémentation processus de trempe et le refroidissement par trempe des couronnes dentées utilisent la méthode de correction de la matrice. Voir la figure 4 pour la courbe du processus de trempe de correction de cémentation de la couronne dentée.
La méthode de trempe de correction de la filière refroidit la filière et la couronne dentée ensemble, ce qui permet à la couronne dentée d'être corrigée par la filière au cours du processus de refroidissement.
Au cours du processus de trempe à long terme qui suit, la contrainte générée pendant la trempe et le refroidissement est éliminée, la taille de la couronne dentée est stabilisée et le rebondissement de la distorsion est évité.
Les résultats du test de distorsion sont idéaux.
Fig. 4 Courbe du processus de trempe de correction par cémentation d'une grande couronne dentée
5. Réduire la distorsion de la couronne dentée en ajustant le processus de traitement thermique
La couronne JT001 des TY320, TY220, D65 et autres boîtes de vitesses a un diamètre extérieur de 318,1 mm, un diamètre intérieur de 251,7 mm et une largeur de 51,5 mm.
Le matériel utilisé est 42CrMo qui a une dureté de trempe et de revenu de 262 à 302HBW.
Après nitruration un ΔM inférieur ou égal à 0,10 mm est requis.
(1) Processus de traitement thermique d'origine et déformation
Normalisation à blanc (880 ℃× 3h) + revenu après tournage brut (bain de sel 820 ℃× 0,5h, trempe à l'huile + revenu) + correction + traitement de vieillissement après tournage de finition (300 ℃× 5h) + mise en forme des engrenages + nitruration ionique (520 ℃) puis refroidissement au four.
L'inspection a révélé que la valeur m et la quantité de variation sont hors tolérance, et que le taux qualifié de distorsion de la couronne dentée n'est que d'environ 70%.
(2) Amélioration du processus et de l'effet
Le processus original de "trempe et revenu avant correction et nitruration" a été modifié en "correction et revenu avant nitruration".
Le taux de déformation de la couronne dentée répondant aux qualifications est passé à plus de 98%, et la variation de la valeur ΔM de la couronne dentée a été réduite d'un maximum de 0,46 mm avant l'ajustement à 0,10 mm après la trempe et le revenu.
La température de vieillissement a été augmentée de 300°C à 560°C, ce qui non seulement assure la libération complète des contraintes d'usinage, mais est également 30 à 50°C plus élevée que la température de nitruration, minimisant ainsi la distorsion de la couronne dentée nitrurée. La valeur maximale de ΔM a été réduite de 0,22 mm avant l'ajustement à 0,08 mm après l'ajustement.
6. Résoudre le problème de la distorsion et du faux-rond de la couronne dentée en acier 40Cr trempé à haute fréquence par l'ajustement du flux de processus
La couronne dentée (voir Fig. 5) est composée de 40Cr l'acier.
Les exigences techniques sont les suivantes : la dureté de la trempe et du revenu est de 28 ~ 32 HRC, la dureté de la trempe à haute fréquence de la partie de l'engrenage est de 48 ~ 52 HRC, et le faux-rond de la couronne dentée est < 0,048 mm.
(1) Technologie de trempe à haute fréquence et distorsion de la couronne dentée
Les paramètres électriques du processus de trempe à haute fréquence sont les suivants : la fréquence du courant est de 250 kHz, les courants de l'anode et de la grille sont respectivement de 7 à 7,5 A et de 1,4 à 1,7 A, le temps de chauffage est de 30 à 40 secondes et la pression de l'eau de refroidissement doit être supérieure ou égale à 0,2 MPa.
Pendant la trempe à haute fréquence, la vitesse de refroidissement de la pièce proche du trou de 30 mm est rapide, tandis que la vitesse de refroidissement de la pièce éloignée du trou est lente.
Cette vitesse de refroidissement inégale est à l'origine de la sortie de tolérance de la couronne dentée.
Fig. 5. Schéma de la couronne dentée en acier 40Cr
(2) Améliorer le déroulement et l'effet du processus
Amélioration du déroulement du processus : forgeage → tournage grossier → trempe et revenu → tournage fin du cercle extérieur et du trou intérieur → taillage et ébavurage des engrenages → rasage et ébavurage des engrenages → nettoyage → trempe à haute fréquence de la partie dentée → tournage fin des outils vides aux deux extrémités → perçage et surfaçage par points → perçage et taraudage → tirage d'une seule clavette → ébavurage et ébavurage de la partie dentée → ébavurage et ébavurage de la partie dentée → ébavurage et ébavurage de la partie dentée. sablage → nettoyage et entreposage.
Effet d'amélioration : après l'ajustement du flux de processus, le faux-rond de la couronne dentée après la trempe à haute fréquence se situe dans la plage de tolérance.
7. Le processus de carbonitruration est adopté pour réduire la distorsion de trempe de la couronne dentée interne.
La couronne dentée interne du mécanisme de direction d'un camion à benne basculante a un diamètre extérieur de φ444 mm et un diamètre intérieur de φ372,88 mm, avec une largeur de dent de 140 mm. Il est fabriqué en acier 20CrMnTi.
Les exigences techniques du traitement thermique sont les suivantes : la concentration de carbone en surface doit être de 0,8% à 1,0% (fraction de masse), la profondeur de la couche de cémentation doit être de 1,1 à 1,5 mm, la dureté de surface doit être de 58 à 65 HRC et la dureté à cœur doit être de 30 à 45 HRC. La circularité doit être inférieure ou égale à 0,5 mm.
La structure métallographique devrait être de la martensite, avec austénite retenue ne dépassant pas le grade 4 et le carbonitrure ne dépassant pas le grade 5.
(1) Flux de traitement de la couronne dentée interne
Découpage → forgeage → usinage grossier → traitement thermique préalable (normalisation) → usinage → carbonitruration → contrôle de qualité → sablage → contrôle du produit → entreposage.
(2) Traitement thermique par carbonitruration
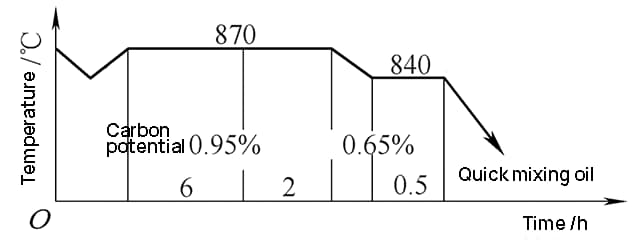
Le four polyvalent Aixielin à boîte scellée a été utilisé pour la carbonitruration au gaz et la trempe directe à température réduite. Le processus est illustré à la figure 6.
Le processus consiste à
Carbonitruration à 870°C pendant 6 heures avec un fort potentiel de cémentation de 0.95%
Diffusion à 870°C pendant 2 heures avec un potentiel carbone de 0,65%
Refroidissement à 840°C pendant 0,5 heure avec une combinaison de refroidissement rapide et lent.
Fig. 6 Processus de carbonitruration au gaz d'une couronne dentée interne
(3) Traitement thermique processus de trempe de chauffage secondaire
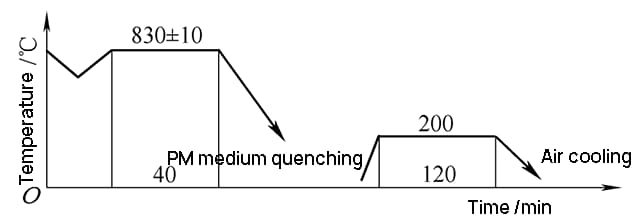
Après la carbonitruration, la couronne dentée est refroidie lentement, puis réchauffée. Elle est ensuite trempée à la presse par un support interne. Le processus est illustré à la figure 7.
La température de trempe est de 830°C pendant 40 minutes.
Une trempe moyen de refroidissement avec une fraction massique de 10% à 15% PM est utilisée pour la trempe. Le temps de transfert est de 20 secondes, le temps de refroidissement est de 10 secondes et la température de sortie est contrôlée entre 150 et 180°C, ce qui correspond approximativement à une trempe sous pression.
Un outillage spécial est utilisé pour tremper le trou intérieur du support interne.
Fig. 7 Processus de trempe et de revenu par chauffage secondaire de la couronne dentée interne
(4) Méthode de chargement de l'outillage et du four
Le rapport entre le diamètre interne et le diamètre externe de la couronne dentée interne est nettement supérieur à 1/2, et la paroi est mince.
Cela peut entraîner une distorsion de la rondeur lors de la trempe.
Pour réduire l'impact de la gravité, il convient d'éviter les empilements qui se chevauchent.
Un espacement raisonnable entre les couronnes dentées doit être maintenu afin d'assurer un refroidissement circonférentiel uniforme.
(5) Distorsion d'extinction et contrôle
Une marge substantielle doit être réservée en fonction du traitement thermique afin de garantir la précision des dimensions.
Le processus de trempe par chauffage secondaire est choisi.
La trempe est effectuée à l'aide d'une presse à tremper.
Les pièces dont la rondeur est hors tolérance après la trempe doivent être remodelées et trempées à l'aide d'un outillage spécial.
(6) Résultats de l'inspection
La dureté de la surface est de 60 ~ 65HRC, la dureté du noyau est de 38 ~ 40HRC, la dureté de la surface est de 60 ~ 65HRC, la dureté du noyau est de 38 ~ 40HRC. martensite et l'austénite résiduelle sont de grade 1, le composé carbone-azote est de grade 1, et la rondeur du diamètre extérieur est de 0,13 ~ 0,30mm. Tous les produits sont qualifiés.
8. Traitement thermique par trempe à moyenne fréquence d'une couronne dentée en acier 50Mn2
La taille de la couronne dentée est de 322 mm (diamètre extérieur), 281 mm (diamètre intérieur) et 77 mm (largeur).
Le matériau utilisé est l'acier 50Mn2. Les exigences techniques de la trempe à moyenne fréquence sont les suivantes : la dureté de la surface doit être comprise entre 50 et 55 HRC, et la couche durcie à la racine de la dent doit avoir une profondeur de 1 à 4 mm et être équivalente à 40 HRC.
L'erreur de pas cumulée de la couronne dentée doit être inférieure à 0,10 mm, l'erreur de direction de la dent doit être inférieure à 0,055 mm et l'erreur de forme de la dent doit être inférieure à 0,035 mm.
(1) Machine-outil de trempe à moyenne fréquence et inducteur
La puissance nominale de la machine-outil de trempe à moyenne fréquence ne doit pas être inférieure à 400 kW.
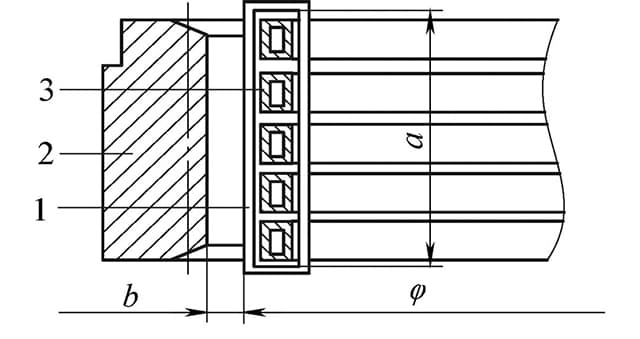
L'inducteur est fabriqué à partir d'un tube carré en cuivre de 14 mm x 14 mm avec 5 tours. La hauteur de l'inducteur est "a", et un espace de "b" est réservé entre la couronne dentée et l'inducteur.
La figure 8 est un schéma de l'inducteur.
Fig. 8 Schéma de l'inducteur pour la couronne dentée
1. Aimant conducteur
2. Bague d'engrenage
3. Capteur
(2) Spécification pour le chauffage et la trempe à moyenne fréquence
Un jeu de "b + 2mm" est réservé entre la couronne dentée et l'inducteur pour tenir compte de l'influence de l'aimant sur la distribution du champ magnétique. La hauteur de l'inducteur est également augmentée à "a + 3mm".
Les spécifications du chauffage électrique sont les suivantes : la tension de sortie maximale est de 540 V, le courant de sortie maximal est de 430 A et la fréquence est de 8000 Hz.
Après 22 secondes de chauffage, la zone chauffée devient rouge vif, ce qui indique que la température requise pour la trempe a été atteinte.
Le mode de chauffage est un chauffage et une trempe simultanés.
La puissance spécifique courante se situe entre 0,8 et 1,5 kW/cm.2.
Le milieu de trempe et de refroidissement utilisé est le milieu de trempe et de refroidissement AQ251 de la société Houghton, dont la proportion de concentration est contrôlée entre 9% et 13% (fraction de masse).
(3) Résultats de l'inspection
L'inspection métallographique de la structure et l'inspection des dimensions répondent pleinement aux exigences techniques.
La profondeur de la couche durcie de la racine de la dent est de 2,5 ~ 4,0 mm.
Faux-rond dans le sens de la dent < 0,05 mm, faux-rond dans la forme de la dent < 0,04 mm et erreur cumulative circonférentielle < 0,1 mm.
Adoption d'une technologie et d'un équipement avancés pour contrôler la distorsion de la couronne dentée
1. Adopter la nouvelle technologie de moulage des couronnes dentées par induction, trempe et revenu pour contrôler la distorsion des couronnes dentées de haute précision.
(1) Dernière technologie de trempe par induction pour les presses à matricer
Le dernier procédé de trempe sous pression de l'entreprise allemande EMA combine les avantages de la trempe par induction et de la trempe sous pression.
Ses principaux avantages sont les suivants :
La chaleur est directement générée à l'intérieur de l'engrenage, sans perte par conduction thermique, ce qui réduit le temps de chauffage et permet d'économiser de l'énergie ;
Chauffage et trempe rapides, contrôle facile du processus et bonne répétabilité ;
Chaîne de production facile à former, haute efficacité ;
Pas de pollution ;
La distorsion due au traitement thermique est faible et la précision des dimensions finales de l'engrenage est élevée ;
La couche durcie est répartie uniformément.
Cette technologie a été mise en œuvre avec succès dans l'industrie des pièces automobiles. Elle convient à la fois à la trempe sous pression directe des engrenages en acier à teneur moyenne en carbone et à la trempe sous pression des engrenages cémentés, y compris les composants de haute précision tels que les couronnes dentées, les engrenages coniques et les anneaux synchrones.
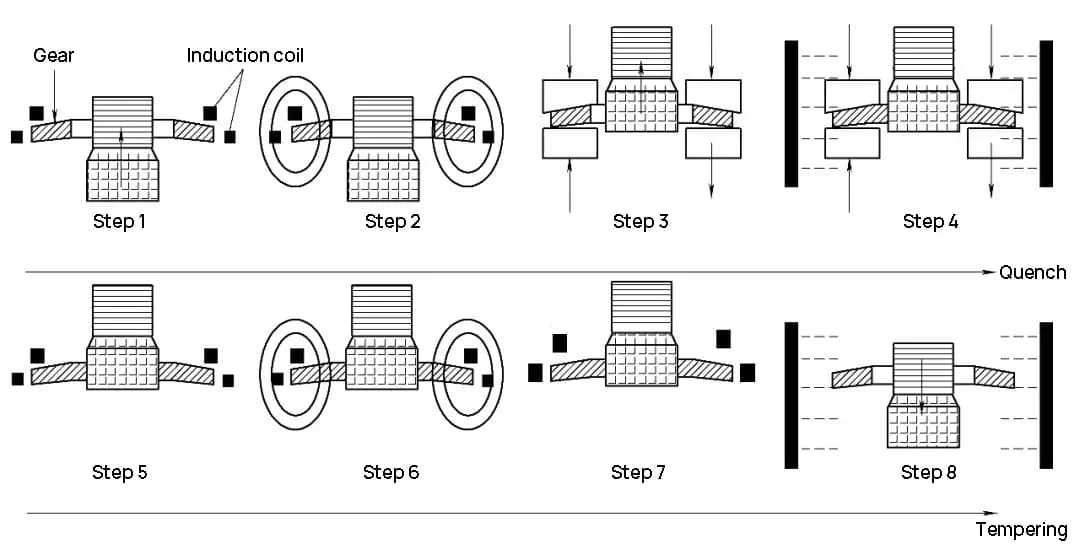
La figure 9 illustre l'organigramme du processus de correction de la distorsion par traitement thermique pour la trempe par induction du moule de la couronne dentée.
Étape 1 : Fixer la couronne dentée déformée au dispositif de centrage et de serrage non magnétique. Le dispositif de serrage se compose d'une matrice inférieure solide et d'une matrice supérieure.
Étape 2 : Chauffer la couronne dentée à environ 900°C par induction électromagnétique. La température de chauffage est déterminée en fonction du matériau et peut être surveillée et contrôlée à l'aide d'un thermomètre infrarouge.
Étape 3 : Après un certain temps de maintien, la couronne dentée atteint une température uniforme. Les matrices supérieure et inférieure sont alors mises sous pression.
Étape 4 : Tremper immédiatement la couronne dentée en l'aspergeant d'un produit réfrigérant.
Étape 5 : Déplacer l'inducteur jusqu'à la position combinée de la couronne et du moule du noyau de correction.
Étape 6 : Trempe et chauffage de la couronne dentée.
Étape 7 : À mesure que la température augmente, l'anneau d'engrenage se dilate légèrement, créant un petit espace.
Étape 8 : Retirer l'anneau d'engrenage de l'autre extrémité de la matrice.
La matrice de correction, en acier inoxydable, empêche efficacement la contraction de la couronne dentée.
Fig. 9 : organigramme de la déformation de la couronne dentée par pressage sous pression et durcissement par induction
(3) Paramètres du processus et résultats
Voir le tableau 2 pour les paramètres du processus et les résultats.
Le tableau 2 montre que la distorsion de l'engrenage est faible : concentricité < 0,03 mm, circularité < 0,03 mm, planéité < 0,05 mm.
Tableau 2 Paramètres du processus de trempe sous pression et résultats de l'inspection de l'engrenage en acier 16MnCrS5
Paramètres du processus
Puissance / kw
250
Fréquence / kHz
10
Durée du processus / min
4
Dureté et couche durcie
Dureté de la surface HV30
680~780
Profondeur de la couche durcie / mm
0.8~1.2
Dureté du noyau HV30
350~480
Précision
Concentricité / mm
<0.03
Rondeur (diamètre intérieur) / mm
<0.03
Planéité (surface inférieure) / mm
<0.05
2. Méthode de contrôle de la distorsion due au traitement thermique chimique de la couronne dentée intérieure asymétrique à paroi mince
La dimension de la couronne dentée à paroi mince est de φ162mm (diamètre extérieur), φ111.4mm (diamètre intérieur), et 48mm (épaisseur). Elle est fabriquée en acier 20CrMnTi.
Les exigences techniques pour la bague d'engrenage sont les suivantes :
La profondeur de la couche de carbonitruration doit être comprise entre 0,6 mm et 1,0 mm.
La dureté de la surface doit être comprise entre 58 et 64 HRC, et la dureté du cœur doit être comprise entre 35 et 48 HRC.
L'arrondi du trou intérieur doit être inférieur à 0,10 mm.
(1) Distorsion de l'équipement d'origine, du processus et de la couronne dentée
Le traitement thermique original adopte un four de cémentation continue, et le processus de carbonitruration est le suivant : cémentation forte 880 ℃ → diffusion 860 ℃ → 840 ℃ refroidissement et trempe.
En raison de la structure complexe, de la paroi mince et de l'asymétrie de la couronne dentée, la rondeur du trou intérieur après la trempe par carbonitruration est supérieure ou égale à 0,12 mm, ce qui fait que la distorsion se situe en dehors de la plage de tolérance.
(2) Amélioration de l'équipement et du processus de traitement thermique
La ligne de production a été remplacée par un four polyvalent 2-1-1, qui permet un contrôle uniforme et précis de la température et du potentiel de carbone.
En contrôlant la profondeur de la couche cémentée, il a été constaté qu'une couche moins profonde conduit à un potentiel de carbone plus faible et à une distorsion réduite. Par conséquent, la couche cémentée est contrôlée avec précision à une profondeur de 0,6 à 0,7 mm, et la structure métallographique est maintenue au niveau 1 à 2.
Processus d'infiltration du Co : infiltration intensive 860 ℃ → diffusion 860 ℃ → 830 ℃ refroidissement trempe (trempe adopte Jinyu Y35 - Ⅰ isotherme graduée) huile de trempe).
Lors de l'inspection, la rondeur du trou intérieur est contrôlée à 0,10 mm près, ce qui est satisfaisant.
3. La méthode de trempe à haute fréquence de l'acier 40Cr est adoptée au lieu de la trempe par cémentation de l'acier 20CrMnTi pour réduire la distorsion de l'engrenage interne.
La taille de l'engrenage interne de la moissonneuse-batteuse est de φ315mm (diamètre extérieur), φ268,2mm (diamètre intérieur) et 36mm (largeur). Le matériau utilisé est l'acier 20CrMnTi avec un module de 4 mm.
Les exigences techniques pour l'engrenage interne sont les suivantes :
La planéité de la grande face terminale après le traitement thermique doit être inférieure à 0,2 mm.
La rondeur du trou intérieur doit être inférieure ou égale à 0,3 mm.
La profondeur de la couche de cémentation doit être comprise entre 0,9 mm et 1,3 mm.
La dureté de l'engrenage doit être comprise entre 59 et 63 HRC.
(1) Processus d'origine et déformation de la couronne dentée
Processus original : usinage brut → cémentation → usinage de finition → chauffage secondaire et trempe.
Après le traitement thermique, la distorsion du trou intérieur est importante, et la rondeur du trou intérieur est comprise entre 0,35 et 0,80 mm, et la distorsion est hors tolérance.
(2) Amélioration des processus et des résultats d'inspection
Un matériau amélioré pour les engrenages a été sélectionné avec l'approbation du fabricant du moteur principal. Il a été décidé d'adopter l'acier 40Cr.
Le matériau de l'engrenage subira un traitement global de trempe et de revenu pour garantir la dureté (résistance) du noyau de l'engrenage, suivi d'une trempe à haute fréquence des dents pour éviter que la distorsion ne sorte de la plage de tolérance.
Les nouvelles exigences techniques pour le matériel d'engrenage sont les suivantes :
La dureté de l'ébauche d'engrenage après la trempe et le revenu doit être comprise entre 269 et 289HBW.
La couche durcie de l'engrenage après le chauffage à haute fréquence et la trempe doit être comprise entre 1 mm et 1,5 mm.
La dureté de la surface de la dent doit être comprise entre 50 et 54 HRC.
Nouveau processus technologiqueLes étapes de la production sont les suivantes : ébauche de l'engrenage → trempe et revenu → usinage de finition → trempe à haute fréquence.
Résultats de l'inspection : grâce à de multiples tests de correspondance entre l'usinage à froid et à chaud, la valeur du paramètre m de l'engrenage interne avant le traitement thermique a été ajustée, et les exigences techniques ont été satisfaites après la trempe à haute fréquence.
L'utilisation d'un acier 40Cr pour la trempe à haute fréquence au lieu de la trempe par cémentation 20CrMnTi permet également de réduire les coûts, et l'effet est bon après le chargement.
Méthode de correction d'une couronne dentée déformée
La méthode de correction pour la formation d'une ellipse après la trempe de la couronne dentée est la suivante :
(1) Méthode de correction des points chauds de l'ellipse
La méthode de correction des points chauds est basée sur le principe du chauffage et du refroidissement immédiat de la partie convexe du cercle extérieur de la couronne dentée (au point de l'axe long elliptique), ce qui la réduit par l'effet de rétrécissement à froid. Le point chaud peut être rectifié en le chauffant avec une flamme acétylène-oxygène ou propane-oxygène.
(2) Opération spécifique
Plus précisément, il y a deux points chauds situés symétriquement sur le diamètre extérieur de l'axe long de l'ellipse et un point chaud aux deux extrémités du diamètre intérieur symétrique de l'axe court. Les points chauds doivent être refroidis immédiatement après le chauffage, par exemple par refroidissement à l'eau.
Si l'ovalisation est excessive, la méthode de contre-attaque par chauffage peut être utilisée pour une correction préliminaire, suivie de la méthode de correction des points chauds pour une correction plus poussée, ce qui permet d'obtenir un résultat satisfaisant.
Enfin, la trempe à basse température doit être effectuée à une température comprise entre 170 et 200 ℃ pendant 1 heure, suivie d'un nouveau contrôle.
N'oubliez pas que le partage, c'est l'entraide ! : )
Partager
Facebook
Twitter
LinkedIn
Reddit
VK
Courriel
Imprimer
Auteur
Shane
Fondateur de MachineMFG
En tant que fondateur de MachineMFG, j'ai consacré plus d'une décennie de ma carrière à l'industrie métallurgique. Ma vaste expérience m'a permis de devenir un expert dans les domaines de la fabrication de tôles, de l'usinage, de l'ingénierie mécanique et des machines-outils pour les métaux. Je suis constamment en train de réfléchir, de lire et d'écrire sur ces sujets, m'efforçant constamment de rester à la pointe de mon domaine. Laissez mes connaissances et mon expertise être un atout pour votre entreprise.
Vous êtes-vous déjà demandé comment assurer la réussite d'un projet d'emboutissage de métaux ? Dans cet article de blog, nous allons nous pencher sur les facteurs critiques qui peuvent faire ou défaire votre processus d'emboutissage....
Vous êtes-vous déjà demandé ce que signifient ces chiffres sur la tôle ? Dans cet article, nous allons plonger dans le monde de la jauge de tôle et démystifier cet aspect essentiel du travail des métaux....
I. Introduction Avec le développement croissant de la technologie, le traitement moderne de la tôle, en particulier le processus de pliage, exige des normes de plus en plus élevées. Il existe différentes exigences techniques en matière d'équipement et de traitement...
Vous êtes curieux de connaître les possibilités de la découpe au laser ? Dans ce guide complet, nous allons nous plonger dans le monde des vitesses et des épaisseurs de découpe laser pour différents métaux. Notre ingénieur mécanicien expert...
Vous êtes-vous déjà interrogé sur le monde caché des épingles Z ? Dans cet article captivant, notre ingénieur mécanicien expert vous guidera à travers les subtilités du calcul du poids des profilés en Z. Découvrez comment...
Vous êtes-vous déjà interrogé sur le monde caché des poutres en H ? Dans cet article captivant, nous allons percer les mystères qui se cachent derrière ces éléments de construction essentiels. Notre ingénieur mécanicien expert vous guidera...
Vous êtes-vous déjà interrogé sur le poids de ces plaques d'acier à motifs que vous voyez tous les jours ? Dans cet article de blog, nous allons nous plonger dans le monde fascinant des plaques d'acier à carreaux....
Vous avez du mal à concevoir des pièces de tôlerie précises ? Découvrez les secrets du facteur K, un concept crucial dans la fabrication de la tôle. Dans cet article, notre ingénieur mécanicien expert démystifie...
Vous êtes-vous déjà demandé comment choisir la poutre en I idéale pour votre projet de construction ou de fabrication ? Dans cet article de blog, notre ingénieur mécanicien expert vous guidera à travers le processus...
I. Avantages des câbles à âme en cuivre par rapport aux câbles à âme en aluminium : 1. Faible résistivité : La résistivité des câbles à âme en aluminium est environ 1,68 fois supérieure à celle des câbles à âme en cuivre....
En raison de la diversité des soupapes de sécurité et de la diversité et de la complexité des systèmes sous pression, lors de la sélection d'une soupape de sécurité, l'impact de facteurs tels que la température, la pression et le milieu...
Le chercheur a mené un projet sur le système d'eau chaude d'un hôtel, qui fournit une alimentation permanente avec de la vapeur (0,3Mpa) comme source de chaleur, une température d'alimentation en eau de 60-55 degrés, en utilisant un...
Faites passer votre entreprise à la vitesse supérieure